3.1. Effects of Pre-treatment Methods on Alloy Activation Performance
Nitrate conversion through Al-Fe alloys suffers from aging during storage, as shown in
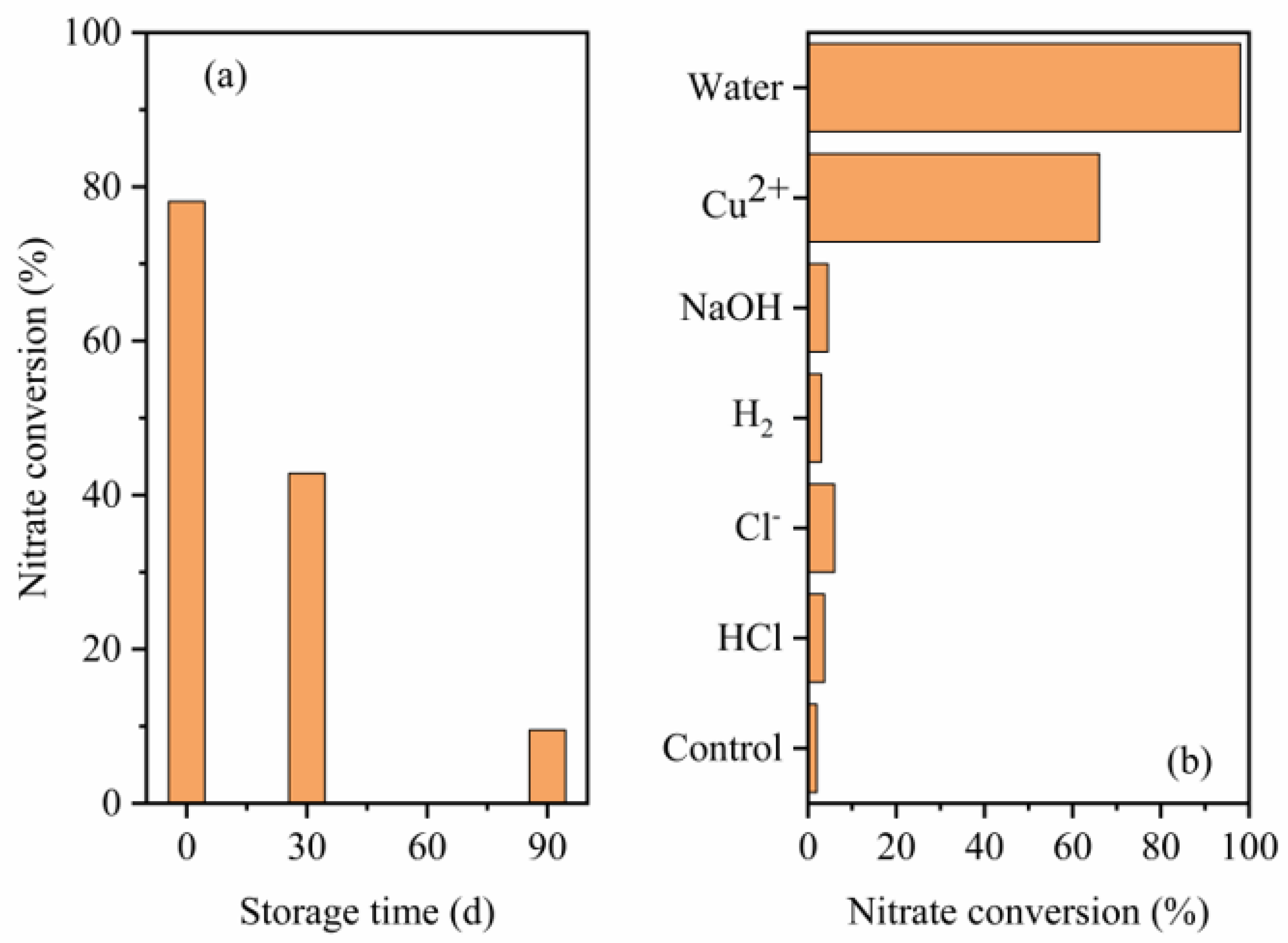
Figure 1a, in which Al-Fe20 was used as a representative Al-Fe alloy. The nitrate conversion efficiencies of fresh, 30-day and 90-day alloys were 78.1%, 42.8% and 9.5%, respectively, demonstrating a progressive decrease with increasing storage time.
