1. Introduction
Historically, the basis for the present-day generation of ultrasound was established in the 1880s with the discovery of the piezoelectric effect by the Curies [
1]. Later in the 1990s, several works pointed out its applications in materials science [
2,
3]. Ultrasound causes high-energy chemistry through the process of acoustic cavitation, which means the formation, growth, and implosive collapse of bubbles in a liquid. Near an extended solid surface, cavity collapse is non-spherical and drives high-speed jets of liquid into the surface. This process can produce newly exposed and highly heated surfaces [
2]. In heterogeneous solid–liquid reactions, ultrasound increases the reactivity of metal powders by as much as 100,000-fold [
3]. Numerous studies have shown the application of ultrasonic frequencies (>20 kHz), known as ultra-sonication, to mineral beneficiation particularly in the interface science [
4], biochemistry [
5], flotation [
6,
7,
8,
9], and hydrometallurgy [
10,
11].
Flotation is one of the most complex but extensively applicable techniques used for separating primary and secondary raw materials in various industries [
12]. It is a physicochemical-based process, which utilizes the difference in surface properties of the valuable and gangue minerals. The theoretical and practical aspects of flotation are complex involving three phases (i.e., solid (particles), liquid (water), and gas (air bubbles) with many subprocesses and interactions [
13,
14]. A little improvement in preconditioning steps may lead to remarkable changes in downstream processes, particularly selective separations. So far, the only pretreatment methods before floating are desliming [
15], attritioning [
16], sulphidization [
17], and ultrasonic- [
18] and microwave-assisted [
19,
20,
21] processes. The most commonly used one is ultrasonic radiation [
22] utilized for emulsifying flotation reagents [
23] and removing surface coatings of clay and iron oxides from mineral surfaces [
24].
Unlike other methods that require a special attribute of the system being activated in order to produce an effect, such as the use of microwaves (dipolar species), electrochemistry (conducting medium), or photochemistry (the presence of a chromophore), ultrasound requires only the presence of a liquid to transmit its energy [
22]. Moreover, using this technique does not cause any chemical change in the material. In ultrasonic processes, frequencies of 10
4 to 10
5 Hz are used, which is substantially lower than the frequency range of 10
8 to 10
10 Hz, where vibrational waves can affect the irregular lines of the crystal lattice [
25]. In flotation processes, acoustic cavitation cleans particle surfaces, minimizes slime coatings, and enhances surfactant adsorptions, in particular, collectors. Acoustic cavitation in a multi-phase system leads to the generation of submicron (nano)-sized bubbles on particle surfaces, which enhances the particle–bubble contact angle. Sound irradiation may change the pH value, surface tension, and oxidation–reduction potential of flotation pulp with a certain variation in local temperature, dissolved oxygen, conductivity, and pressure [
26,
27].
Aside from many studies focusing on the positive impact of the ultrasound on coal flotation [
28,
29,
30,
31,
32], few works have reported its role in copper beneficiation processes. In this context, Videla et al. [
33] applied ultrasound treatment using nine ultrasonic transducers (Clangsonic 2045-68LB P8) at different configurations (i.e., ultrasound conditioning, ultrasound flotation, and flotation and conditioning with ultrasound) on El Teniente plant’s tailings to enhance copper recovery. It was indicated that when ultrasound was applied during conditioning and flotation (8 L mechanical Denver cell), copper recovery increased up to 3.5% by cleaning particle surfaces, minimizing slime coatings, and facilitating the action of the reagents. Cilek and Ozgen [
34] located an ultrasonic probe (Bandelin Sonoplus HD 2200, 20 kHz, 0.2 kW) into the froth phase of a 2 L Denver laboratory flotation cell. The experimental results showed that the pulp recovery of a chalcopyrite-based ore sample was considerably improved specifically at intermediate- and low-level froth depths. However, the froth recovery reduced owing to an increase in bubble coalescence and a reduction of available bubble surface area. Hernández et al. [
35] comparatively studied the impact of high-intensity conditioning and ultrasonic radiation on the floatability of a finely ground Chilean copper ore (El Teniente, Codelco) using a 2.7 L Denver mechanical cell. It was disclosed that the ultrasonic treatment could provide a promising improvement in copper recovery with 1/3 energy consumption compared to the high-intensity conditioning. Aldrich and Feng [
22] applied a 5 L ultrasonic bath (20 kHz and specific power of 2 W/cm
2) to a base metal sulphide (Merensky ore samples, South Africa) by containing the noble metals and liberated platinum group minerals. They found that after ultrasonic excitation, the floatability of the sulphides improved significantly, and the silicates were also depressed to some extent.
Other works related to the current subject are only limited to colemanite [
36], ilmenite [
37], magnesite [
38], phosphate [
39], calcite, barite, and quartz [
35,
40], copper ore [
34], copper tailing [
33], arsenopyrite [
41], quartz [
42,
43,
44], pyrite [
27,
45], galena [
46,
47], and feldspar [
48] in the literature. Nevertheless, most of those studies did not cover the entire possible configurations of homogenizer and ultrasonic bath during flotation processes. Another important fact that has not been adequately addressed in the previous studies is the impact of ultrasound on different stages of the flotation process. Most of the research works have reported the impact of the ultrasonic treatment only on the rougher flotation stage [
33,
49] without considering it further in the scavenger, cleaner, and re-cleaner stages. Although the beneficial effect of ultrasonication either as a pretreatment or during the flotation process is well recognized on the laboratory scale, its application on an industrial scale remains limited.
