
Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell



Abstract
1. Introduction
2. Materials and Methods
2.1. Test Conditions
2.2. Feed Characterisation
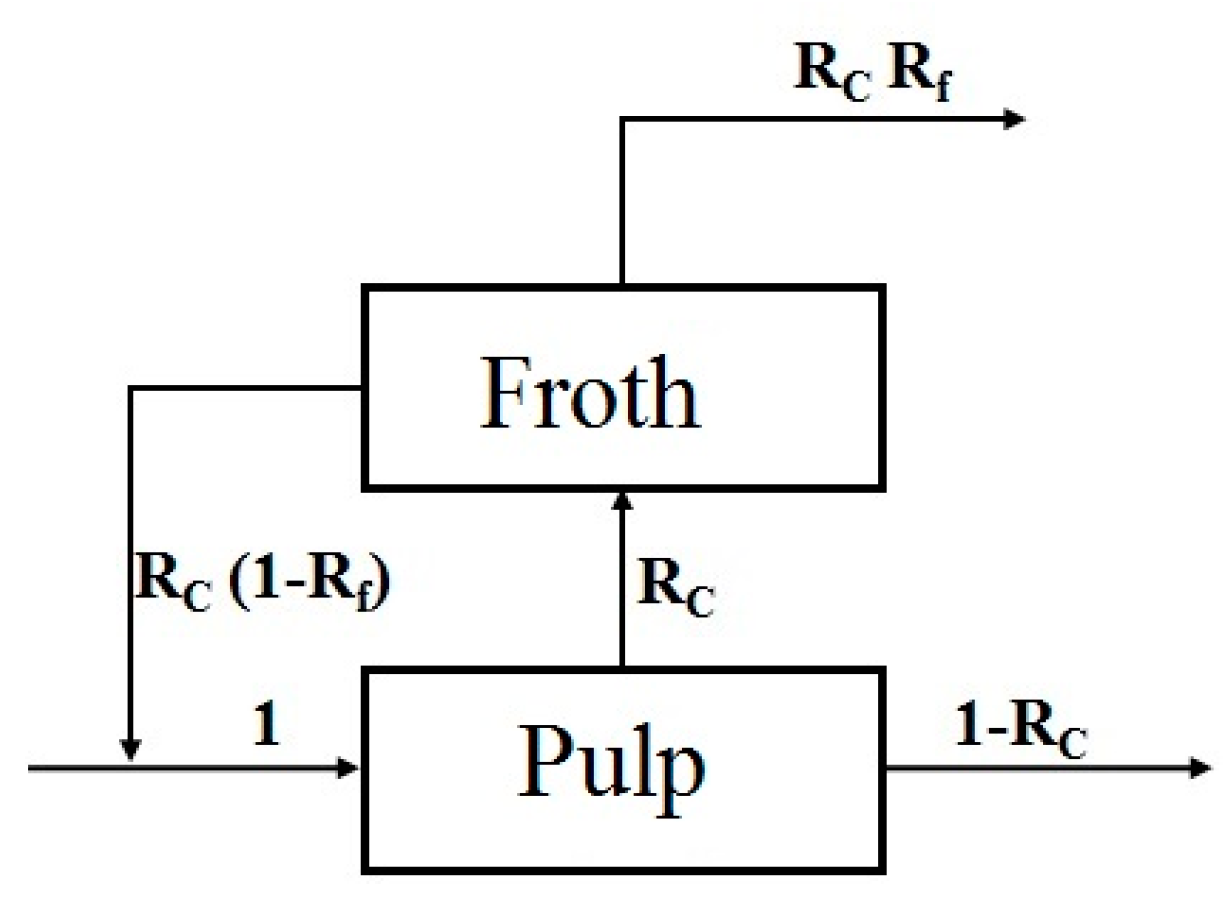
2.3. Froth Recovery Measurements
3. Results and Discussion
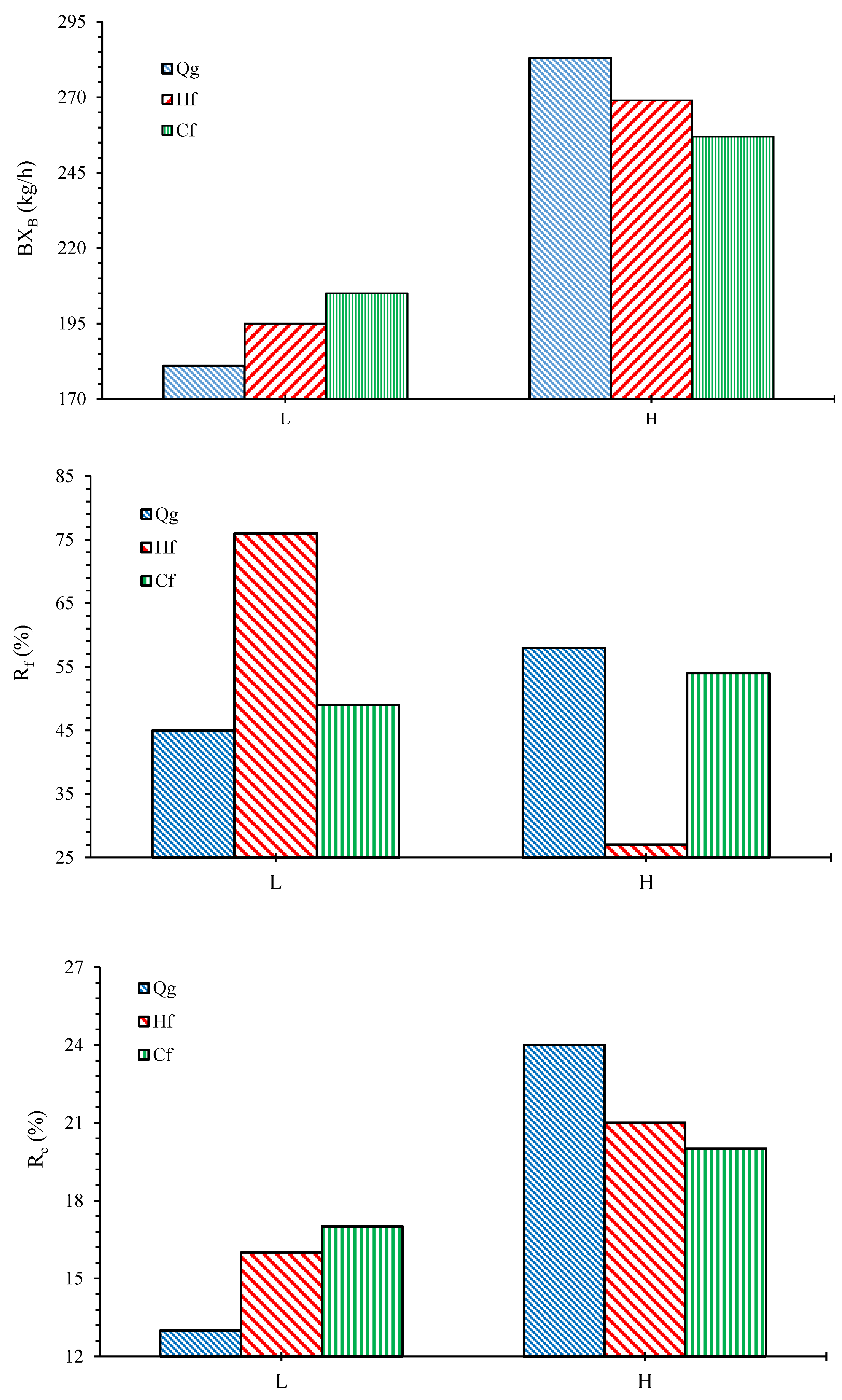
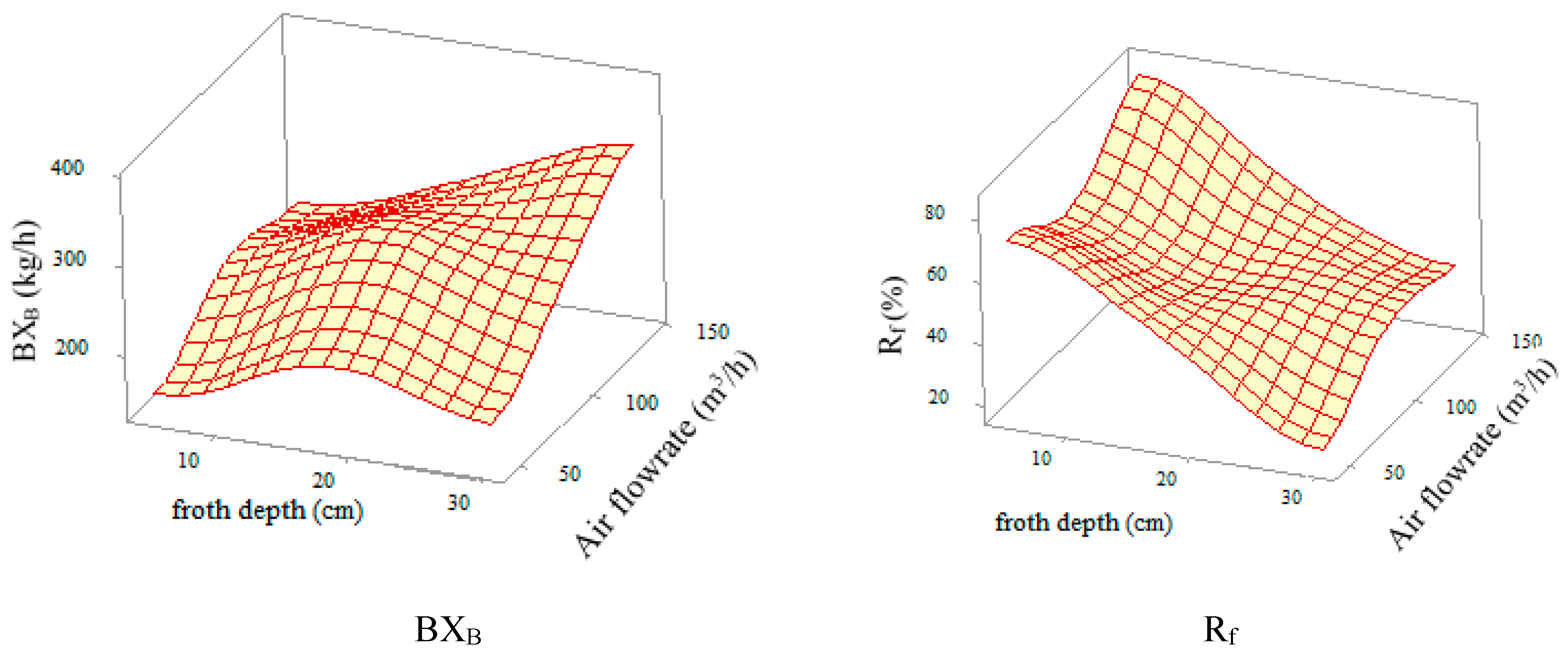
3.1. Mass Flowrate of the Minerals to the Froth Phase
3.2. Froth Recovery
3.3. Collection Zone Recovery
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vera, M.; Mathe, Z.; Franzidis, J.-P.; Harris, M.; Manlapig, E.; O’Connor, C. The modelling of froth zone recovery in batch and continuously operated laboratory flotation cells. Int. J. Miner. Process. 2002, 64, 135–151. [Google Scholar] [CrossRef]
- Yianatos, J.; Moys, M.; Contreras, F.; Villanueva, A. Froth recovery of industrial flotation cells. Miner. Eng. 2008, 21, 817–825. [Google Scholar] [CrossRef]
- Bhondayi, C.; Moys, M. Determination of sampling pipe (riser) diameter for a flotation bubble load measuring device. Miner. Eng. 2011, 24, 1664–1676. [Google Scholar] [CrossRef]
- Falutsu, M.; Dobby, G. Froth performance in commercial sized flotation columns. Miner. Eng. 1992, 5, 1207–1223. [Google Scholar] [CrossRef]
- Seaman, D.R.; Franzidis, J.P.; Manlapig, E.V. Bubble load measurement in the pulp zone of industrial flotation machines-a new device for determining the froth recovery of attached particles. Int. J. Miner. Process. 2004, 74, 1–13. [Google Scholar] [CrossRef]