Al or Fe were used to react with water for hydrogen generation. It is known that aluminum under usual conditions is inactive to reactions of oxidation by water. A dense oxide film can form on an alloy surface during storage, which against Al or Fe to generate hydrogen at room temperature condition. The nitrate reduction efficiency using these alloys will decrease as shown in the study (
Figure 1a).
When making Al or Fe react with water, there is an induction time, which is the activation time of the native oxide film, after which H
2 generation occurs [
12]. To shorten the induction time, different activation methods have been investigated, based on the disruption of passive oxide layers on metal particles. H
2-reducing pre-treatment was proven to be an effective removing method for passive iron oxide layers on Fe particles, and so, it was conducted in this paper. On the other hand, several measures for passive aluminum oxide removal on Al particles have been developed, e.g., alkaline or acid solution pre-treatment, ball milling, soluble inorganic salt and graphite activation, and high temperature surface modification, etc. Considering the activation method should be cost effective and easy for application, the method adopted for study in this paper was weak acid of alkali treatment and mild temperature water activation.
Figure 1b illustrates the nitrate conversion by the 90-day alloy and the counterpart alloys under different pre-treatment methods. Water activation and copper deposition pre-treatment substantially promoted nitrate conversion, and the ultimate nitrate reduction efficiency of the water-activated-alloy-based system (98%) was higher than that of the copper deposited alloy-based system (66%). When other activation pre-treatments were introduced, including H
2-reducing pre-treatment and acid/alkali/Cl
− activation pre-treatment, the nitration reduction efficiencies remained low and nearly the same as that of the control.
The H
2-reducing pre-treatment of zero valent iron at 400 °C enhanced the removal of nitrate at a pH of 6.5–7.5 [
13]. The nitrate reduction by the Al-Fe alloy after H
2-reducing pre-treatment was the same as that of the control. This phenomenon can be due to the stable behavior of the alumina oxide under H
2-reducing pre-treatment because Al is a stronger reductant than H
2 and Fe (standard potentials of Al
3+ ⇌ Al (s), Fe
2+ ⇌ Fe (s) and Fe
3+ ⇌ Fe
2+ were −1.676, −0.44 and 0.771, respectively), which can inhibit the passive layer reduction of the alumina oxide by H
2.
Acid or alkali pre-treatment has been proven to recover the reducing ability of zero aluminum powder [
14]. However, the lack of effect of the acid/alkali on the Al-Fe alloy activation in this study can be explained by two factors: (1) the corrosion activity energy of aluminum is lower than that of the Al alloy, such that the alloy was more stable than pure metal under normal conditions; and (2) the acid/alkali concentration used in this study was too small. Strong acid or alkali was unsuitable because of the additional costs, and acid or alkali liquid not only induced pollution but also damaged the reactor’s instrument.
A previous study [
15] showed that Cl
− can induce a passivity breakdown and pitting erosion to metallic materials, such as Al and Fe. McCafferty [
16] developed a pitting erosion model. In this model, the Cl
− on the oxide surface is adsorbed. Then, the Cl
− ions are transported through the oxide film, followed by the dissolution of the Al at the metal–oxide interface. For the Al-Fe alloy, constituent particles such as Al
13Fe
4 in alloys induce the heterogeneity of the oxide surface, leading to the local adsorption of Cl
− and reducing the Cl
− corrosion of the alloy. A previous study obtained a similar result that the pitting erosion on the alloy surface by Cl
− can be passivated by intermetallic compounds, such as Al
13Fe
4 [
17].
In this study, copper deposition pre-treatment stimulated the Al-Fe alloy to reduce nitrate. This finding was consistent with a previous study in which copper salt was added to promote nitrate reduction kinetics by nanoscale zero valent iron [
18]. A similar mechanism can be concluded that copper ions imposed electrochemical reactions to stimulate iron or aluminum corrosion and then boost nitrate reduction removal efficiency.
To optimize the water activation parameters, the effect of water temperature on the induction time was conducted. The results showed that the induction time of Al-Fe alloy at 30 °C, 40 °C, 50 °C and 60 °C were 48.5 h, 21.8 h, 2.7 h and 1.6 h, respectively. To save heating energy, 50 °C and 3 h were chosen for water activation parameters in this study. The water activated alloy shows high reduction efficiency when used for nitrate removal as shown in
Figure 1b, indicating the induction process of alloy has been finished after it was activated at 50 °C for 3 h.
