
Installation Quality Inspection for High Formwork Using Terrestrial Laser Scanning Technology




Abstract
:1. Introduction
2. Literature Review
2.1. TLS System
2.2. Object Recognition
2.3. Quality Assessment and Control
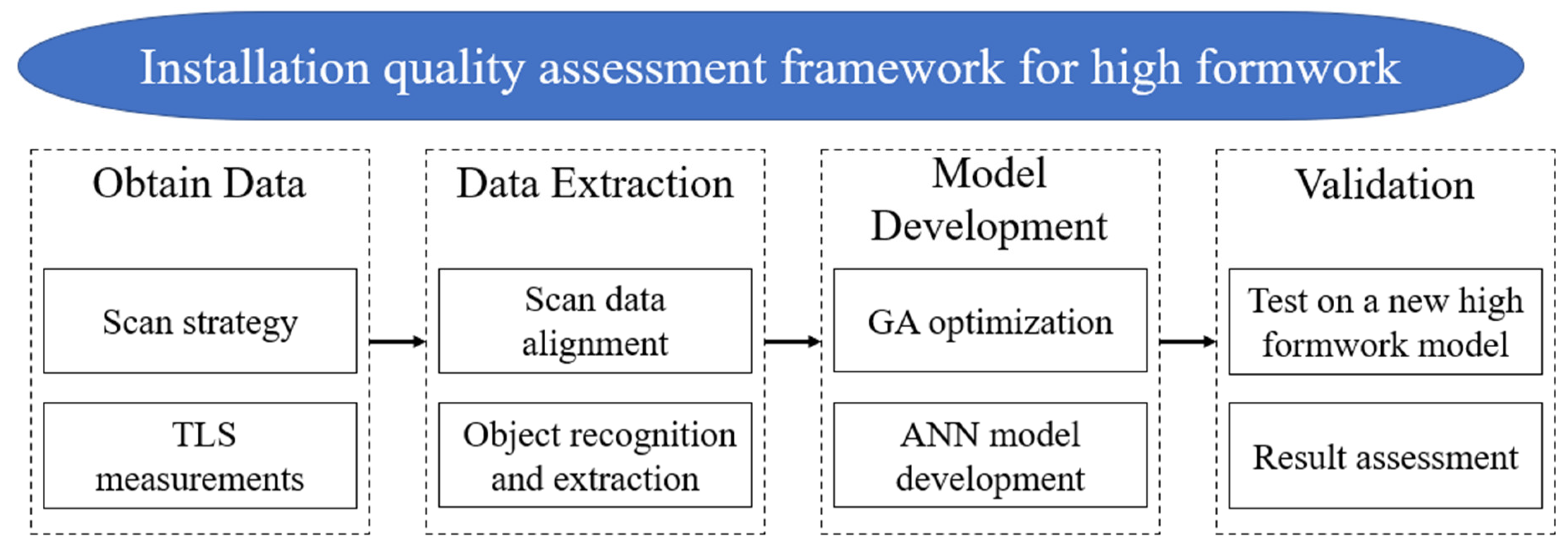
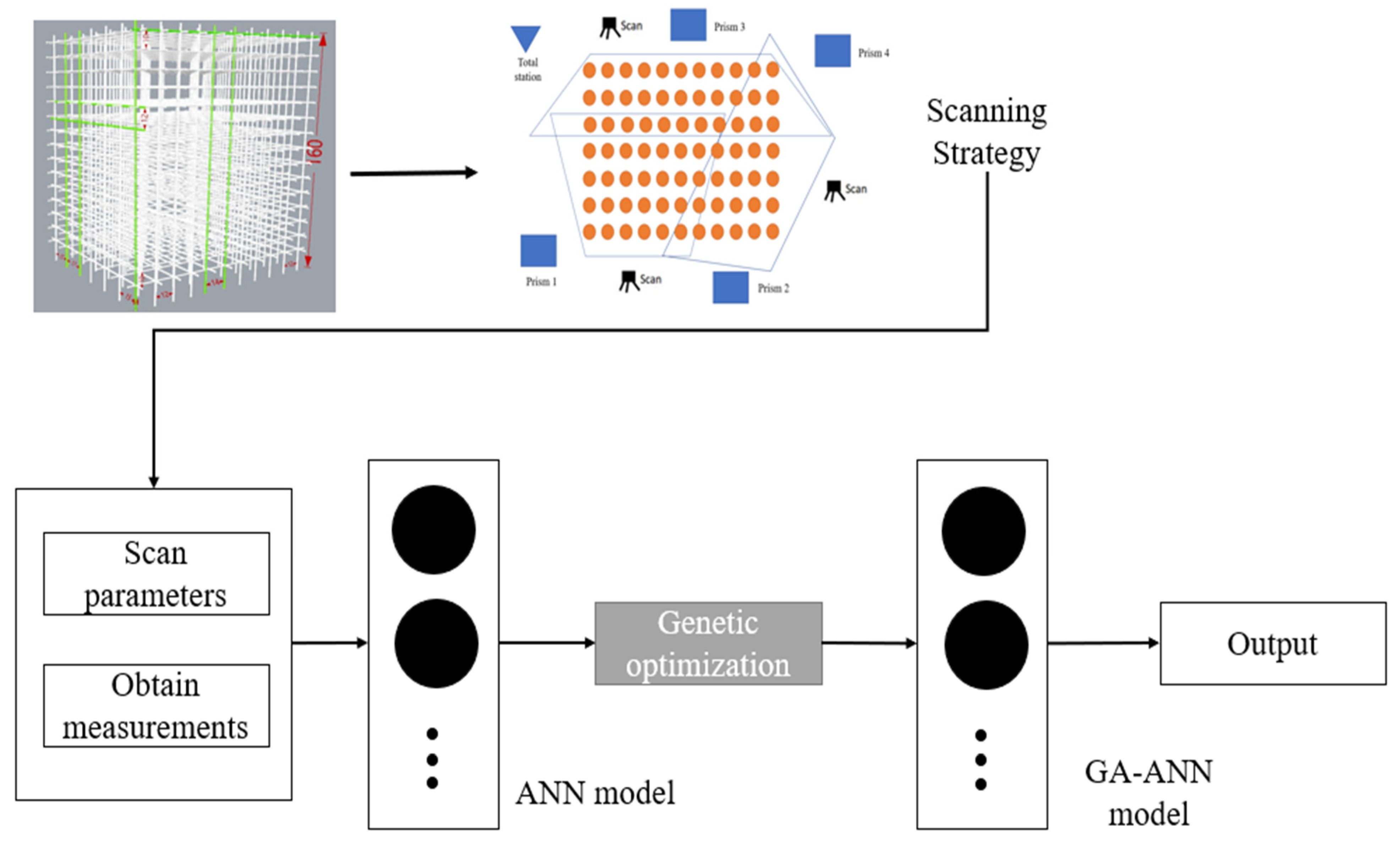
3. The Proposed Method
3.1. Scan Data Obtainment
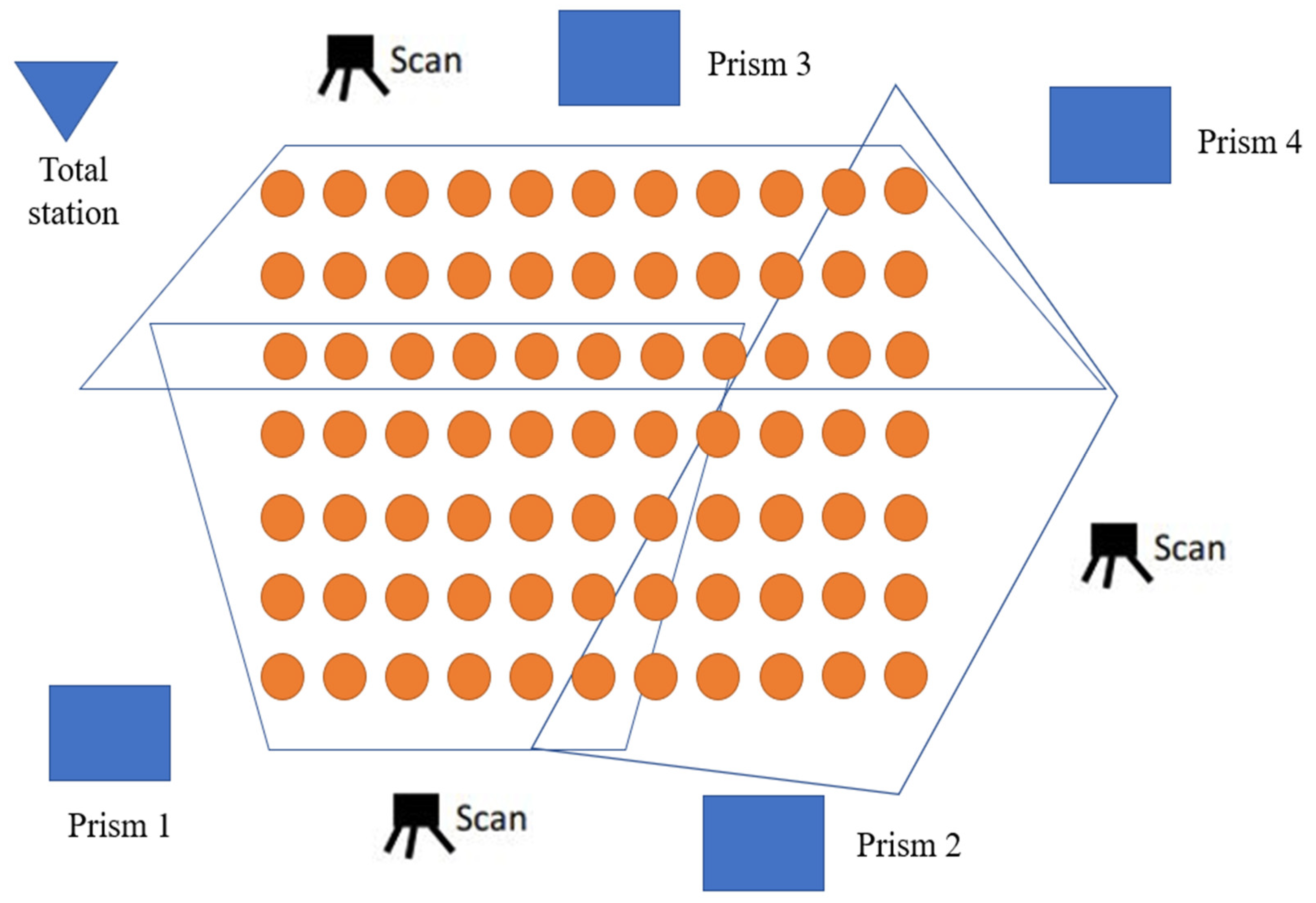
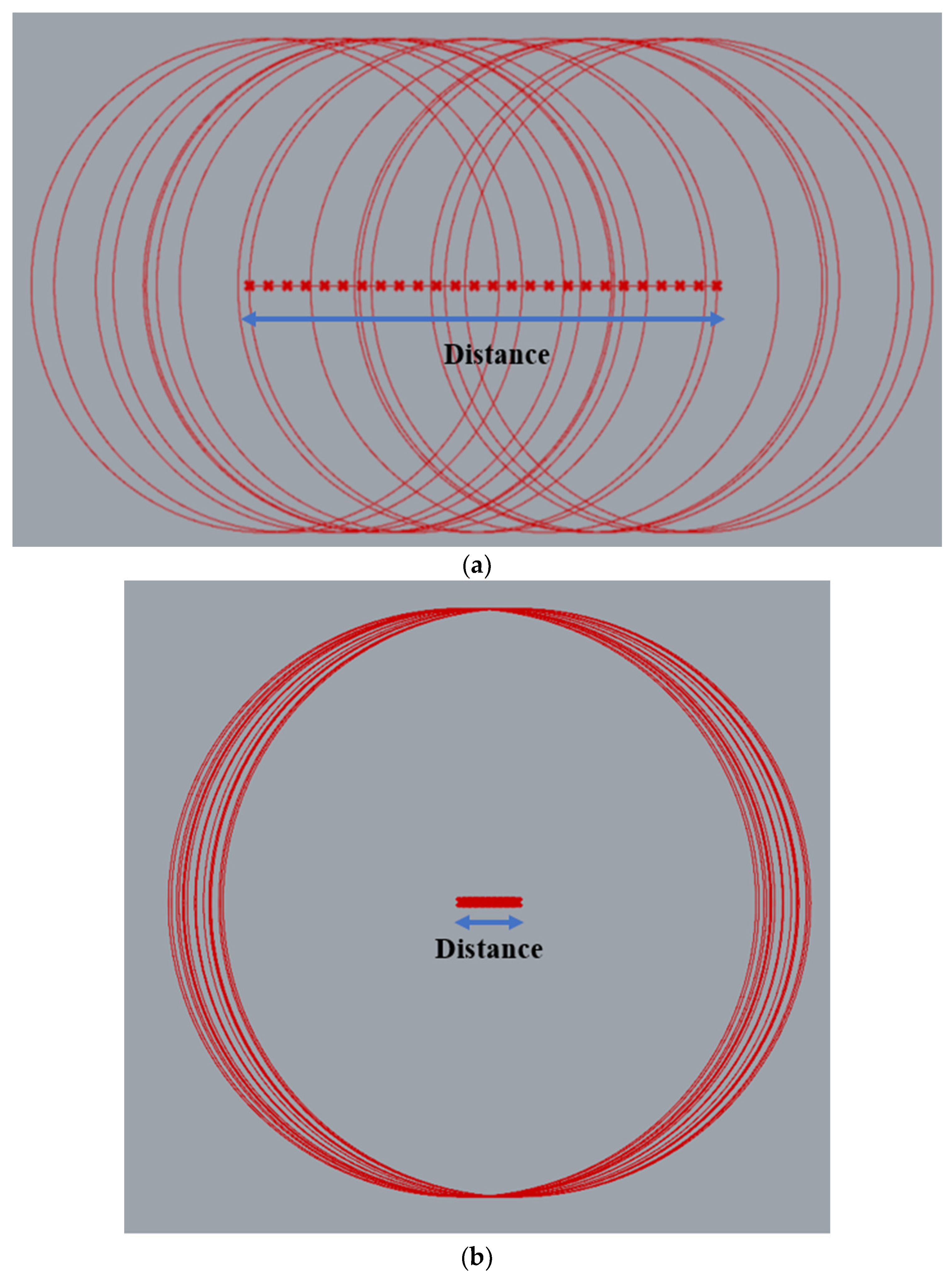
3.1.1. Scan Strategy
3.1.2. Data Registration and Noise Removal
3.2. Data Extraction
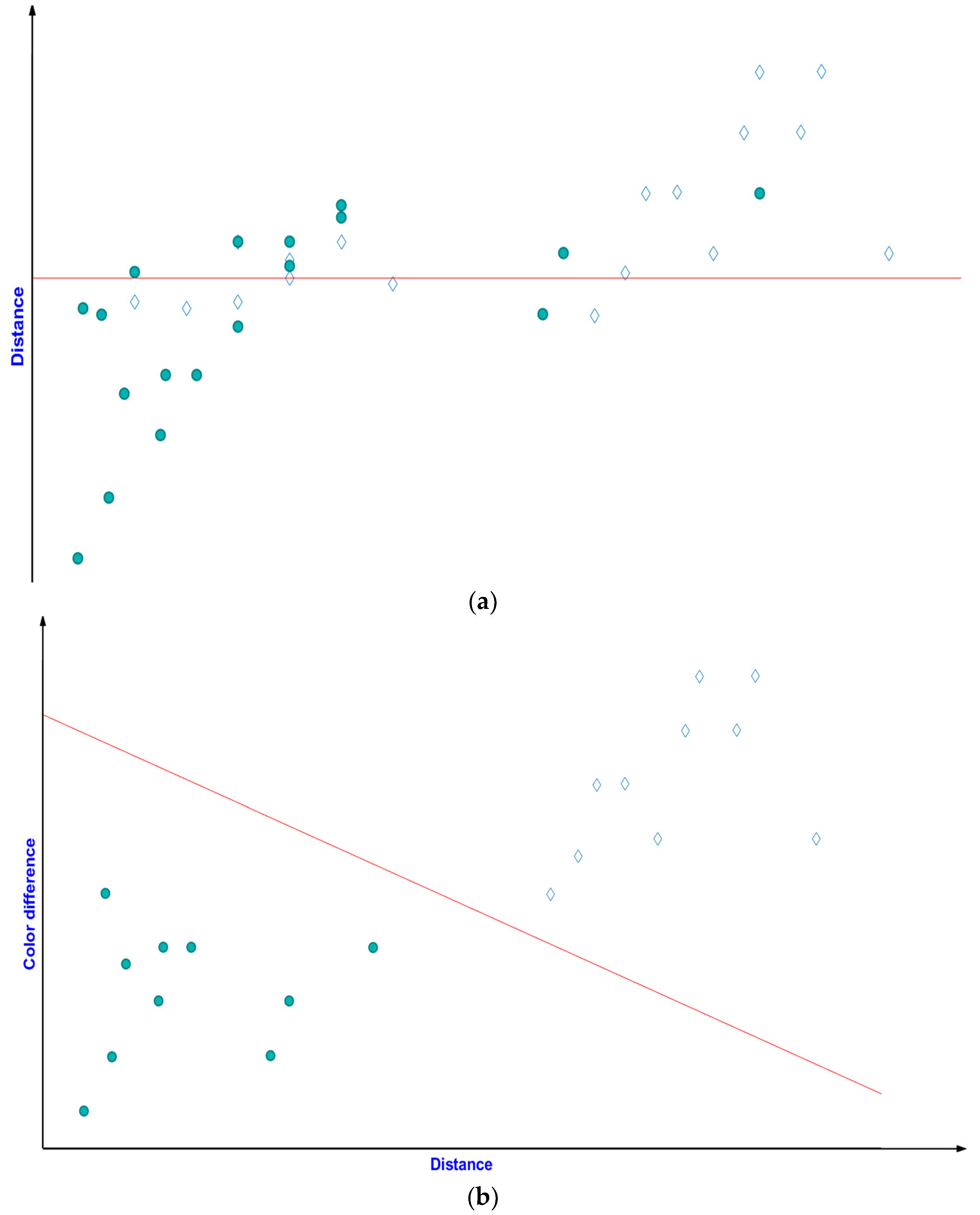
3.2.1. Removal of Mixed Pixels
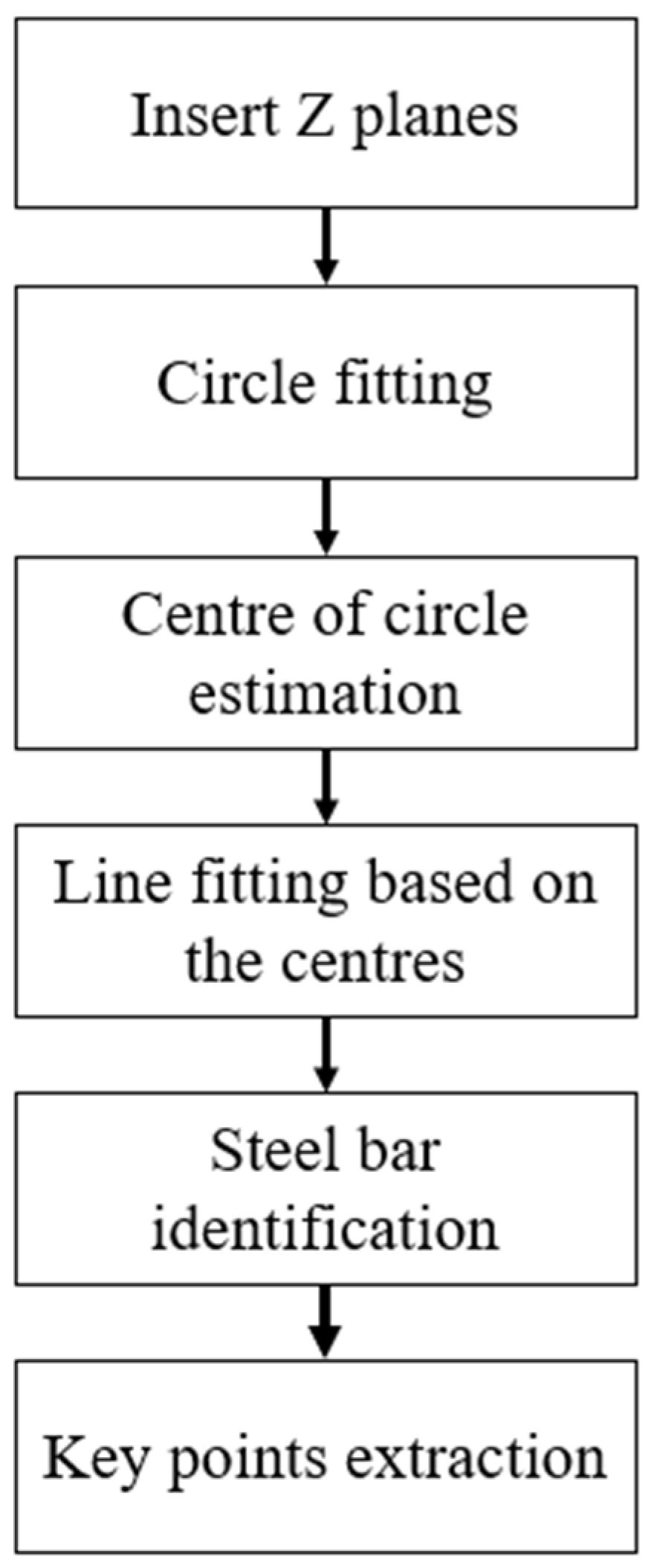
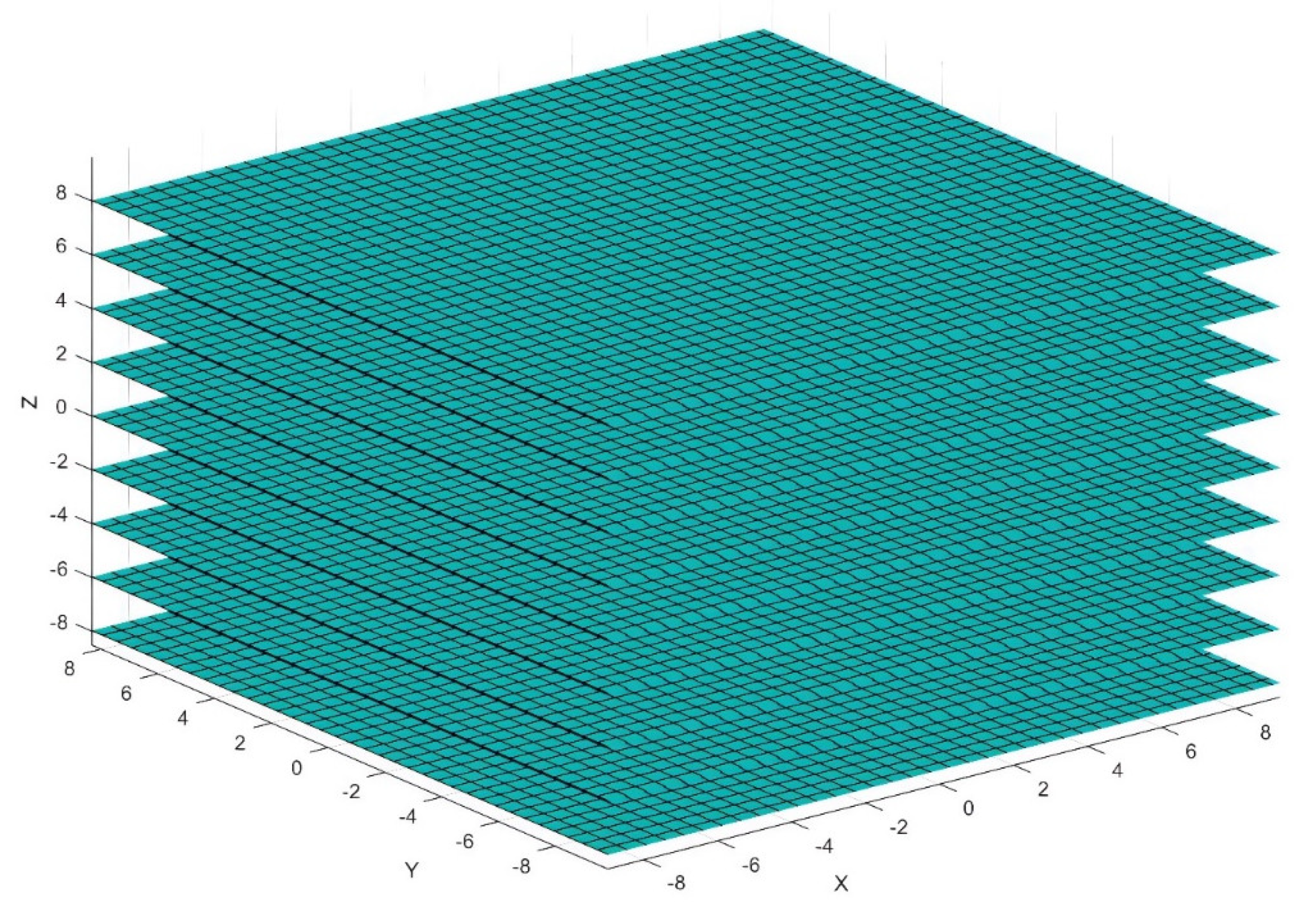
3.2.2. Extraction of Scan Data Associated with Poles and Tubes
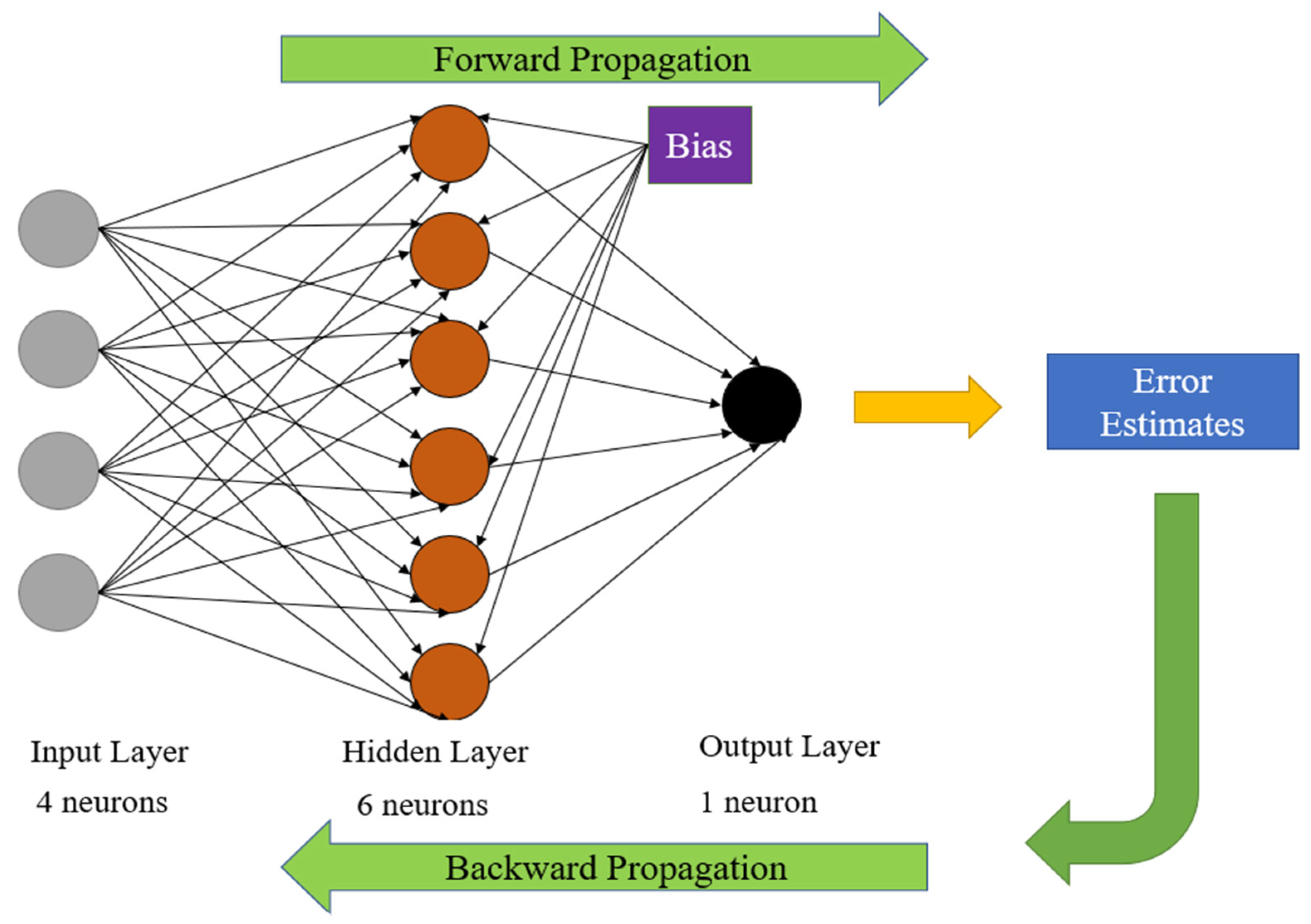
3.3. ANN Structure and Training
3.3.1. ANN Training Data Collection
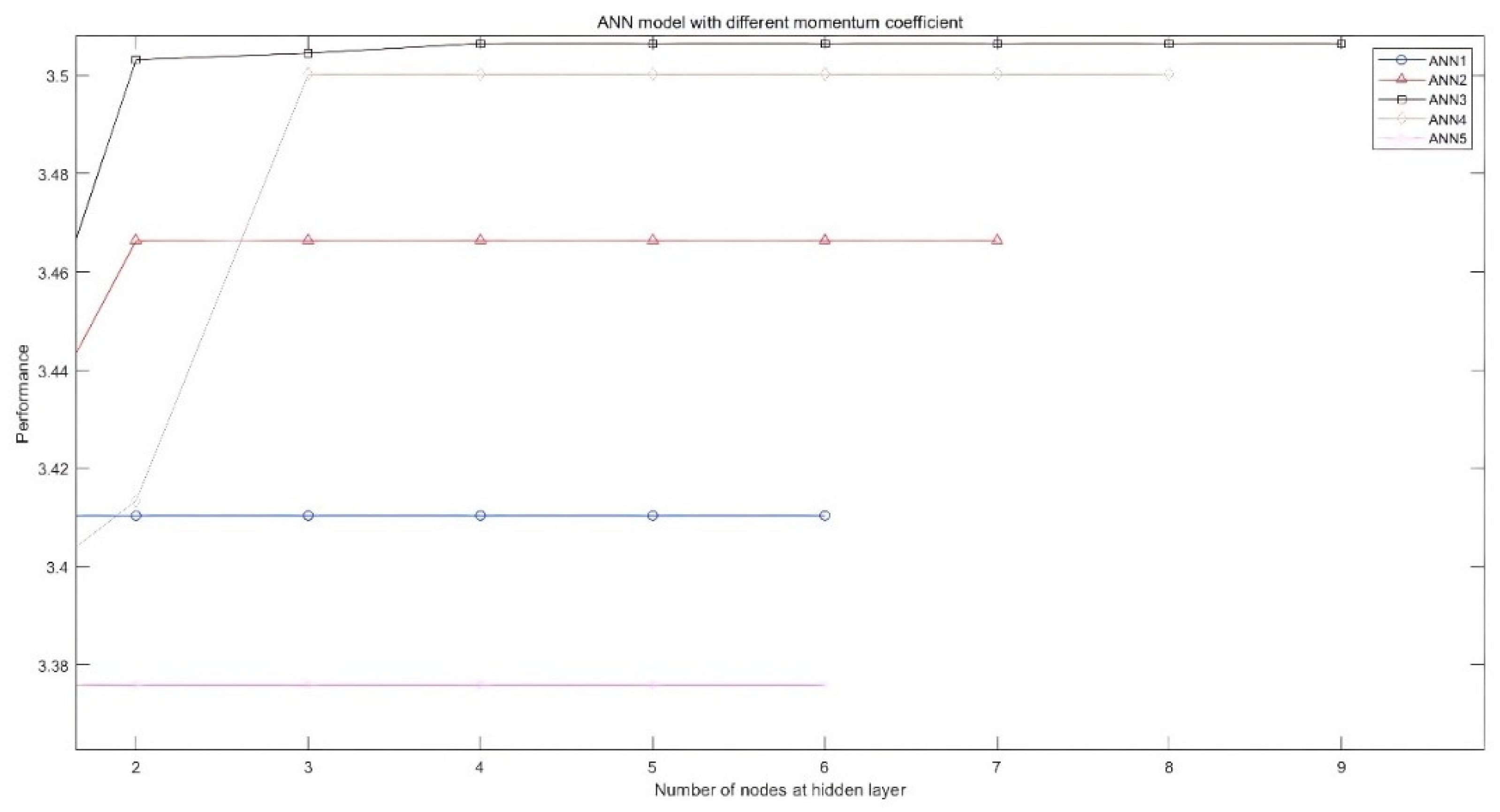
3.3.2. ANN
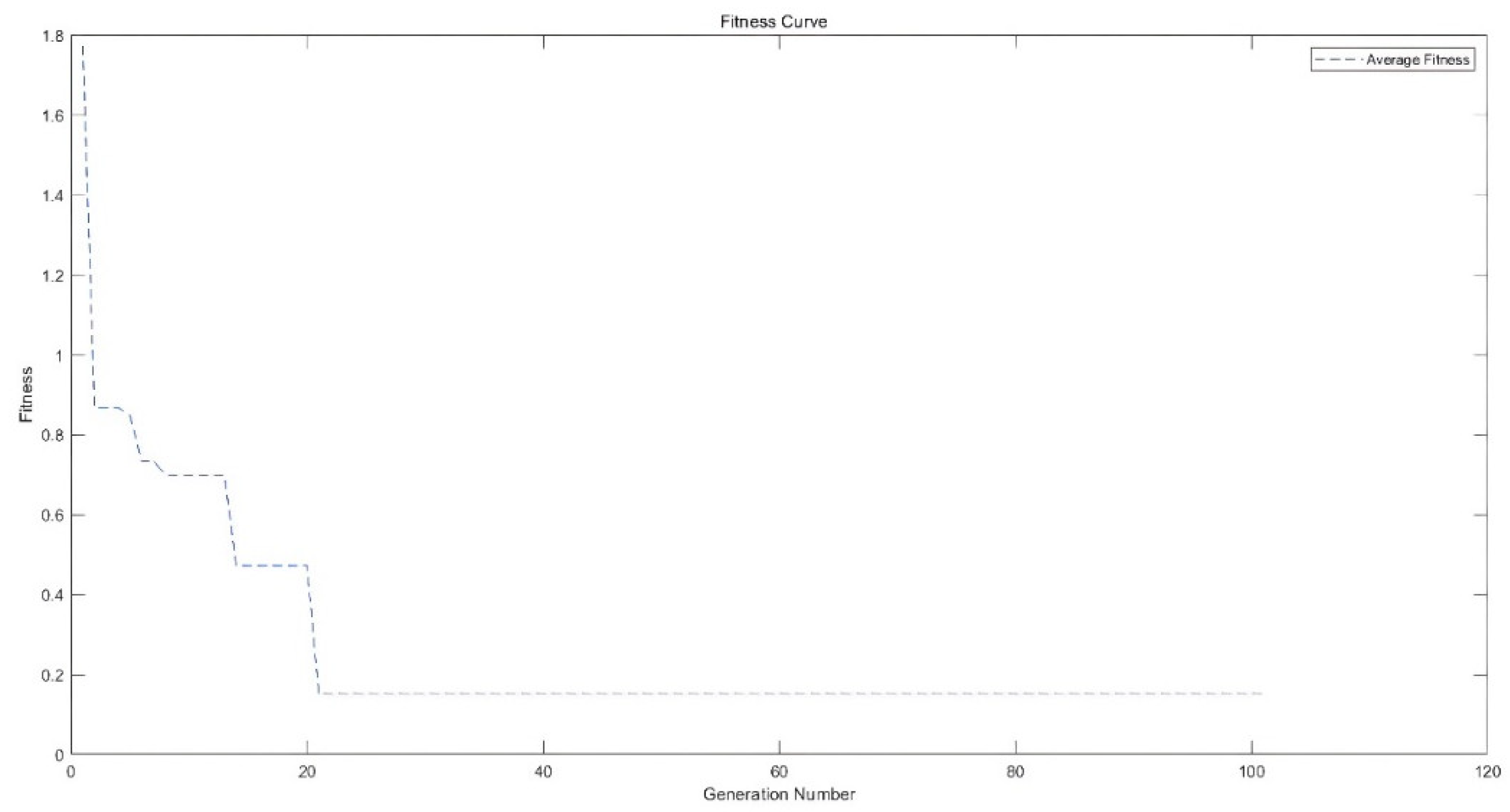
3.3.3. ANN Optimization by Genetic Algorithm
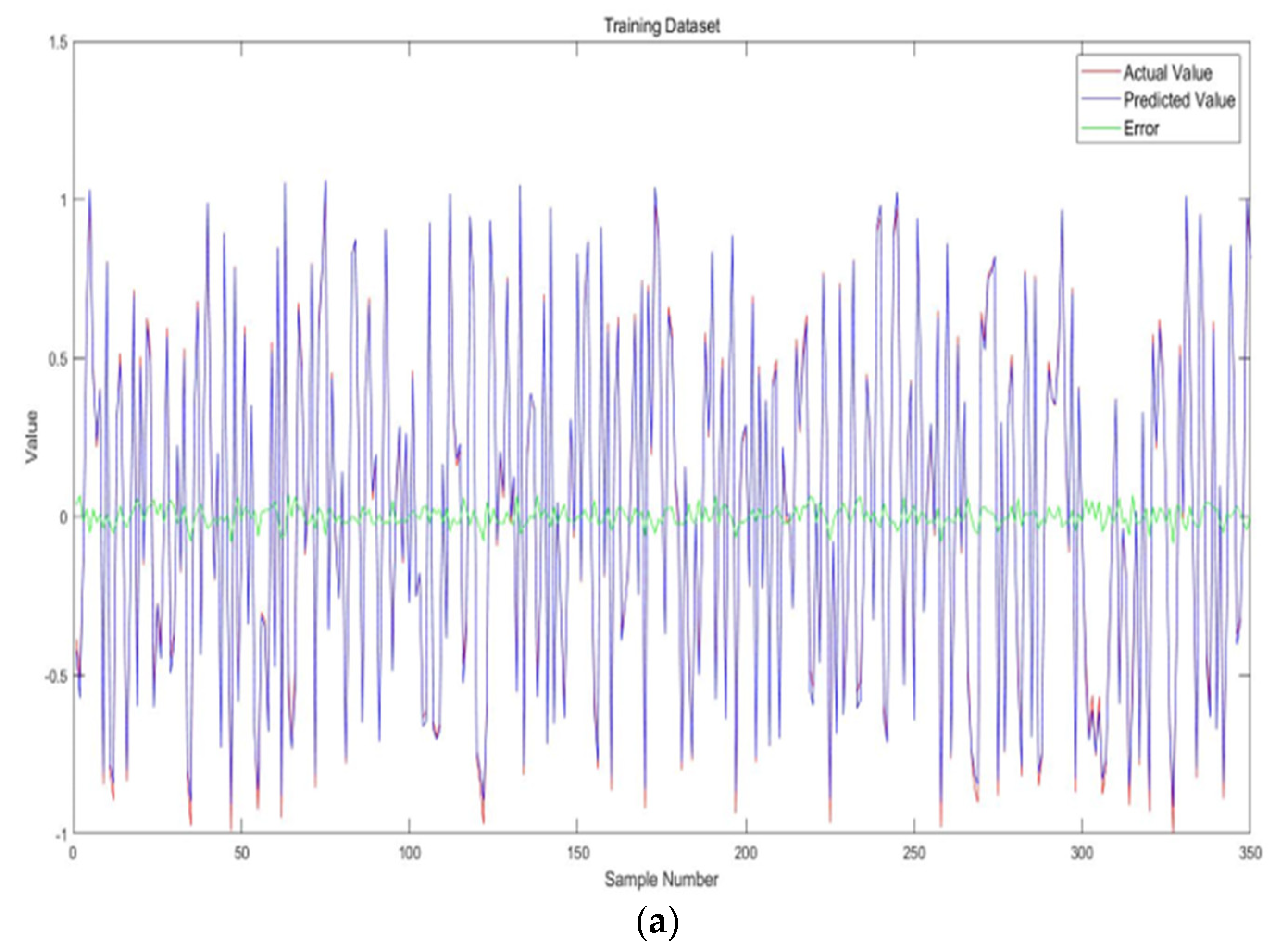
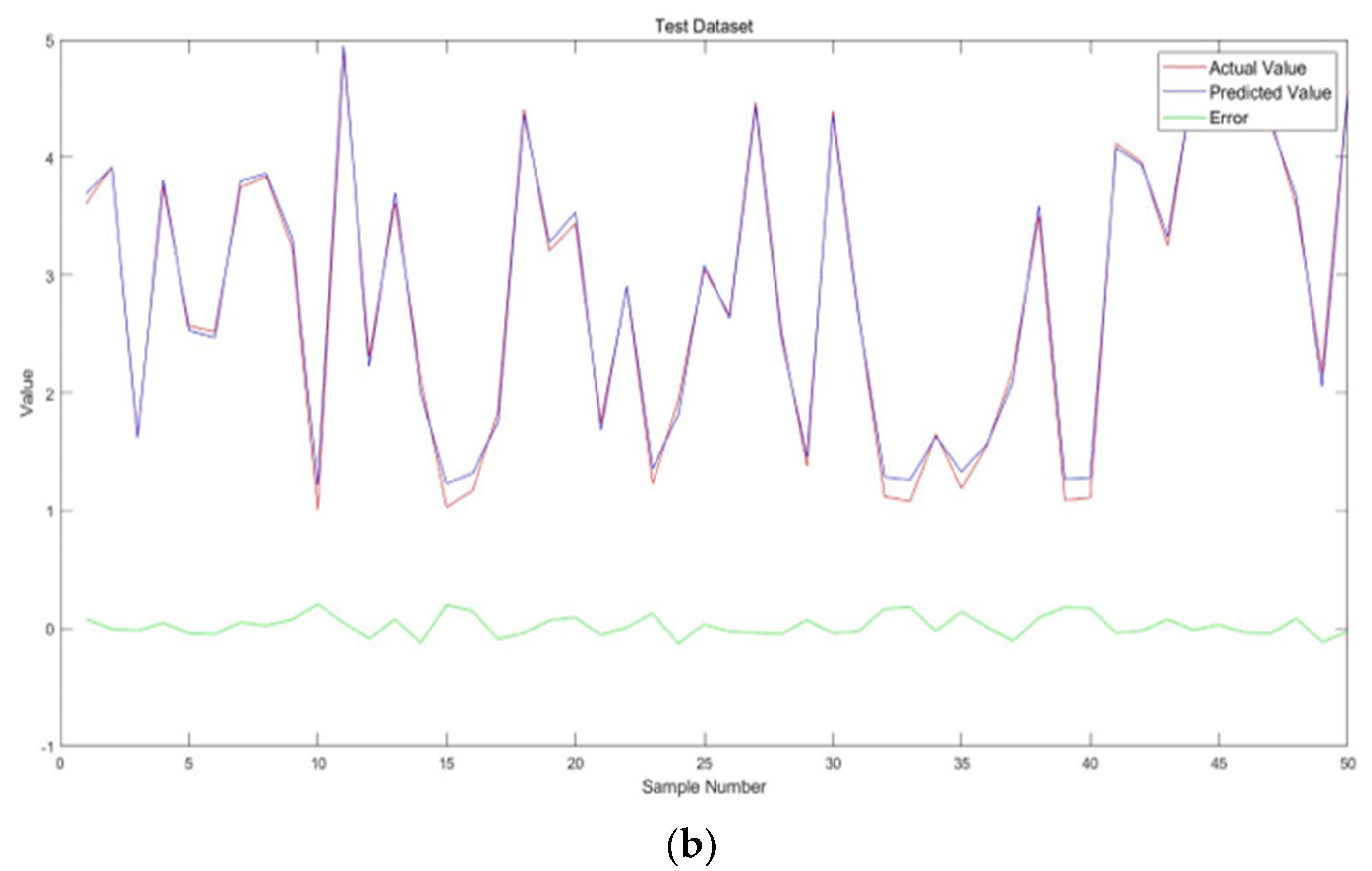
3.3.4. GA-ANN
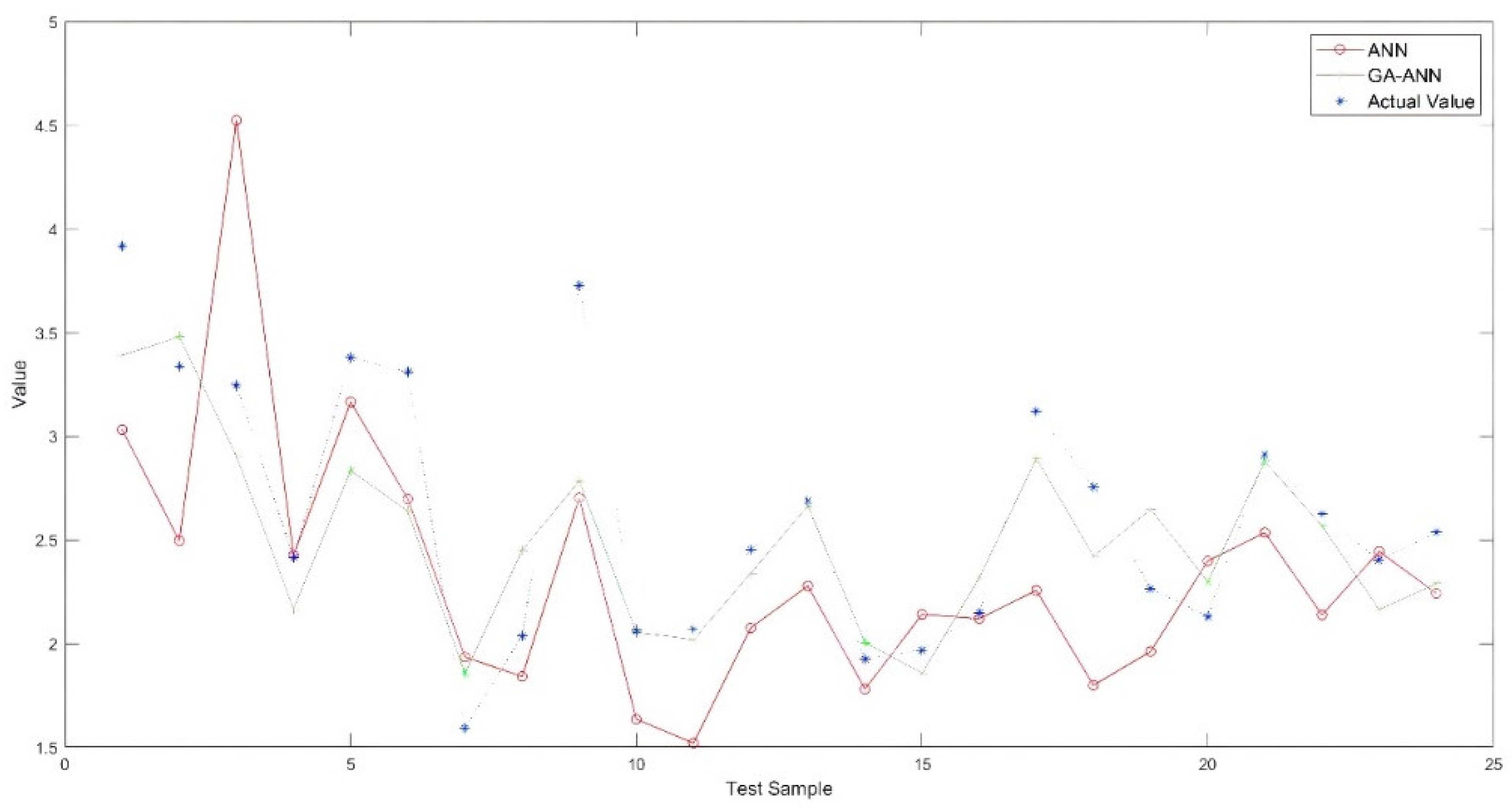
3.3.5. Comparison with Other ML Algorithms
3.4. Validation
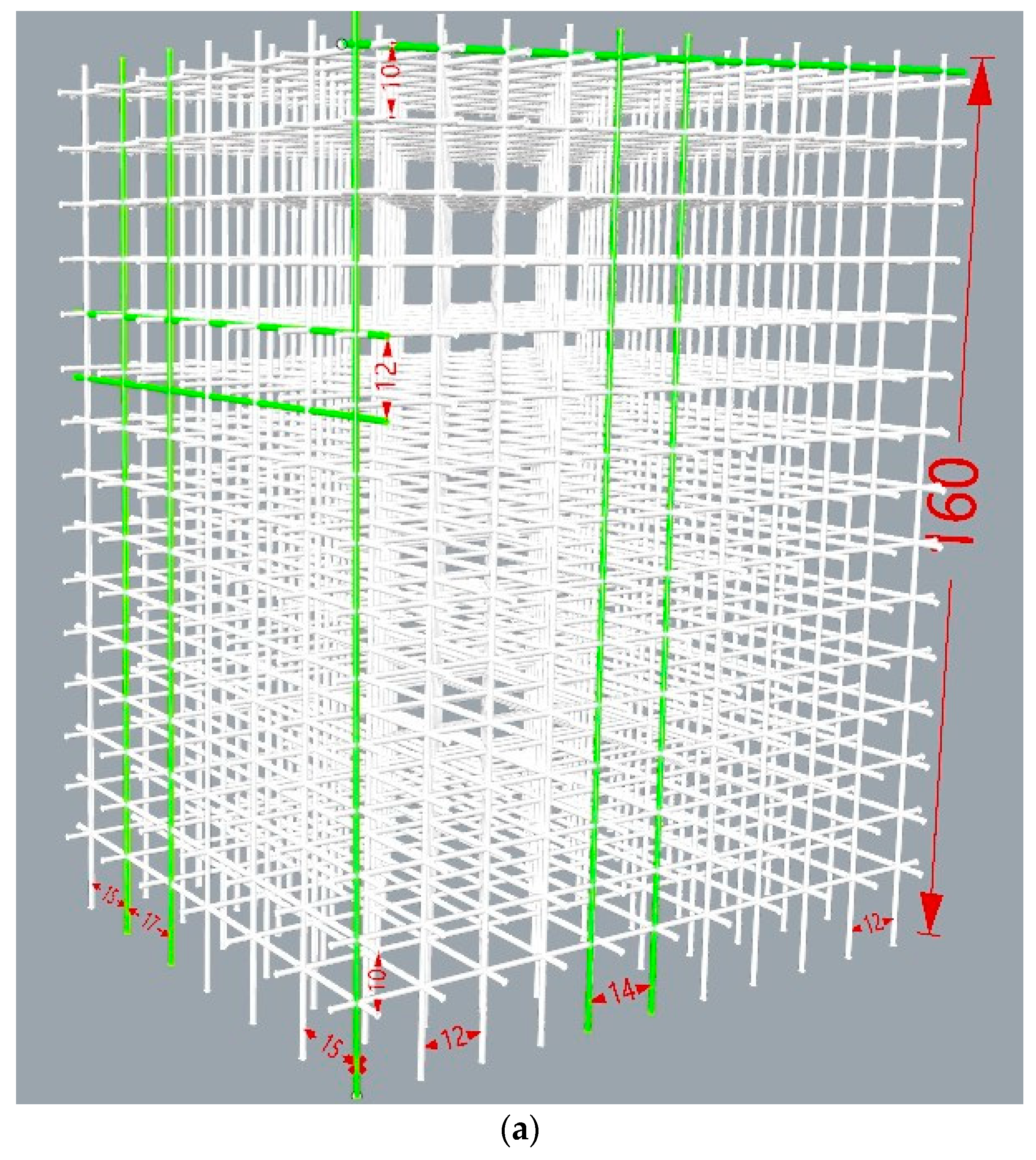
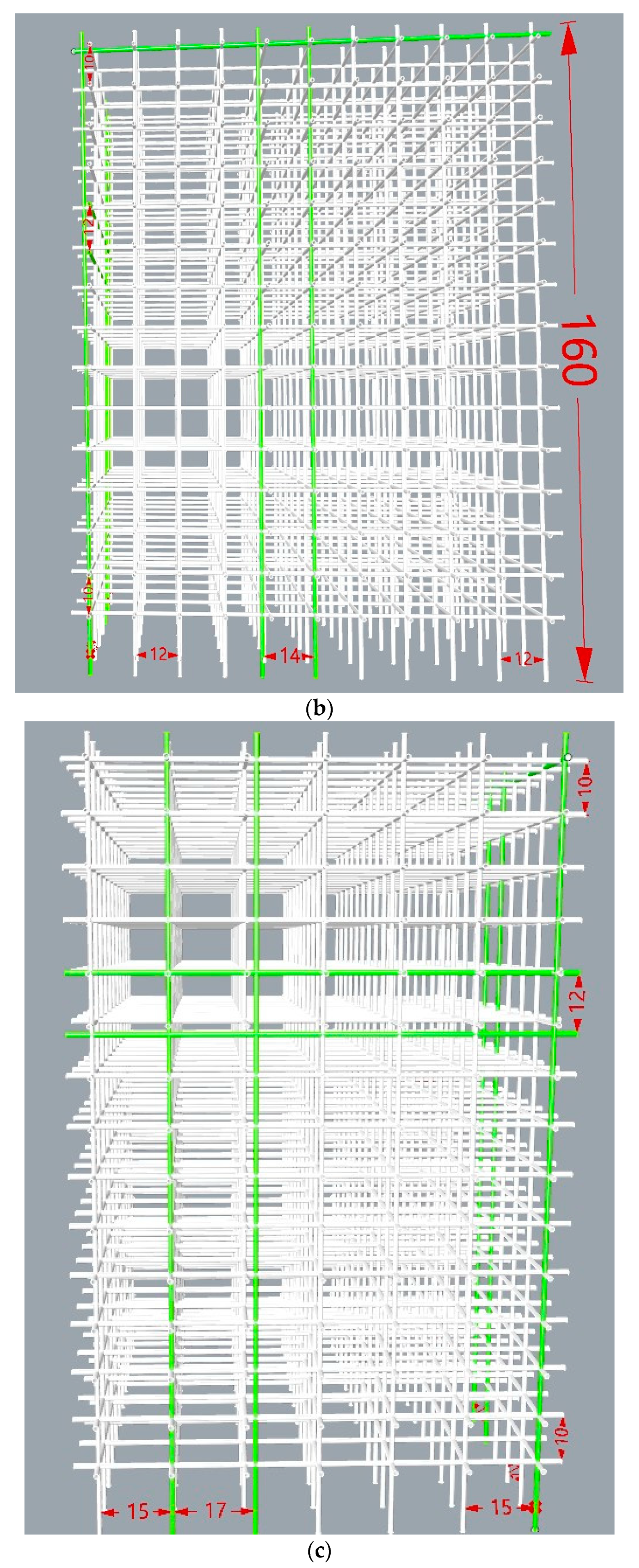
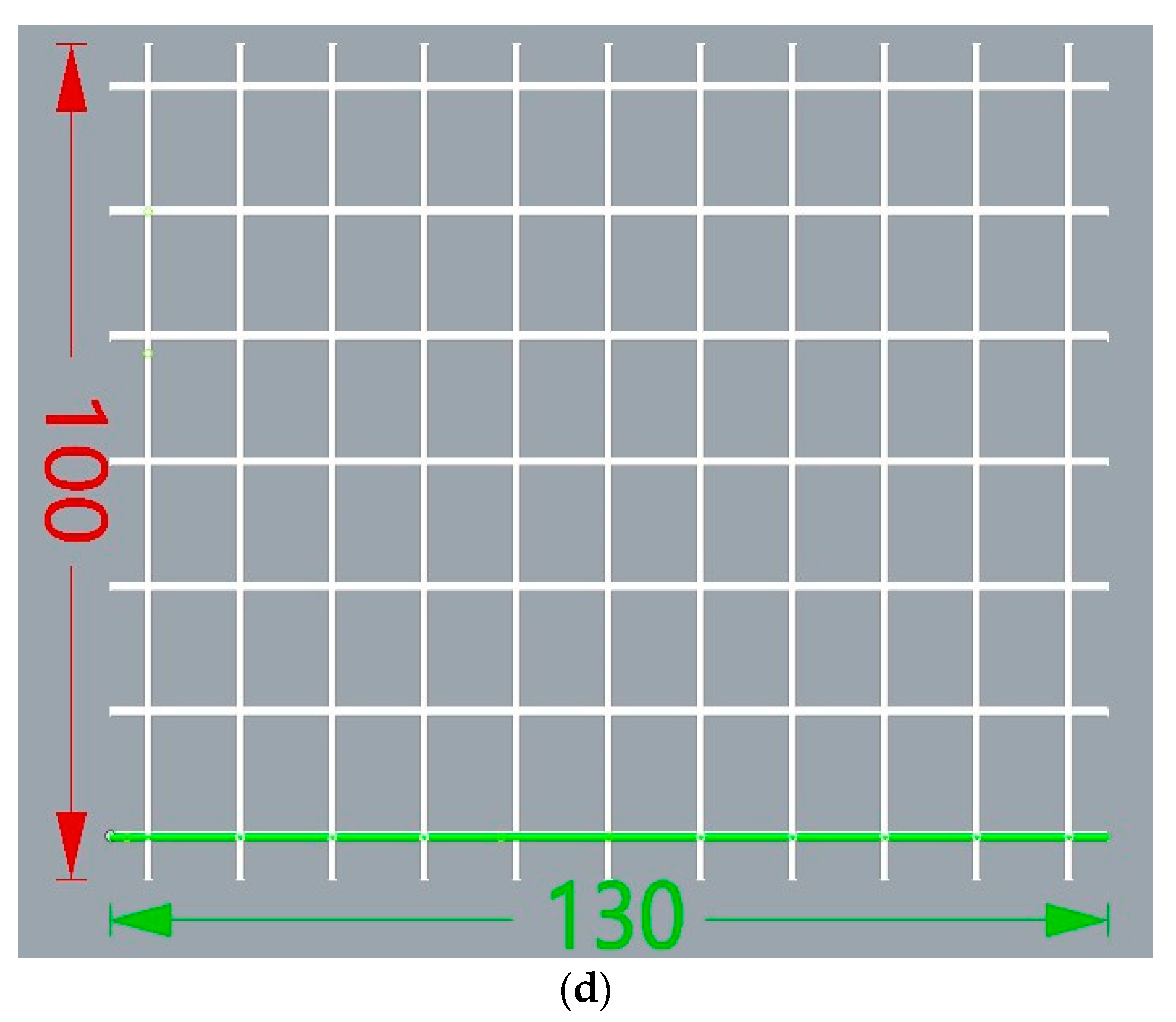
4. Case Study
4.1. Validation on a Real High Formwork
4.2. Discussion of Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Acronym | Meaning |
| AEC | Architecture, Engineering & Construction |
| ANN | Artificial Neutral Network |
| BP | Back Propagation |
| BIM | Building Information Modelling |
| CV-RMSEs | Coefficient of Variation-Root Mean Square Error |
| GA | Genetic Algorithm |
| GA-ANN | Genetic Algorithm optimized Artificial Neutral Network |
| GNSS | Global Navigation Satellite System |
| ICP | Iterative Closet Point |
| LiDAR | Light Detection and Ranging |
| Lr | Learning rate |
| MAE | Mean Absolute Error |
| MSE | Mean Squared Error |
| Mc | Momentum coefficient |
| Nh | Number of hidden layer |
| Nnh | Number of nodes at hidden layer |
| PC | Predicted Coordinates |
| PSD | Predicted Simulated Defects |
| RF | Random Forest |
| RMSE | Root Mean Square Error |
| RGB | Red, Green & Blue |
| SE | Standard Error |
| SVM | Support Vector Machine |
| TLS | Terrestrial Laser Scanner |
| UAV | Unmanned Aerial Vehicle |
References
- Sona, M.; Janakaraj, M. The Impact of Buildability Factors on Formwork in Residential Building Construction. Int. J. Innov. Res. Sci. Eng. Technol. 2019, 8, 1–10. [Google Scholar] [CrossRef]
- Sagadevan, R.; Rao, B.N. Experimental and analytical investigation of structural performance of vertical concrete formworks. Asian J. Civ. Eng. 2019, 1–12. [Google Scholar] [CrossRef]
- Ramesh Kannan, M.; Helen Santhi, M. Automated constructability rating framework for concrete formwork systems using building information modelling. Asian J. Civ. Eng. 2018, 19, 387–413. [Google Scholar] [CrossRef]
