
Analytical Prediction of Stretch-Bending Springback Based on the Proportional Kinematic Hardening Model



Abstract
:1. Introduction
2. Mechanical Model of Profile Stretch-Bending and Springback Analytical Method
2.1. Research Object
2.2. Basic Hypothesis
- (1)
- Plane section assumption: It is assumed that the cross section of profiles before and after stretch-bending loading is planar and perpendicular to the geometrical central axis of the profile.
- (2)
- Uniaxial stress assumption: In the process of stretch- bending, it is assumed that every fiber along axis is in uniaxial tension or uniaxial compression state.
- (3)
- Bilinear material model hypothesis: in the stretch-bending process, it is assumed that stress–strain relationship of the elastic deformation and plastic deformation are both linear.
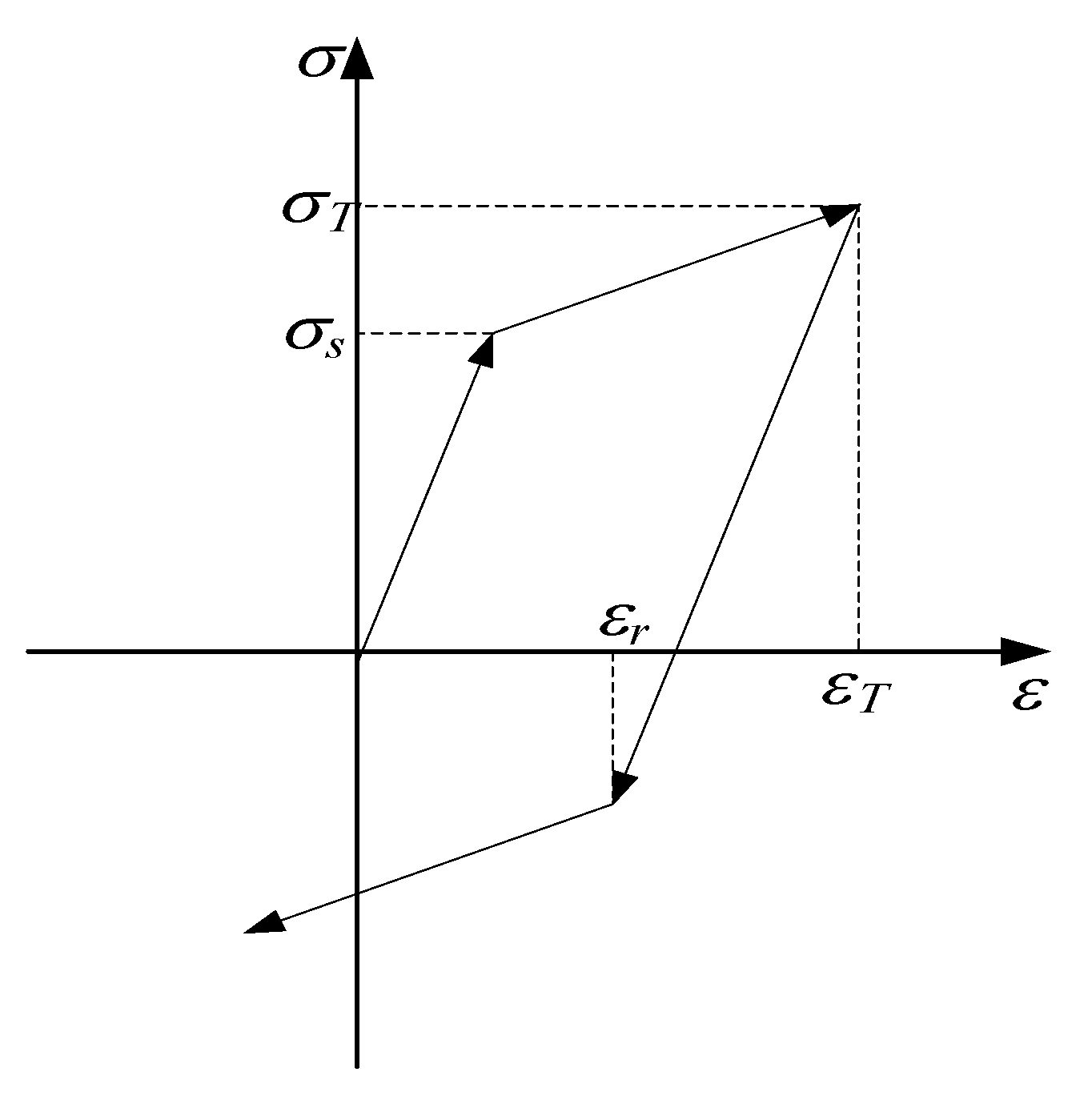
2.3. Material Model
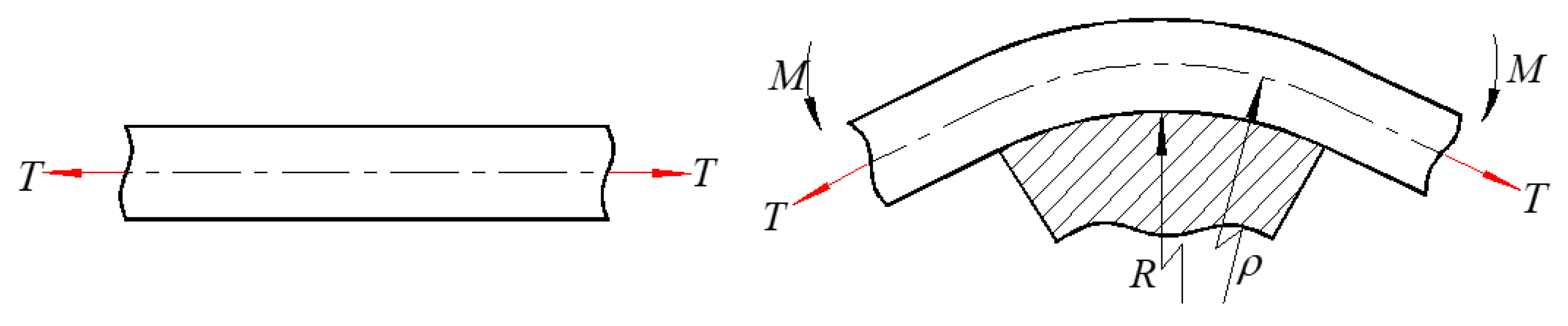
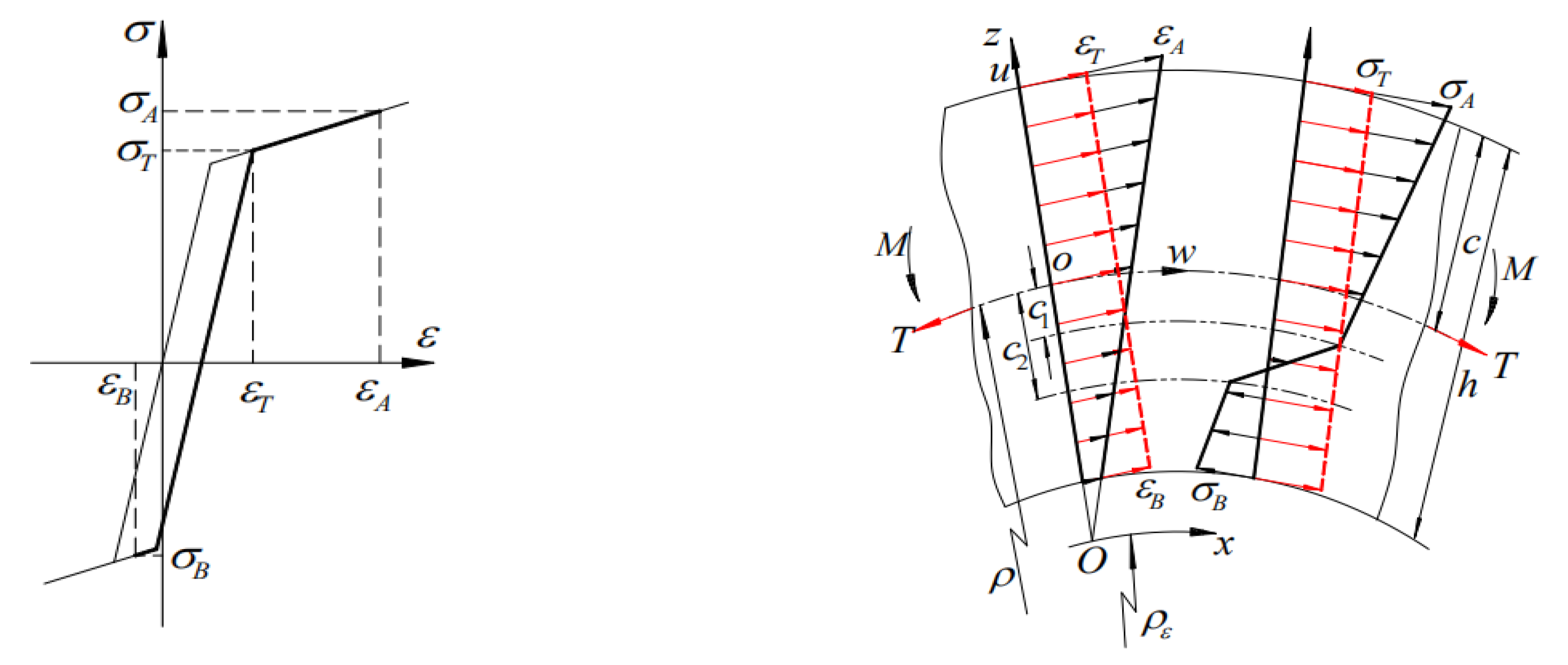
2.4. Mechanical Model of Stretch-Bending Loading
2.5. Analytical Method of Stretch-Bending Springback
