1. Introduction
The mining industry is required to operate in an increasingly challenging business environment. With the continuously increasing demand for raw materials, deeper mining, facing the complexity of the geological structure of ore deposits, and decreasing ore grade, extensive high-quality mineralogical information is essential to be integrated into process plants’ operating performance [
1]. In the 2020s, processed ore is often low in grade compared to with previous decades; thus, relatively smaller grind sizes are required which result in a finer final plant closing size [
2]. Some ores contain higher amounts of penalty elements [
2]. This means that the operating costs for the extraction of metals have become higher than ever before. There has been substantial pressure placed on the industry to extract more metal from increasingly challenging ores. The result of this trend has often been CAPEX and OPEX blowouts [
3,
4,
5,
6] in the investment cycle, and highly variable process performance in operation [
7].
There is, however, a new technological field forming, which may be of use to address these challenges. The technology used in mineral process engineering is now evolving. In the past, the practical challenges of managing and optimizing a process plant were very complex and further development of data-based optimization was not justifiable. For many years, plant operations relied heavily on operators’ intuition. Given the standard process operating systems, it was difficult for the plant operators to manage a large amount of process information in a fashion where all of it was used effectively. Nonetheless, modern technologies are now available which can revolutionize how mineral processing plants are designed and operated.
Digital mineral processing solutions are based on advances in our ability to instrumentally measure phenomena at several stages of the beneficiation circuit, manage the data in real-time, and to analyze these data using machine learning and artificial intelligence to develop the next generation of process control and automation [
8]. Instrumentations used to collect data and information have become much more sophisticated and capable. The data can now be collected from many positions throughout a process plant, and it can be collected at a much higher degree of resolution. The management and use of this data are referred to as digitization, and Gassmann [
9] described digitization as the “ability to turn existing products or services into digital variants, and thus offer advantages over tangible product”.
The opportunity here is unparalleled. The cause of plant variability can be isolated in real-time. Depending on the circumstance, this can happen soon enough to make an engineering decision, followed by operational optimization. An example of this is using a Raman spectrometer instrument to estimate the mineral content of the semi-autogenous grinding (SAG) mill feed, the results of which can be used to optimize reagent application at the flotation cells. The vast amounts of data can be interpreted and presented to operators and clients as a problem-solving reporting tool.
The potential here is that the true relationship between process units during operation can be quantified with the application of industrial digitization. The whole process flow sheet can be optimized in operation. Additionally, any given example of poor performance can be diagnosed, and the original cause can be isolated to individual process units. If this potential is realized, the next generation of mineral process practice can be developed.
The digitalization trends in the mining industry were analyzed by the authors in [
10], where they discovered that the key digital technologies in the comminution circuit are advanced process control and automation followed by artificial intelligence and big data. In the concentration circuit, for most cases, digital technologies were implemented via automation and data analytics.
Digitalization in the mineral processing and beneficiation industry refers to the process control system [
11,
12,
13,
14], with the focus on the grinding circuit [
15,
16,
17,
18] and flotation [
19,
20,
21]. Ali and Frimpong [
22] presented a review of the AI and automation studies for metallic ore processing, mostly in the flotation process, and coal processing. Similarly, the review made by the authors of [
23] in the field of machine learning (ML) applications in mineral processing indicates that the main processes, where ML is applied, are flotation, ore sorting, and/or particle sizing, and milling and/or milling circuits. Moreover, the studies carried out in [
24] showed that deep learning, particularly convolutional neural networks (CNNs), is the most popular tool due to its ability to deal with image data, for instance, digital rock images and froth images in the mineral processing industry. In addition to the abovementioned areas, Mishra [
25] provided a discussion about the potential of ML and AI algorithms in mineral processing and presented an example using ML-based techniques for improving the dewatering process stage, managing tailings, and wastewater, as well as monitoring hazardous gas and dust emissions. In [
25], the author’s vision of the near-future applications of AI and ML is chemical discovery and process diagnosis, recommendation, and modification. That correlates significantly with our vision of the full digitalization of the GTK Mintec pilot plant, where the analysis of data will be supported by AI before, during, and after each test run or even replays simulations in some cases.
Metallurgical plant simulations enable digital twin applications to predict short- and long-term process operation scenarios with alternative operating actions and varying ore characteristics. It integrates mining data, feed ore characteristics, and plant online sensor data with a detailed dynamic mineral particle-based processing model of the plant and includes powerful and online adaptation and prediction algorithms for model parameters. Results of a Metallurgical digital twin “what-if” predictions are readily available for selecting the best control targets and strategies for the advanced process control of different plant areas, finding the best approaches to different production events and scenarios, and even estimating missing sensor information in daily operation.
GTK Mintec in Outokumpu is a unique site with a high range of capacity that can vary from a few kilograms per hour to 40 t/h. The research unit is placed between small laboratory-scale and mini-pilot-scale studies and large industrial performance. During a year, up to 10 different pilot plant-scale projects can be run, and for each test run a new process must be designed. On the one hand, it causes challenges in adapting off-the-shelf digital solutions, which are focused mostly on the industrial-scale sites where the processing circuit does not dramatically change over time in contrast to a constantly varying pilot plant. On the other hand, it provides plenty of opportunities to test existing and develop new solutions for the digitalization of mineral processing plants. The main purpose of this study is to present the current state and future plans of the digitization process in the GTK Mintec by highlighting the specialized digital technologies that are particularly relevant for mineral processing and beneficiation.
2. GTK Mintec in Brief
As illustrated in
Figure 1, GTK Mintec is comprised of a mineral processing pilot plant as well as process mineralogy and bench-scale processing laboratories for minerals, ores, geomaterials, and circular economy materials. The facilities belong to the largest unit, named Circular Economy Solutions, within the Geological Survey of Finland (GTK, Geologian Tutkimuskeskus in Finnish) that has over 130 years of history in mapping and studying mineral resources and their sustainable use [
26].