- Lee, D.; Lim, H.; Lee, D.; Cho, H.; Kang, K.-I. Assessment of Delay Factors for Structural Frameworks in Free-form Tall Buildings Using the FMEA. Int. J. Concr. Struct. Mater. 2019, 13, 1–11. [Google Scholar] [CrossRef]
- Zhao, Z.G. The Support System of the High Formwork Construction Techniques and Quality Management, 1st ed.; China Architecture & Building Press: Beijing, China, 2016. [Google Scholar]
- Xie, N. Safety Control for the Support System of High Formwork, 1st ed.; China Architecture & Building Press: Beijing, China, 2012. [Google Scholar]
- Cai, X.F.; Zhuang, J.P.; Zhou, J.Z.; Zheng, Y.Q. The Support System of Super High Formwork Investigation and Application; China Architecture & Building Press: Beijing, China, 2012. [Google Scholar]
- MoHURD. Cuplok Scaffolding Safety Technical Standard; Ministry of Housing and Urban-Rural Development: Beijing, China, 2009; Volume JGJ166-2008. [Google Scholar]
- MoHURD. Steel Tubular Scaffold with Couplers Safety Technical Standard; Ministry of Housing and Urban-Rural Development: Beijing, China, 2011; Volume JGJ 130-2011. [Google Scholar]
- MoHURD. Disk Lock Steel Tubular Scaffold Safety Technical Standard; Ministry of Housing and Urban-Rural Development: Beijing, China, 2021; Volume JGJ/T231-2021. [Google Scholar]
- Jaafar, H.A.; Meng, X.; Sowter, A.; Bryan, P. New approach for monitoring historic and heritage buildings: Using terrestrial laser scanning and generalised Procrustes analysis. Struct. Control Health Monit. 2017, 24, e1987. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, Y.; Tan, X. Review on Vibration-Based Structural Health Monitoring Techniques and Technical Codes. Symmetry 2021, 13, 1998. [Google Scholar] [CrossRef]
- Van Dijk, N.P.; Gamstedt, E.K.; Bjurhager, I. Monitoring archaeological wooden structures: Non-contact measurements systems and interpretation as average strain fields. J. Cult. Herit. 2015, 17, 102–133. [Google Scholar] [CrossRef]
- Yang, Y.; Cheng, Q.; Zhu, Y.; Wang, L.; Jin, R. Feasibility Study of Tractor-Test Vehicle Technique for Practical Structural Condition Assessment of Beam-Like Bridge Deck. Remote Sens. 2020, 12, 114. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Lu, H.; Tan, X.; Chai, H.K.; Wang, R.; Zhang, Y. Fundamental mode shape estimation and element stiffness evaluation of girder bridges by using passing tractor-trailers. Mech. Syst. Signal Processing 2022, 169, 108746. [Google Scholar] [CrossRef]
- Law, D.W.; Silcock, D.; Holden, L. Terrestrial laser scanner assessment of deteriorating concrete structures. Struct. Control Health Monit. 2018, 25, e2156. [Google Scholar] [CrossRef]
- Barbarella, M.; Fiani, M.; Lugli, A. Landslide monitoring using multitemporal terrestrial laser scanning for ground displacement analysis. Geomat. Nat. Hazards Risk 2015, 6, 398–418. [Google Scholar] [CrossRef]
- Guarnieri, A.; Masiero, A.; Vettore, A.; Pirotti, F. Evaluation of the dynamic processes of a landslide with laser scanners and Bayesian methods. Geomat. Nat. Hazards Risk 2015, 5, 614–634. [Google Scholar] [CrossRef] [Green Version]
