
Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill

Abstract
:1. Introduction
2. Materials and Methods
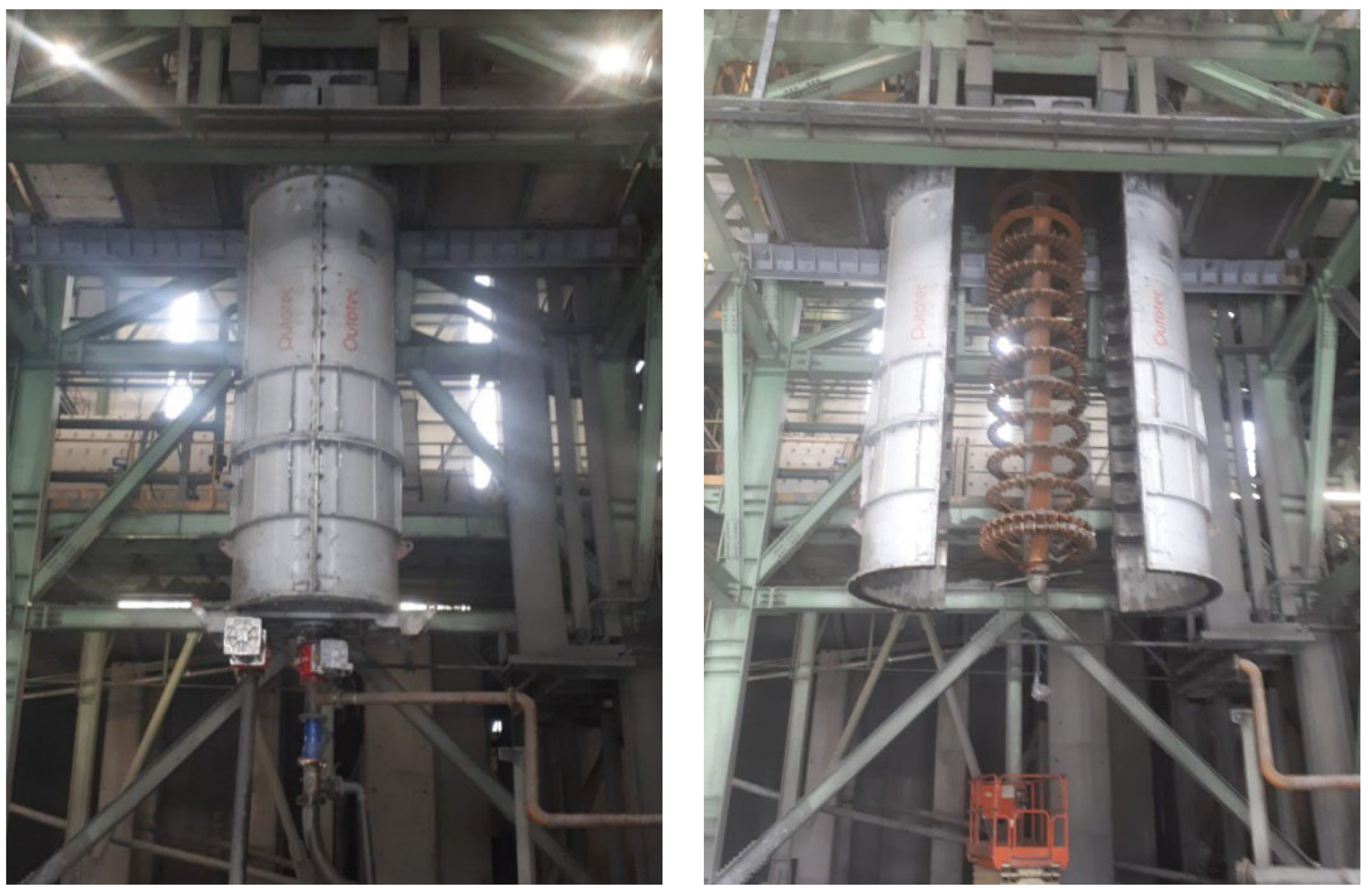
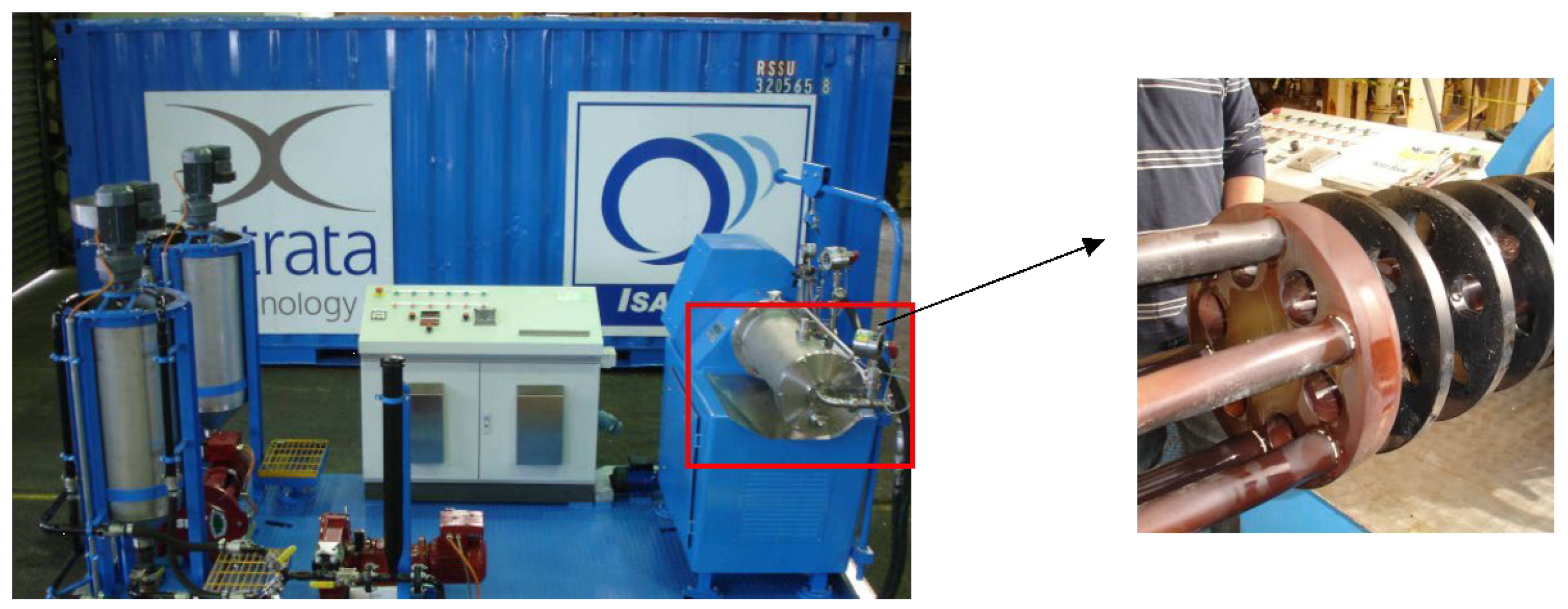
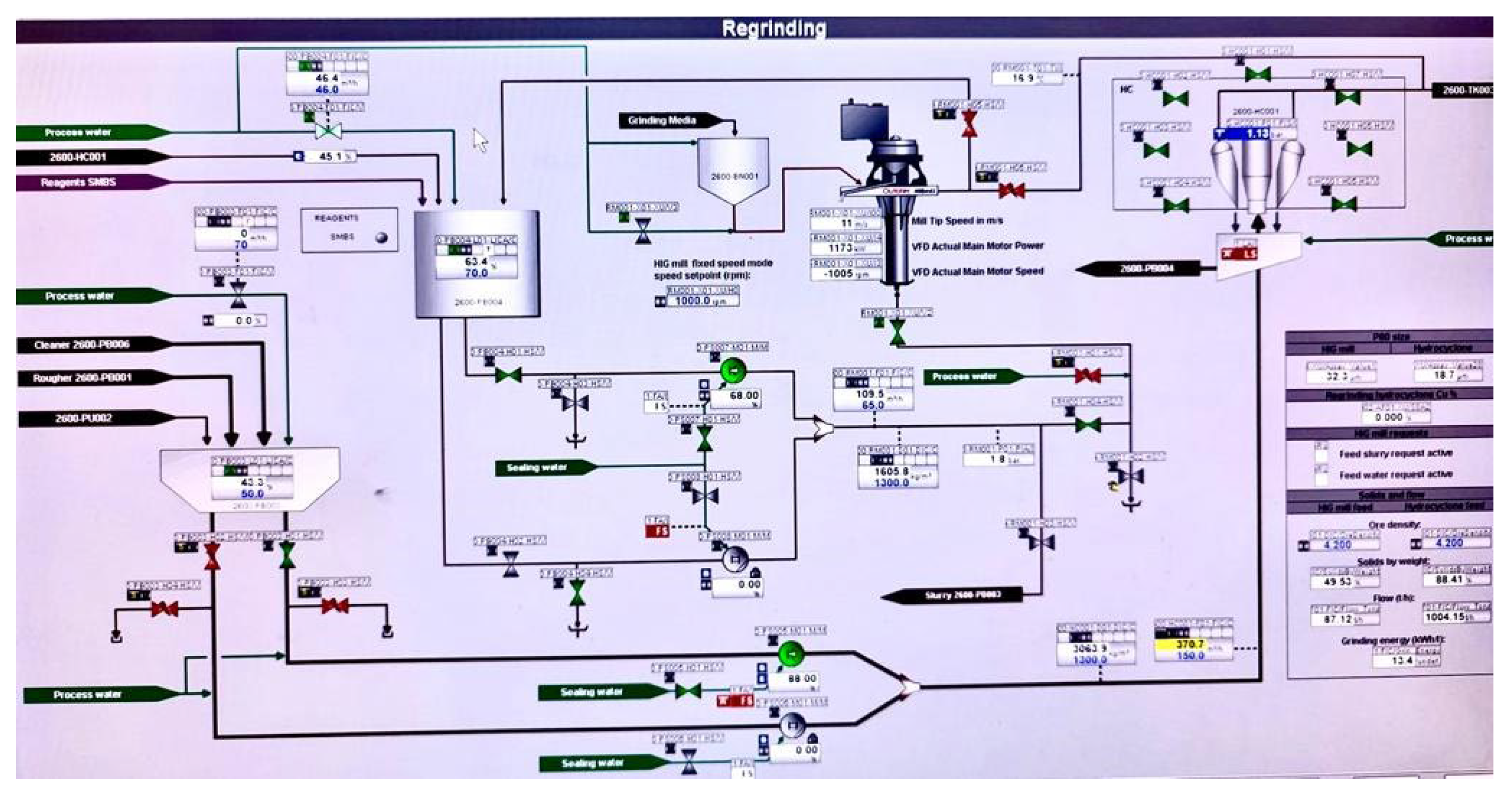
2.1. HIGMill and IsaMill
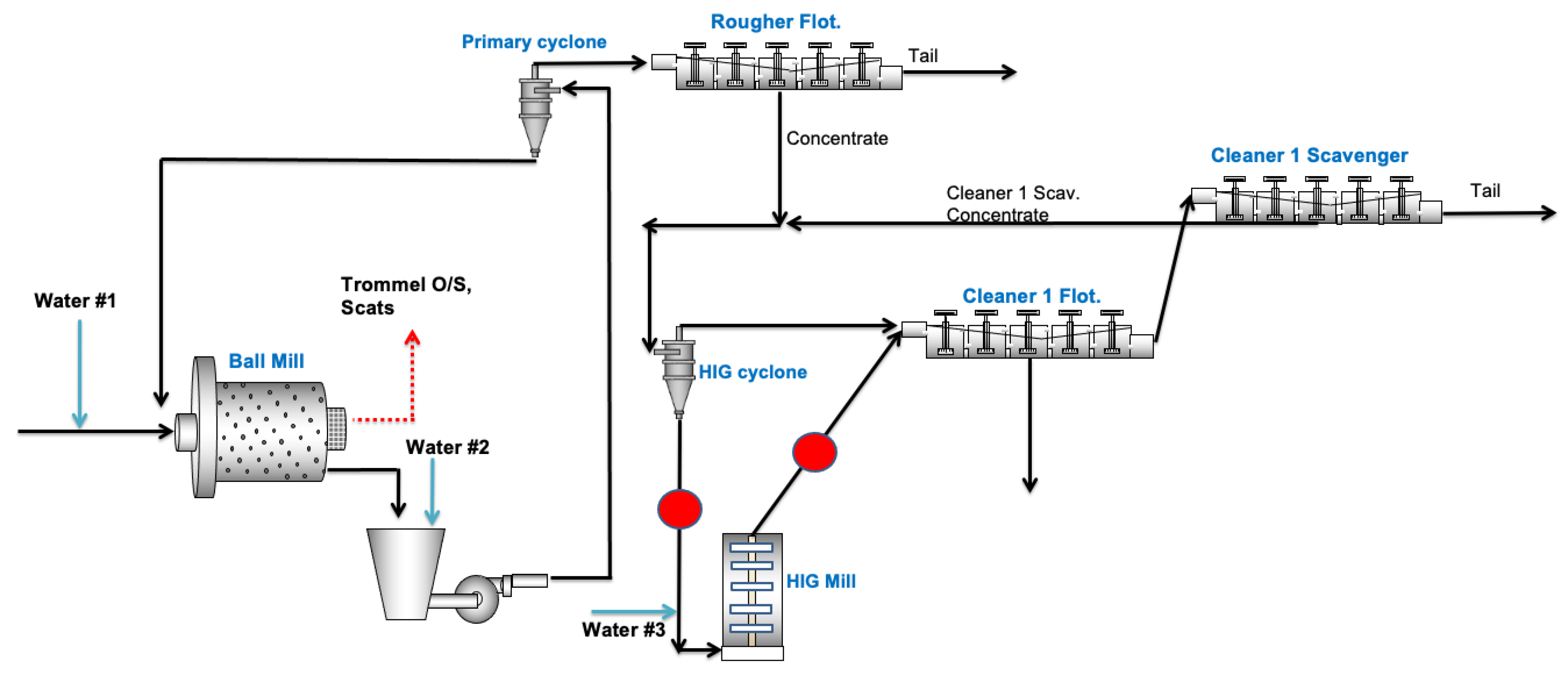