GTK Mintec facilities span a total area of 5500 m², including the crushing plant, homogenization area, and concentrator plant marked with Processing Plant in
Figure 1, bench-scale process laboratory, mineralogical laboratory, and storages for samples and equipment with an area of 1200 m
2. In addition, there are 1.5 ha of tailing area in the vicinity of the facilities, including a three-stage water pond as depicted in
Figure 1.
The pilot plant, presented in
Figure 2, is fully customizable and can be operated 24/7 with a maximum crushing capacity of 40 t/h, and a flotation capacity of 5 t/h. The average annual frequency of pilot-scale projects performed in GTK Mintec is 10 projects/year, whereas the total number of projects carried out in the Circular Economy Solutions unit, including bench-scale processing and process mineralogy, can be as high as 100 projects/year.
To obtain the necessary information for a pilot plant test, a laboratory examination phase is typically executed. After the bench-scale testing, the viability of the methods used in a beneficiation process can be further assessed with mini-pilot or pilot-scale tests. The feeding capacity of a mini-pilot run is usually 10–50 kg/h with a total sample size of 400–2000 kg. For the pilot plant operation, the sample amount required for test runs is typically 50–500 t and feeding capacity is approximately 0.2–5 t/h for the flotation process. The pilot plant allows for flexible testing of an entire process or optimizing a specific part of it. GTK Mintec pilot plant services include multiple unit operations that can be readily combined into a functional full-scale process suitable for the customer’s needs [
27].
3. Digitalization of GTK Mintec
The ultimate goals of the digitalization of GTK Mintec are to excel the customer experience and enhance the operation. To achieve such goals, it is aimed to build a virtual pilot plant based on the real one by using digital twin tools to improve the operation and provide a digitized customer experience. Digitization solutions such as modern automation systems, information management systems, and data analysis tools powered by advanced machine learning approaches, to name but a handful, provide operators and technicians immediate access to essential information and insights into the main operation trends and performance characteristics. In the digitalization of the GTK Mintec Pilot Plant, all sources of data are considered, from in situ ore characterization, through bench-scale study, to comminution, separation, concentration, and lastly, to the creation of final products and tailings.
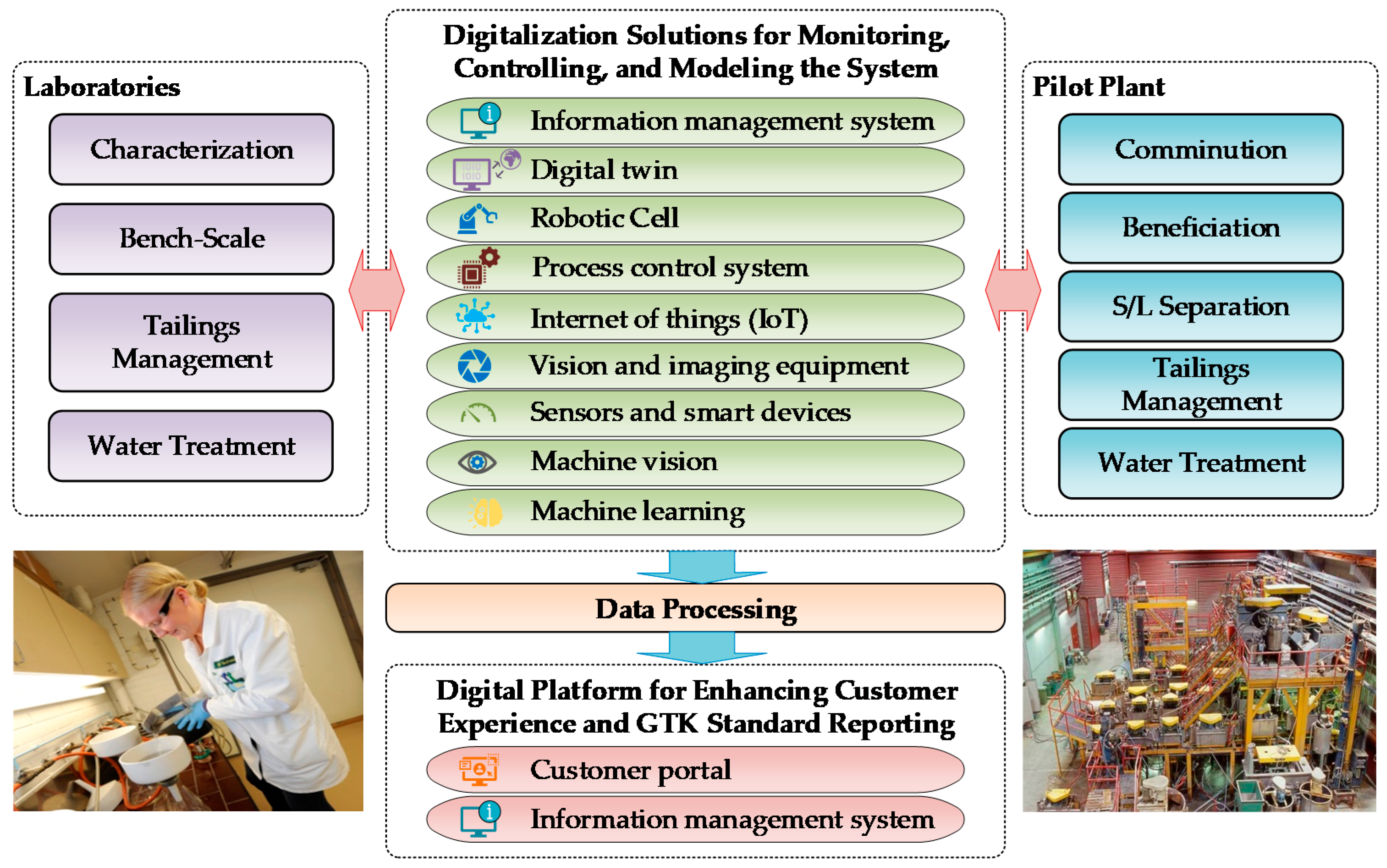
Figure 3 conceptually depicts the target structure and main data streams of GTK Mintec which is based upon the digitalization roadmap [
8]. As per this figure, the target platform is divided into two main parts, namely laboratory-scale, and pilot plant-scale testing, which are surrounded and supported by digital tools and concepts. Uniform, consistent, and standardized practices play a significant role in this conceptual framework, making it possible to utilize the results obtained in digital programs now and in the future. The data collected are processed and finally stored in a digital platform, which is the digital link between GTK and the stakeholders [
8]. In the following sections, both laboratory-scale and pilot-scale categories and their corresponding digitalization solutions are discussed in detail.