- Gordon, C.; Akinci, B.; Garrett, J.H. Formalism for construction inspection planning: Requirements and process concept. J. Comput. Civ. Eng. 2007, 21, 29–38. [Google Scholar] [CrossRef]
- Akinci, B.; Boukamp, F.; Gordon, C.; Huber, D.; Lyons, C.; Park, K. A formalism for utilization of sensor systems and integrated project models for active construction quality control. Autom. Constr. 2006, 15, 124–138. [Google Scholar] [CrossRef] [Green Version]
- Park, H.S.; Lee, H.M.; Adeli, H.; Lee, I. A new approach for health monitoring of structures: Terrestrial laser scanning. Comput. Civ. Infrastruct. Eng. 2007, 22, 19–30. [Google Scholar] [CrossRef]
- Nie, Y.; Chen, Q.; Chen, T.; Sun, Z.; Dai, B. Camera and lidar fusion for road intersection detection road intersection detection. In Proceedings of the IEEE Symposium on Electrical & Electronics Engineering (EEESYM), Kuala Lumpur, Malaysia, 24–27 June 2012; pp. 273–276. [Google Scholar]
- Volk, R.; Stengel, J.; Schultmann, F. Building information modeling (BIM) for existing buildings—Literature review and future needs. Autom. Constr. 2014, 38, 109–127. [Google Scholar] [CrossRef] [Green Version]
- Mosalam, K.M.; Takhirov, S.M.; Park, S. Applications of laser scanning to structures in laboratory tests and field surveys. Struct. Control. Health Monit. 2014, 21, 115–134. [Google Scholar] [CrossRef]
- Truong-Hong, L.; Laefer, D.F.; Hinks, T.; Carr, H. Combining an angle criterion with voxelization and the flying voxel method in reconstructing building models from LiDAR data. Comput.-Aided Civ. Infrastruct. Eng. 2013, 28, 112–129. [Google Scholar] [CrossRef] [Green Version]
- Al-Neshawy, F.; Piironen, J.; Peltola, S.; Erving, A.; Heiska, N.; Nuikka, M.; Jari, P. Measuring the bowing of marble panels in building facades using terrestrial laser scanning technology. J. Inf. Technol. Constr. (ITcon) 2010, 15, 64–74. [Google Scholar]
- Armesto-González, J.; Riveiro-Rodríguez, B.; González-Aguilera, D.; Rivas-Brea, M.T. Terrestrial laser scanning intensity data applied to damage detection for historical buildings. J. Archaeol. Sci. 2010, 37, 3037–3047. [Google Scholar] [CrossRef]
- Mukupa, W.; Roberts, G.W.; Hancock, C.M.; Al-Manasir, K. A non-destructive technique for health assessment of fire-damaged concrete elements using terrestrial laser scanning. J. Civ. Struct. Health Monit. 2016, 6, 665–679. [Google Scholar] [CrossRef] [Green Version]
- Pătrăucean, V.; Armeni, I.; Nahangi, M.; Yeung, J.; Brilakis, I.; Haas, C. State of research in automatic as-built modelling. Adv. Eng. Inform. 2015, 29, 162–171. [Google Scholar] [CrossRef] [Green Version]
- Kim, C.; Son, H.; Kim, C. Fully automated registration of 3D data to a 3D CAD model for project progress monitoring. Autom. Constr. 2013, 35, 587–594. [Google Scholar] [CrossRef]
- Rebolj, D.; Pučko, Z.; Babič, N.Č.; Bizjak, M.; Mongus, D. Point cloud quality requirements for Scan-vs-BIM based automated construction progress monitoring. Autom. Constr. 2017, 84, 323–334. [Google Scholar] [CrossRef]