- Dyer, C. An investigation into the Properties of the Froth Phase in the Flotation Process. Master’s Thesis, University of Witwatersrand, Johannesburg, South Africa, 1995. [Google Scholar]
- Rahman, R.M.; Ata, S.; Jameson, G.J. Froth recovery measurements in an industrial flotation cell. Miner. Eng. 2013, 53, 193–202. [Google Scholar] [CrossRef]
- Vera, M.; Franzidis, J.; Manlapig, E. Simultaneous determination of collection zone rate constant and froth zone recovery in a mechanical flotation environment. Miner. Eng. 1999, 12, 1163–1176. [Google Scholar] [CrossRef]
- Savassi, O.N.; Alexander, D.J.; Johnson, N.W.; Manlapig, E.V.; Franzidis, J.P. Measurement of froth recovery of attached particles in industrial cells. In Proceedings of the Sixth Mill Operators Conference, Melbourne, Australia, 6–8 October 1997. [Google Scholar]
- Alexander, D.; Franzidis, J.; Manlapig, E. Froth recovery measurement in plant scale flotation cells. Miner. Eng. 2003, 16, 1197–1203. [Google Scholar] [CrossRef]
- Yianatos, J.; Bergh, L.; Cortés, G. Froth zone modelling of an industrial flotation column. Miner. Eng. 1998, 11, 423–435. [Google Scholar] [CrossRef]
- Neethling, S. Simple approximations for estimating froth recovery. Int. J. Miner. Process. 2008, 89, 44–52. [Google Scholar] [CrossRef]