4. Material Characterization and Bench-Scale Mineral Processing Laboratories
The research journey begins in the mineralogical and chemical laboratories where the feed characteristics of samples are analyzed. In
Figure 4, the general steps of a bench-scale project and the corresponding digitalization solutions, which are discussed in detail in
Section 6, are depicted. Mineralogical analysis has become an essential tool in developing new beneficiation methods, among others. By applying modern equipment such as Scanning Electron Microscope (SEM), Minerals Liberation Analyzer (MLA 650FEG), Quantitative Evaluation of Minerals by Scanning Electron Microscopy (QEMSCAN), X-Ray Diffraction (XRD), and Raman microscope, it is possible to quantify a wide range of mineral characteristics, such as mineral abundance, grain size distribution, mineral liberation and association, detailed information about the main and secondary elements and minerals that are playing an essential role in predicting grinding and concentration requirements, feasible concentrate grades, and potential difficulties of separation. Suitable beneficiation approaches are selected based on the characterization data and the methods are tested and optimized in the bench-scale processing laboratory facilities. These tests provide the necessary data for pilot plant process design and process modeling and produce tailing materials for testing environmental characteristics [
8].
To scale the pilot plant’s grinding process and estimate feed capacity, the test sample is usually subjected to laboratory-scale grinding tests. Laboratory tests most commonly include Mergan grindability tests. Based on the test results, the energy levels of the pilot plant’s grinding mills can be scaled and estimates for the classifier’s parameters can be obtained.
5. Pilot Plant
The tests performed at the GTK Mintec pilot plant can be divided into two different categories. The first group consists of test runs where a unit operation, e.g., crushing, grinding, and magnetic or gravity separation, is performed on the material being processed. Typically, the material in question is usually pre-treated in the fineness required by the operation.
The second group consists of test runs, where the material to be treated goes through the entire beneficiation process, starting with the ore sample and ending with the final products, concentrates, and wastes from the concentration process. The following description of the operation of the pilot plant mainly deals with the second group, where the measures required for the materials are presented according to the overall concentration process based on the flowchart illustrated in
Figure 5.
Experiments with different grind sizes provide information about the fineness of the grind used at the pilot plant, which based on the test results, determines the liberation of the minerals. The liberation is determined by GTK Mintec’s MLA equipment. Based on the laboratory grinding tests, the energy consumption of the grinding, the feed capacity, and the desired grinding fineness are evaluated.
Laboratory-scale concentration tests are performed on a pilot sample to form a pilot plant flowsheet. Based on the test results, an understanding of the beneficiation scheme and equipment, scaling, the number of concentration phases, the retention times, and the chemical consumption at the pilot plant is formed, with certain scaling factors.
As depicted in
Figure 5, several digitalization alternatives can help enhance the efficiency of the abovementioned process, which are discussed in
Section 6.
6. Overview of the Digital Solutions
This section is devoted to explaining the digital solutions of interest, their characteristics, functions, and main purposes, and benefits of leveraging them in mineral processing laboratories and pilot plants.
6.1. Information Management System
The context of the information management system (IMS) is depicted in
Figure 6, where the relationship of this system with the other entities including customers and other major systems in GTK and GTK Mintec are presented. The main functionalities of the IMS are illustrated in the figure. There are tasks associated with a project, such as cost and time scheduling, which can benefit from the data in the IMS. For instance, the workload of the laboratories and the status of the ongoing projects can be used in estimating the timing for a new project. Accordingly, the relevant interactions with the other two main systems in GTK, namely the project and document management system (PDMS) and the customer relationship management system (CRM), can exchange data about the signed offers representing the customer needs and customer information as some inputs for the IMS as well as reports that need to be documented in PDMS and CRM, including project reports and monthly costs as the outputs of the IMS.
As per
Figure 6, the main entities which interact with the IMS are process control and automation system, digital twins, laboratory instruments, and robotic cell. To efficiently set the parameters of the process plant during operation, different scenarios need to be simulated by the dynamic simulation tools enabled by the digital twins, and the real-time exchange of data between the automation system. To facilitate this, the IMS acts as a central data hub. Another case that requires the exchange of information between the automation system and the digital twins is solving mass balance equations to estimate the main operation metrics of the plant. In addition, to enhance the accuracy and efficiency of registering laboratory test results, laboratory instruments are interfaced with the IMS to automatically send the information to the IMS. Lastly, for the tests performed by the robotic cell, the instructions about the required analyses and other metadata such as priority of the task are taken from the IMS and, as the task is completed, the results are registered in the IMS to be accessible by the corresponding technicians.
The final reports, as well as continuous information about a project, can be accessed by the customers through the customer portal. The customer portal allows the customers to provide further details about the requirements as well as information about samples sent, e.g., postal tracking, photos of the samples sent, and general characteristics of the samples.
6.2. Digital Twin
Several commercial software tools are available for building models that describe the steady-state and dynamic behavior of mineral processing circuits. Some examples are USIMPAC [
28,
29], JKSIMFloat [
30], SUPASIM [
31,
32], MODSIMTM [
33], and HSC Chemistry Sim [
34]. At GTK Mintec, the last-mentioned process simulation tool, i.e., HSC Chemistry Sim, is used both in the laboratory test campaigns and the pilot test trials. For handling the test data and project information in the bench-scale laboratories of GTK Mintec, HSC REX is used. These systems are introduced in the following subsections.
