
Breaking Material Symmetry to Control Mechanical Performance in 3D Printed Objects

Abstract
:1. Introduction
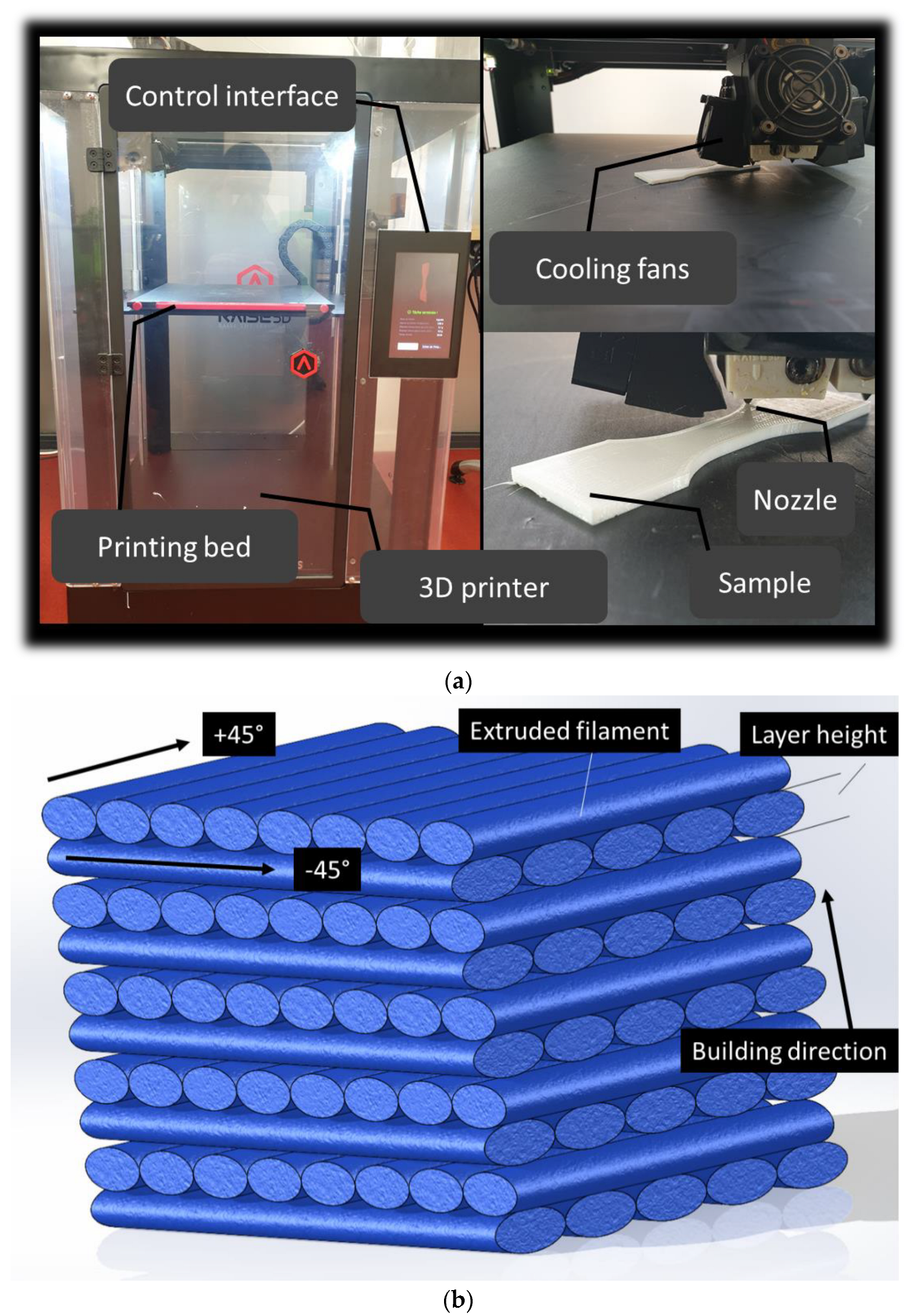
2. Experimental Layout
3. Results and Discussion
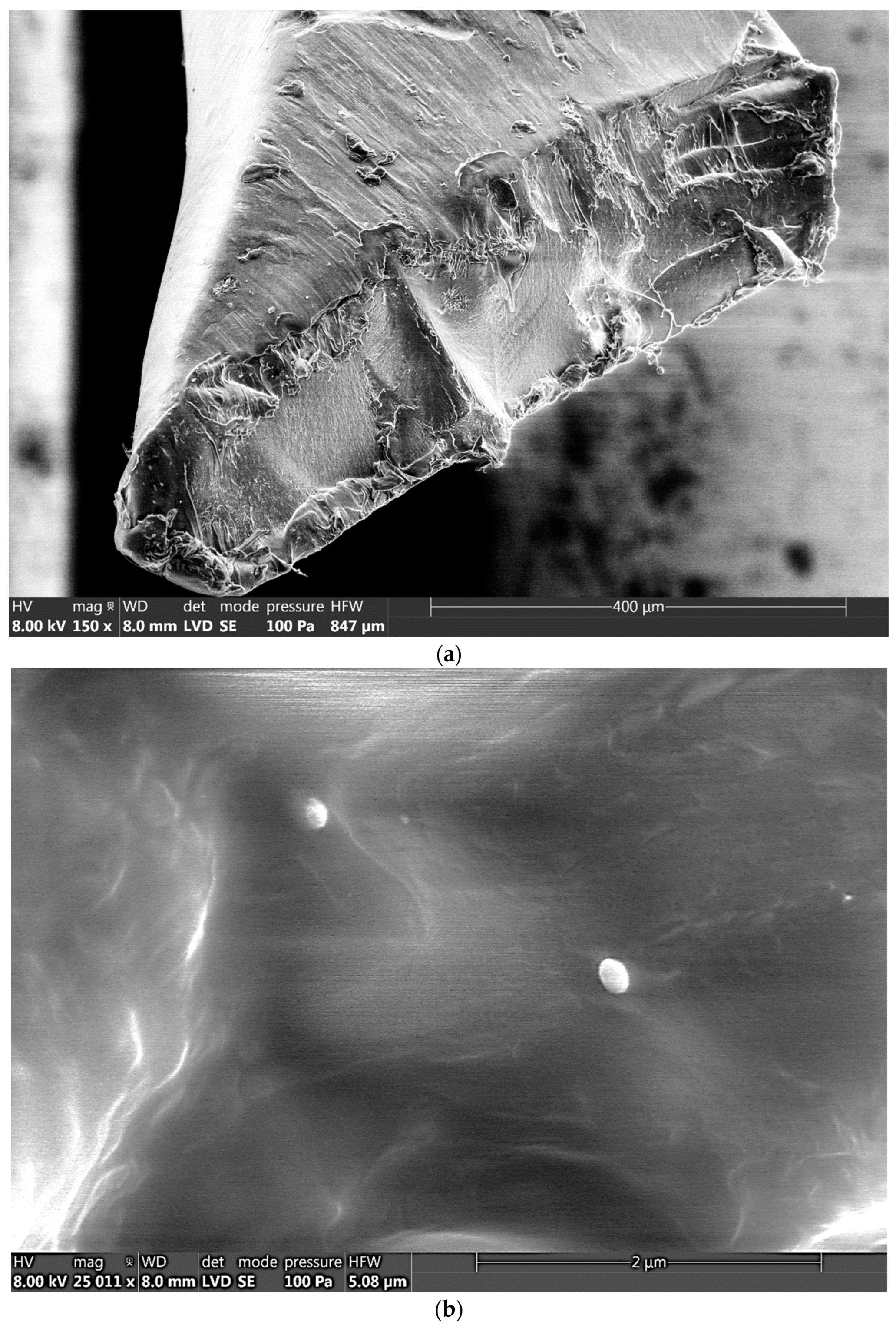
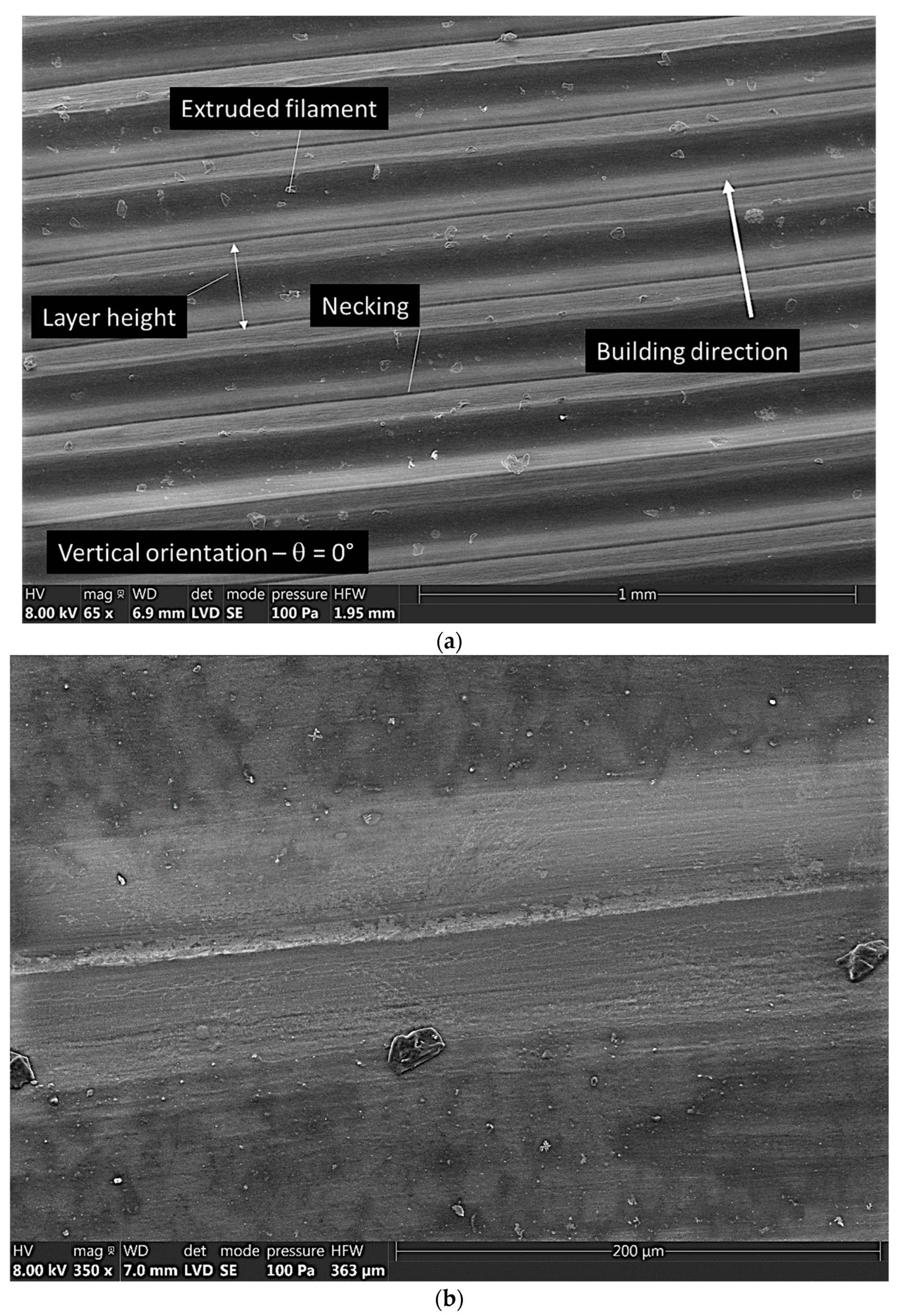
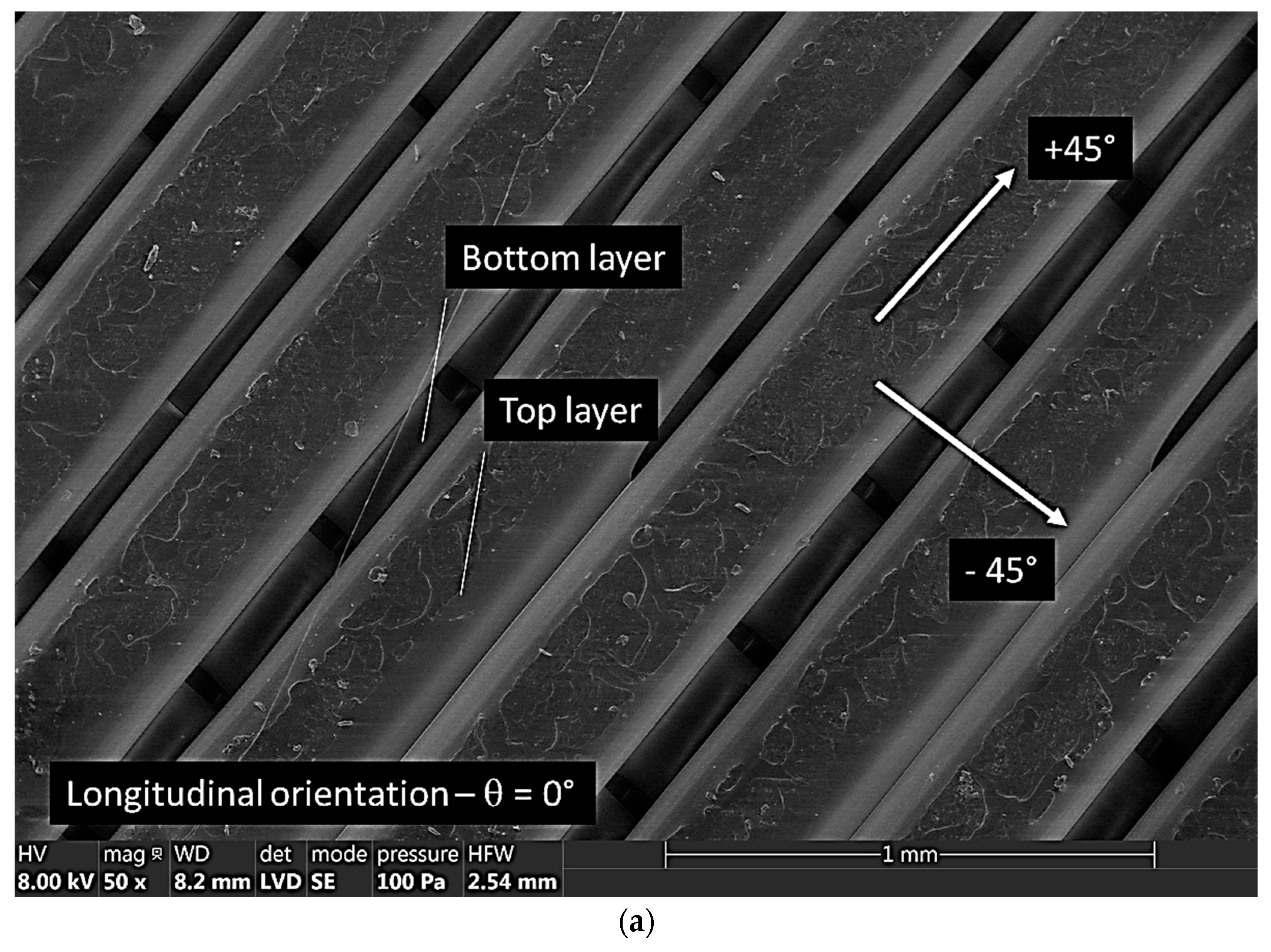
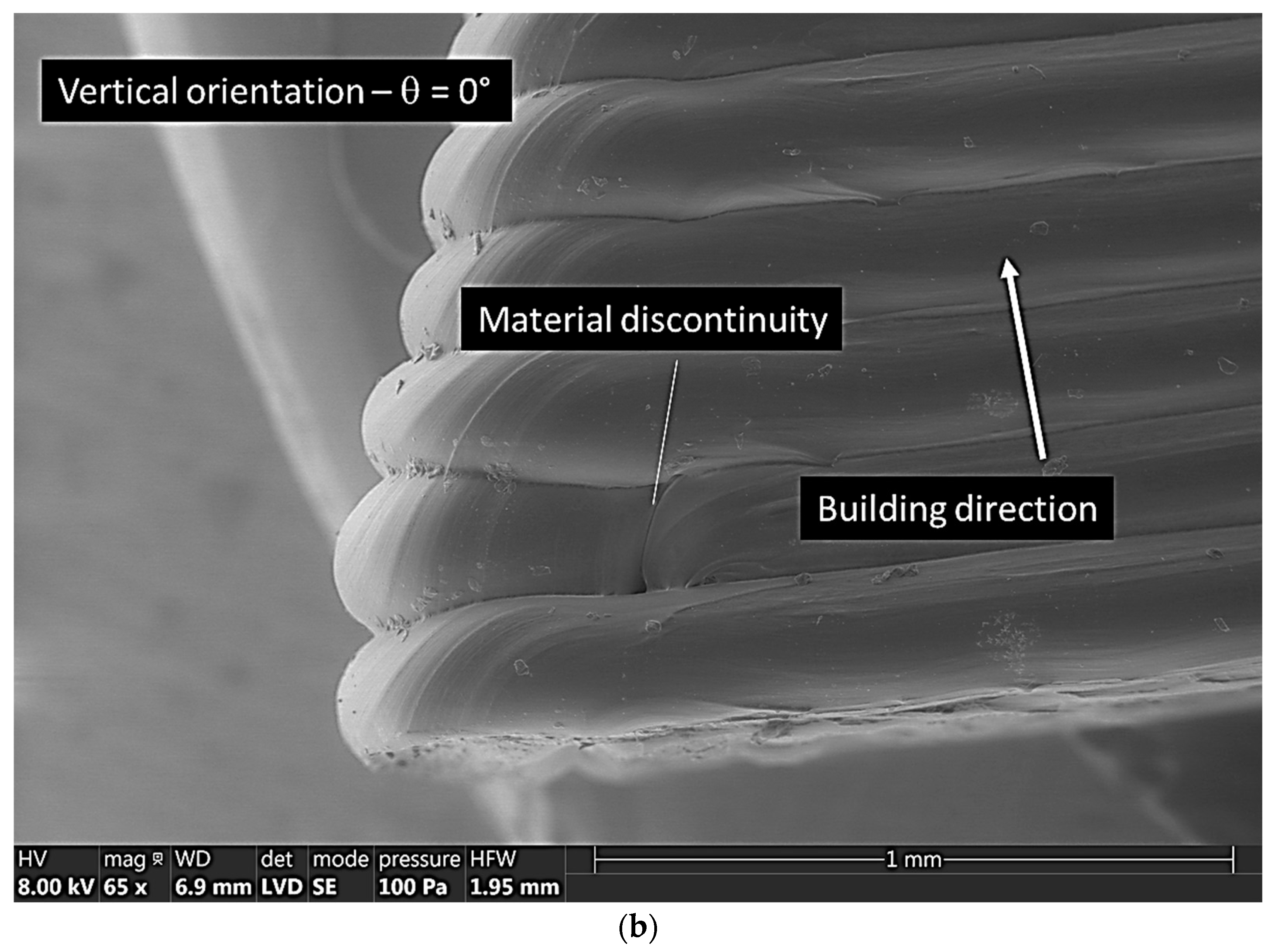
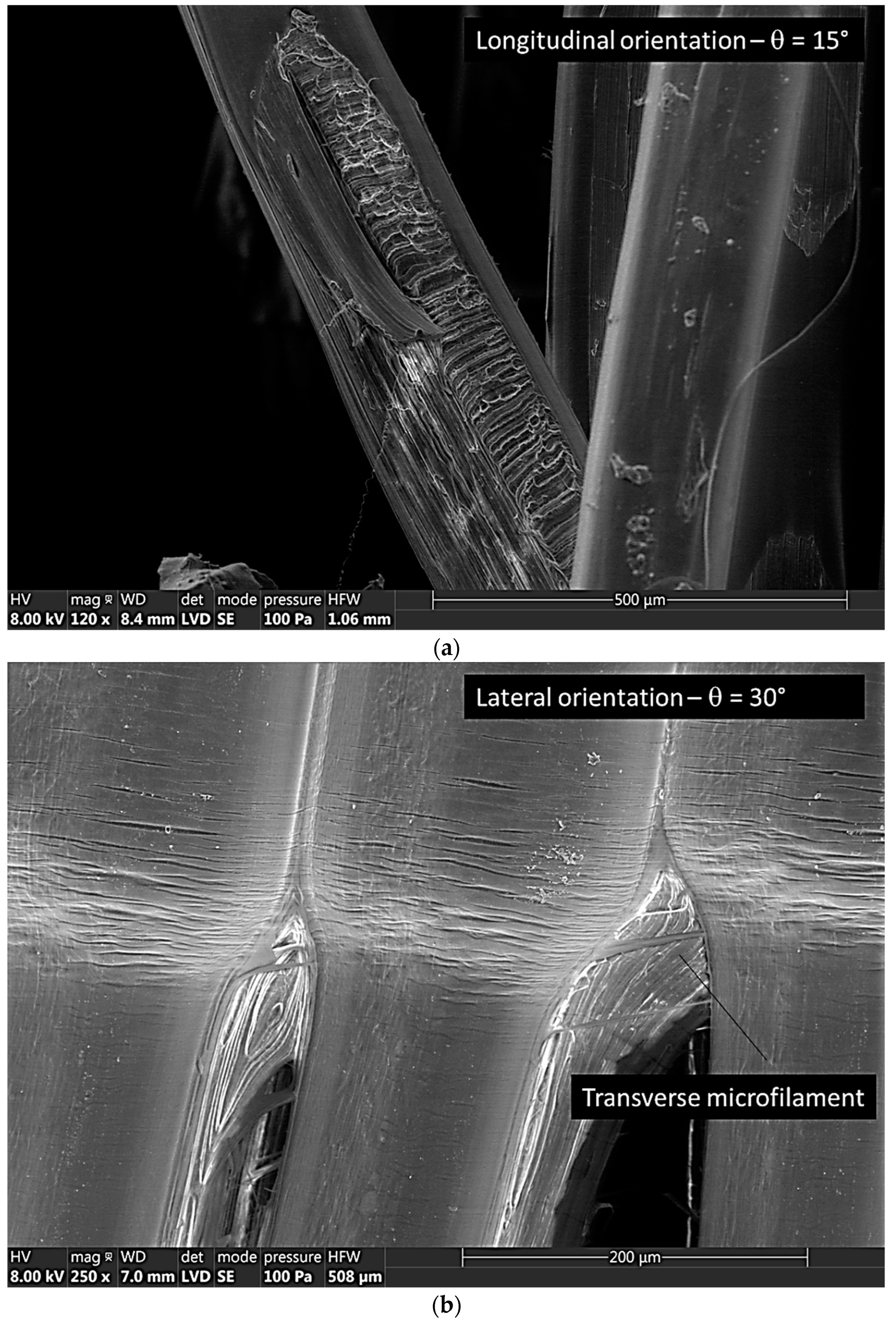
3.1. Microstructural Features
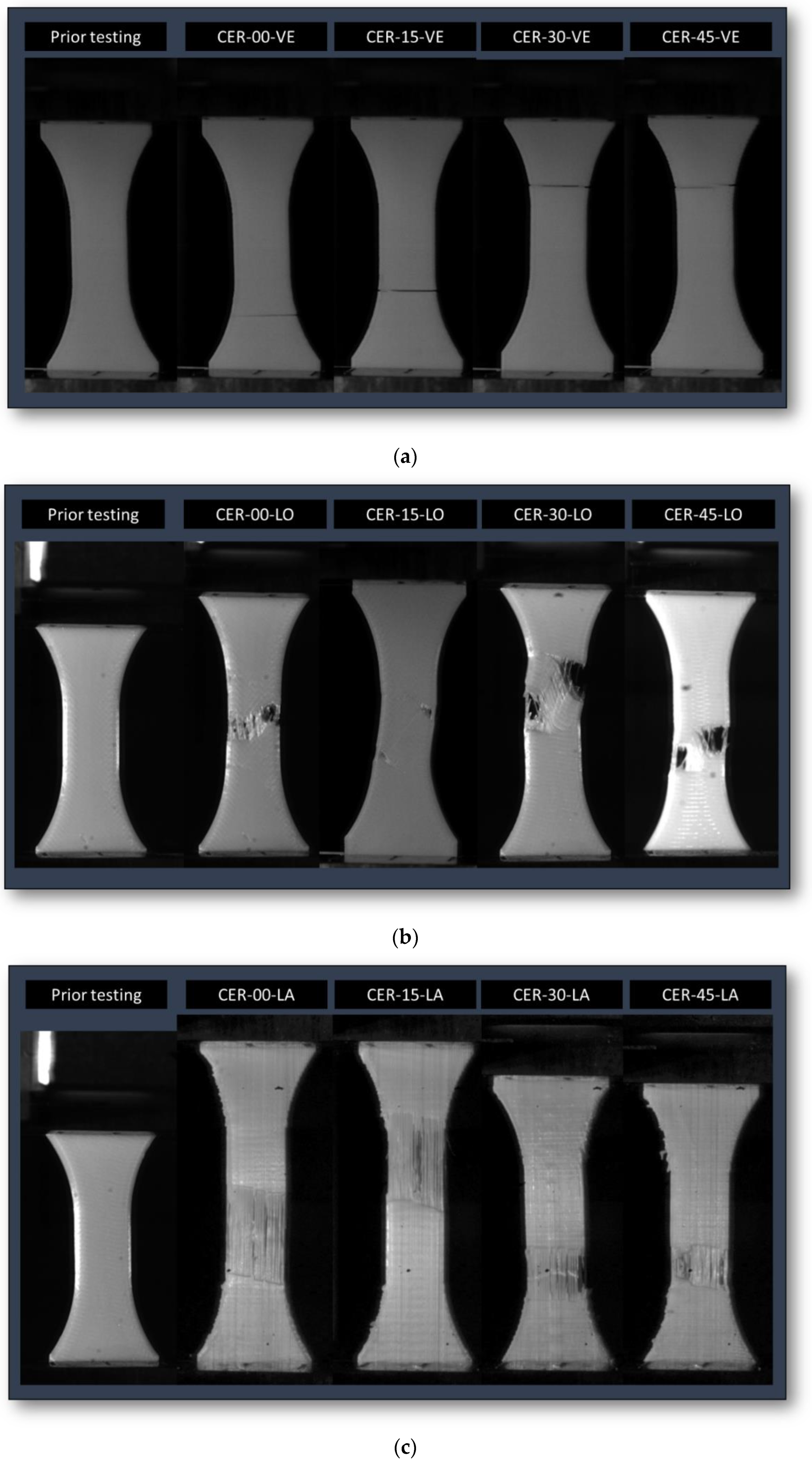
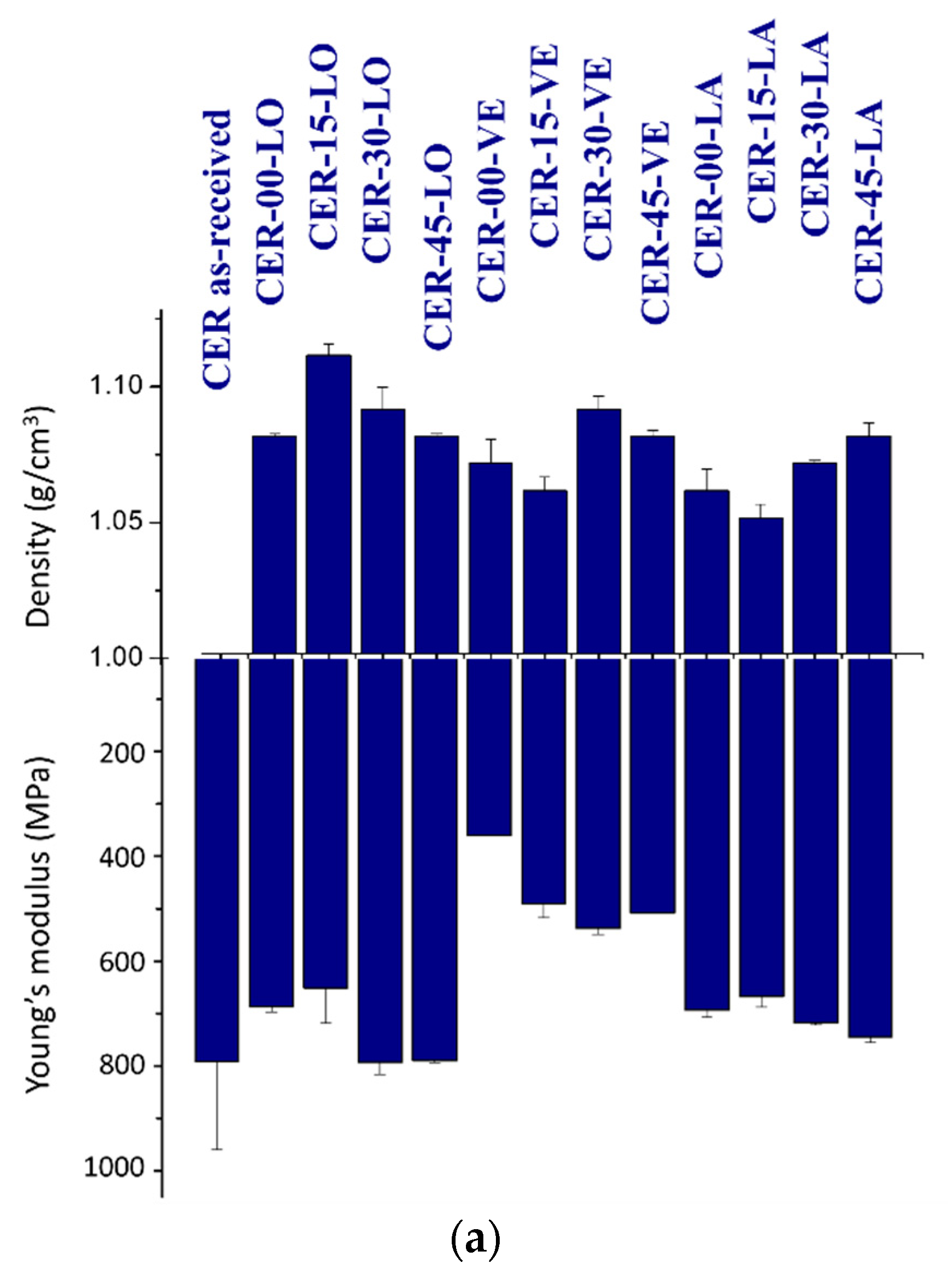
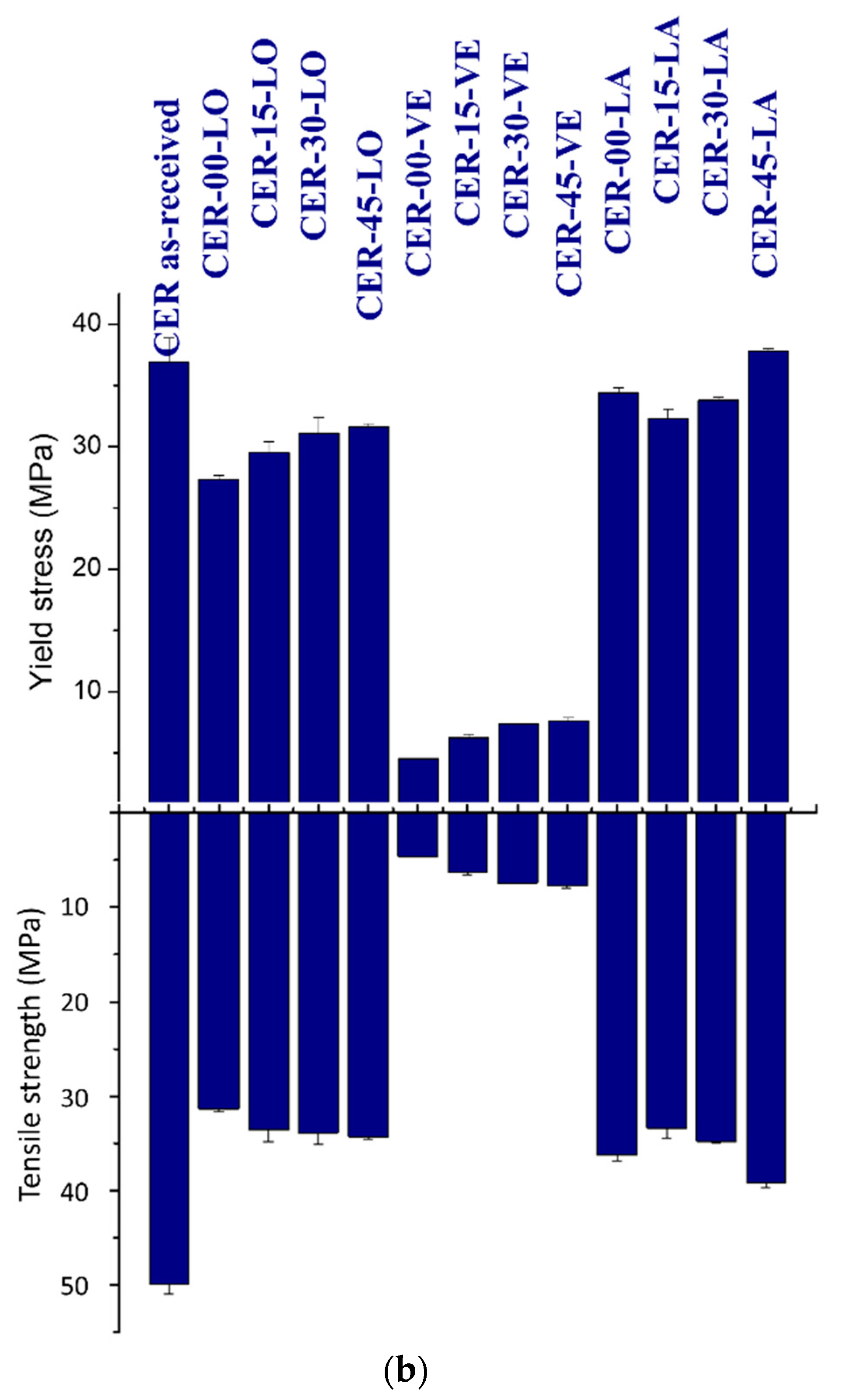
3.2. Effect of Part Orientation
3.3. Effect of Printing Angle
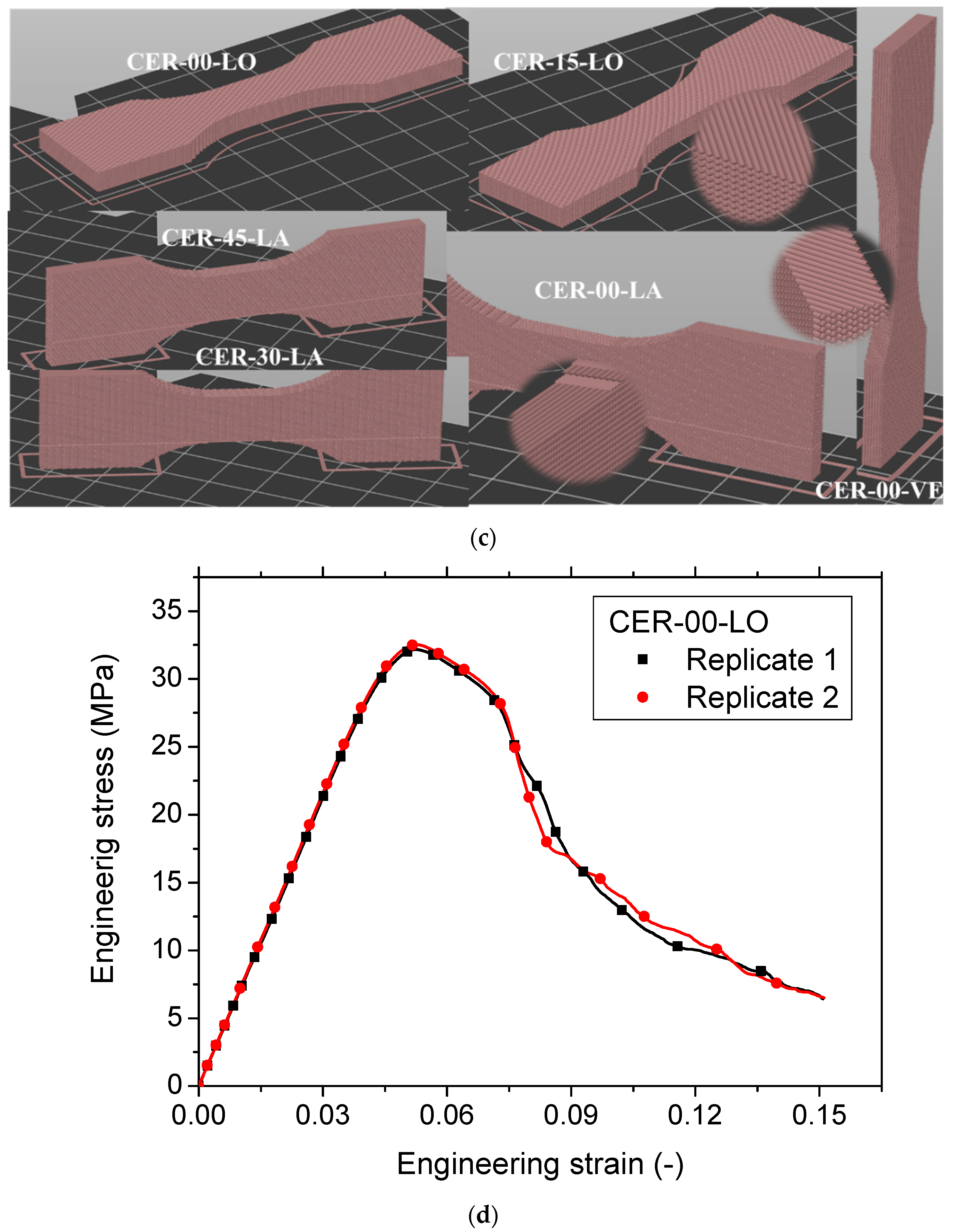
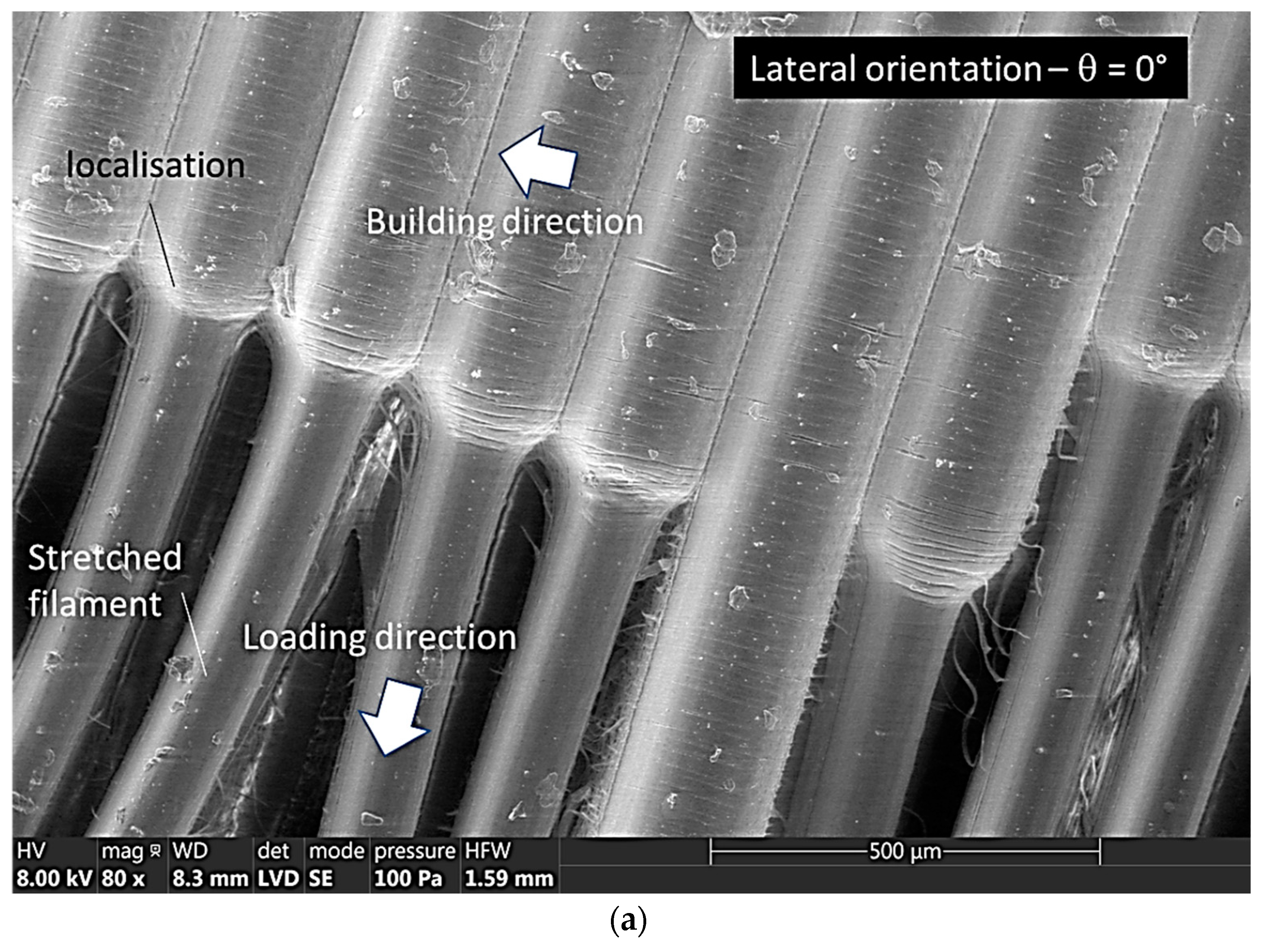
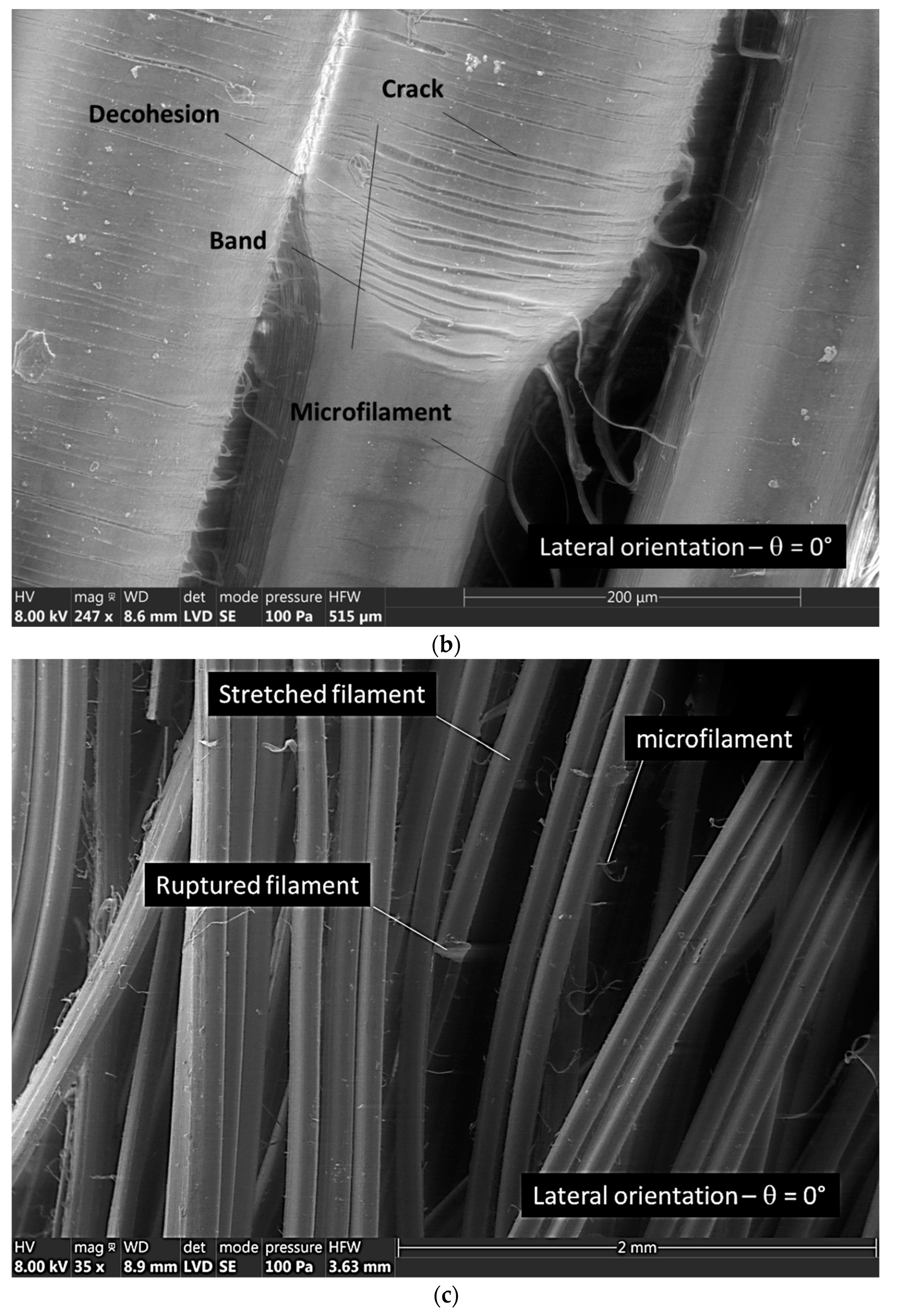
3.4. Consequence on Mechanical Behaviour
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, X.; Gu, P. A review of rapid prototyping technologies and systems. Comput. Aided Des. 1996, 28, 307–318. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3d printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2021, 52, 1309–1313. [Google Scholar]