The water activation mechanism for alloy could be deduced from previous studies about Al powder reaction with water. Owing to the passive oxide film on the surface, the pure Al powder could react with water and generate hydrogen, but it has an induction time, for example many days at 25 °C [
19].The induction time decreases with increasing the reaction temperature, which is nearly 6, 3 and 1 h for the temperatures of 30 °C, 40 °C and 50 °C, respectively [
20].
When Al particle is put into water for H
2 generation, there is a series of reactions [
20]: ① A hydration reaction between the passive oxide on Al particle surface and water. One Al-O-Al linkage is broken to form two AlOOH (thermodynamically more stable than Al
2O
3 at room temperature) for each water molecule consumed. ② When the hydrated front came in contact with the inside metal, Al reacted with water and generated hydrogen. ③ H
2 molecules accumulated to form small H
2 bubbles at the Al–Al
2O
3 interface. When the gas pressure in the H
2 bubbles exceeded the threshold that the hydrated oxide film can sustain, the film on the Al-Fe alloy particle surfaces breaks, and the hydrogen generation from Al continues. The hydrolysis process can modify the oxide lattice and replacing O
2− ions with more mobile species. Secondary ion mass spectrometry (SIMS) has been used in conjunction with isotopic labeling to determine the passive film hydration on aluminum, suggesting that water molecules are the mobile species in the films (rather than H
+, O
2− or Al
3+) [
21]. The higher water temperature could promote water transport during hydration steps and speed up the accumulation of H
2 molecules in H
2 bubbles to reach the critical gas pressure, resulting in the decrease in the induction time.
As the alloy used in the study is particles with a 0.5–1 mm size, the induction time may be longer than Al powders as the larger Al particles have a larger total tolerable extension of their oxide films and the H
2 bubbles at their Al:Al
2O
3 interfaces. On the other hand, KwangSup Eom [
22] designed Al-Fe alloys for fast on-board hydrogen production and found that the electrochemically noble Al
3Fe (the same phase to Al
13Fe
4) in alloy precipitates along grain boundaries, which cause faster hydrogen generation from the hydrolysis of Al by combined action of galvanic and intergranular corrosion. Al
13Fe
4 in Al-Fe alloy synthesized in the study may also shorten the induction time through the similar mechanism.
After the passive film hydration finished, the metal Al could react with water and the product is Al(OH)
3. As the reaction proceeds, the products will cover the surface. Whether this new formed Al(OH)
3 film could stop the reaction between metal and water should be considered. When the Al powder used for H
2 generation, the reaction continues utile the metal Al is consumed completely. As for the particle used in this paper (0.5–1 mm), it was found that the new formed Al(OH)
3 on the surface also did not terminate the reaction in these results (see the repetitive reduction performance discussed later). Xu jie [
10] found that the deionized water pre-treatment was better than HCl and KBH
4 for alloy activation, which was consistent with the results that water activation is efficient for Al-Fe alloy reduction reaction.
Table 1 presents the EDX surface analysis results of different alloys, and the O fraction changes on the surface of the different alloys were consistent with
Figure 1. The O fraction significantly increased relative to the storage time increment, indicating that an air-formed passive oxide film was formed on the alloy surface. When the aged alloy was treated with water activation pre-treatment or copper deposition, the oxide film was reduced, as indicated by the lower O fraction. The alloys displayed limited O fraction reductions after other pre-treatment reactions. This finding was consistent with the low nitrate conversion enhancement by these pre-treatments.