6.2.1. HSC Rex: The Digital Twin for Bench-Scale Tests
The data from the laboratory concentration tests, such as flotation study as well as magnetic and gravity separation, are recorded in the HSC Rex database (Metso Outotec HSC Chemistry thermodynamic calculation software) and can be automatically imported to the other modules of the system. The HSC Rex is a part of the HSC software and is a computer application where calculations are conducted according to chemical processes carried out in the bench-scale tests. The workflow in the Rex system is presented in
Figure 7 [
35].
The database of Rex has test results, calculations, and flowcharts for each project. In the interface, the project is first created and filled with information about the quantity and mineralogical characteristics of a sample. Every project has data linked to its events, streams, units, and analysis. HSC Rex cannot simulate beneficiation methods; it only performs calculations based on earlier research. Historical data extracted from the HSC Rex would be valuable when working on future projects.
6.2.2. HSC Sim: The Digital Twin for Pilot-Scale Tests
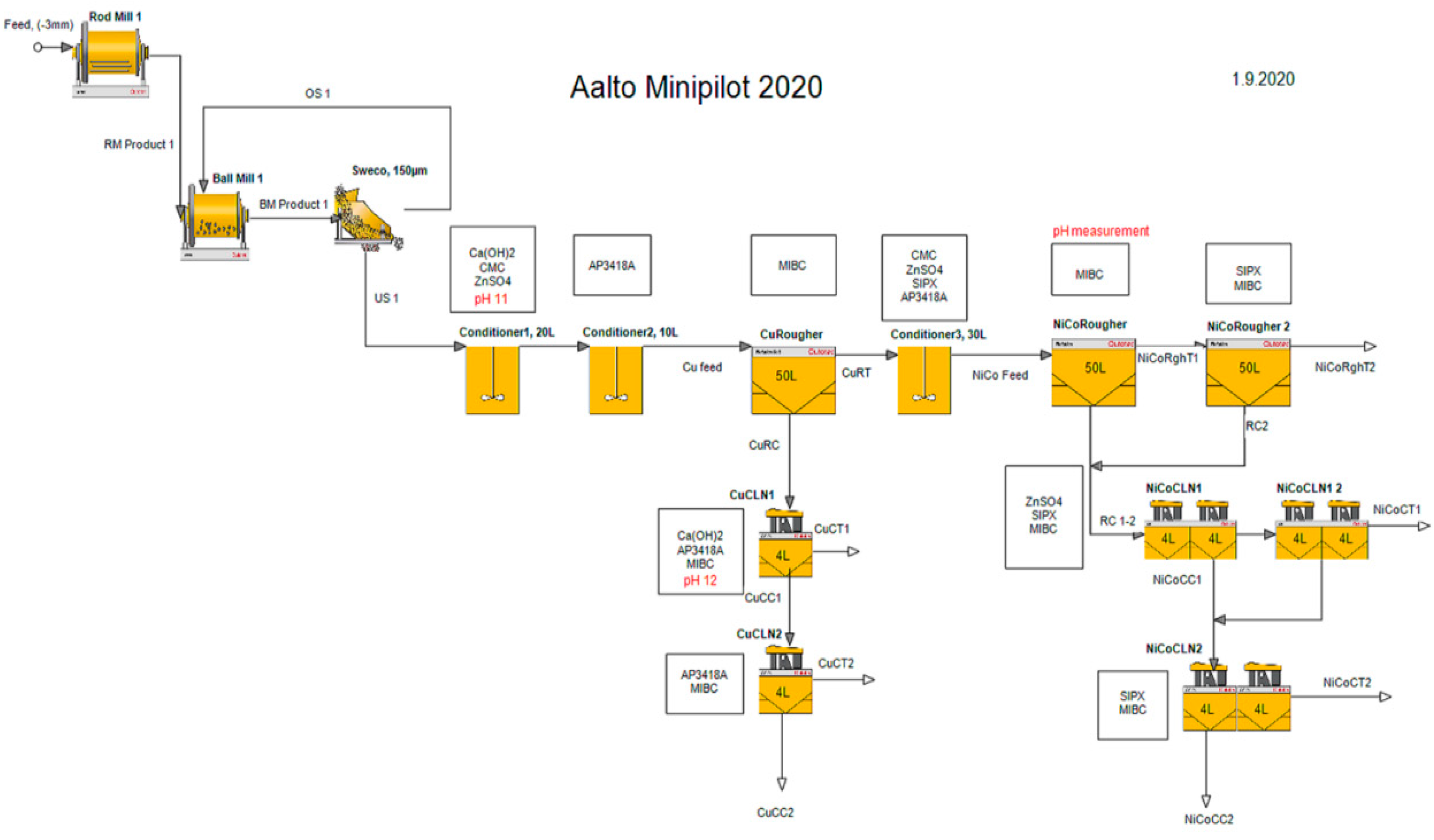
The HSC Chemistry software is designed to carry out thermodynamic and mineral processing calculations quickly and easily. It is a software toolkit for process research, development, design, and digitalization, as well as for estimating process efficiencies, yields, and environmental footprints. The software is used during the whole pass from creating the flow design (HSC process simulation module) up to analyzing the final data (material and mineral database modules, and mass balancing module). An example of using the software during the Aalto mini-pilot test campaign is presented in
Figure 8 [
36].
Moreover, the dynamic simulation module can be applied as a tool to collect data, set up different calculation scenarios, set deviation for different parameters, and to create events based on discrete conditions [
37]. Process models created in HSC Sim constitute the background of digital twins for mineral processing plants.
6.3. Robotic Cell
The main advantages of automating laboratory works are to speed up the operation, enhance the utilization ratio of instruments, improve the consistency of analyses, and increase safety [
38,
39,
40]. As an example, utilization of such automated equipment in an ore characterization and process mineralogy laboratory in Salt Lake City, Utah, US, was reported to double the sample throughput [
39]. Such performance boosts, enabling analyzing more samples in a specific time, allow for robust monitoring of the mineral processing pilot plant during its operation.