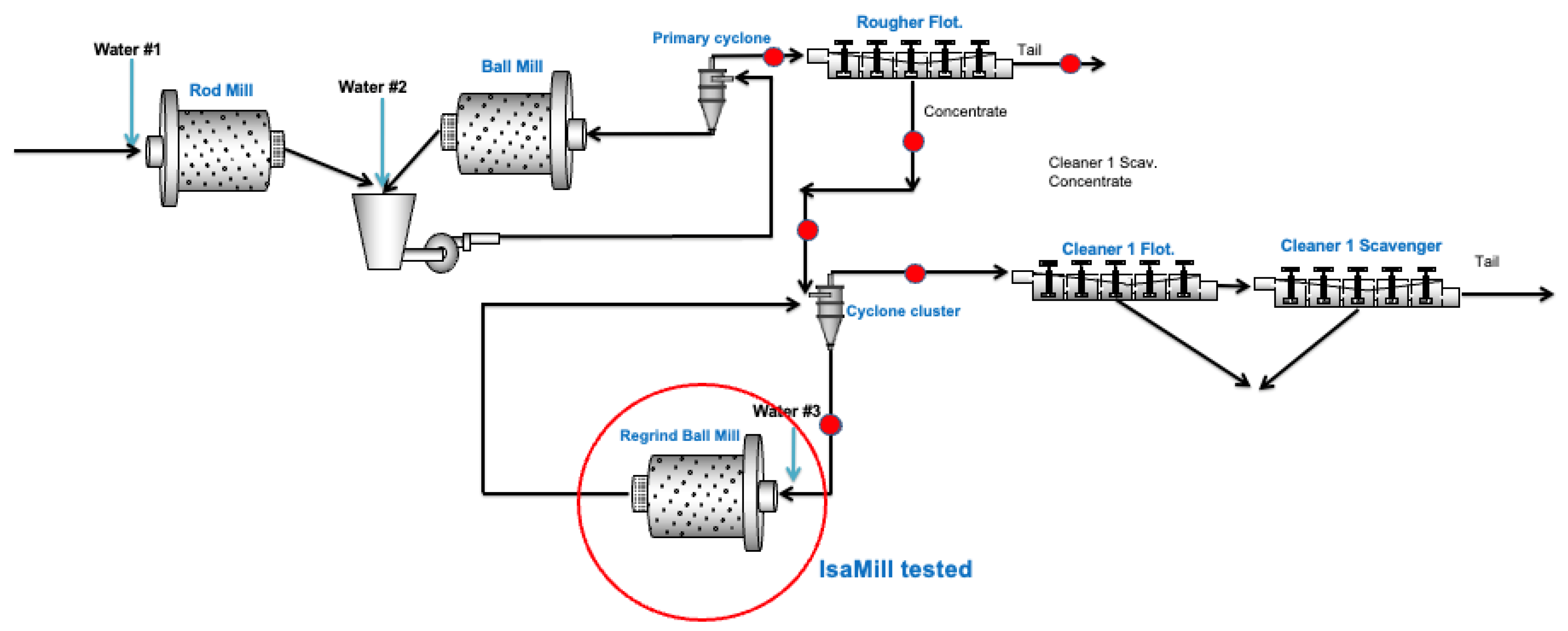
2.2. Sampling of Full-Scale HIGMill and Pilot Tests of IsaMill
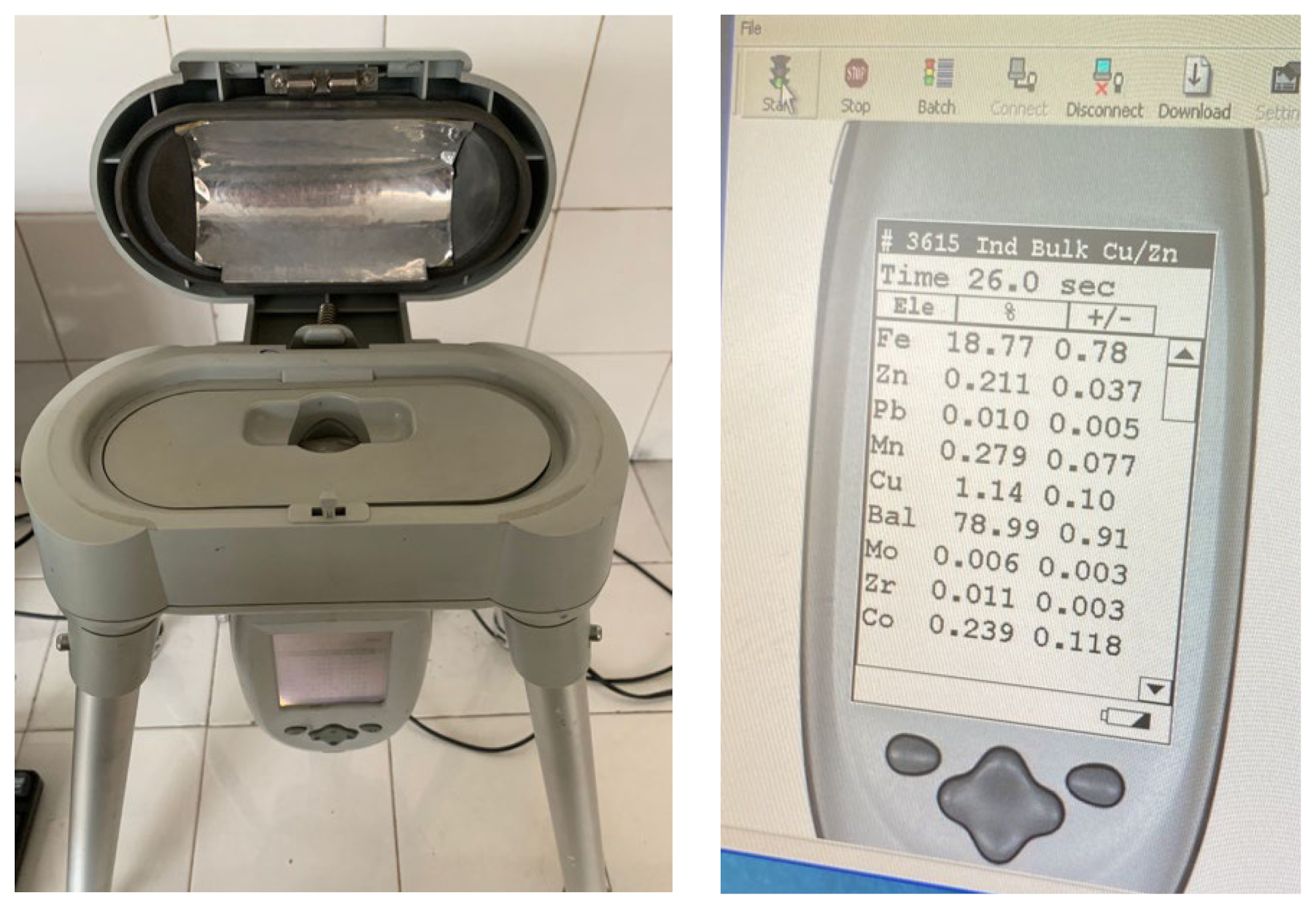
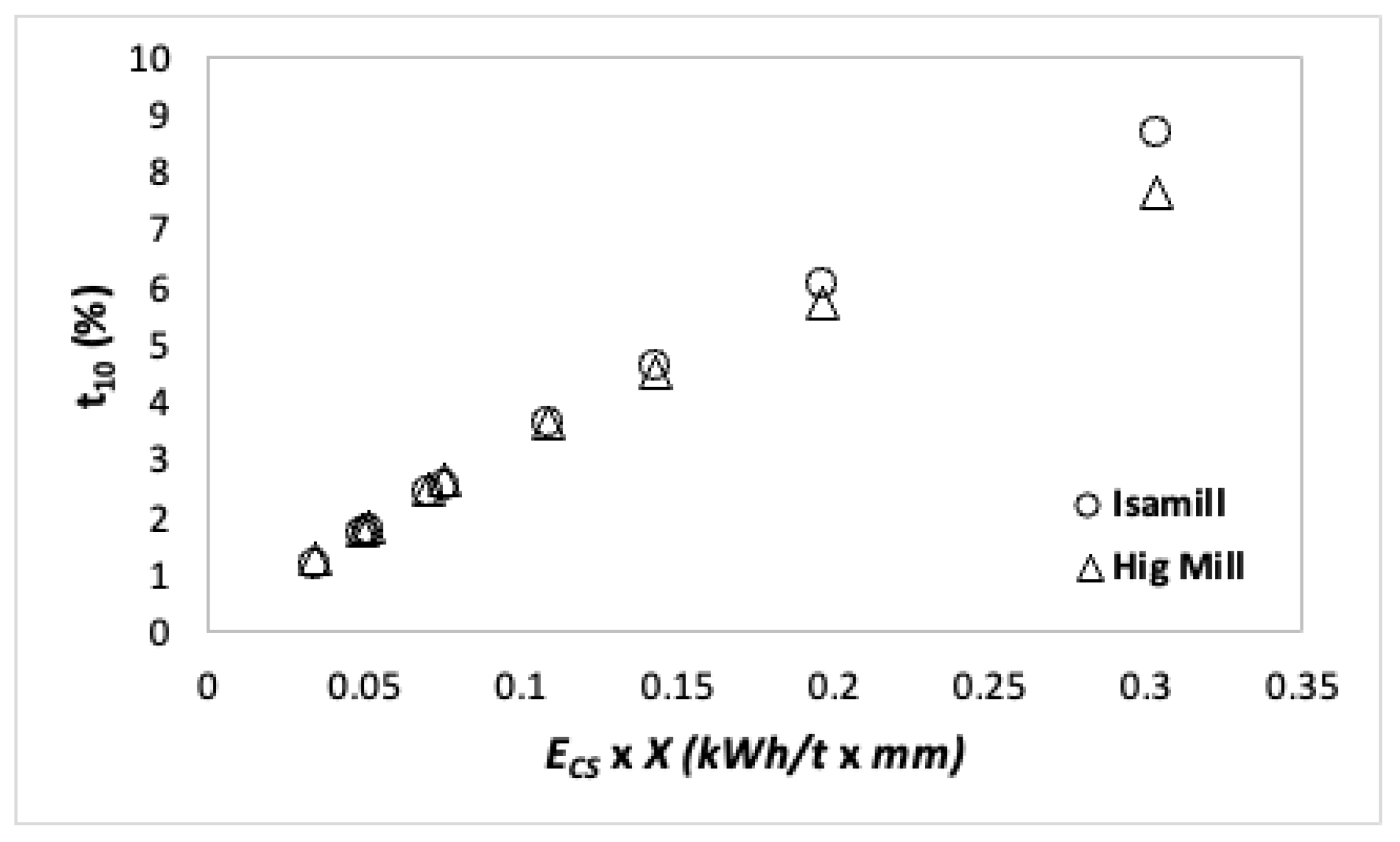
2.3. Material Characterization
- Ecs : Specific comminution energy (kWh/t)
- A, b : Model parameters
- X : Particle size (mm)
- n : 2, 4 and 10
2.4. Data Interpretation
- Y : Cumulative passing (%)
- d0 : Position parameter (size passing from 63.2%, µm)
- n : Slope
- X : Particle size (µm)
- fi : feed rate of size fraction i (t/h);
- pi : product flow of size fraction i (t/h);
- aij : the mass fraction of particles of size j that appears at size i after primary breakage;
- ri : the rate of material breakage for particle size i;
- di : discharge rate for particle size i.
- vt : tip speed (m/s);
- dGM : diameter of grinding media (m);
- ρGM : density of grinding media (kg/m3).