- Ostadrahimi, M.; Farrokhpay, S.; Gharibi, K.; Dehghani, A.; Aghajanloo, M. Effects of flotation operational parameters on froth stability and froth recovery. J. S. Afr. Inst. Min. Met. 2021, 121, 11–20. [Google Scholar] [CrossRef]
- Seaman, D.; Manlapig, E.; Franzidis, J.-P. Selective transport of attached particles across the pulp–froth interface. Miner. Eng. 2006, 19, 841–851. [Google Scholar] [CrossRef]
- Amelunxen, P.; Ladouceur, R.; Amelunxen, R.; Young, C. A phenomenological model of entrainment and froth recovery for interpreting laboratory flotation kinetics tests. Miner. Eng. 2018, 125, 60–65. [Google Scholar] [CrossRef]
- Farrokhpay, S. The significance of froth stability in mineral flotation—A review. Adv. Colloid Interface Sci. 2011, 166, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Ata, S. Phenomena in the froth phase of flotation—A review. Int. J. Miner. Process. 2012, 102–103, 1–12. [Google Scholar] [CrossRef]
- Park, S.; Huang, K.; Yoon, R.-H. Predicting bubble coarsening in flotation froth: Effect of contact angle and particle size. Miner. Eng. 2018, 127, 256–264. [Google Scholar] [CrossRef]
- Pugh, R. Foaming, foam films, antifoaming and defoaming. Adv. Colloid Interface Sci. 1996, 64, 67–142. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Zanin, M. An investigation into the effect of water quality on froth stability. Adv. Powder Technol. 2012, 23, 493–497. [Google Scholar] [CrossRef]