In the case of GTK Mintec, shortening analysis time and improving operational efficiency through automating parts of the chemical and mineralogical analyses, cost-cutting, and enhancing the flexibility of operations are the most essential objectives of investing in a robotic cell, named MintecRobo. MintecRobo, the laboratory automation system in Mintec, is a robotic cell comprising multiple analytical and sample preparation equipment and a central robot planned to make the analyses of various kinds of crushed ores, rock materials, slags, ashes, and liquids, mainly process waters, automatically. Such samples typically come from GTK Mintec mineral processing pilot plant, bench-scale process laboratories, mineralogy laboratory, mini-pilot, and from the exploration and ore potential evaluation projects and other internal and external projects of GTK. To that end, the robotic cell is equipped with mill-press sets, WDXRF instruments, an XRD machine, and a dedusting unit. In this respect, from the same milled sample for XRD and XRF analyses inside the robotic cell, a small portion is taken automatically out of the mill and put in small cups on an output position for manual ICP-OES, MLA, or other analyses outside the automation system. Apart from performing WDXRF and XRD, combustion carbon/sulfur samples are pretreated in the robotic cell for ICP-OES and MLA.
Samples to be analyzed in the robotic cell are announced directly or pre-announced in the IMS first and then transferred to the robotic cell via an automatic sample transportation system. To distinguish the samples, labels are assigned to the samples which are scanned at the robotic cell to fetch the information from the IMS. The automation system tracks and executes the workflow and priority made for samples in the priority list in the control system. For samples introduced by the transportation system, the control system extracts the priority and workflow data from the IMS.
Then, the samples are placed in the input locations of the robotic cell, and the robotic arm takes the samples based on their priorities and executes the required workflow, including sample preparation, sample splitting, putting a number of sample splits for manual analyses in the output location of the cell if required, performing required analyses on the other sample splits and storing the data in a database and also sending the analyses results to the IMS system, collecting waste materials in the specified bins, and putting samples that need to be stored in the output locations.
6.4. Machine Learning
Machine Learning, a powerful method for analyzing vast amounts of data, has been developed in the past few years to the point where it can be applied to mineral processing applications [
41]. The use of more sophisticated instrumentations in conjunction with ML has the potential to revolutionize the standard operating practice in mineral processing.
As a few examples, ML can be used to identify minerals in the slurry samples through multispectral image processing [
42], analyze the mineralogical composition of the final products, e.g., copper concentrates, by providing mineralogical spatial distribution of different components from near-infrared hyperspectral camera images [
43], and predict the upcoming energy consumption of SAG Mills using their real-time operational variables such as feed tonnage, bearing pressure, and spindle speed [
44].
In the case of GTK Mintec, machine learning algorithms, if coupled with quality and timely measurements of the appropriate parameters, have the potential to diagnose the true metrics of a good recovery. Time-stamped measurements at multiple strategically decisive points in the plant can quantify, for example, how recovery relates to ball mill performance (under-grinding or over-grinding) or how cyclone performance can interact with final metal reconciliation. The true link between mineral content, mineral texture, and process performance can be quantified. ML can be used to focus on the best outcome.
ML has the potential to be implemented across the whole GTK Mintec’s research chain (see
Figure 4) from analyzing the mineralogical data through the examination of the data obtained from the chemical assay [
45] (for instance, identifying the abnormal values for chemical compositions [
23]) and, finally, to propose a plan for feasibility tests taking into account also the historical data, recorded, for example, in REX or HSC systems. This approach can be also extremely useful during the planning for the pilot run as well as running the pilot plant operation (see
Figure 5).
In addition, ML can be used to develop data-driven models for the equipment [
23,
46,
47,
48,
49,
50,
51]. Such models not only can be integrated into the digital twins to better simulate the processes but also can provide new insights into the behavior and operation of different components and potential improvements. Apart from these, ML, especially unsupervised and semi-supervised techniques, can be leveraged for condition monitoring and fault detection in the processing plant, thereby improving reliability and safety [
23,
52,
53,
54].
