1. Introduction
During the manufacturing process, the monitoring of two variations, which can shift the process from the specified target, is an important task. The presence of only the common cause of variation does not affect the manufacturing process. Yet, the presence of a special cause of variation may cause more defects. The control chart is an effective tool, which is widely used in the industry for monitoring the production process. The control chart gives an immediate indication of when the process is shifted from the set target in the presence of a special case of variation. A timely indication is helpful for engineers to sort out the problems in the production process. Therefore, the main objectives of the control chart are to give a quick indication of the shift in the process, to reduce the number of defective products, and to maintain the high quality of the product. Control charts are designed under the assumption that the production data follow the normal distribution or come from the normal manufacturing process. However, experience show that, in the chemical industry, the processes of cutting tool wear and concentrate production follow a skewed distribution [
1]. Therefore, several researchers designed control charts in the case of non-normal underlying distributions. Reference [
2] designed a control chart for sign statistics. Reference [
3] designed Shewhart control charts in the case of skewed data. Reference [
4] presented a chart for a gamma distribution. Reference [
5] developed a cost model chart for non-normal data. Reference [
6] proposed a median control chart. Reference [
7] proposed a chart for the Burr distribution. For more details on such control charts, the reader may refer to [
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18].
In the modern era, every reputable industry and company is trying to enhance the quality of their product. The target of creating high-quality products is achieved only by increasing the average lifetime of the product. The reliability, which is the probability that an equipment or a product performs well for the specified period, is used to measure the high quality of the product. For the monitoring of highly reliable products, it is not possible to wait for a specified number of failures. To save cost and time, time-truncated experiments are important. In Type-I censoring, the time of the experiment is fixed and, in Type-II censoring, the number of failures is fixed. The applications of Type-I censoring, Type-II censoring, and progressive and mixed censoring are found in [
19,
20,
21,
22,
23,
24,
25,
26].
The Weibull distribution is very popular in the area of quality control and reliability due to its flexibility of parameters. The Weibull distribution, due to its bathtub curve, is fitted well to the reliability phenomena. References [
27,
28,
29] discussed the applications of the Weibull distribution. Reference [
30] designed a control chart in which the process follows a Weibull distribution. Reference [
31] designed a bootstrap control chart for this distribution. References [
32,
33] introduced control charts using time-truncated life tests. Recently, Khan et al. [
34] designed a control chart for a failure-censored reliability test for the Weibull distribution. A detailed discussion of Type-II censoring control charts can be found in references [
19,
20,
21,
22,
23,
24,
25,
26].
The existing control chart using Type-II censoring is designed under the assumption that all observations are determined. According to reference [
35], “observations include human judgments, and evaluations and decisions; a continuous random variable of a production process should include the variability caused by human subjectivity or measurement devices, or environmental conditions. These variability causes create vagueness in the measurement system.” In this case, a control chart using the fuzzy approach was used for monitoring the process. Therefore, fuzzy logic is applied to the design of control charts when the experiment is not sure about some parameters. Several authors contributed in this area and designed control charts using the fuzzy approach such as reference [
36] who introduced fuzzy logic in statistical quality control (SQC). Reference [
37] introduced an algorithm using fuzzy approach. Reference [
38] discussed the application of fuzzy control charts. Reference [
35] proposed a Shewhart control chart using this approach. Reference [
39] presented a literature review on fuzzy control charts. Reference [
40] worked on a fuzzy U control chart. Reference [
41] designed fuzzy variable control charts and Reference [
42] also worked on a fuzzy control chart. More details on fuzzy control charts can be found in references [
43,
44,
45,
46,
47,
48,
49]. Industrial applications can be found in references [
50,
51,
52,
53].