3. Results and Discussions
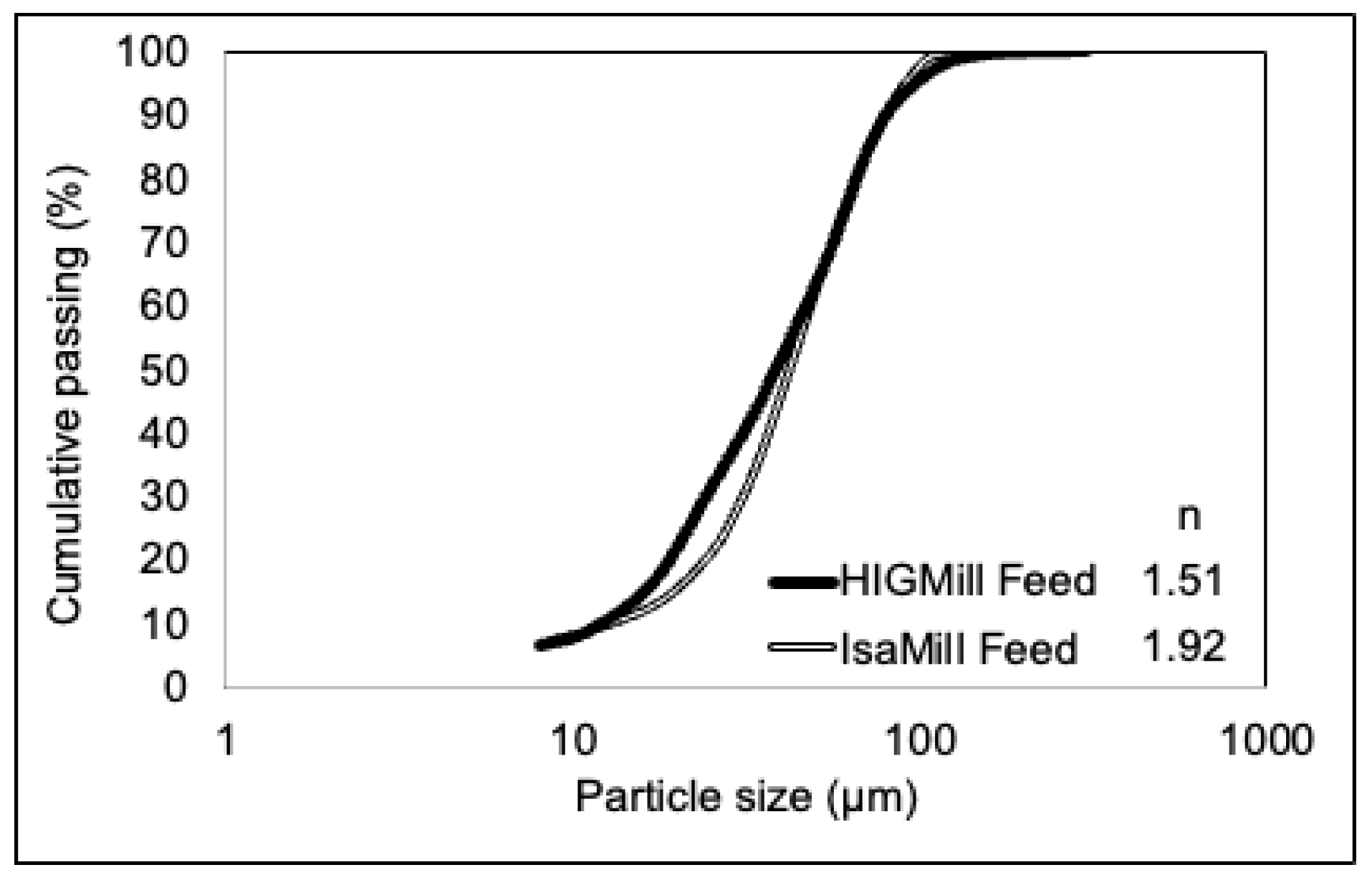
3.1. Comparison of the Feed Characteristics
3.2. Comparison of the Signature Plots
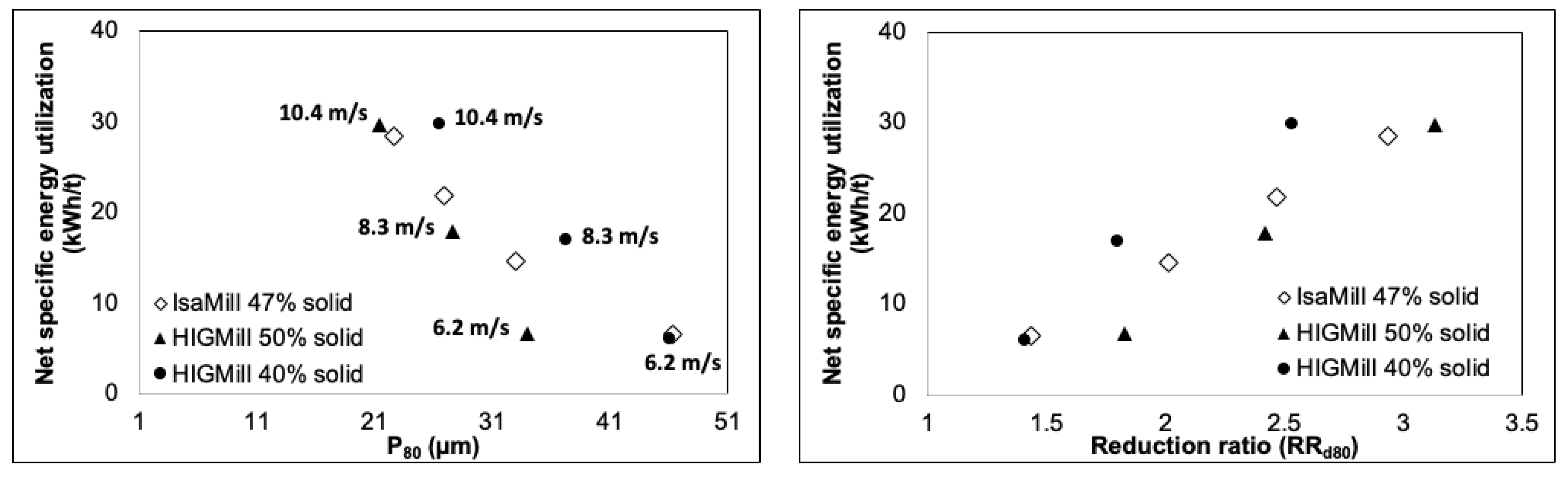
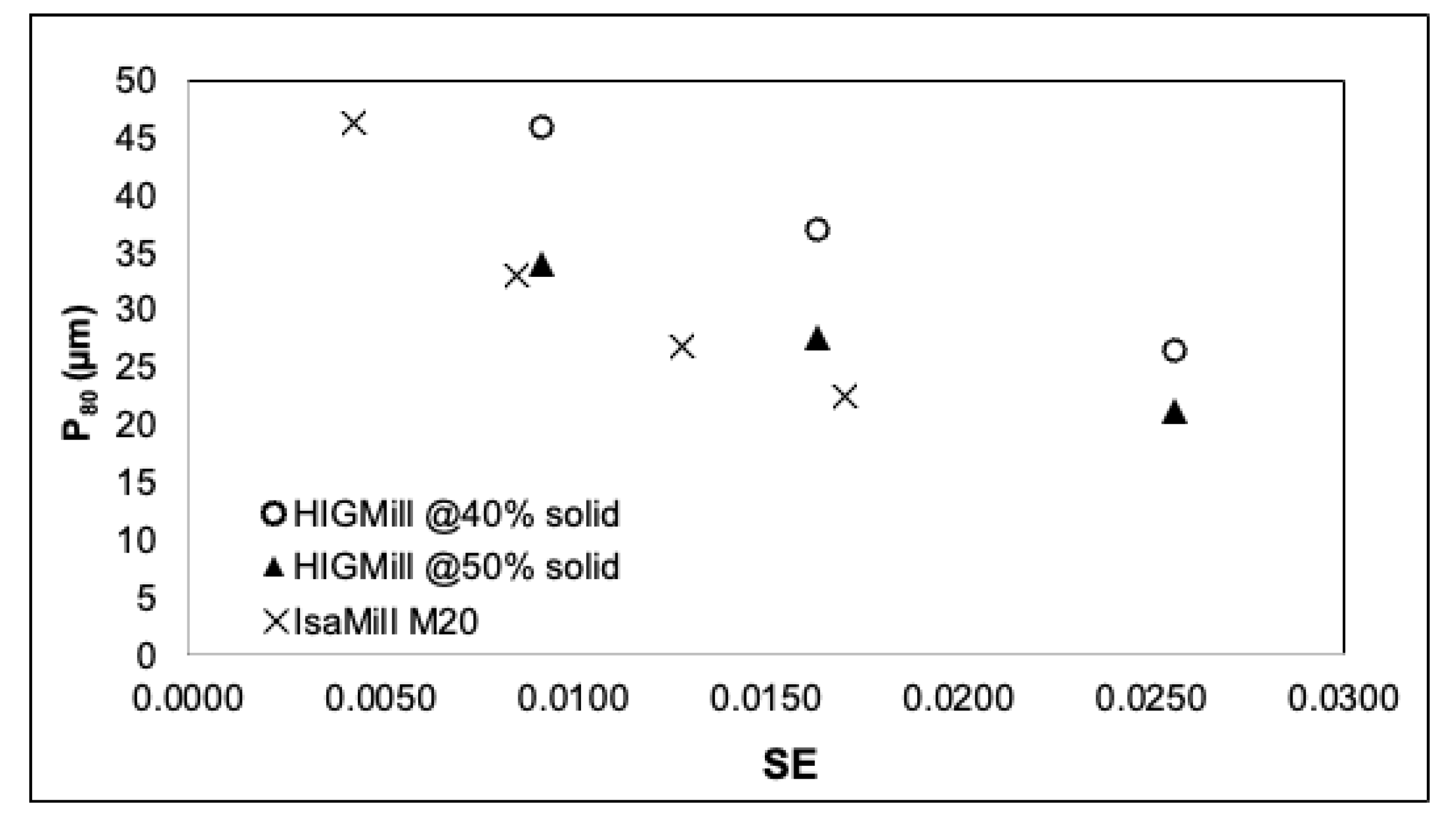
3.3. Comparison of the Product Size Distributions and Energy Values
3.4. Stress Energies of the Two Mills
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, F.; Morrison, R.; Cervellin, A.; Burns, F.; Musa, F. Comparison of energy efficiency between ball mills and stirred mills in coarse grinding. Miner. Eng. 2009, 22, 673–680. [Google Scholar] [CrossRef]
- Sepulveda, J.L. A Detailed Study on Stirred Ball Mill Grinding. Ph.D. Dissertation, Department of Metallurgy and Metallurgical Engineering, The University of Utah, Salt Lake City, UT, USA, 1981. [Google Scholar]
- Jankovic, A. Variables affecting the fine grinding of minerals using stirred mills. Miner. Eng. 2003, 16, 337–345. [Google Scholar] [CrossRef]
- Lichter, J.K.H.; Davey, G. Selection and sizing of ultrafine and stirred grinding mills. In Mineral Processing Plant Design, Practice, and Control; Mular, A.L., Halbe, D.N., Barratt, D.J., Eds.; SME: Littleton, CO, USA, 2002; pp. 783–800. [Google Scholar]