- Son, H.; Kim, C.; Kim, C. 3D reconstruction of as-built industrial instrumentation models from laser-scan data and a 3D CAD database based on prior knowledge. Autom. Constr. 2015, 49, 193–200. [Google Scholar] [CrossRef]
- Pu, S.; Vosselman, G. Knowledge based reconstruction of building models from terrestrial laser scanning data. ISPRS J. Photogramm. Remote Sens. 2009, 64, 575–584. [Google Scholar] [CrossRef]
- Budroni, A.; Boehm, J. Automated 3D reconstruction of interiors from point clouds. Int. J. Archit. Comput. 2010, 8, 55–73. [Google Scholar] [CrossRef]
- Ochmann, S.; Vock, R.; Wessel, R.; Klein, R. Automatic reconstruction of parametric building models from indoor point clouds. Comput. Graph. 2016, 54, 94–103. [Google Scholar] [CrossRef] [Green Version]
- Anil, E.B.; Tang, P.; Akinci, B.; Huber, D. Deviation analysis method for the assessment of the quality of the as-is Building Information Models generated from point cloud data. Autom. Constr. 2013, 35, 507–516. [Google Scholar] [CrossRef]
- Kim, M.K.; Cheng, J.C.; Sohn, H.; Chang, C.C. A framework for dimensional and surface quality assessment of precast concrete elements using BIM and 3D laser scanning. Autom. Constr. 2015, 49, 225–238. [Google Scholar] [CrossRef]
- Kim, M.K.; Sohn, H.; Chang, C.C. Automated dimensional quality assessment of precast concrete panels using terrestrial laser scanning. Autom. Constr. 2014, 45, 163–177. [Google Scholar] [CrossRef]
- Zeibak-Shini, R.; Sacks, R.; Ma, L.; Filin, S. Towards generation of as-damaged BIM models using laser-scanning and as-built BIM: First estimate of as-damaged locations of reinforced concrete frame members in masonry infill structures. Adv. Eng. Inform. 2016, 30, 312–326. [Google Scholar] [CrossRef]
- Riveiro, B.; Lourenço, P.B.; Oliveira, D.V.; González-Jorge, H.; Arias, P. Automatic morphologic analysis of quasi-periodic masonry walls from LiDAR. Comput.-Aided Civ. Infrastruct. Eng. 2016, 31, 305–319. [Google Scholar] [CrossRef]
- Brigham, C.A.P.; Crider, J.G. A new metric for morphologic variability using landform shape classification via supervised machine learning. Geomorphology 2021, 399, 108065. [Google Scholar] [CrossRef]
- Lee, J.; Son, H.; Kim, C.; Kim, C. Skeleton-based 3D reconstruction of as-built pipelines from laser-scan data. Autom. Constr. 2013, 35, 199–207. [Google Scholar] [CrossRef]
- Czerniawski, T.; Nahangi, M.; Haas, C.; Walbridge, S. Pipe spool recognition in cluttered point clouds using a curvature-based shape descriptor. Autom. Constr. 2016, 71, 346–358. [Google Scholar] [CrossRef]
- Holgado-Barco, A.; Gonz´ alez-Aguilera, D.; Arias-Sanchez, P.; Martinez-Sanchez, J. Semiautomatic extraction of road horizontal alignment from a mobile LiDAR system. Comput.-Aided Civ. Infrastruct. Eng. 2015, 30, 217–228. [Google Scholar] [CrossRef]
- Wojtkowska, M.; Kedzierski, M.; Delis, P. Validation of terrestrial laser scanning and artificial intelligence for measuring deformations of cultural heritage structures. Measurement 2021, 167, 1–18. [Google Scholar] [CrossRef]