In this paper, four different operating configurations were examined in a copper porphyry ore flotation, including (I) conventional flotation, (II) homogenizer, (III) ultrasonic bath, and (IV) combination of a homogenizer and an ultrasonic bath. Furthermore, the effect of acoustic waves was initially explored in both the froth and pulp flotation zones at the rougher and re-cleaner stages.
2. Materials and Methods
2.1. Sampling and Preparations
The initial representative bulk ore samples were taken from the ball mill’s feed (F
80 = 15 mm) from the Sarcheshmeh porphyry copper concentration plant located in Rafsanajan, Iran. This plant is one of the largest copper concentrators worldwide producing 50,000 tons of copper concentrate per month with an average grade of 28–32% Cu in the final re-cleaner flotation [
50,
51]. Annually, 3500–4000 tons of molybdenite concentrate is produced as a by-product with a grade between 53–55% Mo [
52]. Detailed information about the operating properties of the grinding and flotation circuits is given elsewhere [
53]. The sampling process was carried out during a day after ensuring that the circuit was operating under a steady-state condition. The present samples were taken from the conveyor belt after shutting down the primary ball mill.
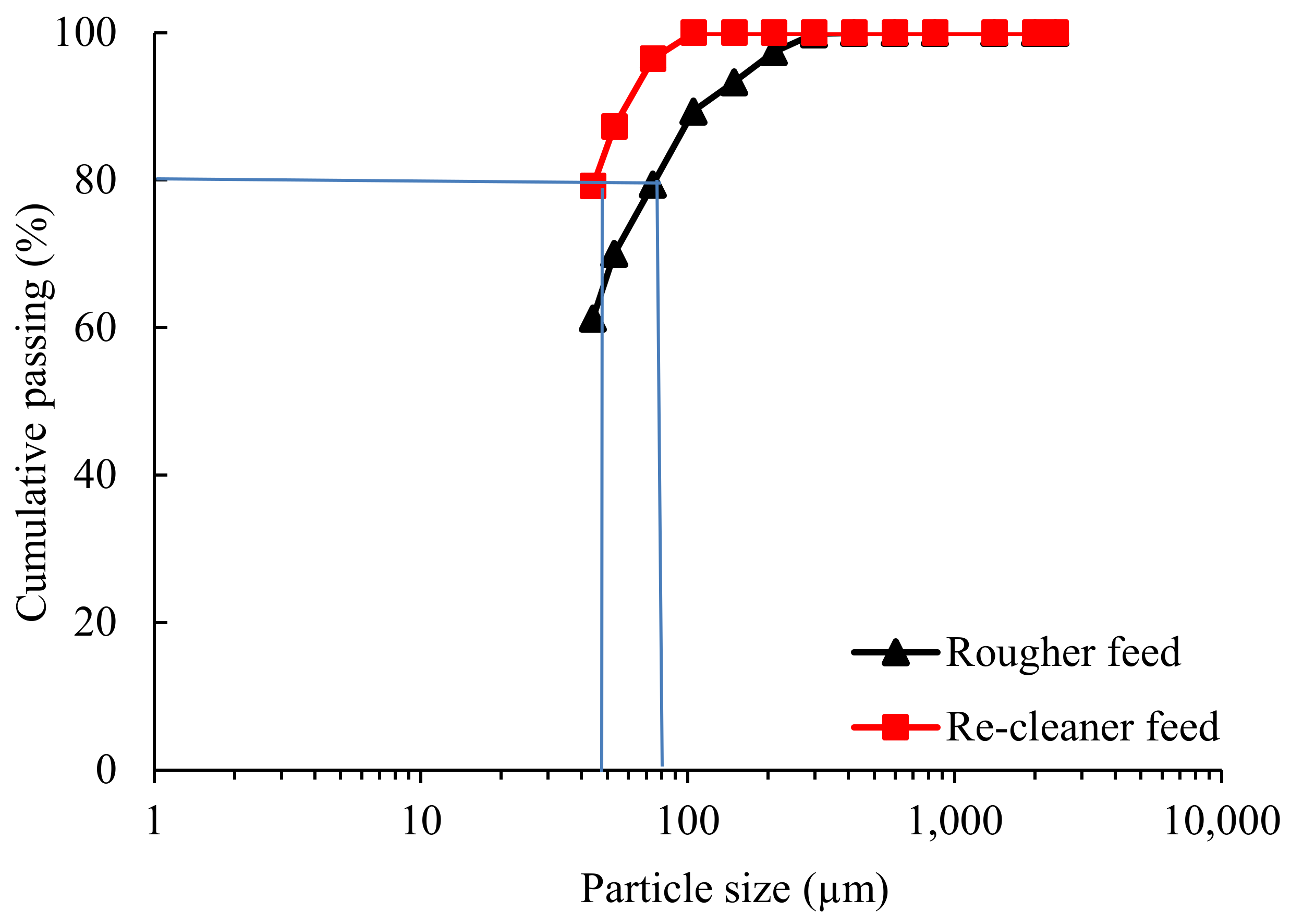
The samples were prepared after two stages of laboratory comminution including crushing in a jaw crusher (Retsch, BB100, Haan, Germany) and grinding by a standard Bond ball mill to break the particle sizes down to <2 mm and <0.074 mm, respectively. The samples were homogenized and subsequently split by means of cones and riffles. To keep the effect of particle size distribution in the flotation experiments constant, the grinding time was selected in a way to reach P
80 = 74 µm and 44 µm at the rougher and re-cleaner stages, respectively. These P
80 values are the standard and optimum particle sizes acquired on the industrial scale to achieve a maximum liberation degree of chalcopyrite (approximately 75–80%) as the predominant copper-bearing mineral in the ore. The role of particle size on the laboratory and industrial scales has been investigated and reported by authors in previous works [
54,
55].