3. Determination of Model Parameters of Proportional Kinematic Hardening Materials
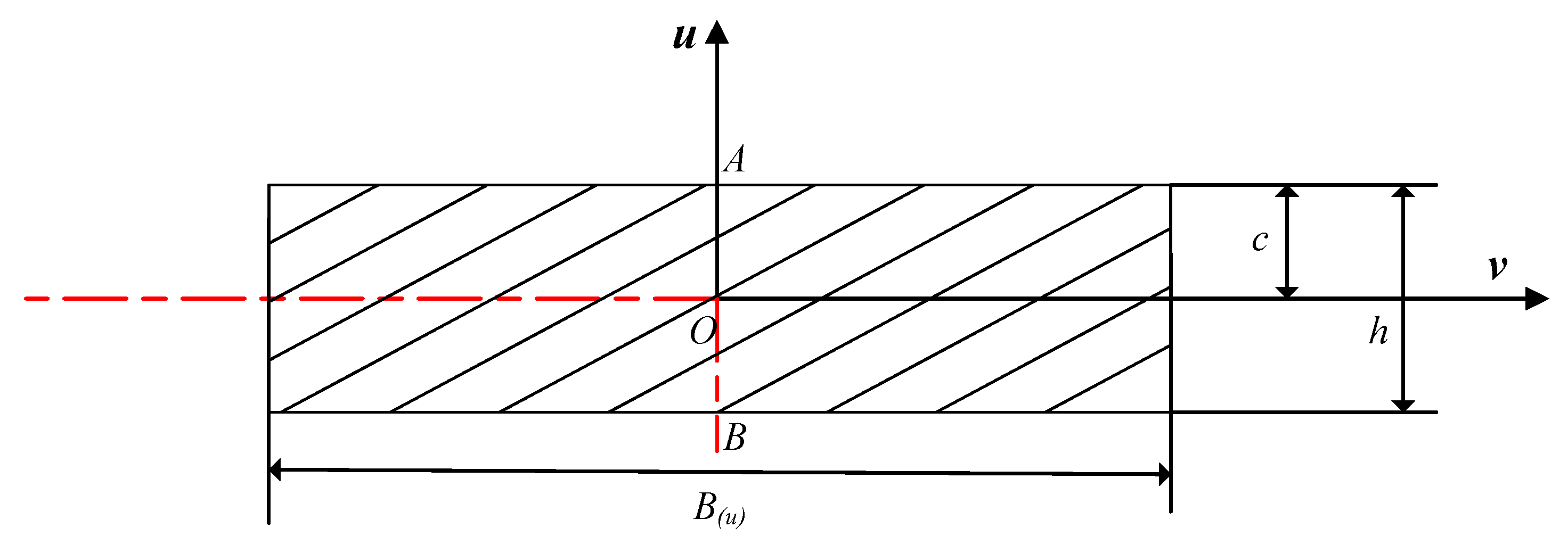
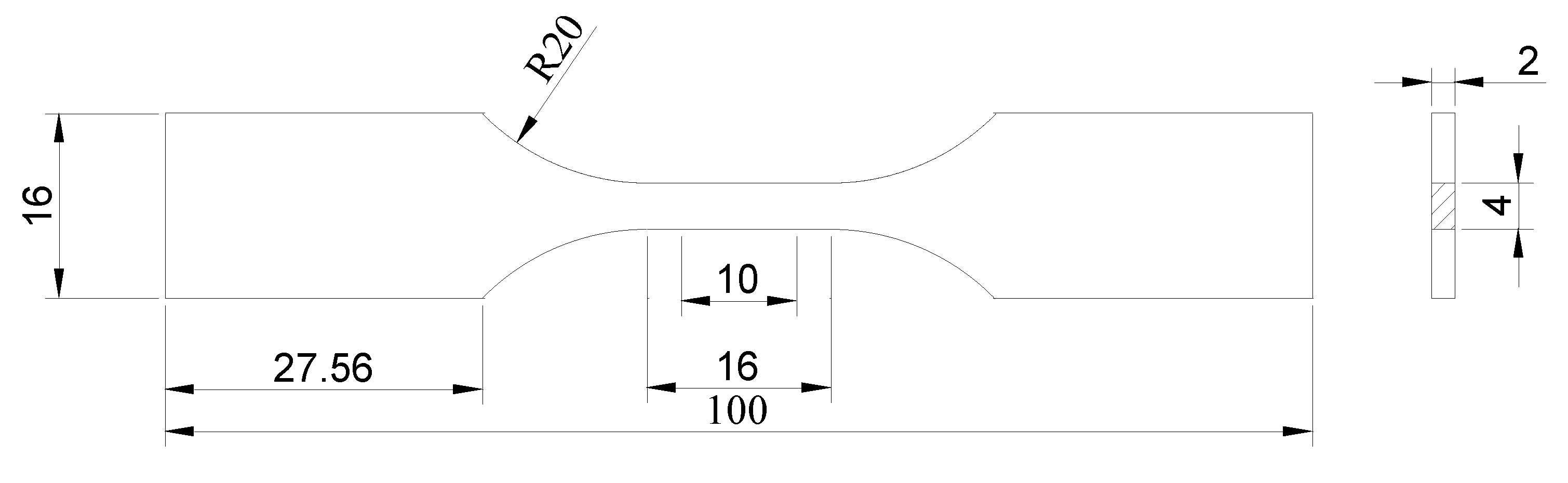
3.1. Geometric Parameters of Profile Cross Section
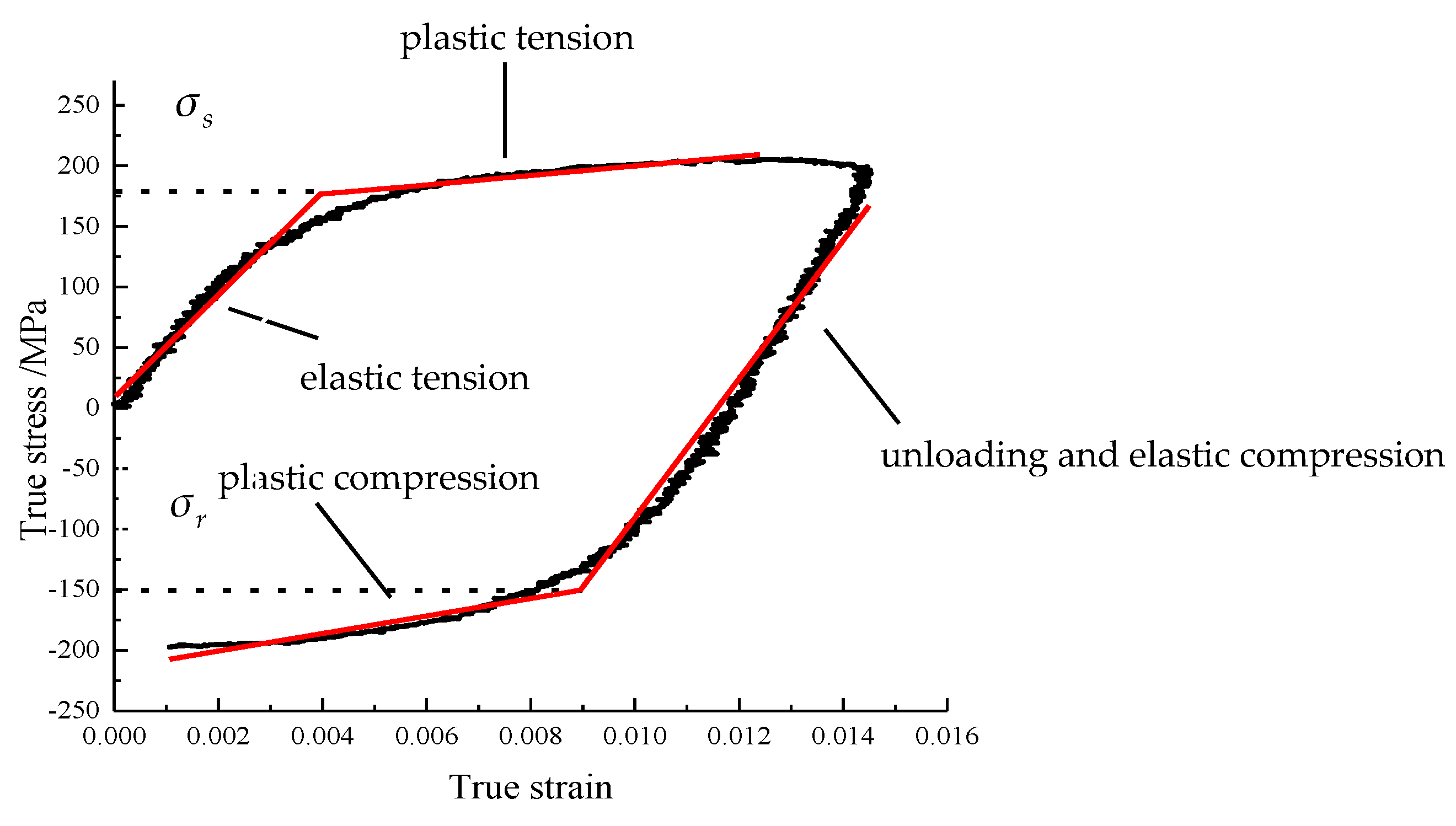
3.2. Determination of Material Mechanical Property Parameters and Proportional Kinematic Hardening Model Parameters