- Fawzy, H.E.-D. 3D laser scanning and close-range photogrammetry for buildings documentation: A hybrid technique towards a better accuracy. Alex. Eng. J. 2019, 58, 1191–1204. [Google Scholar] [CrossRef]
- Kim, M.-K.; Thedjaa, J.P.P.; Wang, Q. Automated dimensional quality assessment for formwork and rebar of reinforced concrete components using 3D point cloud data. Autom. Constr. 2020, 112, 1–14. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Q.; Wu, J.; Zhao, Y. Dimensional accuracy and structural performance assessment of spatial structure components using 3D laser scanning. Autom. Constr. 2018, 96, 324–336. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, J.C.P.; Sohn, H. Automated Estimation of Reinforced Precast Concrete Rebar Positions Using Colored Laser Scan Data. Comput.-Aided Civ. Infrastruct. Eng. 2017, 32, 787–802. [Google Scholar] [CrossRef]
- Wang, Q.; Kim, M.K.; Cheng, J.C.; Sohn, H. Automated quality assessment of precast concrete elements with geometry irregularities using terrestrial laser scanning. Autom. Constr. 2016, 68, 170–182. [Google Scholar] [CrossRef]
- Bosché, F. Automated recognition of 3D CAD model objects in laser scans and calculation of as-built dimensions for dimensional compliance control in construction. Adv. Eng. Inform. 2010, 24, 107–118. [Google Scholar] [CrossRef]
- Lee, K.H.; Park, H.P. Automated inspection planning of free-form shape parts by laser scanning. Robot. Comput.-Integr. Manuf. 2000, 16, 201–210. [Google Scholar] [CrossRef]
- Nuttens, T.; Stal, C.; De Backer, H.; Schotte, K.; Van Bogaert, P.; De Wulf, A. Methodology for the ovalization monitoring of newly built circular train tunnels based on laser scanning: Liefkenshoek Rail Link (Belgium). Autom. Constr. 2014, 43, 1–9. [Google Scholar] [CrossRef]
- Alba, M.; Scaioni, M. Comparison of techniques for terrestrial laser scanning data georeferencing applied to 3-D modelling of cultural heritage. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2007, 7, 1–8. [Google Scholar]
- Besl, P.J.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Sgrenzaroli, M.; Wolfart, E. Accurate texture-mapped 3D models for documentation, surveying and presentation purposes. In Proceedings of the Scanning For Cultural Heritage Recording, Corfu, Greece, 1–2 September 2002; The ICOMOS/ISPRS Committee for Documentation of Cultural Heritage: Corfu, Greece, 2002. [Google Scholar]
- Hebert, M.; Krotkov, E. 3D measurements from imaging laser radars: How good are they? In Proceedings of the IEEE/RSJ International Workshop on Intelligent Robots and Systems 1991, Osaka, Japan, 3–5 November 1991; pp. 359–364. [Google Scholar]
- Tuley, J.; Vandapel, N.; Hebert, M. Analysis and removal of artifacts in 3-D LADAR data. In Proceedings of the 2005 IEEE International Conference on Robotics and Automation, Barcelona, Spain, 18–22 April 2005; pp. 2203–2210. [Google Scholar]
