1. Introduction
As reported in the Global Climate Status 2021, the greenhouse gas CO
2 is one of the main causes of global warming, and it has become a global consensus to reduce carbon emissions [
1]. The steel industry is fundamental to modern society, and its robust and healthy development is important for the economy. Steel manufacturing is CO
2- and energy-intensive and is dominated by the blast furnace-converter process in China [
2]. Sintering, as the first high-temperature process, comprises about 15% of CO
2 emissions and 10% of energy consumption [
3,
4,
5]. In terms of energy-saving and emission-reducing technologies for sintering, there is a room between the current technologies with those developed by the European Coal and Steel Research Fund (RFCS), such as carbon reduction, flue gas circulation, and biomass fuel substitution [
6,
7,
8], which are significant for low-carbon development in the sintering industry.
Methods to reduce the solid fuel for sintering include supplement external heat and the adjustment of the internal heat. The heat of the sinter layer from the top to the bottom gradually increases due to the thermal storage, especially in the thick-bed sintering technology. If the fuel is homogeneously dispersed in the bed, there will be a situation where the temperature in the upper layer is insufficient and the heat is too high at the bottom, which will increase the level of return and fuel consumption and cause an uneven sinter quality in the material layer. Thus, it is important to optimize fuel distribution based on the thermal field of the material layer. There is already technical support for fuel refinement utilization in a sintering plant in the form of a jaw crusher. Some scholars have studied the effect of fuel conditions on the thermal state by means of numerical models [
9,
10,
11,
12,
13]. Won [
14] studied the effect of fuel characteristics on the thermal state, demonstrating that the better the combustion characteristics, the faster the spread of the burning zone. Shrestha [
15] established a numerical simulation of fuel-layered distribution iron ore sintering, which was able to improve the quality indices of the sinter. Hou [
16,
17] investigated the effect of the internal temperature and oxygen concentration on the heat and mass transfer for three typical fuel structures and proposed a fuel addition technology in the form of granulation to improve the combustion efficiency of fuel in the material layer. Pahlevaninezhad [
18] studied the fuel particle size on the sinter quality and concluded that it was detrimental to the coarser fuel particles. Ohno [
19] investigated the coke combustion rate on the temperature field of iron ore sintering process. Zhao [
20] integrated the combustion model into the sintering simulation to improve the prediction accuracy. However, most of the above numerical models consider the fuel to be uniformly distributed in the material layer. If we consider a fuel segregation state in the material layer in the numerical model, it requires giving the fuel distribution priority in the granules. Then, according to the ore blending structure and segregation conditions, the fuel distribution in the sinter layer is obtained from the model used in the previous study [
21]. Furthermore, the fuel distribution is optimized through the numerical model and algorithms.
Some scholars have studied the optimization of the fuel distribution of the material layer using mathematical models and experiments. Huang [
22] developed a heat balance equation for the sintering process to obtain a reasonable fuel distribution. Some scholars [
11] proposed a reasonable fuel proportion for each unit of the material layer based on the maximum temperature. Others suggested a suitable particle size composition of the fuel through experiments. For example, some [
23,
24,
25] argued that the ratio of −3 mm for coke breeze is 80%, while others [
26] suggested that 90% coke powder have the better sintering quality. Mathematical algorithms, as essential tools for parameter optimization, can search globally for optimal conditions for various objectives. The particle swarm optimization algorithm (PSO) [
27,
28] has a fairly fast search speed and cannot easily find the local optimum through the deterministic local search algorithm. Nath [
29] optimized the fuel ratio and negative pressure conditions for the two sintering layers using a genetic algorithm so as to obtain the optimal sintering quality. However, there have been few studies on the thermal state of the bed that consider the whole sintering process, and fuel conditions are mostly determined experimentally according to the sinter quality, rather than optimized for the thermal state of the material layer. In this paper, we combine the mechanism model and the intelligent algorithm to obtain suitable fuel conditions based on the temperature of the material layer, which can provide a theoretical basis for the optimization of the fuel conditions during actual production.