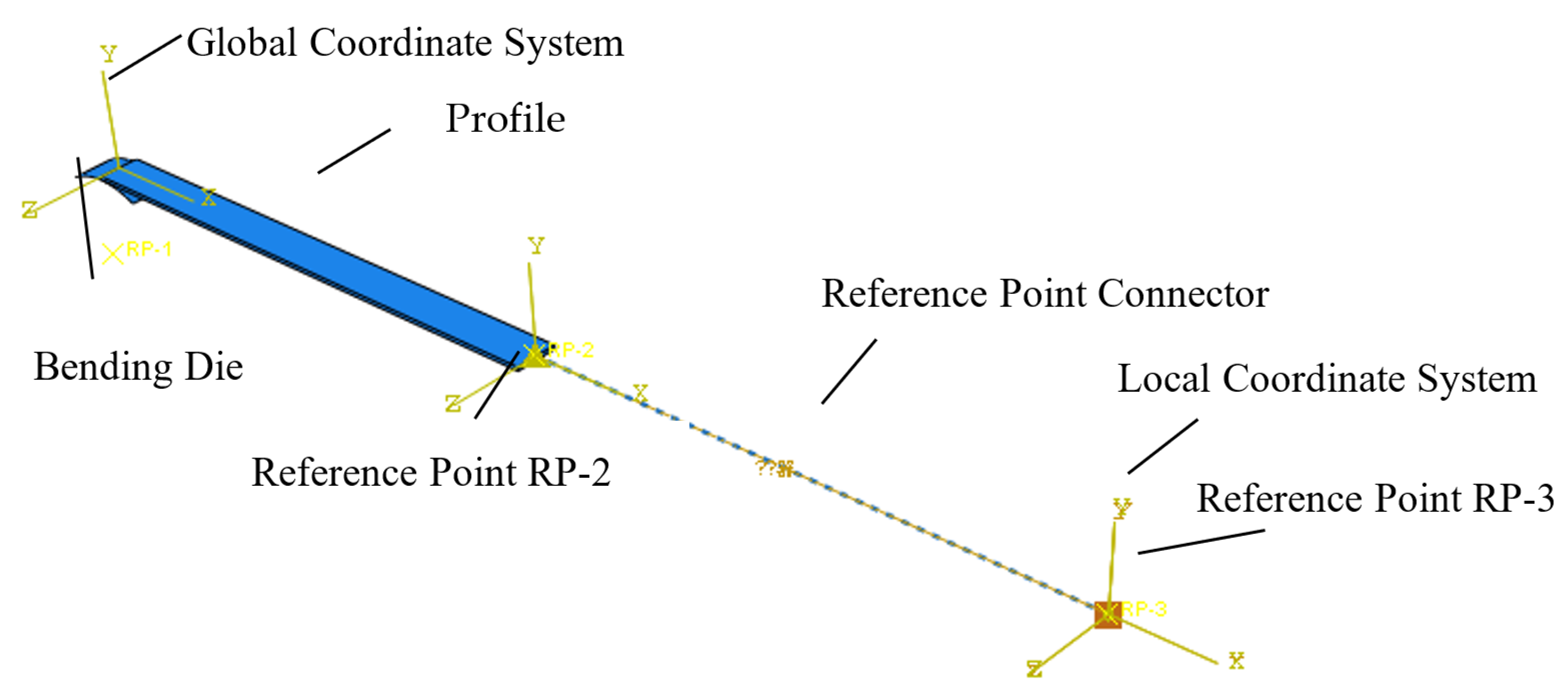
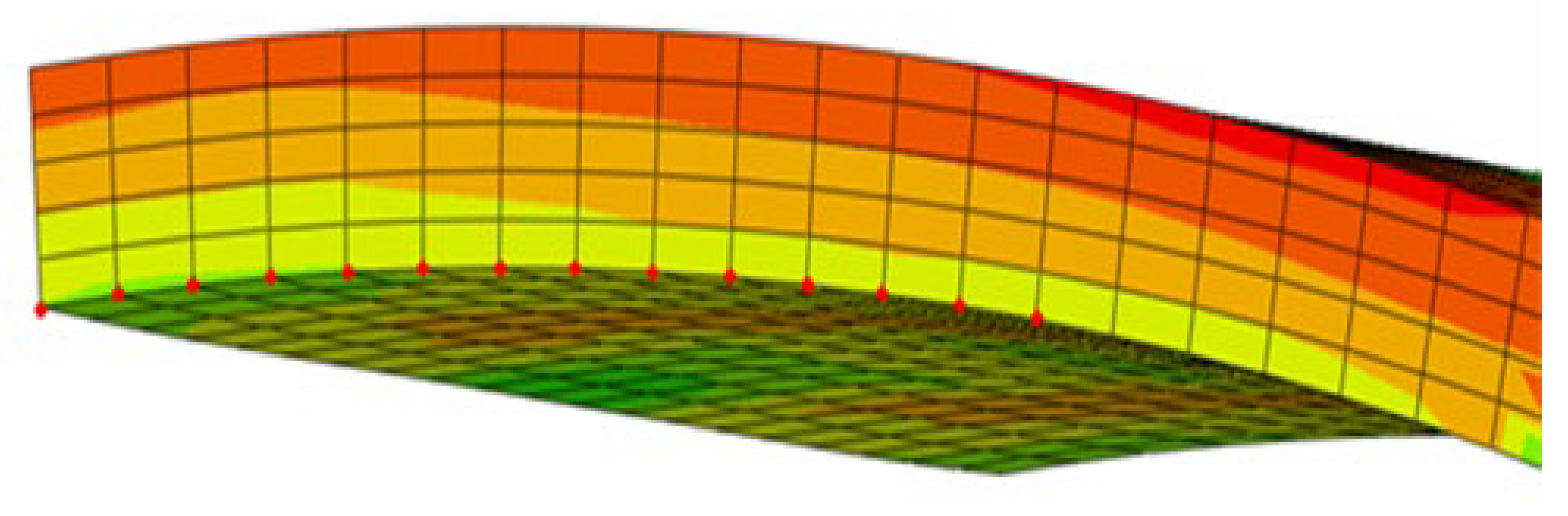
4. Numerical Simulation of Stretch-Bending
5. Stretch-Bending Experiment
5.1. Experimental Equipment
5.2. Experimental Results and Data Measurement
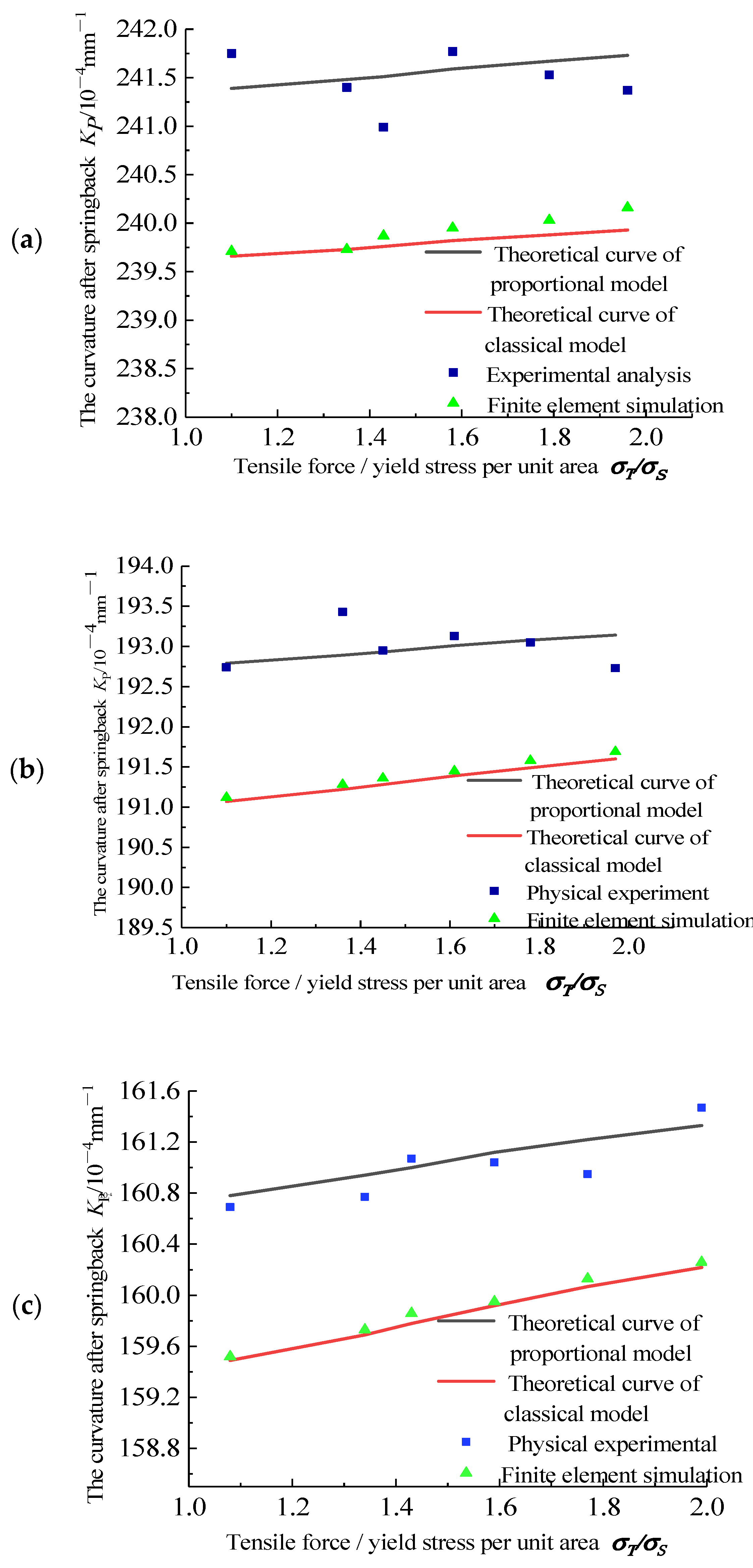
5.3. Experimental Data Analysis
6. Conclusions
- (1)
- Based on the proportional kinematic hardening model, the analytical expressions for the curvature radius of the strain neutral layer and total moment are obtained after stretch-bending loading. Then, the analytical prediction results of the springback after stretch-bending unloading are obtained based on the plane stretch-bending springback equation.