6.5. Sensors and Smart Instrumentations
6.5.1. Sensors and Smart Instrumentations in the Crushing and Grinding Circuits
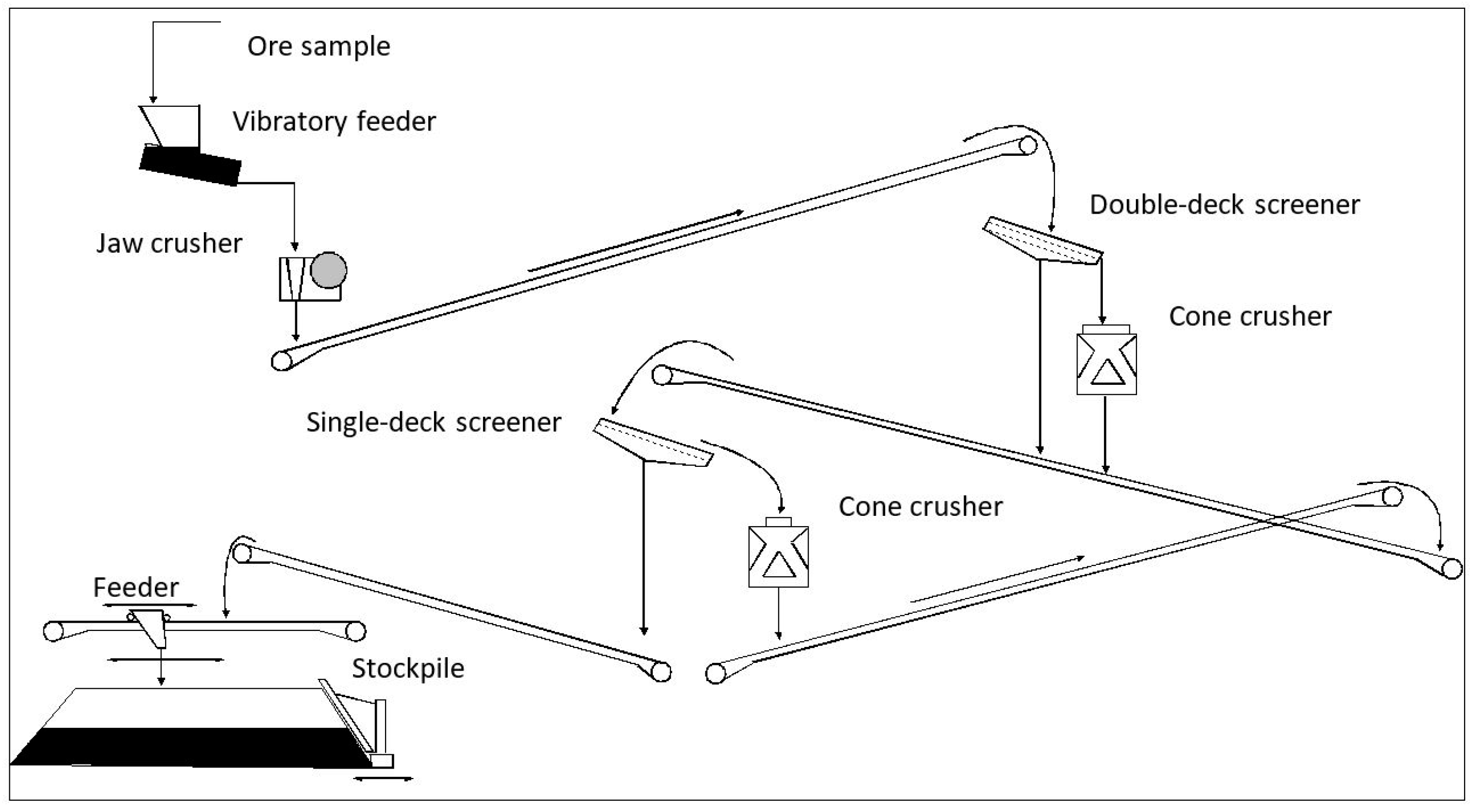
Because most materials are finely disseminated and intimately associated with the gangue, they must be initially unlocked or liberated before separation can be undertaken. This is achieved by comminution in which the particle size of the ore is progressively reduced until the clean particles of mineral can be separated [
55]. Comminution is one of the basic industrial processes which involves large expenditure on heavy equipment, energy, operation, and maintenance. In its earliest stages, crushing is carried out to make the material easier to handle by conveyors carrying ore and prepare the feed to the next stage called grinding. The crushing circuit in the GTK pilot plant consists of a vibratory feeder, a jaw crusher, two cone crushers, and single and double deck screens. In addition, two impact crushers are available for special applications as well as high-pressure grinding rolls. With screen and belt conveyor arrangements, it is possible to crush the sample either in one, two, or three stages (see
Figure 9). The data about the crushers’ motor power and the weighing system installed onto the conveyor belt after the jaw crusher is collected and monitored in a separate control room during the operation of the crushing circuit. Moreover, a few cameras are used to monitor crushers, screens, and the whole crushing process.
The crushed sample is stored in layers onto the homogenization mound, with a capacity of about 100 t. Ore homogenization refers to the process of mixing samples within one type of ore to reduce the variance of the product supplied. This homogenization process is performed through the crushed ore stockpiling operation. During homogenization, a smaller sample of the crushed product may be collected automatically with an electric sampler or manually for analysis or laboratory-scale tests. The layered mound is unloaded using an automatic unloading device into the feed bin of the pilot plant.
Each research project is unique and every time, a new flowsheet is designed. Nevertheless, the main concept of the grinding circuit with the appropriate control points is presented in
Figure 10. The primary grinding circuit comprises a feed silo followed by a ball mill in a closed circuit with a vibrating screen and a hydrocyclone. To control the feed throughput in the grinding circuit, a weight system is installed into the feed silo and the information is calculated based on the data from the weight scale. The data about the gross power of the mills together with the data of idle power is used to determine the energy consumption for grinding. Solids concentration within the grinding circuit is controlled by adding a certain amount of water, which is measured by water flow meters. To optimize the separation point in the hydrocyclone, the pressure is constantly checked. Moreover, the CycloneSense instrument manufactured by Metso Outotec was tested at GTK Mintec’s facilities. CycloneSense turns a hydrocyclone into a smart and connected equipment by providing online continuous information of the cyclone’s air-core size and shape, both in terms of online data and live visualization of the cross-section inside the cyclone. It allows monitoring continuously while the hydrocyclone is classifying particles as it is intended, and preventing problematic situations such as roping in advance.
The underflow of the cyclone is redirected to the ball mill and the overflow undergoes conditioning before rougher flotation. To monitor particle size distribution, and therefore, hydrocyclone and grinding performance, the PSI-500 system manufactured by the Metso Outotec company was installed. The system, which uses laser diffraction technology, provides real-time particle size analysis, essential to guarantee optimal particle size distribution for the flotation recovery and grade. The hydrocyclone’s overflow is the feed to the flotation and the feed rate to the flotation circuit is monitored with the SUPI analyzer, created by GTK Mintec for internal use, taking care of the online volumetric flow rate and online pulp density measurements, for calculating the mass flow rate in the process computer. In addition, these online measurements are regularly verified and calibrated by manual measurements.
To increase the capacity of fine grinding possibilities in the pilot plant, GTK Mintec invested in a fine grinding vertical mill, which is suitable for continuous pilot plant campaigns that require fine grinding. The feed capacity of the HIGmill™ model acquired by GTK is up to 300 kg/h, and the mill can grind material down to 6 µm fineness.
Currently, seven new Coriolis mass flow meters were installed in the entire technological process line, with the focus on grinding and flotation circuits. Coriolis instrumentation simultaneously measures mass flow, density, temperature, and viscosity. Based on these measured primary values, other technical values such as volumetric flow rate and solids concentration in the slurry can also be calculated [
56].