- Xuan, Q.; Wang, L.; Nguyen, V. Correlation of air recovery with froth stability and separation efficiency in coal flotation. Miner. Eng. 2013, 41, 25–30. [Google Scholar]
- Gorain, B.; Oravainen, H.; Allenius, H.; Peaker, R.; Weber, A.; Tracyzk, F. Mechanical Froth Flotation Cells, in Froth Flotation A Century of Innovation; Fuerstenau, M.C., Jameson, G.J., Yoon, R., Eds.; Society for Mining, Metallurgy, and Exploration, SME: Englewood, CO, USA, 2009; pp. 709–710. [Google Scholar]
- Napier-Munn, T.J. Statistical Methods for Mineral Engineers-How to Design Experiments and Analyse Data; JKMRC: Brisbane, Australia, 2014. [Google Scholar]
- Li, C.; Runge, K.; Shi, F.; Farrokhpay, S. Effect of froth rheology on froth and flotation performance. Miner. Eng. 2018, 115, 4–12. [Google Scholar] [CrossRef]
- Ostadrahimi, M.; Gharibi, K.; Dehghani, A.; Farrokhpay, S. Estimating Bubble Loading in Industrial Flotation Cells. Minerals 2019, 9, 222. [Google Scholar] [CrossRef]
- Wang, L.; Xing, Y.; Wang, J. Mechanism of the combined effects of air rate and froth depth on entrainment factor in copper flotation. Physicochem. Probl. Miner. Process. 2020, 56, 43–53. [Google Scholar]
- Hadler, K.; Cillier, J.J. The relationship between the peak in air recovery and flotation bank performance. Miner. Eng. 2009, 22, 451–455. [Google Scholar] [CrossRef]
- Neethling, S.; Brito-Parada, P. Predicting flotation behaviour—The interaction between froth stability and performance. Miner. Eng. 2018, 120, 60–65. [Google Scholar] [CrossRef]