Reference [
54] mentioned that traditional fuzzy logic is a special case of neutrosophic logic (NS). According to reference [
54], neutrosophic logic can be applied when there exists indeterminacy in the observations or the parameters. Based on neutrosophic logic, reference [
55] introduced descriptive neutrosophic statistics (NS). Reference [
55] argued that NS is an extension of classical statistics. NS has many applications in a variety of areas. References [
56,
57] applied NS to study rock roughness issues. References [
58,
59] designed sampling plans using NS. Recently, reference [
60] introduced NS in the area of control charts. They designed an attribute control chart using the neutrosophic statistical interval method (NSIM). Reference [
60] designed a variance control chart using the NSIM. They showed the efficiency of charts using NS over those based on classical statistics. Upon exploring the literature, we found no work on the design of control charts for failure-censored reliability tests in the uncertainty environment. In this paper, we focus on the design of such control charts using the NSIM. We hypothesized that the proposed chart using the NSIM would be more adequate and effective in the uncertainty environment than the existing control chart based on classical statistics. The state of the art product is described in the next section. The advantages of the proposed chart and a case study are given in
Section 3 and
Section 4, respectively. Some conclusions are given in the final section. More details failure censored reliability can be seen in reference [
61].
2. State of the Art
The failure time of the complements is measured through complex systems or devices. Therefore, it may be possible that some failure times are undetermined or unclear in terms of measurements. As mentioned earlier, NS is the generalization of the classical statistics that is applied when the observations in the sample are indeterminate or unclear. Suppose that the failure time indeterminacy interval
1, 2, 3, …,
, where
denotes the determinate part and
denotes the indeterminate part, follows the neutrosophic Weibull distribution. Reference [
59] introduced the following neutrosophic cumulative distribution function (ncdf) of the Weibull distribution.
where
is the neutrosophic shape parameter and
is the neutrosophic scale parameter. The neutrosophic Weibull distribution reduces to a neutrosophic exponential distribution when
. The average lifetime of the neutrosophic Weibull distribution is shown below.
where
is the neutrosophic gamma function.
We designed a failure-censored control chart in the case of the failure time following the neutrosophic Weibull distribution to monitor the neutrosophic average and neutrosophic variance, which are related to . The proposed control chart is stated in the following steps.
Choose a random sample of the size and begin the test. Continue with the test until are reached and note the ith failure time, say (i = 1, …, ).
Compute the following statistic under NSIM:
where
is the specified neutrosophic mean time.
Declare the process in the control state if where and denote the neutrosophic lower control limit (NLCL) and neutrosophic upper control limit (NUCL), respectively.
The operational process of the proposed control chart consists of two neutrosophic control limits. The proposed control chart under the NSIM is an extension of Khan et al. [
34] control chart under the classical statistics. The proposed chart reduces to Khan et al. [
34] chart when no uncertain observations or parameters are in the sample or in the population.
Suppose that the process is an in-control state at a neutrosophic scale parameter
. The neutrosophic average life is shown in the equation below.
Note here that the proposed chart under NISM is independent of
. Reference [
60] mentioned that statistic
is modeled by the neutrosophic gamma distribution with
and
(see [
60]). The neutrosophic parameter
is defined by the equation below.
Note here that 2
with 2
degrees of freedom is modeled by a neutrosophic chi-squared distribution. The probability that the process is an in-control state, say
at
under the NISM, is derived by using the equation below.
where
with 2
represents the neutrosophic distribution function of neutrosophic chi-squared distribution. Similarly, the probability that the process is out-of-control when actually in control at
is given by the equation below.
or
The average run length under the NISM is known as the neutrosophic average run length (NARL), which is introduced by Aslam et al. [
60] and given by the equation below.
Several special causes of variations may shift the process away from the given target. Let
denotes the shifted neutrosophic scale parameter where
denotes the shift constant. The neutrosophic average life and
parameter at
is given by Equations (10) and (11).
Note that
is modeled by the neutrosophic gamma distribution having
and
. The probability of in-control under the NISM at
is given by the formula below.
The probability of out-of-control under the NISM at
is given by Equation (13) or Equation (14) below.
The NARL for the shifted process is given by Equation (15).