Figure 1 displays the sample’s particle size distributions measured by a dry sieving analysis, which was conducted in a dry environment choosing the US sieve series and Taylor mesh sizes.
2.2. Chemical Characterization
Chemical analyses were carried out using atomic absorption spectroscopy (Varian, AA 220FS, California, United States) and X-ray fluorescence (Philips, 1480-PW model). Mineralogical analyses for the identification of mineral mode were performed using the spot counting method via optical microscopy (Leica, DM-LP, Wetzlar, Germany) and an in-house developed software at the central laboratories of the Sarcheshmeh copper complex. Detailed information regarding the sample preparation procedures for these analyses can be found elsewhere [
56].
Table 1 presents the chemical composition and
Table 2 shows the mineralogical analysis of the sample. As shown, the predominant copper-bearing mineral of the ore sample is chalcopyrite, and the main iron-bearing minerals are pyrite and chalcopyrite. Hence, chalcopyrite can be the representative of Cu recovery, and after subtracting its iron content in the concentrate, the pyrite recovery is considered as the recovery of Fe.
2.3. Contact Angle Measurement
To understand the impact of ultrasonication on mineral hydrophobicity and simulate the particle surface changes under the given operating condition of ultrasonic bath in the flotation experiments, contact angle measurements were performed. A thin-layer section of the mineral of interest (chalcopyrite) was prepared for the contact angle measurements. An optical contact angle measuring system (OCA 50 series, DataPhysics, Filderstadt, Germany) with an electronic dosing function was utilized for determining mineral wettability characteristics using the captive bubble method. To reach a reasonable reproducibility, wettability tests were repeated four times, and error propagation was calculated at 95% confidence level. Prior to measurements, the mineral surface was polished with a DiaPro 1/4 µm diamond suspension on a DP-Nap polishing cloth for 30 s. Subsequently, the sample was cleaned in a beaker with deionized water in an ultrasonic bath for 5 min. Afterward, it was rinsed with HPLC–grade ethanol and swiped with a lint-free cloth. To wipe out any potential contaminations on the mineral surface, it was washed three times with Milli–Q water and blow-dried with pressurized air. The Young–Laplace equation was fitted to calculate the contact angle. To keep the effect of water composition in the measurements constant, a large volume of deionized water was stored and used for all the experiments, while its temperature and pH level were monitored continuously.
2.4. Flotation Experiments
Rougher flotation tests were performed using a mechanically agitated Denver flotation machine with an impeller speed of 1400 rpm in a 4.2 L cell following the standard flotation procedure in the Sarcheshmeh beneficiation plant [
57,
58,
59]. Initially, the pulp with 28% solids was entered to the cell, and then the pH was adjusted at 11.8 with lime (Ca(OH)
2) and conditioned for 3 min. After this period, the collector and frother reagents were added with corresponding conditioning times of 1 and 2 min. At the rougher stage and after the aeration, cumulative timed concentrates were collected for 8 min, while the froth was scraped every 10 s.
The re-cleaner flotation tests were undertaken in a 1 L Denver flotation cell with an agitating rate of 900 rpm and 15% solid content, and incremental froth was collected for 4 min accumulatively. To do this, the rougher concentrate was firstly re-ground to reach a product size of P80 = 44 µm. Thereafter, the product was poured into a 1 L flotation cell for preparation of the cleaner experiment. At this stage, 30% of the collector dosage used in the rougher stage was added and the slurry conditioned for 2 min at a pH of 12. The airflow was turned on and the froth collection was started for 3 min. Eventually, the concentrate of the cleaning stage was poured into a 1 L vessel for the re-cleaner experiment. The concentrates and tailings were then filtered, dried, weighed, and assayed. The grade of copper and iron in each section was measured using the X-ray fluorescence technique.
The reagent types and dosages were selected according to the standard conditions of the Sarcheshmeh copper processing plant [
60]. A mixture of sodium isopropyl xanthate (Z11, C
4H
7NaOS
2, 15 g/t) and butyl sodium dithiophosphate (Flomin 7240, Na
3PS
2O
2, 25 g/t) was used as collectors, whereas methyl isobutyl carbinol (MIBC, (CH
3)
2CHCH
2CH(OH)CH
3, 15 g/t) and polypropylene glycol (F742, H[OCH(CH
3)CH
2]
nOH, 15 g/t) were employed as frothers.