- Pease, J.D.; Curry, D.C.; Young, M.F. Designing flotation circuits for high fines recovery. Miner. Eng. 2006, 19, 831–840. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, F. Wills’ Mineral Processing Technology, 8th ed.; Elsevier, Butterworth-Heinemann: Oxford, UK, 2016. [Google Scholar]
- Giblett, A. Grinding Technologies. In SME Mineral Processing & Extractive Metallurgy Handbook; Dunne, R.C., Kawatra, K., Young, C.A., Eds.; SME: Littleton, CO, USA, 2019. [Google Scholar]
- Gupta, A.; Yan, D.S. Stirred mills—Ultrafine grinding. In Mineral Processing Design and Operations: An Introduction, 2nd ed.; Gupta, A., Yan, D.S., Eds.; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Metso: Outotech 2021. VTM Mill. Available online: https://www.mogroup.com/portfolio/vertimill/ (accessed on 27 July 2022).
- Allen, J. Advances in Stirred Milling: Improving Profitability of Copper Ore Processing; Mining Weekly: Johannesburg, South Africa, 2010. [Google Scholar]
- FLSmidth 2022. VXP Mill. Available online: https://www.flsmidth.com/en-gb/products/vxpmill (accessed on 27 July 2022).
- Francis, B. Scale-up and Operations of a Vertical Stirred Mill. Master’s Thesis, The University of British Columbia, Vancouver, BC, Canada, 2014. [Google Scholar]
- Metso: Outotech. HIGMill—High Intensity Grinding Mill. 2021. Available online: https://www.mogroup.com/portfolio/higmill-high-intensity-grinding-mill/ (accessed on 30 November 2021).