- Mesa, D.; Morrison, A.J.; Brito-Parada, P.R. The effect of impeller-stator design on bubble size: Implications for froth stability and flotation performance. Miner. Eng. 2020, 157, 106533. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO. | a | b | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
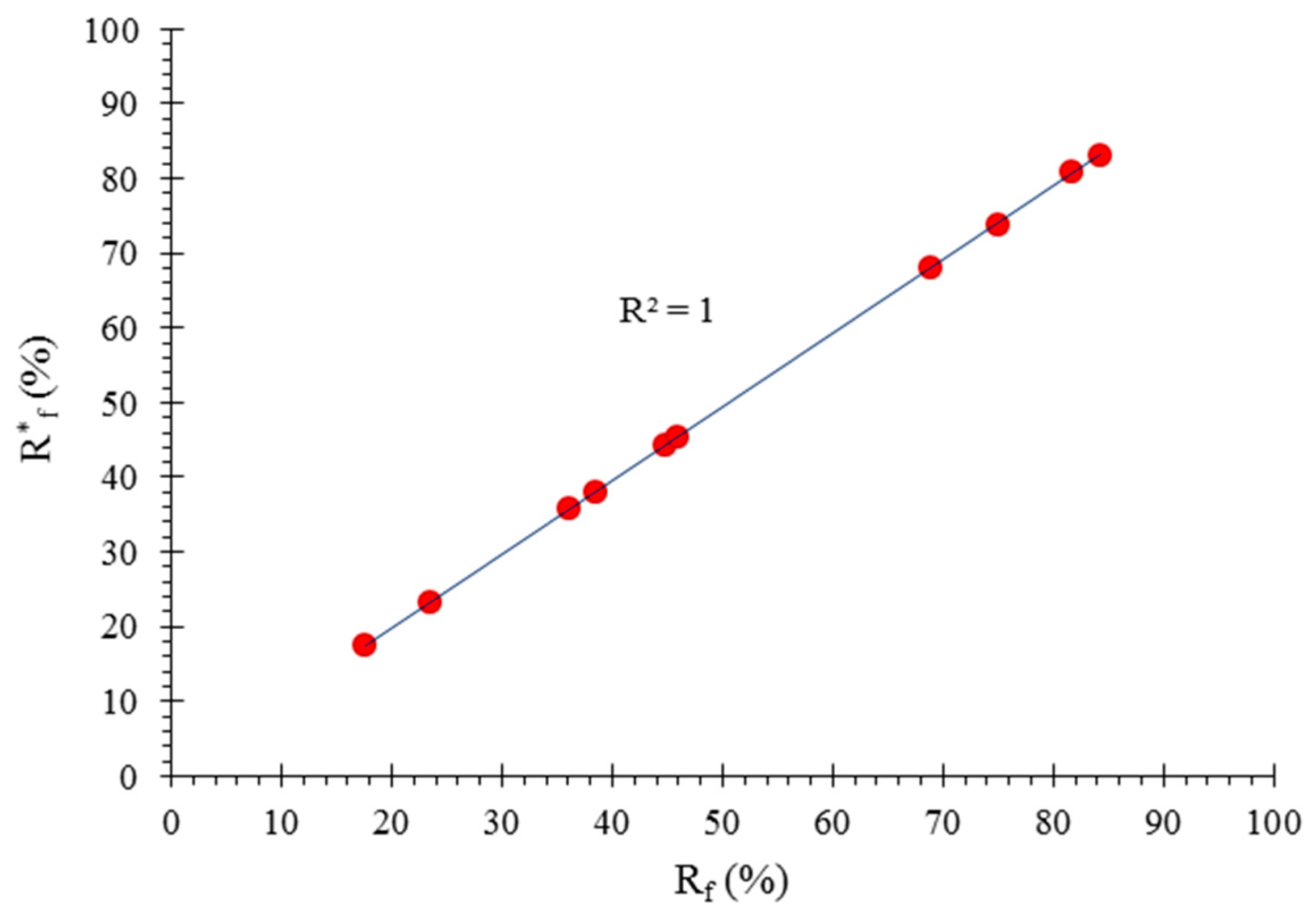
| Frother Dosage (mL/min) | Froth Depth (cm) | Air Flowrate (m3/h) | Feed Flowrate (t/h) | S % | Fe % | B (t/h) | XB (%) | C (t/h) | Xc (%) | M*c (kg/h) | RG (%) | Rc (%) (Equation (1)) | Rf (%) (Equation (5)) | R*f (%) (Equation (7)) | |Rf − R*f| (%) | |
| 1 | 70 | 5 | 45 | 108 | 1.09 | 65.70 | 0.94 | 15.07 | 0.79 | 12.35 | 96 | 8.29 | 11.72 | 68.87 | 68.07 | 0.80 |
| 2 | 150 | 5 | 45 | 110 | 1.09 | 65.02 | 0.99 | 16.75 | 0.98 | 12.67 | 122 | 10.36 | 13.53 | 74.88 | 73.81 | 1.07 |
| 3 | 70 | 30 | 45 | 108 | 1.04 | 66.15 | 1.08 | 15 | 0.19 | 14.98 | 28 | 2.53 | 12.94 | 17.57 | 17.49 | 0.08 |
| 4 | 150 | 30 | 45 | 98 | 1.19 | 65.71 | 1.19 | 16.67 | 0.3 | 15.45 | 46 | 3.97 | 15.14 | 23.37 | 23.2 | 0.16 |
| 5 | 70 | 5 | 146 | 104 | 0.93 | 66.60 | 1.23 | 14.74 | 1.26 | 11.74 | 147 | 15.29 | 18.22 | 81.59 | 81.05 | 0.54 |
| 6 | 150 | 5 | 146 | 115 | 1.06 | 65.75 | 1.42 | 16.38 | 1.74 | 11.26 | 194 | 16.07 | 18.7 | 84.23 | 83.25 | 0.99 |