To evaluate the performance of flotation tests and the effect of ultrasonic waves, chalcopyrite and pyrite recoveries were calculated using the mass balance method based on Equation (1):
where
R (%) is recovery,
C (g) is the dry weight of the concentrate,
c denotes the grade of concentrate, and
F (g) and
f represent the dry weight of the feed and its grade, respectively.
Furthermore, Gaudin’s selectivity index (SI) [
61] was selected as the key indicator for evaluating the metallurgical efficiency of the separation, which has been confirmed as a useful estimator in froth flotation processes [
62,
63].
Gaudin (1939) proposed the SI as the convenient measure of two-product separation. The selectivity index is a geometrical mean of the relative rejections and relative recoveries of two components (minerals, metals, or groups of minerals or metals) [
64].
Chalcopyrite mass was calculated based on its content (copper grade) and mass recovery. The amount of chalcopyrite was measured from the copper content by the following equation:
To calculate the selectivity index of valuable chalcopyrite from gangue minerals (i.e., pyrite, silicates, and the rest of the minerals), the SI (Equation (3)) was defined as a comprehensive indicator by considering copper content in the feed and concentrate:
where
Rm (%) is the chalcopyrite recovery and
Rg (%) denotes the gangue recovery in the concentrate, which was formulated based on the copper contents in the feed and concentrate as Equation (4):
where
is the mass recovery and
and
represent copper grades in the concentrate and feed, respectively.
2.5. Ultrasonic Treatment
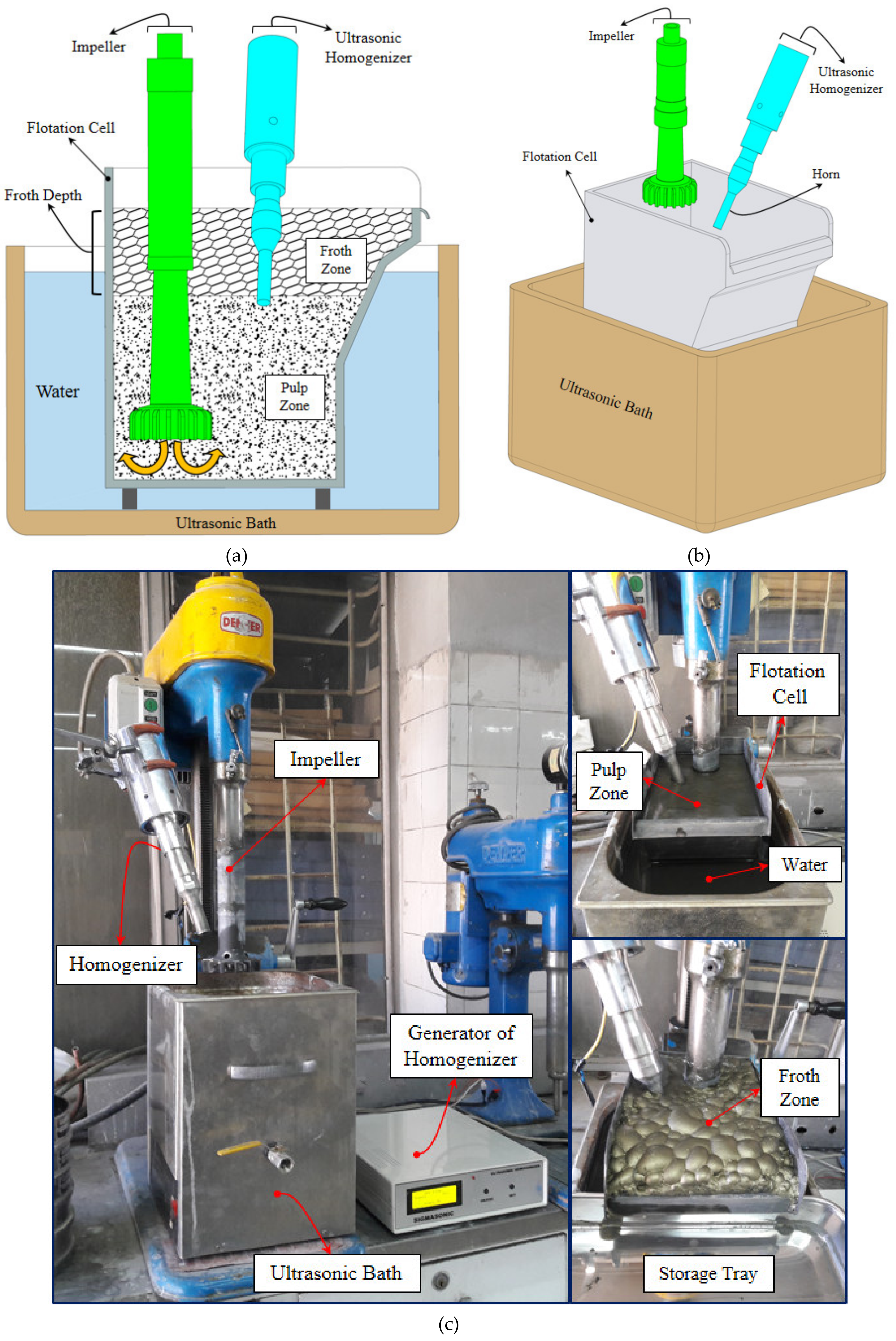
A homogenizer (CS-300-35 model, Behin Tamin Ahura Co., Isfahan, Iran) and an ultrasonic bath (BTA-20 model, Isfahan, Iran) were used in the ultrasonic treatments. The homogenizer was operated at 21 kHz frequency, 1 kW total power of a generator (MPI model, Le Locle, Switzerland), and a maximum oscillatory amplitude of 40 µm. In order to apply vibration to the bubbles in the froth zone, the homogenizer’s horn was placed at the boundary of the pulp and froth phases. The homogenizer was operated at two power levels, namely low (0.4 kW) and high (0.8 kW), to investigate its power impact on the overall performance of the flotation process.