Suppose that
denotes the specified value of
. The values of
are shown in
Table 1,
Table 2,
Table 3 and
Table 4 for various values of
,
and
. From
Table 1,
Table 2,
Table 3 and
Table 4, we note that, for the same values of other specified parameters, the values of NARL decrease as the neutrophil parameter
increases.
The following algorithm under the NISM is applied to determine the neutrosophic control limits and :
Specify , and .
Specify and determine the neutrosophic control limits such that .
Several combinations exist that satisfy the condition . However, choose the combination of the neutrosophic parameters where is very close to .
Use neutrosophic control limits to find .
3. Advantages of the Proposed Chart
In the NS, by following reference [
54], we defined the NARL as
where
is the average run length (ARL) for the determined part under the classical statistics,
is an indeterminate part for
, and
presents the indeterminacy. When there are certain observations in the sample or in the population, the indeterminate part
and
under the NS becomes the same as the ARL under the classical statistics. According to reference [
57], under the uncertainty settings, a method that provides the indeterminacy interval of NARL is said to be a more efficient and effective method than the method that provides a determined value of ARL
1. The values of
from the proposed control chart under NISM and ARL
1 from Aslam et al. [
34] under the classical statistics are in
Table 5 at the same levels of all specified control chart parameters. From
Table 5, we note that the proposed control chart has the values of
in the indeterminacy interval while the existing control chart under the classical statistics provides only the determined values of ARL
1. For example, when
= 0.1, we have
. Thus, the determinate par is ARL
1 = 1.45 and the indeterminate part is
. Therefore, the indeterminacy interval of
is
. From this example, it is clear that the proposed control chart has determinate and indeterminate information under the indeterminate situation. Therefore, the proposed control chart is more effective under the indeterminate situation than Aslam et al. [
34] chart, which is a special case of the proposed chart.
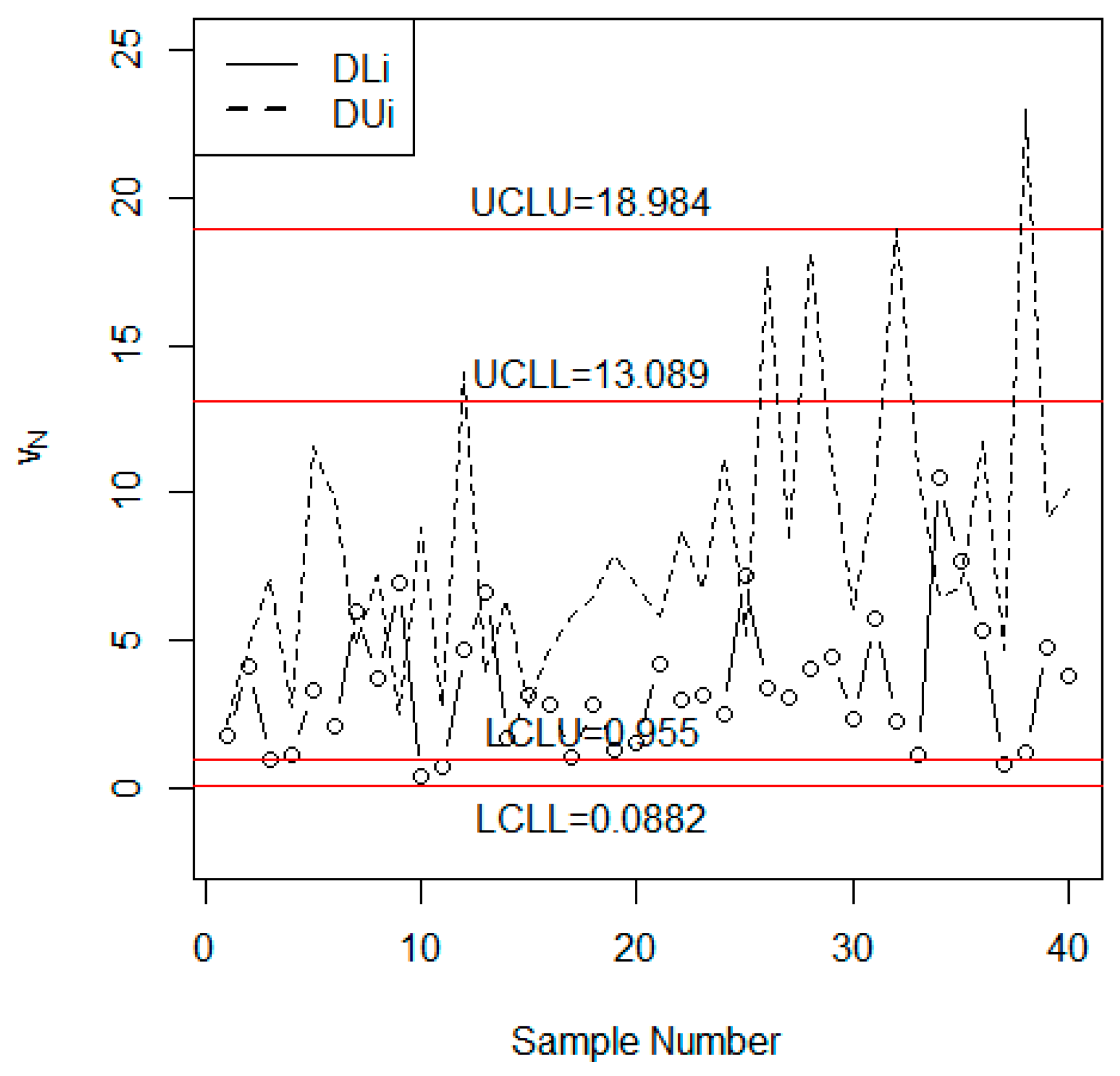
Now, we compare the performance of the proposed control chart under NISM with the chart under the classical statistics using the simulated data. The neutrosophic data was generated from the neutrosophic Weibull distribution with parameters
and
. The first 20 neutrosophic observations were generated when the process was in-control at
and the next 20 neutrosophic observations were generated from the shifted process when
= 0.85. From
Table 3, the indeterminacy interval of
is
. Under the uncertainty environment, it is expected that the process will be out-of-control between the 19th and 90th samples when
= 0.85. The values of
are plotted on the control chart in
Figure 1. From
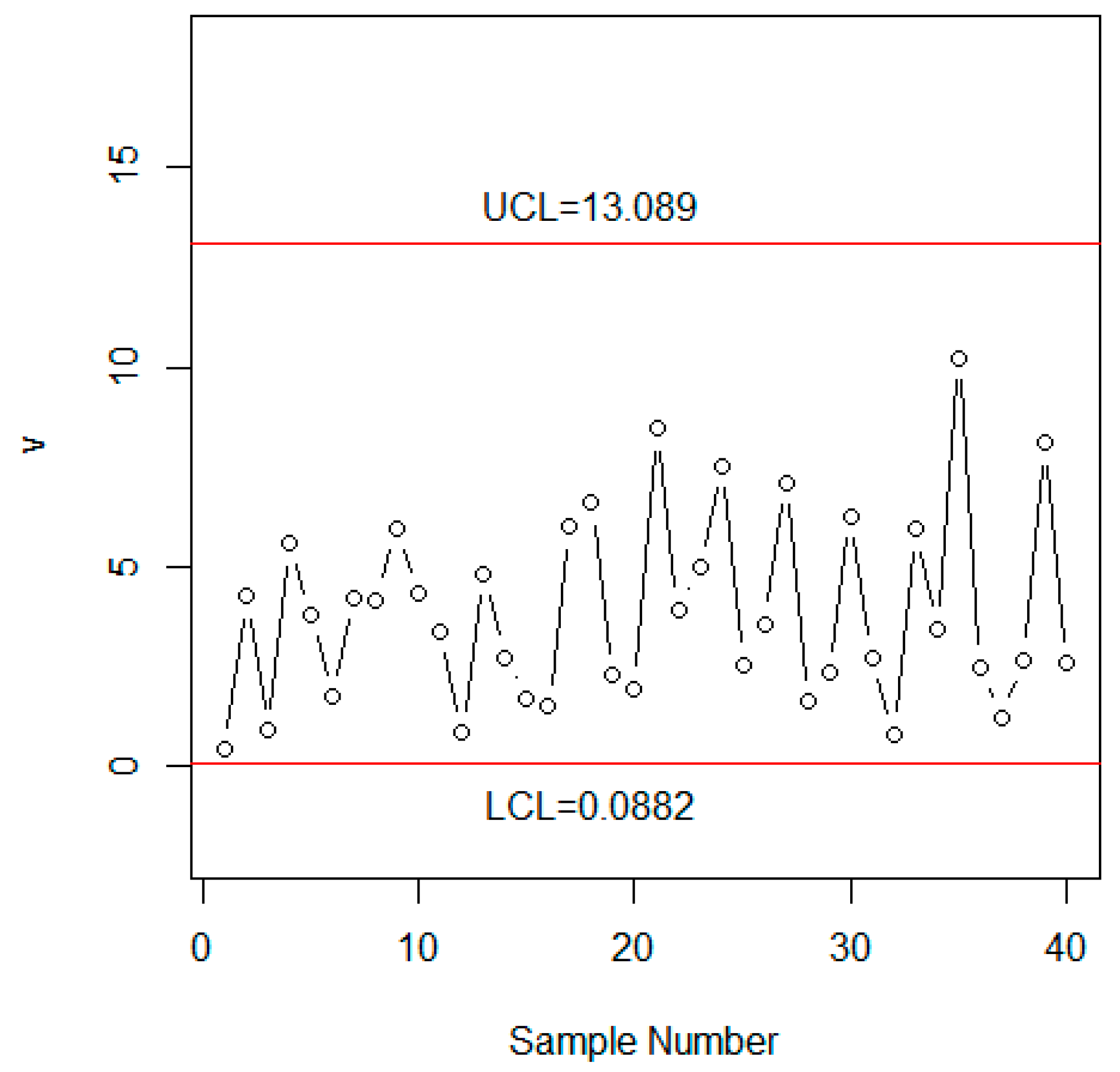
Figure 1, we note the proposed control chart under NISM detected a shift at the 39th sample. The values of
are also plotted on the existing chart in
Figure 2. From
Figure 2, we note that the existing control chart under classical statistics did not detect any shift in the process. By comparing
Figure 1 with
Figure 2, we conclude that the proposed control chart is more efficient in detecting an early shift in the process than the existing chart under classical statistics.
4. Case Study
This section is presented to explain the application of the proposed control chart in the very popular automobile manufacturing industry located in Japan. For the high quality of the subsystems of the passenger’s cars, the monitoring of the process is done through the control chart. The quality of the subsystems of the cars is based on the service time. The data is in days until the service is required for the subsystems. The service time data of subsystems is measured through the complex equipment. Therefore, some observations about the time until the service is required are uncertain. The monitoring of such data cannot be done using the control chart proposed by Aslam et al. [
34] under classical statistics. Under the uncertainty environment, the company has decided to apply the proposed control chart for the monitoring of service time data. Suppose, for this experiment, the company decided to set parameters as
and
. The service time data of presenter cars follows the neutrosophic Weibull distribution with
and
. The
for this data is shown in
Table 6.
For example, for sample #1: the service time in days is . The statistic for this sample is computed by using the formula below.