3.2. Effects of Alloy Type and Amount on Nitrate Reduction
The nitrate reduction efficiency was controlled by alloy type with different Fe:Al mass ratios, as shown in
Figure 2. With increased Fe:Al mass ratio, the nitrate conversion initially decreased and subsequently increased again after a certain value of this parameter. According to previous research [
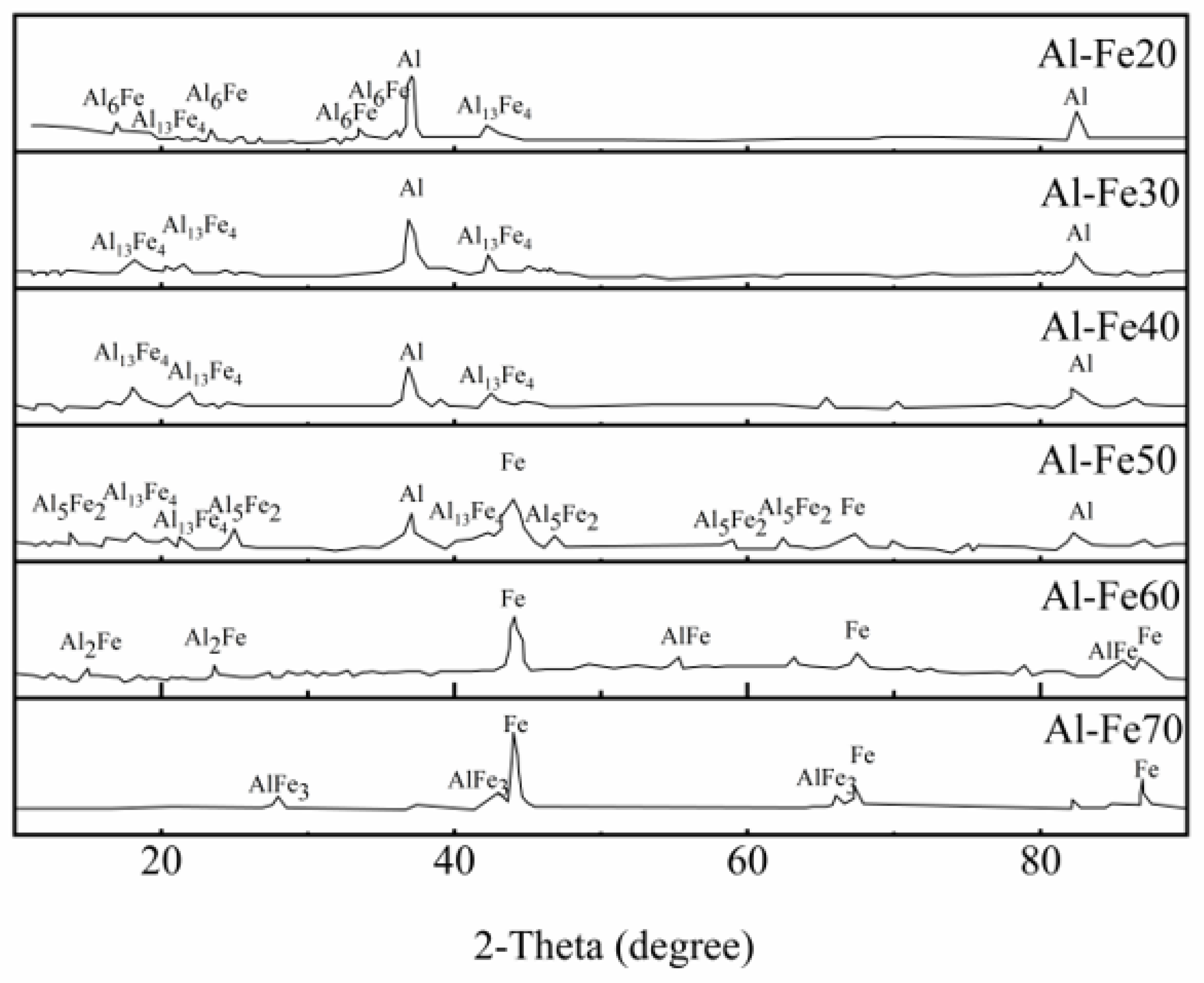
23], several structurally complex intermetallic compounds could be formed during alloy synthesis. The characteristics of the alloys are presented in
Figure 3. The major crystalline phases in the alloys were Al, Fe and different intermetallic compounds (in this study, six intermetallic compounds were found: Al
6Fe, Al
13Fe
4, Al
5Fe
2, Al
2Fe, AlFe and AlFe
3), as shown in
Figure 3. The peak of Al was observed in the four Al-rich alloys, and the peak intensities followed the order of Al-Fe20 > Al-Fe30 > Al-Fe40 > Al-Fe50, demonstrating a progressive decrease with increasing Fe:Al mass ratio in the alloy. On the other hand, the Fe peak appeared in the three Fe-rich alloys, and the peak increased in the order of Al-Fe50 < Al-Fe60 < Al-Fe70. For the intermetallic compounds, Al-rich intermetallic compounds tended to form in the alloys with higher Al:Fe mass ratios and vice versa (See
Figure 3): Al
6Fe and Al
13Fe
4 were found in Al-Fe20; Al
13Fe
4 was found in Al-Fe30 and Al-Fe40, Al
5Fe
2 and Al
13Fe
4 were found in Al-Fe50; Al
2Fe and AlFe were found in Al-Fe60; and AlFe
3 was found in Al-Fe70.