The ultrasonic bath was positioned at the bottom of the flotation cell. It ran at 35 kHz resonance frequency, 0.3 kW power, and a maximum oscillating of 10 µm. The variability of the liquid temperature in the presence and absence of the ultrasonic bath was determined to be 27.3 ± 1.2 °C and 19.2 ± 1.0 °C, respectively. Since the ultrasound loses energy during propagation in water [
65], solid concentration was kept constant for all flotation experiments.
Figure 2 displays the schematic view of the experimental settings for this study. The simultaneous ultrasonic and flotation tests were conducted at different configurations as (I) conventional flotation (CF), (II) homogenizer (H), (III) ultrasonic bath (UB), and (IV) combination of a homogenizer and an ultrasonic bath (HUB) (
Table 3).
4. Conclusions and Recommendations
The present study focused on determining the impact of four variant operating configurations with respect to simultaneous ultrasonication and batch flotation in a copper complex ore. These different operations used conventional flotation, homogenizer, ultrasonic bath, and a combination of homogenizer and ultrasonic bath, which were examined in both rougher and re-cleaner flotation stages. The ultrasonic vibration was generated during the flotation using a homogenizer and an ultrasonic bath at the froth and bulk zones, respectively. The rougher and re-cleaner flotation experiments were conducted in 4.2 L and 1 L Denver-type mechanically agitated cells.