| 7 | 70 | 30 | 146 | 105 | 0.93 | 65.42 | 1.94 | 14.55 | 0.77 | 13.24 | 101 | 10.44 | 24.49 | 36.12 | 35.93 | 0.18 |
| 8 | 150 | 30 | 146 | 116 | 0.9 | 66.20 | 2.34 | 16.11 | 1.10 | 13.15 | 143 | 13.86 | 29.73 | 38.37 | 38.02 | 0.35 |
| 9 | 110 | 17.5 | 95.5 | 105 | 0.99 | 65.42 | 1.84 | 16 | 0.91 | 14.45 | 131 | 12.65 | 24.57 | 44.67 | 44.45 | 0.22 |
| 10 | 110 | 17.5 | 95.5 | 110 | 1.10 | 65.56 | 1.77 | 15.89 | 0.91 | 14.15 | 128 | 10.64 | 20.76 | 45.78 | 45.45 | 0.34 |
| Average | 108 | 1.03 | 65.75 | |||||||||||||
| Variance | 28 | 0.01 | 0.21 | |||||||||||||
| Standard Deviation | 5 | 0.09 | 0.46 | |||||||||||||
| BXB | Rf | Rc | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | Sum of Square | df | Mean Square | F Value | p-Value | Sum of Square | df | Mean Square | F Value | p-Value | Sum of Squares | df | Mean Square | F Value | p-Value |
| Model | 41,612.34 | 4 | 10,403.08 | 27.6 | 0 | 5155.95 | 5 | 1031.19 | 4617.77 | <0.0001 | 267.34 | 4 | 66.84 | 20.09 | 0.0065 |
| Frother dosage, A | 5332.24 | 1 | 5332.24 | 14.15 | 14.15 | 34.85 | 1 | 34.85 | 156.07 | 0 | 11.82 | 1 | 11.82 | 3.55 | 0.1325 |
| Froth depth, B | 11,118.09 | 1 | 11,118.09 | 29.5 | 0.01 | 4711.88 | 1 | 4711.88 | 21,100.25 | <0.0001 | 50.66 | 1 | 50.66 | 15.23 | 0.0175 |
| Air flowrate, C | 20,532.09 | 1 | 20532.09 | 54.47 | 0 | 386.79 | 1 | 386.79 | 1732.07 | <0.0001 | 178.68 | 1 | 178.68 | 53.71 | 0.0018 |
| AC | - | - | - | - | - | 5.95 | 1 | 5.95 | 26.67 | 0.01 | 26.18 | 1 | 26.18 | 7.87 | 0.0485 |