- Tang, P.; Huber, D.; Akinci, B. A comparative analysis of depth-discontinuity and mixed-pixel detection algorithms. In Proceedings of the Sixth International Conference on 3-D Digital Imaging and Modeling (3DIM 2007), Montreal, QC, Canada, 21–23 August 2007; pp. 29–38. [Google Scholar]
- Wang, Q.; Sohn, H.; Cheng, J.C. Development of a mixed pixel filter for improved dimension estimation using AMCW laser scanner. ISPRS J. Photogramm. Remote Sens. 2016, 119, 246–258. [Google Scholar] [CrossRef]
- Adams, R.; Bischof, L. Seeded Region Growing. IEEE Trans. Pattern Anal. Mach. Intell. 1994, 16, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Simpson, P.K. Artificial Neural Systems: Foundations, Paradigms, Applications, and Implementations, 1st ed.; Pergamon Pr: Oxford, UK, 1990. [Google Scholar]
- Joshi, S.; Pande, S. Intelligent process modeling and optimization of die-sinking electric discharge machining. Appl. Soft Comput. 2011, 11, 2743–2755. [Google Scholar] [CrossRef]
- Momeni, E.; Nazir, R.; Jahed Armaghani, D.; Maizir, H. Prediction of pile bearing capacity using a hybrid genetic algorithm-based ANN. Measurement 2014, 57, 122–131. [Google Scholar] [CrossRef]
- Khandelwal, M.; Marto, A.; Fatemi, S.A.; Ghoroqi, M.; Armaghani, D.J.; Singh, T.N.; Tabrizi, O. Implementing an ANN model optimized by genetic algorithm for estimating cohesion of limestone samples. Eng. Comput. 2017, 34, 307–317. [Google Scholar] [CrossRef]
- Adeli, H.; Hung, S.L. Machine Learning: Neural Networks, Genetic Algorithms, and Fuzzy Systems, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1994. [Google Scholar]
- Sardinas, R.Q.; Santana, M.R.; Brindis, E.A. Genetic algorithm-based multi-objective optimization of cutting parameters in turning processes. Eng. Appl. Artif. Intell. 2006, 19, 127–133. [Google Scholar] [CrossRef]
- Stone, R.; Krishnamurthy, K. A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int. J. Mach. Tools Manuf. 1996, 36, 985–1003. [Google Scholar] [CrossRef]
- Dhupal, D.; Doloi, B.; Bhattacharyya, B. Optimization of process parameters of Nd: YAG laser microgrooving of Al2TiO5 ceramic material by response surface methodology and artificial neural network algorithm. J. Eng. Manuf. 2007, 221, 1341–1350. [Google Scholar] [CrossRef]
- Shen, Z.; Tang, P.; Kannan, O.; Cho, Y.K. As-built error modeling for effective 3d laser scanning on construction sites. In ASCE International Workshop on Computing in Civil Engineering; ASCE: Los Angeles, CA, USA, 2013; pp. 533–540. [Google Scholar]
- Chakraborty, D.; Elzarka, H. Performance testing of energy models: Are we using the right statistical metrics? J. Build. Perform. Simul. 2018, 11, 433–448. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, S.; Xiao, F.; Gao, D. Peak load shifting control using different cold thermal energy storage facilities in commercial buildings: A review. Energy Convers. Manag. 2013, 71, 101–114. [Google Scholar] [CrossRef]