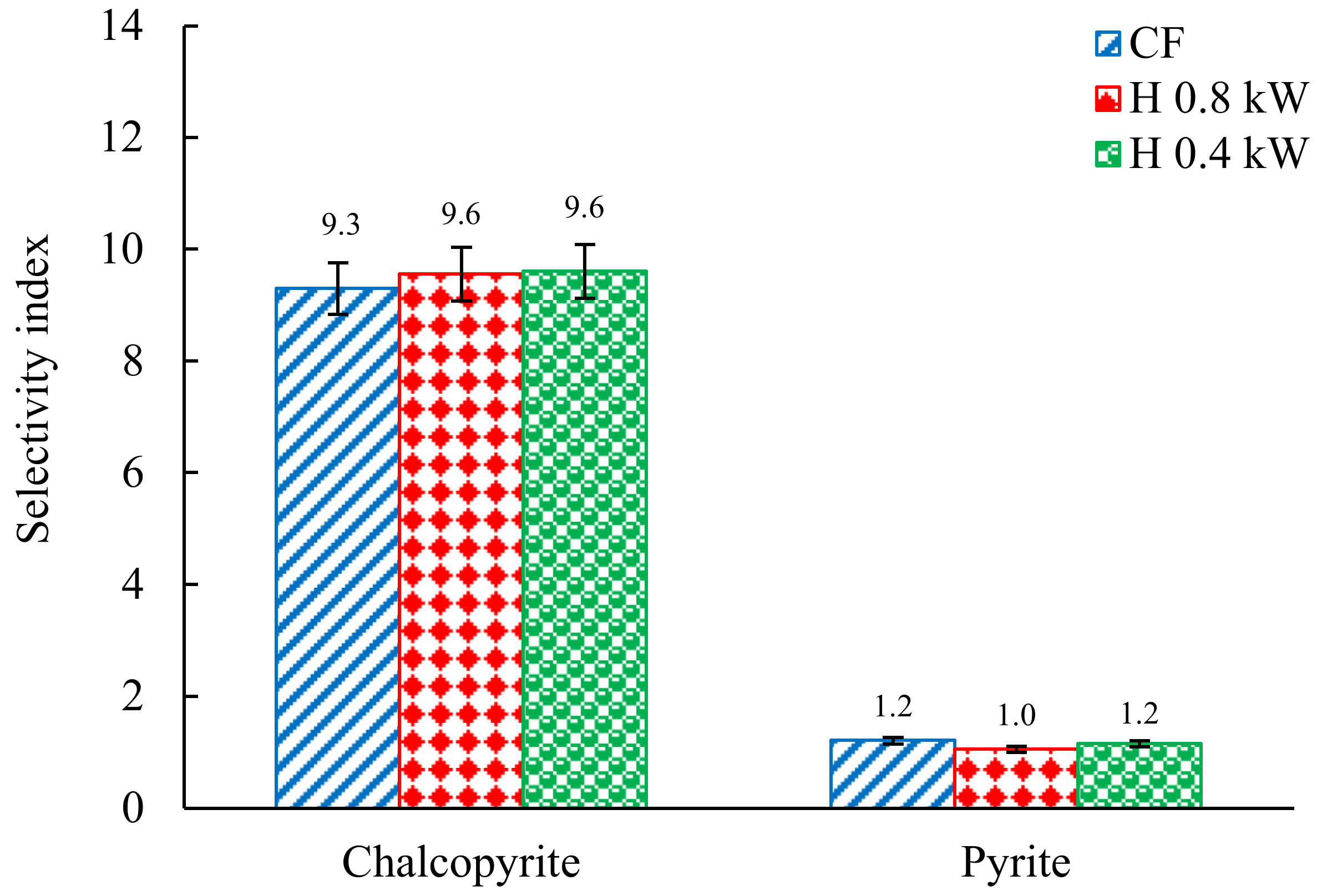
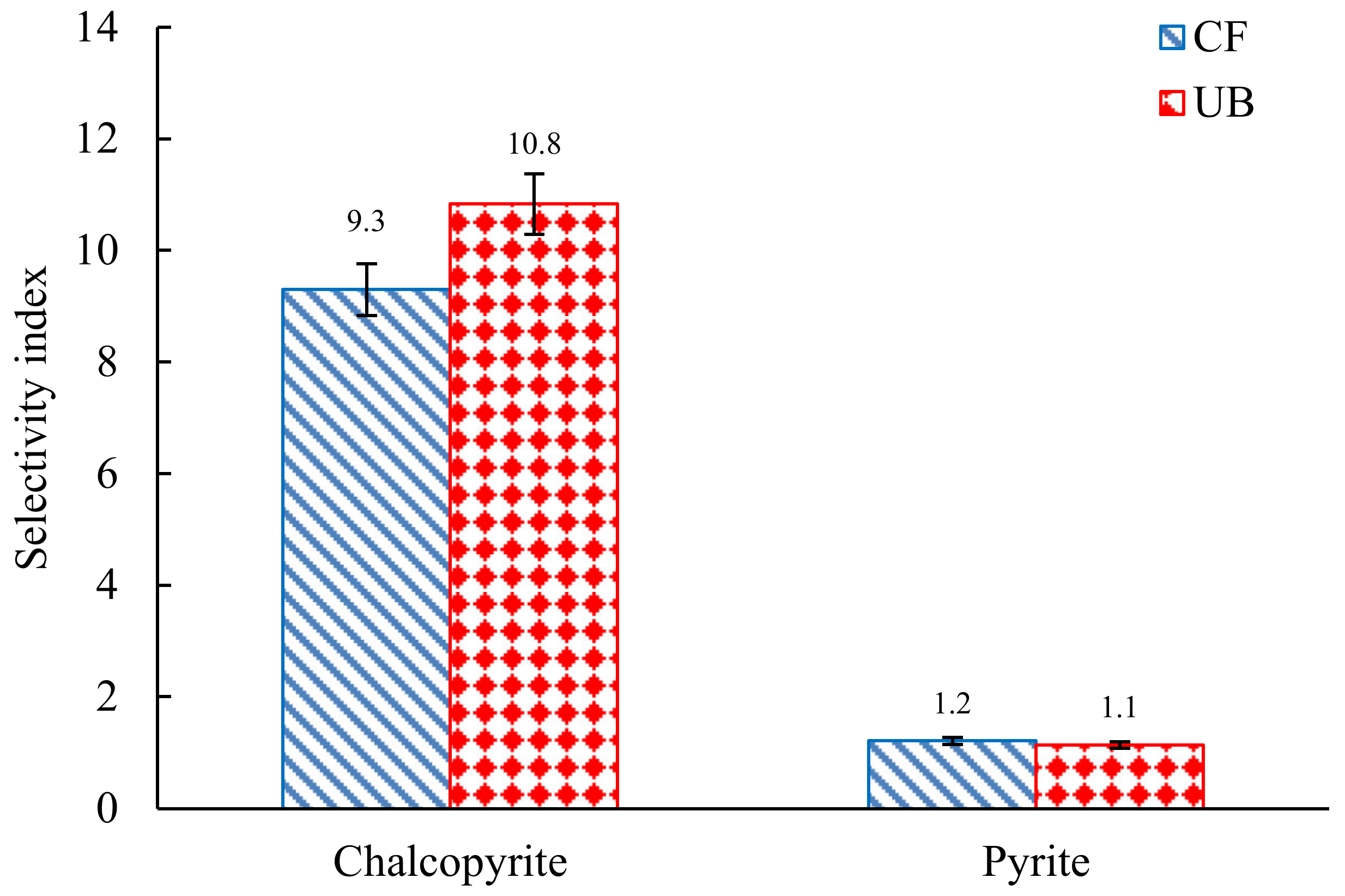
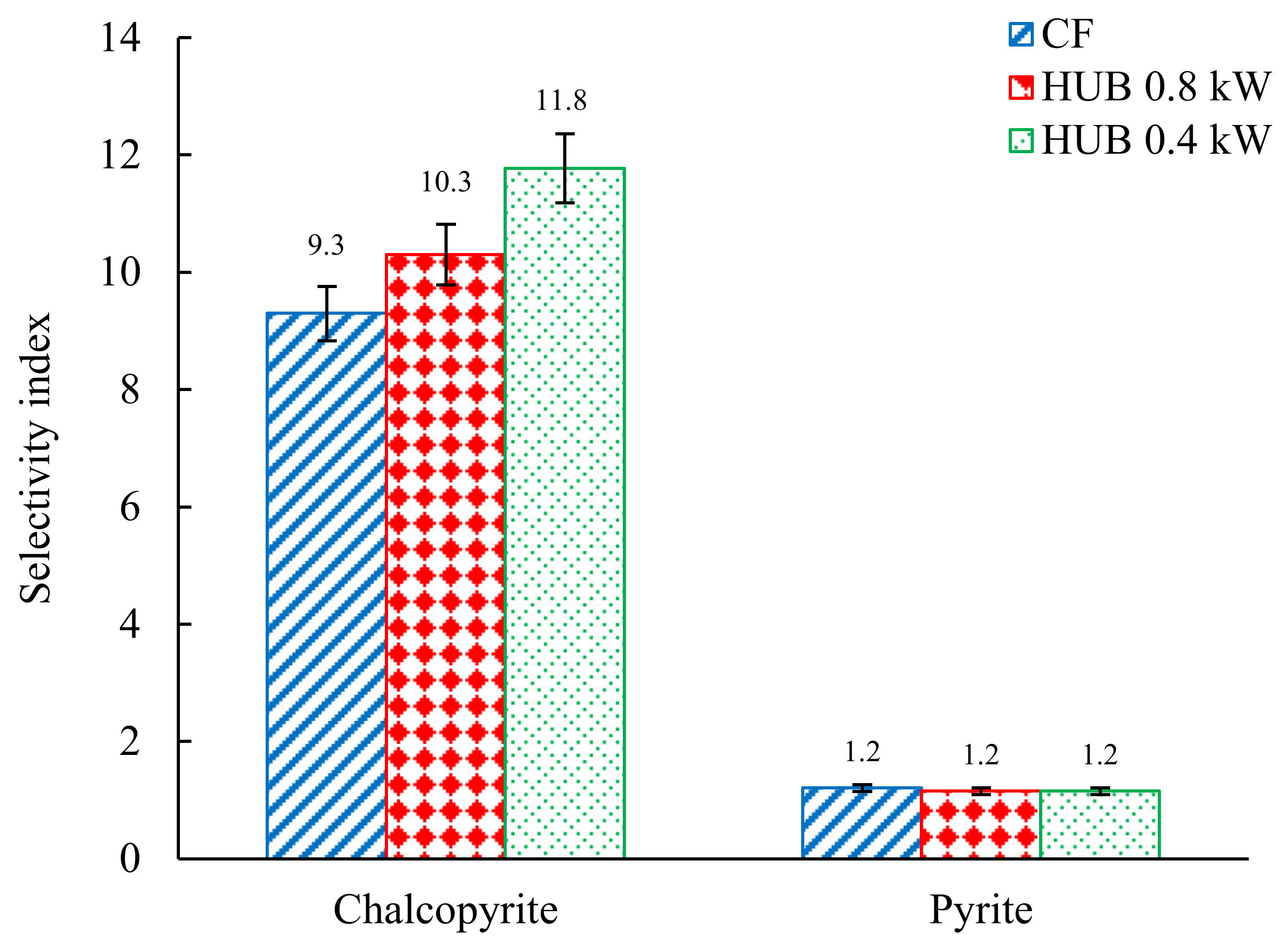
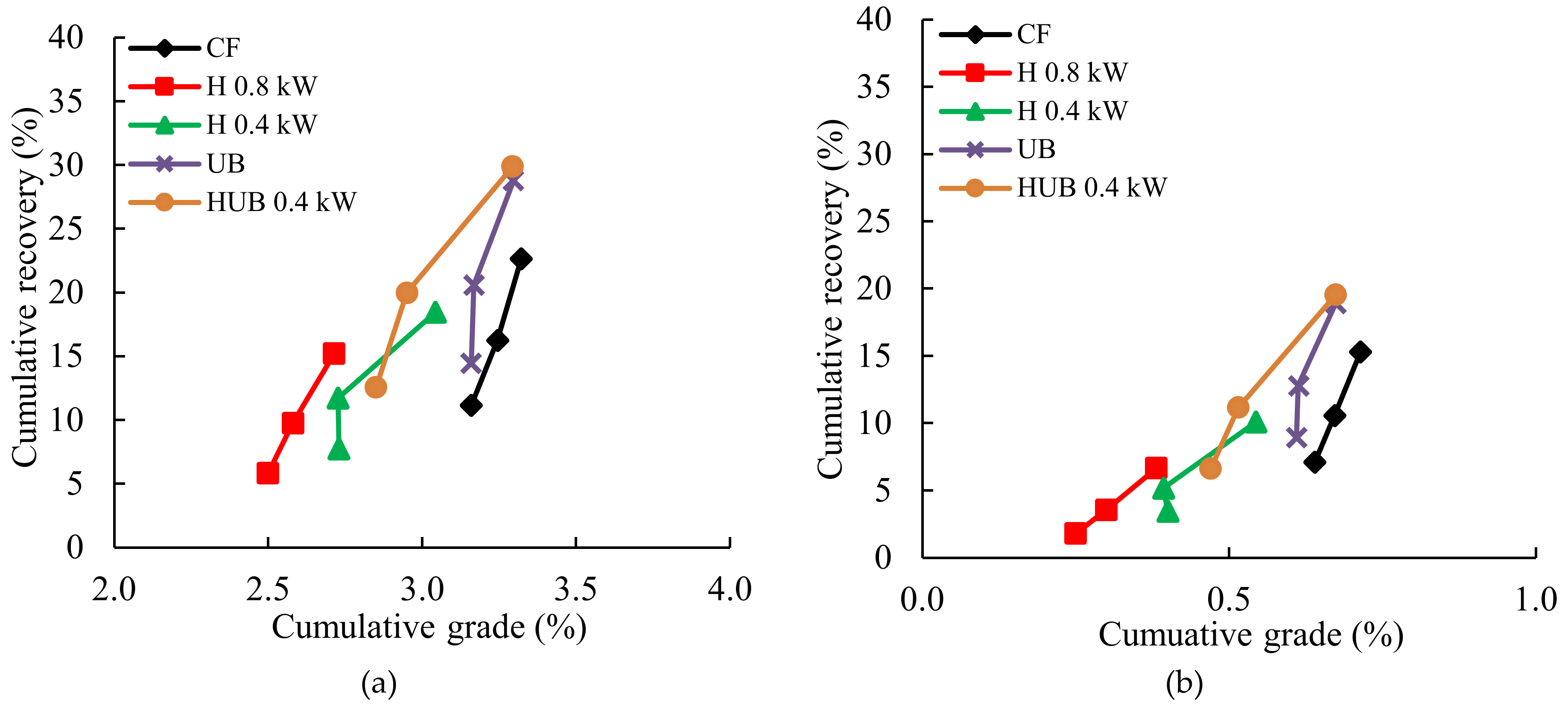
The comparative analysis between the chalcopyrite and pyrite SI values obtained from the traditional flotation process and using a homogenizer as the ultrasonic source at two power levels disclosed that the homogenizer did not have a significant impact on the selective separation of pyrite and chalcopyrite. Nevertheless, applying the homogenizer at 0.4 kW induced a relative improvement of 19.5% in the recovery of chalcopyrite compared to the conventional flotation. It also lowered pyrite grade and recovery by about 0.6% and 3.2%, respectively. Exposing the sample to the ultrasonic bath upgraded the selectivity of chalcopyrite from 9.3 to 10.8, although the corresponding amount of pyrite dropped slightly from 1.2 to 1.1. Furthermore, the recovery of chalcopyrite was reduced from 86.4% to 84.8%, but its grade was considerably increased from 21.5% to 28.9%. In the case of pyrite, the ultrasonic bath changed its grade and recovery by approximately 1.4% and 27.7%, respectively. Mechanical vibration increased the chalcopyrite’s