The nitrate reduction efficiency behavior using different alloy types (
Figure 2) could be explained by the XRD results and the proposed nitrate mechanism. According to the XRD results, Al-Fe alloys contain Al or Fe together with Al
13Fe
4. On the other hand, Al
13Fe
4 was confirmed as a low-cost alternative to Pd in heterogeneous hydrogenation [
7], indicating that the nitration reduction by these Al-Fe alloys can be deduced from previous studies using zero Fe and Pd. The nitrate removal mechanism using zero Fe and Pd has confirmed that [
24] zero-valent iron acted as electron donators and reacted with H
2O to produce H
2. Then, hydrogen attached onto the metal active sites, thereby reducing nitrate into nitrite. According to previous study, the intermediate product nitrite further was reduced by Pd-Hads to form ammonium and nitrogen gas [
25]. The possible nitrate reduction mechanism by Al-Fe alloy was: Al or Fe may also serve as electron donators in Al-Fe alloys. Different intermetallic compounds in aluminum iron alloys are effective catalytic substances, so XRD analysis was used to analyze different alloy samples. On the one hand, it ensures the success of the alloy preparation process. On the other hand, it determines the types of intermetallic compounds in different alloys. As shown in
Figure 2 and
Figure 3, the Al content in the four Al-rich alloys followed the order of Al-Fe20 > Al-Fe30 > Al-Fe40 > Al-Fe50, and the nitrate conversion decreased following the same order. As for Al-Fe60, no Al peak was found in the XRD results, thus the nitrate conversion efficiency was the lowest. Compared with the Al-Fe60, the Fe content increased in Al-Fe70, resulting in higher reduction conversion in Al-Fe70 system. The alloys containing more Al or Fe showed higher nitrate conversions (U-shaped pattern in
Figure 2), confirming the hypothesized electron donator activity of Al or Fe in Al-Fe alloys. The XRD results of Al-Fe30 before and after nitrate reduction were shown in
Figure S2. Compared with the original Al-Fe30, the peak intensity of Al decreased and the Al(OH)
3 peak appeared in the alloy after nitrate reduction, which confirmed the electron donator activity of Al. Al has a stronger reducibility than Fe. As such, Al-rich alloys reached higher nitrate conversions, as shown in
Figure 2.
As mentioned, Al13Fe4 can serve as a Pd catalyst. A higher Al13Fe4 may favor the selective decomposition of aqueous nitrate into nitrogen. Among the alloy types examined, Al-Fe20 and Al-Fe30 showed nearly the same activity for NO3− conversion. A higher Al13Fe4 content in Al-Fe30 may result in a higher N2 selective production. The details on the N2 selective performance will be presented later. On the basis of these results, Al-Fe30 was selected for further analyses.
The amount of alloy greatly affected the nitrate conversion performance, as shown in
Figure 4. The nitrate conversion curves for 15–30 g/L alloy systems showed a rapid increase in the first 2 h, followed by a leveling off. The ultimate conversion efficiency of the reaction conducted by 15–30 g/L alloy was almost 100%. When 5–10 g/L alloy was used, the curve increased with time and did not become stable. Significant differences in the final conversion efficiencies were observed between 5–10 g/L and 15–30 g/L. The reaction period was prolonged as the amount became lower than 15 g/L, and 15 g/L was adopted in the next part.
The nitrate reduction was conducted in near-neutral pH solution (pH = 7.2) to simulate the application environment and the evolution of pH during the reduction process as shown in
Figure S1. In the initial reduction, the pH value increased rapidly and then followed by a plateau phase. The final pH value of the solution after Al-Fe alloy based nitrate reduction was 9.44, which is alkali and needs further treatment before discharging.