- Cortes, C.; Vapnik, V. Support-vector networks. Mach. Learn. 1995, 20, 273–297. [Google Scholar] [CrossRef]
- Vapnik, V.; Golowich, S.E.; Smola, A.J. Support vector method for function approximation, regression estimation and signal processing. Adv. Neural Inf. Processing Syst. 1997, 9, 281–287. [Google Scholar]
- Breiman, L. Random forests. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef] [Green Version]
- Oku Topal, G.; Akpinar, B. High rate GNSS kinematic PPP method performance for monitoring the engineering structures: Shake table tests under different satellite configurations. Measurement 2021, 189, 110451. [Google Scholar] [CrossRef]
- Shen, N.; Chen, L.; Chen, R. Displacement detection based on Bayesian inference from GNSS kinematic positioning for deformation monitoring. Mech. Syst. Signal Processing 2022, 167, 108570. [Google Scholar] [CrossRef]
- Palmer, L.; Franke, K.; Abraham Martin, R.; Sines, B.; Rollins, K.; Hedengren, J. Application and Accuracy of Structure from Motion Computer Vision Models with Full-Scale Geotechnical Field Tests. In Proceedings of the International Foundations Congress and Equipment Expo 2015 (IFCEE 2015), San Antonio, TX, USA, 17–21 March 2015; pp. 2432–2441. [Google Scholar]
- Laefer, D.F.; Truong-Hong, L. Toward automatic generation of 3D steel structures for building information modelling. Autom. Constr. 2017, 74, 66–77. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Clause | Inspection Term | Requirements by China Building Codes | Acceptable Error |
|---|---|---|---|
| i | Standing pole | Every pole should be vertical to the ground; Δ ≤ 1/500 H and horizontal deviation Δ ≤ ±50 mm | 5 mm |
| Description diagram |  | ||
| ii | Horizontal tube | Every tube should parallel to the ground | 5 mm |
| Description diagram |  | ||
| iii | Diagonal bracing | The angle of the vertical diagonal bracing and the ground should set between 45°–60° | |
| The angle of the horizontal diagonal bracing and the horizontal tube should set between 45°–60° | |||
| iv | Longitudinal spacing of standing pole | The distance should less than 1.2 m | ≤30 mm |
| v | Transverse spacing of standing pole | The distance should less than 1.2 m | ≤30 mm |
| vi | Distance between two neighbouring tube (Lift height) | The space should less than 1.5 m | ≤20 mm |
| vii | The bottom reinforcing tube | The height of the bottom tubes should equal to 350 mm; the transverse tubes should locate on the top of the longitudinal tubes. | |
| Parameter | Designation | Value |
|---|---|---|
| Population size | Npop | 50 |
| Generation number | Ngen | 100 |
| Number of binary digits | 10 | |
| Number of iterations | 1000 | |
| Cross-over probability | Pc | 0.95 |
| Mutation probability | Pm | 0.01 |
| Fitness value | 1 |
| Gene | Designation | Value |
|---|---|---|
| Number of hidden layer (c1) | Nh | 1 |
| Number of hidden layer neurons (c2) | Nnh | 6 |
| Learning rate (c3) | Lr | 0.125 |
| Momentum coefficient (c4) | Mc | 0.876 |