6.5.2. Sensors and Smart Instrumentations in the Flotation Circuit
Flotation is one of the most common separation techniques used in mineral processing; and nowadays, when the mining companies have to tackle the problem of poor source materials, modern equipment plays a significant role in the planning of material-efficient processes. The flotation machine fleet in GTK Mintec was renewed significantly by installing twenty froth flotation units, with over 7 m
3 cell volume in total, including a flotation column with over 0.2 m
3 volume. The next-generation froth flotation cells feature smart sensors and sensing elements. They enable improved monitoring and process planning in the beneficiation research [
57,
58].
With new flotation machines, it is easier to monitor and control the flotation process. In addition to the primary parameters such as pulp level, airflow rate, and rotor speed, the continuous measuring of the slurry weight provides more reliable data about the flotation performance in each singular flotation machine, which is especially important in a sophisticated flotation circuit. Moreover, the addition rate of the chemical reagents is controlled by adjusting the diaphragm pumps that pump the chemicals into the conditioners or flotation machines. To have positive control over flotation and maintain appropriate process conditions in the cell, pH meters are commonly used.
To monitor and control the process performance, the Courier
® 6i SL online XRF analyzer is utilized in GTK Mintec during the pilot run operations. The system allows real-time process monitoring and control with frequent assays, reducing the sampling time and leading to faster process development, as the process tests and updated results are available more quickly [
59]. The SUPI system mentioned above was installed alongside a few flow meters to monitor the slurry flow rates in the flotation circuit.
Additionally, the FLORIDA 400 system manufactured by J and C Bachmann GmbH company was tested at GTK Mintec in August 2021. FLORIDA 400 is an online X-Ray fluorescence device for the elemental analysis of slurries or suspensions without sampling [
60]. It was mounted directly on pipe and analyzed continuously the elemental composition of copper rougher flotation concentrate.
6.5.3. Sensors and Smart Instrumentations for Tailings Management
As was highlighted by the European Commission, mining waste, that comes from extracting and processing mineral resources, is one of the largest waste streams in the EU [
61]. For example, in Sweden, the mining industry accounts for over 80% of the total waste production each year [
62]. Alongside the growing demand for mineral resources and because of the increasing mining activities, the research focused on mining waste and its sustainable management on a worldwide scale has risen considerably [
63]. In GTK, different activities and projects are focused on the optimization of raw material potential and environmental properties of tailings [
64,
65]. During the KaiHaMe project, the operational model (
Figure 11), which includes a mining waste characterization package and an opportunity to modify mineral processing to optimize tailings, was prepared [
65].
The main idea of the operational model is that the beneficiation process should be adjusted after the characterization of tailings and process water. As the final product, new raw materials can be produced for waste fractions with variable environmental properties generated (
Figure 11). For more detailed information, interested readers can refer to [
65].
6.6. Machine Vision and Imaging Equipment
Machine vision refers to the technologies for acquiring and interpreting visual information [
66]. In general, different imaging equipment ranging from standard surveillance to froth and X-Ray cameras can be used in mineral processing plants. The visual data coming from these devices can be analyzed using computer vision algorithms to enhance the efficiency and safety of the operation through ore sorting, mineral content identification, particle size characterization, flotation froth monitoring, and safety alarms and warnings triggering [
23].
Machine vision technology for observing flotation froth behavior offers a viable means of monitoring and controlling flotation circuits by extracting valuable data from the froth digital images [
67,
68,
69,
70]. As pointed out in [
21], this technology entails leveraging artificial intelligence into higher-level control strategies. Generally, the measurements made by industrial machine vision systems include such froth features as froth velocity, color, bubble size distribution, bubble shape, froth texture, and stability (collapse rate) [
19,
71,
72]. In 2021, the FrothSense system manufactured by Metso Outotec was evaluated at GTK Mintec within a mini-pilot test campaign with a capacity of 60 kg/h. Two FrothSense cameras were installed onto a two-cell flotation machine OK-0.05 with a volume of 50 L per cell, i.e., 100 L in total. The following froth properties were measured and analyzed afterward: froth speed towards lips, bubble size distribution, bubble size diameter, and collapse rate. The results, being under investigation to gain new insights and experience, will be published in the near future. Additionally, 18 standard cameras were installed through the concentration and grinding circuits in order to monitor the process performance from the control room. With the aid of ML, e.g., object detection tools, the data coming from these cameras can be used for enhancing safety. Lastly, new ML-based methods for image segmentation and elemental mapping in characterization laboratories of GTK are under study. These tools will speed up the analyses of samples and enable exploiting more information from the visual data collected in these laboratories.
6.7. Process Automation and Control System and IoT
The process automation and control system performs a crucial role in operating the pilot plant. This system is mainly responsible for automatically adjusting the controllable variables of equipment based on the set points determined by the operators as well as measurements coming from the sensors installed throughout the processing circuit. This is to enhance efficiency and speed of operation, reduce workload, and improve reliability and safety [
73]. As the barriers between industrial automation systems and information and communication technologies are vanishing [
11], acquisition of real-time data from instrumentations, displaying the process condition to the plant operators for monitoring purposes, facilitating historical data gathering for further process analyses, as well as enabling the Internet of Things (IoT) have become the duties of modern process automation and control systems. In general, the IoT is the technology of connecting various devices to the internet to integrate them with computer-based technologies for achieving data collection, remote control, automation, and performing advanced analytics [
74,
75]. This technology allows us to securely transmit the real-time plant operation data to the cloud to run intensive scenario-based dynamic simulations to obtain the optimal parameters for efficiently operating the plant.
In the case of a mineral processing pilot plant, for each test run, a new process must be designed based on the laboratory tests. Thus, the process control system must be arranged accordingly. To that end, parallel with carrying out the physical assembling and mobilization of the pilot process, the new process circuit is implemented in the control system and connections between the control system and field equipment are created. These are critical steps to operate the plant equipment fleet and to monitor different measuring instruments from the control room.