=
;
,
and
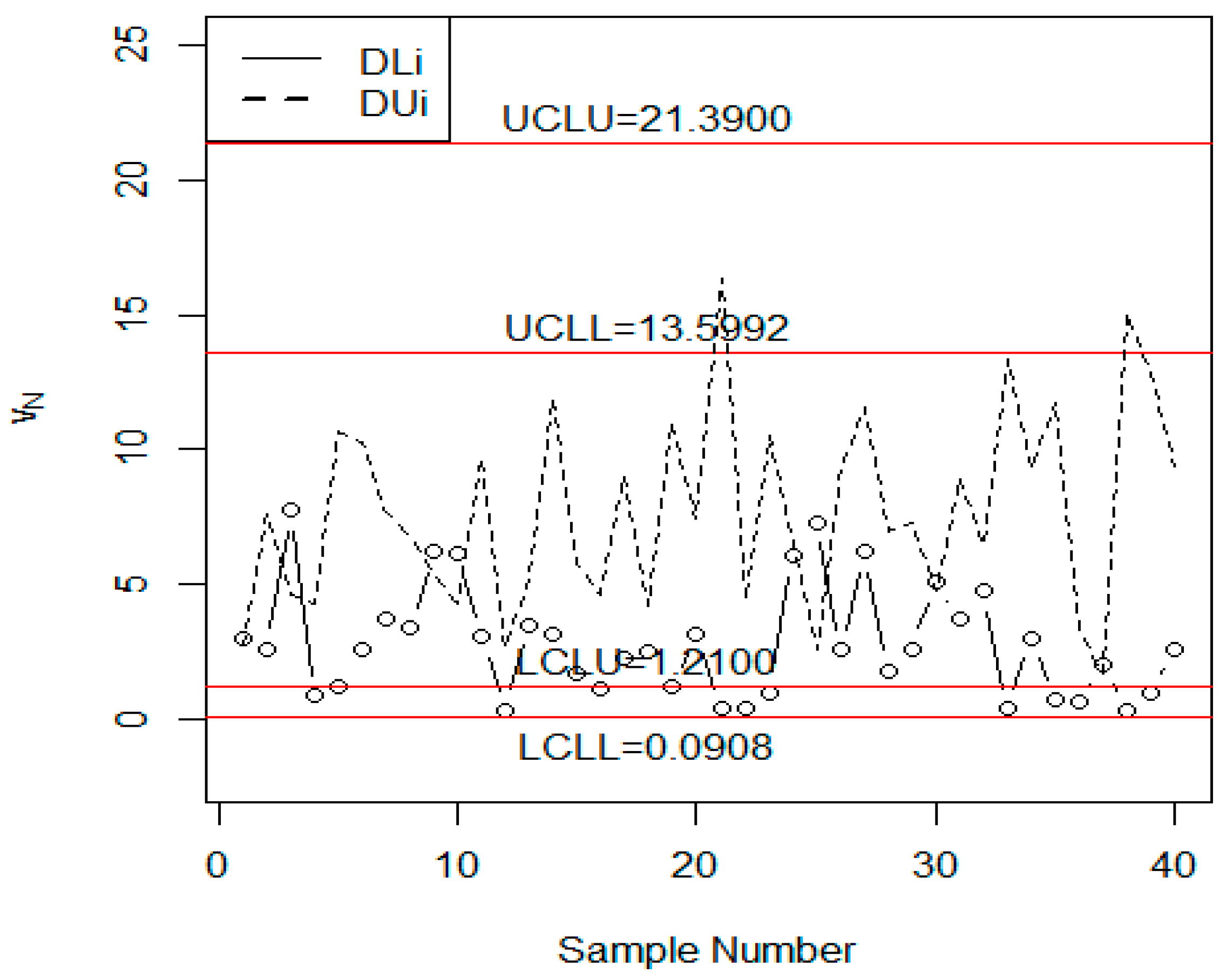
. The values of
are plotted on the control chart in
Figure 3. From
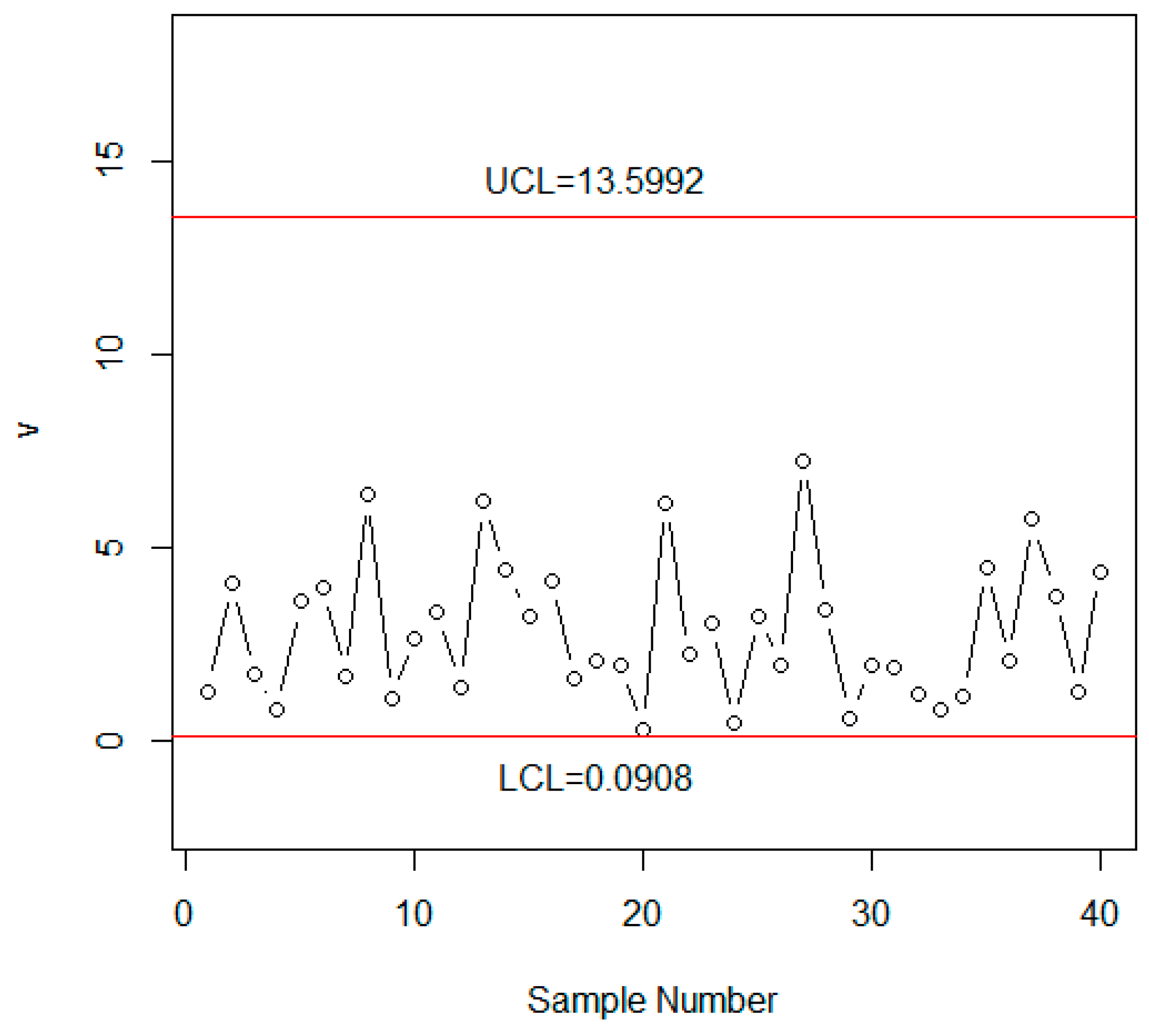
Figure 3, we note that several values of the statistic lie in the indeterminacy interval of the control limits. Yet, the control chart proposed by Aslam et al. [
34] in
Figure 4 shows that the process is an in-control state. From
Figure 3, it can be noted that several values of plotting statistics are in the indeterminacy interval. Samples #12, #21, #22, #33, and #37 are very close to the LCL
L that needs special attention by the industrial engineers. However, the existing control chart indicates that only two values are very close to the control limit. By comparing
Figure 3 with
Figure 4, we conclude that the proposed control chart is better, more flexible, and more effective than the existing chart under the uncertainty environment. In addition, the proposed control chart is more efficient for the monitoring of the process than the existing control chart.







{kind=link}
{kind=link}
{kind=link}
{kind=link}