- (2)
- For the stretch-bending process, when the radius of the bending die does not change, the springback decreases with the increase of tensile force. When the tensile force does not change, the springback increases with the increase of the radius of the bending die.
- (3)
- The experimental results show that the springback analysis based on a proportional kinematic hardening model is more accurate than the results based on a classical kinematic hardening model. Compared with the experimental results of stretch-bending, the accuracy is improved by more than 0.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, J.; Yin, J.; Ma, R.; Ma, L.X. Springback equation of small curvature plane bending. Sci. China Technol. Sci. 2011, 54, 2386–2396. [Google Scholar] [CrossRef]
- Ma, J.; Welo, T. Analytical springback assessment in flexible stretch bending of complex shapes. Int. J. Mach. Tools Manuf. 2021, 160, 103653. [Google Scholar] [CrossRef]
- Elsharkawy, A.; El-Domiaty, A. Determination of stretch-bendability limits and springback for T-section beams. J. Mater. Process. Technol. 2001, 110, 265–276. [Google Scholar] [CrossRef]
- Daxin, E.; Chen, J.S.; Ding, J.; Bai, X. In-plane strain solution of stress and defects of tube bending with exponential hardening law. Mech. Based Des. Struct. Mach. 2012, 40, 257–276. [Google Scholar] [CrossRef]
- Daxin, E.; Chen, M.F. Numerical solution of thin-walled tube bending springback with exponential hardening law. Steel Res. Int. 2010, 81, 286–291. [Google Scholar] [CrossRef]
- Peng, J.W.; Li, W.D.; Wan, M.; Zhang, C.S.; Li, J.; Sun, G.A. Investigation on three-roller cylindrical bending of 2060-T8 Al-Li alloy plate for aircraft fuselage skin components. Int. J. Mater. Form. 2017, 11, 269–278. [Google Scholar] [CrossRef]
- Vladimirov, I.N.; Pietryga, M.P.; Reese, S. On the modelling of non-linear kinematic hardening at finite strains with application to springback—Comparison of time integration algorithms. Int. J. Numer. Methods Eng. 2007, 75, 1–28. [Google Scholar] [CrossRef]
- Vladimirov, I.N.; Reese, S. A finite strain isotropic/kinematic hardening model for springback simulation of sheet metals. In Proceedings of the 10th ESAFORM Conference on Material Forming, Zaragoza, Spain, 18–20 April 2007. [Google Scholar]
- El Megharbel, A.; El Nasser, G.A.; El Domiaty, A. Bending of tube and section made of strain-hardening materials. J. Mater. Process. Technol. 2008, 203, 372–380. [Google Scholar] [CrossRef]
- Nanu, N.; Brabie, G. Analytical model for prediction of springback parameters in the case of U stretch-bending process as a function of stresses distribution in the sheet thickness. Int. J. Mech. Sci. 2012, 64, 11–21. [Google Scholar] [CrossRef]
- Zhai, R.X.; Ding, X.H.; Yu, S.M.; Wang, C.G. Stretch bending and springback of profile in the loading method of prebending and tension. Int. J. Mech. Sci. 2018, 144, 746–764. [Google Scholar] [CrossRef]
- Zhao, J.; Zhai, R.X.; Qian, Z.P.; Ma, R. A study on springback of profile plane stretch-bending in the loading method of pretension and moment. Int. J. Mech. Sci. 2013, 75, 45–54. [Google Scholar] [CrossRef]
- Diao, K.S.; Zhou, X.B.; Jin, C.H.; Li, X.X.; Criqui, B. An experimental study on stretch-wrap bending of aluminum profile. In Proceedings of the 1st International Conference on New Forming Technology, Harbin, China, 6–9 September 2004. PEOPLES R CHINA2004. [Google Scholar]
- Uemori, T.; Naka, T.; Tada, N.; Yoshimura, H.; Katahira, T.; Yoshida, F. Theoretical predictions of fracture and springback for high tensile strength steel sheets under stretch bending. Procedia Eng. 2017, 207, 1594–1598. [Google Scholar] [CrossRef]