Al-Fe alloy is a low-cost material similar with Fe
0 and was introduced as an alternative to Fe
0 for nitrate reduction in this study. In the Fe
0 system, nitrate removal performance mainly depends on lower pH and nitrate reduction produces ammonium ions under laboratory conditions that required another system to deal with it [
26]. Compared with the traditional reduction of nitrate by Fe
0, the proposed Al-Fe-alloy-based process can transform higher parts of nitrate into N
2 (19.1%) even at the neutral pH of the solution.
The preliminary result in this study showed that N2 selective production remained low (19.1%) and requires further improvement. This may be attributed to the fraction of Al13Fe4 in the alloy synthesized in this study that is still limited (XRD results). Another synthesis method is now under development in the author’s lab, which aims at the improvement of intermetallic component content in the Al-Fe alloy and the possible N2 selective production improvement.
3.3. Kinetic and Repetitive Reduction Performance of Al-Fe30 Based Nitrate Removal
In order to distinguish whether nitrate is removed through degradation or adsorption, this study analyzed the product distribution, as shown in
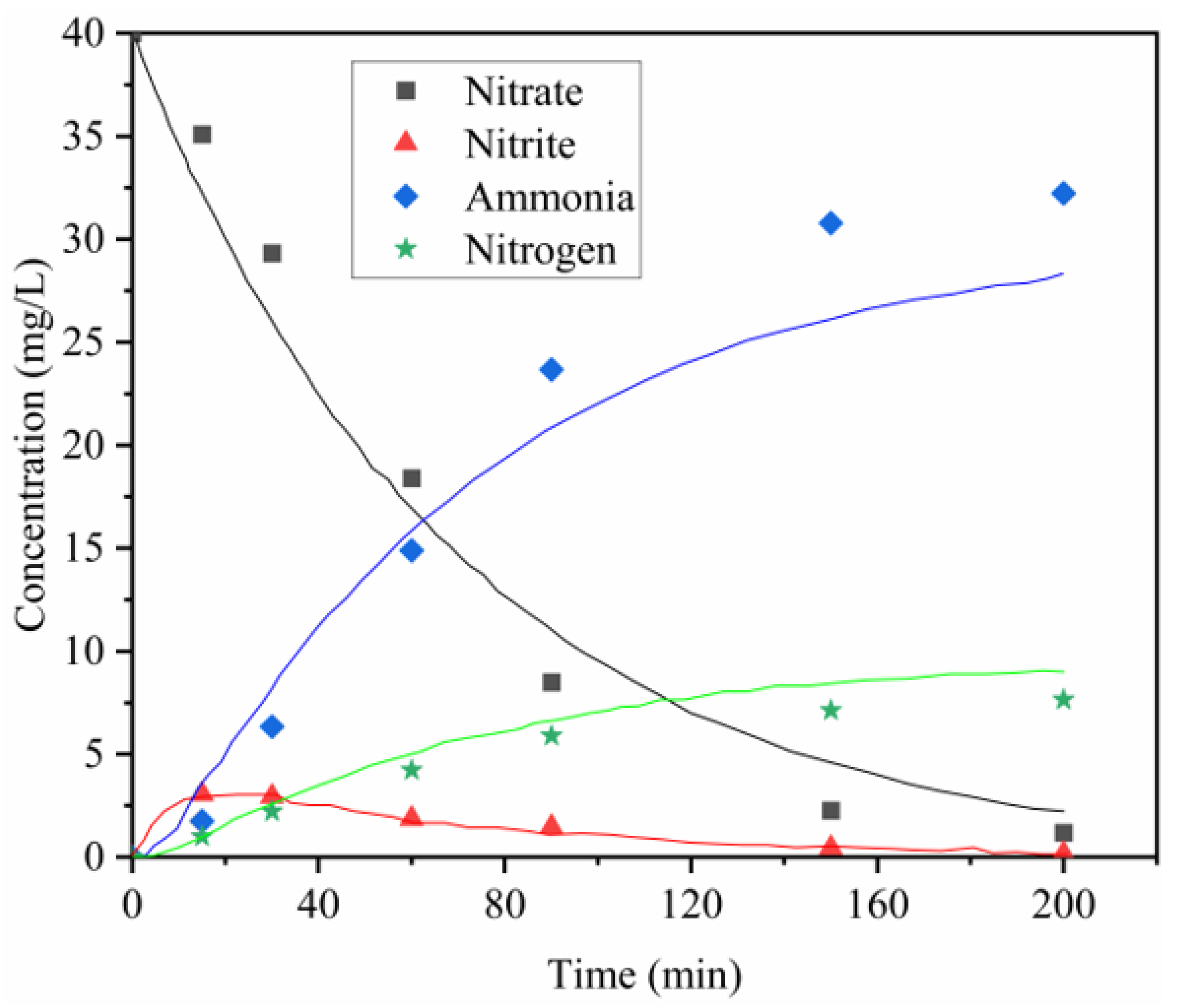
Figure 5. Reaction time affected the reduction performance of the Al-Fe alloy. The nitrate concentration steadily decreased with increased contact time, falling below the limit of detection within 150 min. Both the ammonium and N
2 conversions increased over time, reaching approximately 32.23 and 7.65 mg/L, respectively. The ultimate N
2 selectivity was approximately 19.1% after 150 min of reaction. These results demonstrated that a sufficient contact time between the alloy and the solution is necessary for nitrate removal, and 150 min was selected as the optimal time.