- Gao, M.; Young, M.; Allum, P. IsaMill fine grinding technology and its industrial applications at Mt. Isa Mines. In Proceedings of the 34th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 22–24 January 2002; pp. 171–188. [Google Scholar]
- Clark, L. Grinding comparison test of IsaMills with Tower Mills using magnetite. In Xstrata Technology, Technical Notes; Glencore Technology: Brisbane, Australia, 2007. [Google Scholar]
- Pease, J.D.; Young, M.F.; Curry, D.C. Fine Grinding as Enabling Technology—The IsaMill. In Proceedings of the 6th Annual Crushing and Grinding Conference, Perth, Australia, 29–30 March 2005. [Google Scholar]
- Jankovic, A. Mathematical Modelling of Stirred Mills. Ph.D. Thesis, University of Queensland, JKMRC, Brisbane, Australia, 1999. [Google Scholar]
- Parry, J.M. Ultrafine grinding for improved mineral liberation in flotation concentrates. Master’s Thesis, The University of British Columbia, Vancouver, BC, Canada, 2006. [Google Scholar]
- Cayirli, S.; Gokcen, H.S. The influence of stirred mill orientation on calcite grinding. Min. Metall. Explor. 2021, 38, 1551–1560. [Google Scholar] [CrossRef]
- Bond, F.C. Crushing and Grinding Calculations. Br. Chem. Eng. 1961, 378–385. [Google Scholar]
- Eksi, D. Development of a Test Method for Determination of Breakage Behaviour of fine Particles. Master’s Thesis, Hacettepe University, Ankara, Türkiye, 2011. [Google Scholar]
- Napier-Munn, T.J.; Morrell, S.; Morrison, R.D.; Kojovic, T. Mineral Comminution Circuits Their Operation and Optimization. In JKMRC Monograph Series in Mining and Mineral Processing 2; Napier-Munn, T.J., Ed.; Sustainable Minerals Institute: St. Lucia, Australia, 1996. [Google Scholar]
- Shi, F.; Kojovic, T. Validation of a model for impact breakage incorporating particle size effect. Int. J. Min. Process. 2007, 82, 156–163. [Google Scholar] [CrossRef]
- Lynch, A.J. Mineral Crushing and Grinding Circuits: Their Simulation, Optimization, Design and Control; Elsevier: Amsterdam, The Netherlands, 1977. [Google Scholar]
- Kwade, A.; Stender, H. Constant grinding results at scale-up of stirred media mills. Aufbereit. Tech. 1998, 39, 373–382. [Google Scholar]
- Breitung-Faes, S.; Kwade, A. Mill, material, and process parameters—A mechanistic model for the set-up of wet-stirred media milling processes. Adv. Powder Technol. 2019, 30, 1425–1433. [Google Scholar] [CrossRef]
- Rincon, J.; Gaydardzhiev, S.; Stamenov, L. Coupling comminution indices and mineralogical features as an approach to a geometallurgical characterization of a copper ore. Miner. Eng. 2019, 130, 57–66. [Google Scholar] [CrossRef]
- Weller, K.R.; Gao, M.; Bowen, P. Scaling-Up Horizontal Stirred Mills From a 4-Litre Test Mill; Pennsylvania State University: State College, PA, USA, 1999. [Google Scholar]
- Karbstein, H.; Müller, F.; Polke, R. Scale up for grinding in stirred ball mills. Aufbereit. Tech. 1996, 37, 469–479. [Google Scholar]
- Larson, M.; Anderson, G.; Barns, K.; Villadolid, V. IsaMill—1:1 Direct Scaleup from Ultrafine to Coarse Grinding. 2012. Available online: https://www.glencoretechnology.com/en/technologies/isamill/knowledge/technical-papers (accessed on 11 January 2023).
- Larson, M.; Anderson, G.; Morrison, R.; Young, M. Regrind Mills: Challenges of Scaleup. In Proceedings of the SME Annual Meeting, Denver, CO, USA, 27 February–2 March 2011. [Google Scholar]
- Curry, D.C.; Clark, L.W.; Rule, C. Collaborative Technology Development—Design and operation of the World’s largest stirred mill. In Proceedings of the Randol Innovative Metallurgy Conference, Perth, Australia, 21–24 August 2005. [Google Scholar]
- Ntsele, C.; Allen, J. Technology Selection of Stirred Media Mills for Energy Efficiency in Primary and Regrinding Applications for the Platinum Industry; The Southern African Institute of Mining and Metallurgy: Platinum, South Africa, 2012; pp. 781–808. [Google Scholar]