| Model | Nnh | Predicted Simulated Defects (MSE) | Predicted Coordinates (MSE) | Rank | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | X | Y | Z | |||
| ANN | 2 | 0.713 | 0.529 | 0.871 | 0.405 | 0.679 | 0.862 | 0.837 | 0.893 | 7 |
| 3 | 0.064 | 0.057 | 0.070 | 0.061 | 0.066 | 0.073 | 0.049 | 0.069 | 4 | |
| 4 | 0.021 | 0.011 | 0.018 | 0.023 | 0.016 | 0.019 | 0.012 | 0.014 | 2 | |
| 5 | 0.028 | 0.030 | 0.015 | 0.022 | 0.014 | 0.018 | 0.017 | 0.021 | 3 | |
| 7 | 0.143 | 0.135 | 0.164 | 0.145 | 0.105 | 0.179 | 0.101 | 0.141 | 5 | |
| 9 | 0.437 | 0.219 | 0.204 | 0.591 | 0.140 | 0.759 | 0.217 | 0.611 | 6 | |
| GA-ANN | 6 | 0.005 | 0.004 | 0.004 | 0.003 | 0.004 | 0.002 | 0.003 | 0.002 | 1 |
| Model | R | RMSE | MSE | |||
|---|---|---|---|---|---|---|
| PSD | PC | PSD | PC | PSD | PC | |
| GA-ANN | 0.987 | 0.985 | 0.008 | 0.005 | 0.004 | 0.0035 |
| ANN | 0.918 | 0.873 | 0.023 | 0.045 | 0.018 | 0.015 |
| SVM | 0.880 | 0.798 | 0.187 | 0.215 | 0.157 | 0.173 |
| RF | 0.881 | 0.853 | 0.034 | 0.048 | 0.011 | 0.035 |
| Term | Description |
|---|---|
| Length | 60 cm |
| Width | 70 cm |
| Height | 100 cm |
| The distance between two neighboring horizontal ledgers (Lift height) | 15 cm |
| The longitudinal spacing of vertical pole | 8 cm |
| The transverse spacing of vertical pole | 10 cm |
| The height of the bottom reinforcing ledger | 5 cm |
| The angle of the diagonal brace | 45° |
| The number of vertical poles | 49 |
| The number of horizontal ledgers | 98 |
| Simulated defects | |
| The distance between the 3rd and 4th horizontal ledgers on the longitudinal middle frame | 18 cm |
| The longitudinal spacing of the 4th and 5th vertical pole on the longitudinal middle frame | 10 cm |
| The transverse spacing of the 3rd and 4th vertical pole on the transvers middle frame | 12 cm |
| Inspection Term | Specified Value | Error from the Proposed Method | ||||
|---|---|---|---|---|---|---|
| Max | Min | Average | Standard Error | Percent of Pass | ||
| dli | 800 | 15 | 3 | 5 | 4.7 | 95% |
| dti | 800 | 13 | 6 | 5.5 | 5 | 94.3% |
| si | 1500 | 16 | 5 | 7 | 6.8 | 92% |
| Am | 60° | 30′ | 10′ | 18′ | 15′ | 98% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, L.; Mbachu, J.; Wang, B.; Liu, Z.; Zhang, H. Installation Quality Inspection for High Formwork Using Terrestrial Laser Scanning Technology. Symmetry 2022, 14, 377. https://doi.org/10.3390/sym14020377
Zhao L, Mbachu J, Wang B, Liu Z, Zhang H. Installation Quality Inspection for High Formwork Using Terrestrial Laser Scanning Technology. Symmetry. 2022; 14(2):377. https://doi.org/10.3390/sym14020377
Chicago/Turabian StyleZhao, Linlin, Jasper Mbachu, Bill Wang, Zhansheng Liu, and Huirong Zhang. 2022. "Installation Quality Inspection for High Formwork Using Terrestrial Laser Scanning Technology" Symmetry 14, no. 2: 377. https://doi.org/10.3390/sym14020377
APA StyleZhao, L., Mbachu, J., Wang, B., Liu, Z., & Zhang, H. (2022). Installation Quality Inspection for High Formwork Using Terrestrial Laser Scanning Technology. Symmetry, 14(2), 377. https://doi.org/10.3390/sym14020377