As shown in
Figure 5, the concentration of NO
2− increased at the initial stage of the reaction and then decreased after 60 min of the reaction. These results clearly indicated that nitrite is an intermediate to the final products, such as NH
4+ and N
2.
Therefore, nitrate reduction can be explained by reaction pathways as follows [
27]:
An application of excel gauge solution based on the mode of linear programming was used to optimize reaction orders, and the results were shown in
Table S1. The optimized order was 0.958799, and the correlation coefficient at this order was 0.988772. The reaction order was round up to 1 in this study. The disappearance of nitrate was described by a pseudo first-order kinetic model in which the rate is proportional to the dissolved substrate concentration in this study.
Thus the
k1–k3 are first-order rate constants, and the kinetic analysis was considered as in the following equation:
where
C (mgN/L) is the concentration;
k (min
−1) is the rate constant; and
t (min) is the cumulative reaction time.
The
k1 value of the nitrate conversion rate constant was first estimated using the nitrate concentration developed with time. By adopting the obtained
k1 value, the other model parameters in Equation (6) can be estimated using the nitrite concentration. The result of the nonlinear regression analysis from this step is the sum of
k2 and
k3. Given that the value of
k2/k3 is identical to the slope of the
-
curve, the values of
k2 and
k3 can also be fitted. The fitting processes were conducted as described. The fitting results are presented in
Table 2, and the curves are plotted in
Figure 5 and
Figure 6.
Table 2 indicates that the values of
k1,
k2 and
k3 are 1.43 × 10
−2, 3.41 × 10
−2 and 10.58 × 10
−2 min
−1, respectively.
(k2 + k3)/k1 is 10, as obtained by the curve fitting on the nitrate and nitrite concentrations. As shown, nitrite reduction was much faster than nitrate reduction. To convert nitrate into nitrogen and ammonia, the conversion of nitrate into nitrite is the rate-determining step.
To estimate the repetition of nitrate reduction by Al-Fe30, an experiment was conducted in which nitrate was repeatedly spiked into the reactor every 400 min. The pseudo-first-order kinetic model (proven zboce) was used to fit the experimental data, and the experimental results are summarized in
Figure 7, which shows that the reduction was repeated four times until the reduction level was significantly reduced. Furthermore, the rate of the nitrate reaction gradually decreased as the reaction step was repeated. The reaction rate constants from the first to the last steps were 1.43, 0.51, 0.26 and 0.11 10
−2min
−1. This phenomenon was possibly due to two reasons: (1) the oxidized Al or Fe formed an insoluble oxide layer on the surface that thickened as the reduction proceeded, hindering the penetration of nitrate ions; and (2) the available Al acting as electron donators were significantly diminished under repetitive reactions. These proposed reasons were confirmed with the XRD results as shown in
Figure S2. The peak of Al oxide was found in the alloys after nitrate reduction, and the peak intensity increased as the reaction step was repeated. On the other hand, the peak intensity of Al was decreased as the reaction step was repeated, indicating the Al consuming as electron donator.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}