- Sinnott, M.; Cleary, P.W.; Morrison, R. Analysis of stirred mill performance using DEM simulation: Part 1—Media motion, energy consumption and collisional environment. Miner. Eng. 2006, 19, 1537–1550. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.; Morrison, R. Analysis of stirred mill performance using DEM simulation: Part 2—Coherent flow structures, liner stress and wear, mixing and transport. Miner. Eng. 2006, 19, 1551–1572. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D.; Pereirai, G.G. Computational prediction of performance for a full scale Isamill: Part 1—Media motion and energy utilisation in a dry mill. Miner. Eng. 2015, 79, 220–238. [Google Scholar] [CrossRef]
- Rydin, R.W.; Maurice, D.; Courtney, T.H. Milling dynamics: Part I. Attritor dynamics: Results of a cinematographic study. Metall. Trans. A 1993, 24, 175–185. [Google Scholar] [CrossRef]
- Barley, R.W.; Conway-Baker, J.; Pascoe, R.D.; Kostuch, J.; McLoughlin, B.; Parker, D.J. Measurement of the motion of grinding media in a vertically stirred mill using positron emission particle tracking (PEPT) part II. Miner. Eng. 2004, 17, 1179–1187. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inner height (m) | 6.8 |
| Inner diameter (m) | 1.66 |
| Dia. of agitator (m) | 1.36 |
| No. of agitator | 16 |
| Net volume (m3) | 13 |
| Max. available tip speed (rpm; m/s) | 1000; 10.4 |
| Installed mill motor power (kW) | 2650 |
| HIGMill | IsaMill | |
|---|---|---|
| Agitator configuration | 10 castellated + 6 non-castellated | 6 discs |
| Specific gravity of grinding media | 3.7 | 3.7 |
| Bead size (mm) | 3–4 | 2 |
| Bead filling (%) | 64 | 70 |
| 40% Solid | 50% Solid | |
|---|---|---|
| 12 m/s | IM Pass 1 to Pass 6 | |
| 10.4 m/s | HM T1 | HM T4 |
| 8.3 m/s | HM T2 | HM T5 |
| 6.2 m/s | HM T3 | HM T6 |
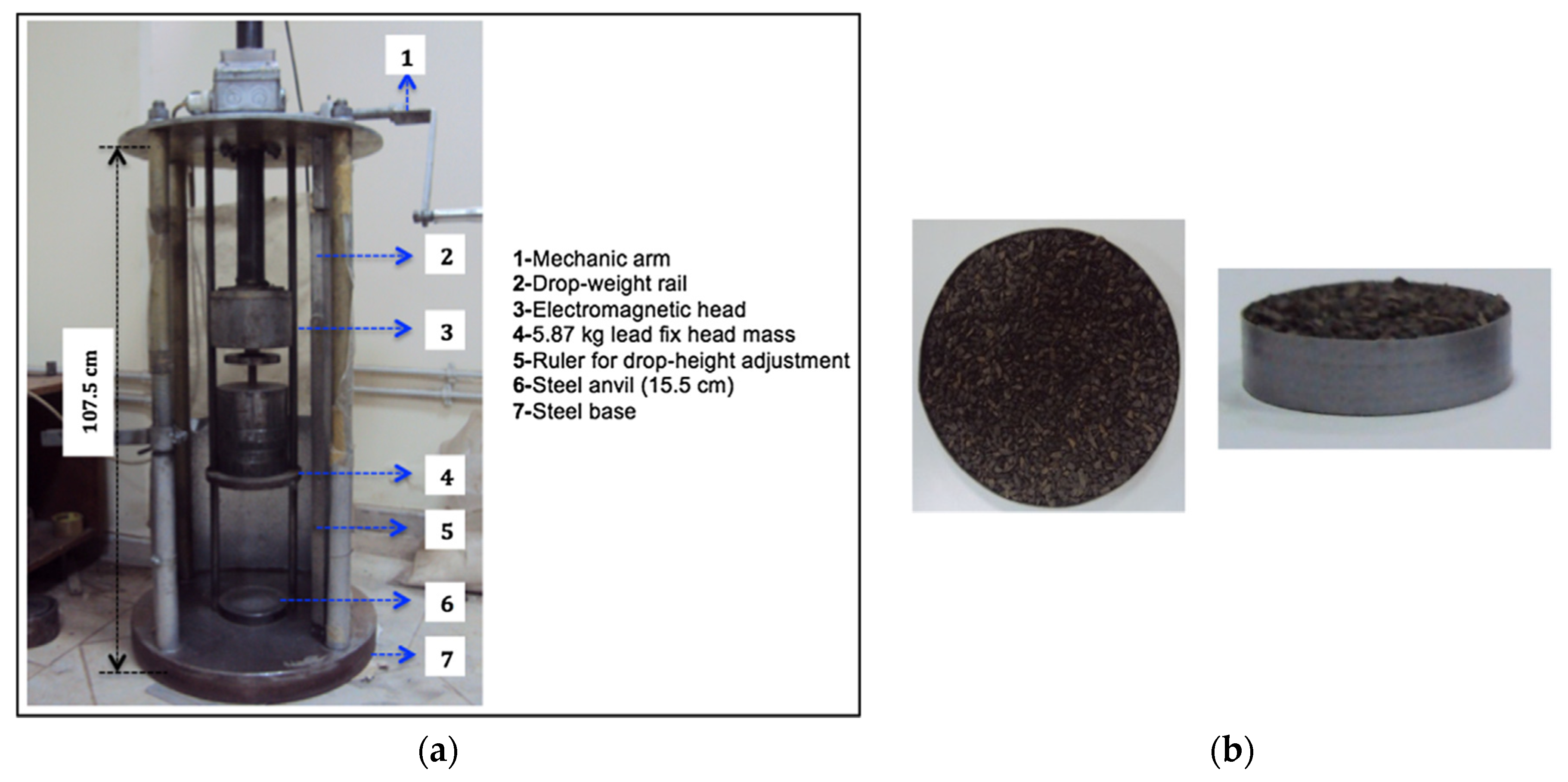
| Weight of head (kg) | 5.87 |
| Max. available weight (kg) | 50 |
| Max. height of drop (cm) | 51.5 |
| Diameter of head (cm) | 15.5 |
| 0.8 kWh/t | 1.1 kWh/t | 1.7 kWh/t | |
|---|---|---|---|
| Weight of Sample/Drop Height | |||
| (−425 + 75) µm | 32.0/21.2 | 32.2/28.9 | 32.1/44.0 |
| (−75 + 53) µm | 31.5/20.8 | 31.5/28.3 | 31.5/43.2 |
| (−53 + 38) µm | 32.5/21.5 | 32.5/29.2 | 32.5/44.5 |
| SG | Cu% | Fe% | Zn% | Chalcopyrite % | Pyrite % | Sphalerite % | Quartz % | Rest % | |
|---|---|---|---|---|---|---|---|---|---|
| HIGMill circuit | 3.45 | 2.30 | 29.57 | 0.38 | 6.64 | 57.35 | 0.59 | 24.30 | 11.11 |
| IsaMill circuit | 3.70 | 2.14 | 30.24 | 0.33 | 6.18 | 59.05 | 0.52 | 21.50 | 12.75 |
| Wi (kWh/t) | A | b | Axb | R2 | |
|---|---|---|---|---|---|
| HIGMill circuit | 12.80 | 12.17 | 3.25 | 39.55 | 0.97 |
| IsaMill circuit | 12.00 | 22.11 | 1.64 | 36.26 | 0.98 |
| Cumulative Passing (%) | ||
|---|---|---|
| Particle Size (µm) | P1 | P2 |
| 75 | 100.00 | 100.00 |
| 53 | 97.48 | 98.31 |
| 38 | 94.97 | 94.00 |
| 33 | 93.65 | 92.57 |
| 25 | 88.42 | 86.17 |
| 17 | 70.19 | 68.32 |
| 11 | 46.47 | 49.24 |
| 8 | 40.59 | 39.62 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Can, M.; Altun, O. Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill. Minerals 2023, 13, 315. https://doi.org/10.3390/min13030315
Can M, Altun O. Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill. Minerals. 2023; 13(3):315. https://doi.org/10.3390/min13030315
Chicago/Turabian StyleCan, Metin, and Okay Altun. 2023. "Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill" Minerals 13, no. 3: 315. https://doi.org/10.3390/min13030315
APA StyleCan, M., & Altun, O. (2023). Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill. Minerals, 13(3), 315. https://doi.org/10.3390/min13030315