- Zhai, Y.W.; Lados, D.A.; Lagoy, J.L. Additive manufacturing: Making imagination the major limitation. JOM 2014, 66, 808–816. [Google Scholar] [CrossRef] [Green Version]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Subramaniyan, M.; Karuppan, S.; Eswaran, P.; Appusamy, A.; Naveen Shankar, A. State of art on fusion deposition modeling machines process parameter optimization on composite materials. Mater. Today Proc. 2020, 45, 820–827. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. Fdm 3d printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in fdm. Mater. Today Proc. 2020, 37, 509–514. [Google Scholar] [CrossRef]
- Chaunier, L.; Guessasma, S.; Belhabib, S.; Valle, G.D.; Lourdin, D.; Leroy, E. Material extrusion of plant biopolymers: Opportunities & challenges for 3d printing. Addit. Manuf. 2018, 21, 220–233. [Google Scholar]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Nouri, H.; Guessasma, S.; Belhabib, S. Structural imperfections in additive manufacturing perceived from the x-ray micro-tomography perspective. J. Mater. Process. Technol. 2016, 234, 113–124. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling abs. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Anna, B.; Selçuk, G. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of fdm 3d printing of continuous carbon fiber reinforced pla composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile strength of commercial polymer materials for fused filament fabrication 3d printing. Addit. Manuf. 2017, 15, 40–47. [Google Scholar] [CrossRef] [Green Version]
- McLouth, T.D.; Severino, J.V.; Adams, P.M.; Patel, D.N.; Zaldivar, R.J. The impact of print orientation and raster pattern on fracture toughness in additively manufactured abs. Addit. Manuf. 2017, 18, 103–109. [Google Scholar] [CrossRef]
- Medellin-Castillo, H.I.; Zaragoza-Siqueiros, J. Design and manufacturing strategies for fused deposition modelling in additive manufacturing: A review. Chin. J. Mech. Eng. 2019, 32, 53. [Google Scholar] [CrossRef] [Green Version]