- Naka, T.; Hino, R.; Yoshida, F. Fracture of type 5083 aluminum sheet under warm stretch bending. engineering plasticity from macroscale to nanoscale Pts 1 and 2. Key Eng. Mater. 2003, 233, 113–118. [Google Scholar] [CrossRef]
- Muranaka, T.; Fujita, Y.; Otsu, M.; Haraguchi, O. Development of rubber-assisted stretch bending method for improving shape accuracy. In Proceedings of the 17th International Conference on Metal Forming, Toyohashi, Japan, 16–19 September 2018. [Google Scholar] [CrossRef]
- Etemadi, E.; Rahmatabadi, D.; Hosseini, S.M.; Hashemi, R. Experimental investigation of spring-back phenomenon through an L-die bending process for multilayered sheets produced by the accumulative press bonding technique. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1550–1559. [Google Scholar] [CrossRef]
- Lamanna, G.; Caputo, F.; Grassia, L.; D’Amore, A.; Soprano, A. Numerical Simulation of a Stretch Bending Process. In Proceedings of the 8th International Conference on Fracture and Damage Mechanics, St. George, Malta, 8–10 September 2008. [Google Scholar]
- Bjorkhaug, L.; Welo, T. Local calibration of aluminium profiles in rotary stretch bending—Anisotropy effects. In Proceedings of the 8th International Conference on Numerical Methods in Industrial Forming Processes, Columbus, OH, USA, 13–17 June 2004. [Google Scholar]
- Li, Y.; Li, R.; Liang, C.; Liang, J.C.; Teng, F. Influence of the curvature of the multipoint die for flexible multipoint stretch bending on the quality of aluminum profile. Math. Probl. Eng. 2020, 2020, 5960973. [Google Scholar] [CrossRef]
- Huang, X.Y.; Yu, G.C.; Sun, H.L.; Zhao, J. A mechanical model of axial and circumferential bidirectional deformation for large thin-walled pipes in the process of continuous and synchronous calibration of roundness and straightness by three rollers. Int. J. Adv. Manuf. Technol. 2021, 116, 3809–3826. [Google Scholar] [CrossRef]
- Huang, X.Y.; Zhao, J.; Yu, G.C.; Meng, Q.D.; Mu, Z.K.; Zhai, R. X Three-roller continuous setting round process for longitudinally submerged arc welding pipes. Trans. Nonfer. Metals Soci. China 2021, 31, 1411–1426. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| B/mm | c/mm | |
|---|---|---|
| 20 | 2 | 1 |
| Elastic Modulus E/MPa | Plastic Modulus D/MPa | Yield StressMPa | Elastic Limit Strain |
|---|---|---|---|
| 205,598 | 1127.7 | 178.57 | 0.00086 |
| Number | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Tensile stress value/MPa | 190 | 210 | 240 | 270 | 300 |
| Reverse yield point/MPa | −172 | −160 | −152 | −139 | −124 |
| MPa | MPa | ||
|---|---|---|---|
| 1.2 | 214 | −162 | −0.76 |
| 1.4 | 250 | −146 | −0.58 |
| 1.6 | 286 | −130 | −0.45 |
| 1.8 | 321 | −114 | −0.36 |
| 2.0 | 357 | −98 | −0.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, R.; Zhao, Z.; Yang, J.; Ma, B.; Yu, G. Analytical Prediction of Stretch-Bending Springback Based on the Proportional Kinematic Hardening Model. Symmetry 2021, 13, 2389. https://doi.org/10.3390/sym13122389
Zhai R, Zhao Z, Yang J, Ma B, Yu G. Analytical Prediction of Stretch-Bending Springback Based on the Proportional Kinematic Hardening Model. Symmetry. 2021; 13(12):2389. https://doi.org/10.3390/sym13122389
Chicago/Turabian StyleZhai, Ruixue, Zhuangkun Zhao, Jianhao Yang, Bangbang Ma, and Gaochao Yu. 2021. "Analytical Prediction of Stretch-Bending Springback Based on the Proportional Kinematic Hardening Model" Symmetry 13, no. 12: 2389. https://doi.org/10.3390/sym13122389
APA StyleZhai, R., Zhao, Z., Yang, J., Ma, B., & Yu, G. (2021). Analytical Prediction of Stretch-Bending Springback Based on the Proportional Kinematic Hardening Model. Symmetry, 13(12), 2389. https://doi.org/10.3390/sym13122389