Considering the technological advances in the instrumentations, sensors, smart devices, as well as the increased value of the data due to the access to more effective analytical tools, and the fact that reconfiguring the process control system at every pilot test is cumbersome, upgrading the process automation and control system was decided to be an integral part of digitalizing the GTK Mitec pilot plant. In other words, the ultimate goals of deploying a state-of-the-art control and automation system were to improve process visibility and reduce the project execution time.
Being operational since early 2021, the new automation system enables engineering, operating, and maintaining the entire pilot plant in a single common database. In this respect, the system combines the management of fieldbuses, which are industrial computer networks, instrumentation, intelligent connected devices, operator stations, engineering stations, and alarm management in a scalable and powerful automation platform. For the sake of having an open and flexible architecture, the system is built on an Ethernet backbone that offers transparent access to the information needed at any level. The new automation system can interface with various devices including measuring instruments, drives, motors starters, and power management equipment such as switches and power meters to obtain real-time process data continuously and precisely. Apart from the real-time control and monitoring of the process, the data can be collected to be further analyzed for improving the overall operational profitability of the process with less cost and effort.
Figure 12 illustrates the control room of the GTK Mintec pilot plant, where the operator’s screens show the flowsheet of the current processing circuit in the automation system.
6.8. Customer Portal
The GTK Standard stands for a digitized customer experience, an interactive journey along a project implementation resulting in a GTK signature research report. The concept comprises a standardized operation route through the entire research chain of GTK Mintec to meet the various needs of customers. The goal is to be able to provide all necessary information required for feasibility studies at different levels or troubleshooting of the existing plant in terms of process performance and tailings management, while customers can view the progress of the work and the results achieved in real-time through digital solutions [
8].
A digital version of the Mintec pilot plant is created alongside the process control system which digitizes the process stages both individually and as a whole. In addition, the system allows researchers to view the process equipment and performance virtually and to test different process parameters before being introduced to the physical process. Remote access is provided for our customers to witness the progress of the run and the process performance from anywhere in the world via smart devices [
8].
Customer Portal is a digital service generated by GTK Mintec’s digital version of the pilot plant. The digital service can be customized for each customer at the start of the project. The customer is offered a list where they can check out the services they need.
Figure 13 demonstrates a list of services GTK Mintec can provide using digital technologies.
The customer portal is a collaboration platform for GTK Mitec’s project team and the customer. The customer can share their preliminary knowledge of the project, for example, historical tests results, or descriptions related to their overall undertaking. The customer portal would have the most recent and detailed timetable of the GTK Mintec pilot plant and its laborites usage. The portal would also share a project development path that would answer standardized questions weekly. Knowing the part of the customer journey that the customer portal can implement helps in developing the most effective form of information to bring to the customers about that project phase, e.g., grinding tests, MLA, and bench-scale tests. The project manager extracts/shares useful information from the information management system (see
Figure 6) to the customer portal according to the requirements of the customer.
7. Discussion
According to [
76], digitization is the process of converting information into a digital, i.e., computer-readable, format. Thus, the starting point of the digitalization process in the mineral processing industry is to collect high-quality data about machines and process performances. GTK Mintec continuously develops from a conventional pilot plant toward a modern mineral processing research and development platform through investments into new technologies and instrumentations. With modern equipment and new sensing technologies, previously unmeasured process parameters can be quantified and controlled.
To apply sophisticated techniques for data analysis, such as machine learning, a database of extensive well-labeled data, including all possible sources, should be first created. Starting with geological and mineralogical data to be combined with the metallurgical performance to create a geological-based predictive model considering at the same time tailings management for the mineral processing plants. The geometallurgy approach for bench-scale testing seeks to develop characteristics signatures for a family of ore types, based around a process recovery signature [
7]. A link can be made between a geometallurgy experimental campaign and a process plant instrumentation signature within the digitization system. If this is performed well, the digitization of the mineral process plant can be linked directly to a mineralogical signature, predicting a process behavior.
Despite the idea described above being clear, the practical implementation faces confidentiality and intellectual property constraints that limit the usage of the results from the customers’ projects. Only the data from self-financial or European projects are available for further analyses and publishing. To acquire the full benefit from the digitalization process of GTK Mintec, an overall change in the way of thinking of the mining and mineral processing sector is needed to look at the obtained results as a potential to further exploit this data by, for instance, applying machine learning algorithms.
The next step within the digitalization process is creating a virtual pilot plant based on the real one by using digital twin tools. Currently, at GTK Mintec the HSC software is used as a tool for the simulations of mineral processing systems. The preliminary results demonstrate the promising potential of the simulation models for replicating the pilot process behavior. Our vision for the future is to be able to simulate the whole process on a pilot-scale and to teach machines via ML and IoT solutions to solve problems based on the historical data.
Applying the advanced digitization technologies in GTK Mintec leads to improving the process stability; enables more efficient ways of using raw materials; reduces maintenance and improves safety; increases the visibility of the obtained results; collects process data for their further analysis; and uses and improves our knowledge about the process.
8. Conclusions
This study introduces various digital solutions for mineral processing plants and mineral characterization laboratories with an emphasis on the digitalization of the GTK Mintec. The laboratories and pilot plant in GTK Mintec serve as a research platform for researchers and students from universities, mining companies, and other organizations in the field of mineralogy, mining, and mineral engineering. The GTK Mintec includes a process mineralogy laboratory, bench-scale processing laboratory, and mineral processing pilot plant for studying minerals, ores, geomaterials, and circular economy materials.
Digitalization in GTK Mintec refers to the use of computerized or digital services or systems and digitized data that reduce sample analysis and report preparation time, improve our productivity, and allow for sharing real-time data with our customers. As a final product, the virtual mineral processing plant of the GTK Mintec pilot plant will be built based on the best practices and experiences.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}