- Mohan Pandey, P.; Venkata Reddy, N.; Dhande, S.G. Slicing procedures in layered manufacturing: A review. Rapid Prototyp. J. 2003, 9, 274–288. [Google Scholar] [CrossRef] [Green Version]
- Abouzaid, K.; Guessasma, S.; Belhabib, S.; Bassir, D.; Chouaf, A. Printability of co-polyester using fused deposition modelling and related mechanical performance. Eur. Polym. J. 2018, 108, 262–273. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Influence of 3d printing fdm process parameters on tensile property of ultem 9085. Procedia Manuf. 2019, 30, 331–338. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of abs: An experimental study using fdm and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Lokesh, N.; Praveena, B.A.; Sudheer Reddy, J.; Vasu, V.K.; Vijaykumar, S. Evaluation on effect of printing process parameter through Taguchi approach on mechanical properties of 3d printed pla specimens using fdm at constant printing temperature. Mater. Today Proc. 2022, 52, 1288–1293. [Google Scholar] [CrossRef]
- Drugă, C.; Șerban, I.; Braun, B.; Tulică, A. Analysis of the Influence of the Layer Height on the Strength of 3d Printed Structures. In Proceedings of the 11th International Conference on Information Science and Information Literacy, Brașov, Romania, 11–12 March 2021; pp. 177–181. [Google Scholar]
- Bintara, R.D.; Lubis, D.Z.; Aji Pradana, Y.R. The effect of layer height on the surface roughness in 3d printed polylactic acid (pla) using fdm 3d printing. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1034, 012096. [Google Scholar] [CrossRef]
- Nair, S.A.O.; Tripathi, A.; Neithalath, N. Examining layer height effects on the flexural and fracture response of plain and fiber-reinforced 3d-printed beams. Cem. Concr. Compos. 2021, 124, 104254. [Google Scholar] [CrossRef]
- Maurya, N.K.; Rastogi, V.; Singh, P. An overview of mechanical properties and form error for rapid prototyping. CIRP J. Manuf. Sci. Technol. 2020, 29, 53–70. [Google Scholar] [CrossRef]