| BC | 4629.91 | 1 | 4629.91 | 12.28 | 0.02 | 16.48 | 1 | 16.48 | 73.8 | 0 | 26.18 | 1 | 26.18 | 7.87 | 0.0485 |
| Curvature | 7885.26 | 1 | 7885.26 | 20.92 | 0.01 | 99.91 | 1 | 99.91 | 447.39 | 0 | 33.99 | 1 | 33.99 | 10.22 | 0.0330 |
| Residual | 1507.66 | 4 | 376.91 | 0.67 | 3 | 0.22 | 13.31 | 4 | 3.33 | ||||||
| Lack of Fit | 1421.24 | 3 | 473.75 | 5.48 | 0.3 | 0.05 | 2 | 0.02 | 0.04 | 0.96 | 6.04 | 3 | 2.01 | 0.28 | 0.85 |
| Pure Error | 86.42 | 1 | 86.42 | 0.62 | 1 | 0.62 | 7.26 | 1 | 7.26 | ||||||
| Cor Total | 51,005.26 | 9 | 5256.53 | 9 | 314.64 | 9 | |||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ostadrahimi, M.; Farrokhpay, S.; Gharibi, K.; Dehghani, A. Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell. Minerals 2021, 11, 494. https://doi.org/10.3390/min11050494
Ostadrahimi M, Farrokhpay S, Gharibi K, Dehghani A. Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell. Minerals. 2021; 11(5):494. https://doi.org/10.3390/min11050494
Chicago/Turabian StyleOstadrahimi, Mahdi, Saeed Farrokhpay, Khodakaram Gharibi, and Ali Dehghani. 2021. "Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell" Minerals 11, no. 5: 494. https://doi.org/10.3390/min11050494
APA StyleOstadrahimi, M., Farrokhpay, S., Gharibi, K., & Dehghani, A. (2021). Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell. Minerals, 11(5), 494. https://doi.org/10.3390/min11050494