contact angle from 53.5 ± 2.3° to 60.1 ± 1.5° due to the synergetic effect of the increasing temperature, the formation of submicron (nano)-sized bubbles on mineral surfaces, and most importantly the cleaning of particle surfaces in the bulk solution. Additionally, the results showed that if the ultrasonic bath and the homogenizer (at 0.4 kW power) operated simultaneously during the rougher flotation, chalcopyrite could be selectively separated by upgrading its grade and recovery by about 18.1% and 2.8%. Finally, it was concluded that in addition to the power and time of ultrasonication, its configuration is another critical factor in ultrasonic-assisted flotation processes. Operating a combination of the ultrasonic bath with the homogenizer (at 0.4 kW power) in the rougher stage was selected as the most favorable configuration in this study with respect to the given amounts of selectivity, grade, and recovery. In the cleaning stage, however, the results showed that applying the homogenizer without adding the ultrasonic bath was a favorable treatment to gain higher grades.
According to the results obtained in this work, arguments, and the information given in the literature, many unknown phenomena occur in the application of ultrasonic-assisted flotation processes. These knowledge gaps require further study in future works. We have listed the major points as follows:
The impact of acoustic waves on the particle surface, especially its surface roughness charges and zeta potential charge, is unclear. Further investigations are highly recommended in this regard.
Little attention has been drawn to the role of acoustic waves in microscopic subprocesses of particle–bubble interactions, particularly attachment and detachment efficiencies. Future studies are required to explore these processes.
Although improvement in recoverability of valuable minerals on the laboratory scale is extensively documented, there is a considerable lack of industrial surveys concerning the application of ultrasonication to froth flotation. Further studies are recommended in this sense.
Interestingly, the role of effective parameters including liquid temperature, conductivity, dissolved oxygen level, pH, and, most importantly, solution chemistry together with their interconnection effects have rarely been reported in the literature. Therefore, studies are suggested in this regard.
Although ultrasonic-assisted flotation in the bulk zone of a mechanical flotation cell has been adequately investigated, the froth zone and its characteristics (e.g., froth structure, frothability, and its mobility) need further detailed studies.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}