- Doshi, M.; Mahale, A.; Kumar Singh, S.; Deshmukh, S. Printing parameters and materials affecting mechanical properties of fdm-3d printed parts: Perspective and prospects. Mater. Today Proc. 2022, 50, 2269–2275. [Google Scholar] [CrossRef]
- Katiyar, P.C.; Singh, B.P.; Chhabra, M.; Parle, D. Effect of build orientation on load capacity of 3d printed parts. Int. J. Recent Technol. Eng. (IJRTE) 2022, 10, 38–52. [Google Scholar] [CrossRef]
- Tanoto, Y.Y.; Anggono, J.; Siahaan, I.H.; Budiman, W. The effect of orientation difference in fused deposition modeling of abs polymer on the processing time, dimension accuracy, and strength. AIP Conf. Proc. 2017, 1788, 030051. [Google Scholar]
- Eryildiz, M. Effect of build orientation on mechanical behaviour and build time of fdm 3d-printed pla parts: An experimental investigation. Eur. Mech. Sci. 2021, 5, 116–120. [Google Scholar] [CrossRef]
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A method to predict the ultimate tensile strength of 3d printing polylactic acid (pla) materials with different printing orientations. Compos. Part B Eng. 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Ambruş, S.; Muntean, R.; Codrean, C.; Uţu, I.-D. Influence of printing conditions on the mechanical properties of copper-polylactic acid composites obtained by 3d printing fused deposition modelling. Mater. Today Proc. 2022. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Berto, F.; Ayatollahi, M.R.; Reinicke, T. Characterization of 3d-printed pla parts with different raster orientations and printing speeds. Sci. Rep. 2022, 12, 1016. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan Ganesh Iyer, S.; Keles, O. Effect of raster angle on mechanical properties of 3d printed short carbon fiber reinforced acrylonitrile butadiene styrene. Compos. Commun. 2022, 32, 101163. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Level |
|---|---|
| Infill, IF (%) | 100 |
| Nozzle diameter, DN (mm) | 0.4 |
| Printing temperature, TP (°C) | 210 |
| Layer height (mm) | 0.2 |
| Bed temperature, TB (°C) | 60 |
| Printing speed, VP (mm/s) | 50 |
| Support density, SPD (%) | 10 |
| Frame width, WF (mm) | 0.8 |
| Orientation, OR (-) | Vertical (VE), Longitudinal (LO), Lateral (LA) |
| Printing angle, AP (°) | 0, 15, 30, 45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hedjazi, L.; Belhabib, S.; D’Orlando, A.; Guessasma, S. Breaking Material Symmetry to Control Mechanical Performance in 3D Printed Objects. Symmetry 2023, 15, 28. https://doi.org/10.3390/sym15010028
Hedjazi L, Belhabib S, D’Orlando A, Guessasma S. Breaking Material Symmetry to Control Mechanical Performance in 3D Printed Objects. Symmetry. 2023; 15(1):28. https://doi.org/10.3390/sym15010028
Chicago/Turabian StyleHedjazi, Lotfi, Sofiane Belhabib, Angélina D’Orlando, and Sofiane Guessasma. 2023. "Breaking Material Symmetry to Control Mechanical Performance in 3D Printed Objects" Symmetry 15, no. 1: 28. https://doi.org/10.3390/sym15010028