Based on the granulation model and the numerical simulation model, considering the ore blending structure and the segregation conditions, a simulation was carried out to calculate the fuel theoretical proportion for each unit of the material layer and the accuracy of the model was verified via experiments. Then, with the target of a theoretical fuel proportion in each unit of the bed, the particle swarm algorithm was used to optimize the fuel particle size composition and segregation conditions, which provides a certain theoretical basis for controlling fuel conditions in the sintering process.
2. Process Description
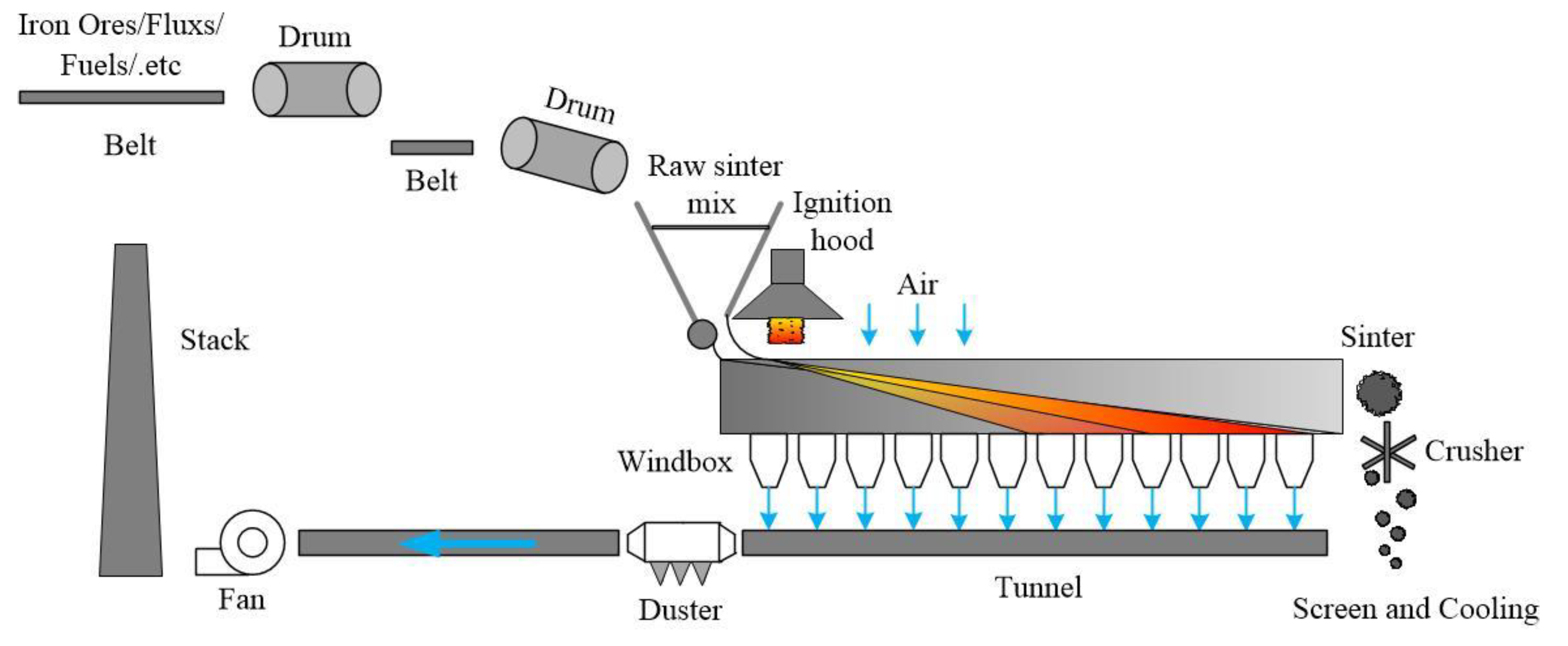
Sintering includes the main steps of blending, mixing, and granulation; segregation and ignition; and sintering under suction [
30]. Blending is utilized to mix iron ore, flux, fuel, and return at a certain ratio. Granulation is the thorough mixing of raw materials to obtain the sinter mixture through water wetting. Ignition and segregation are used to unload the pelleted mixture into the sintering trolley and to cause the fuel on the surface layer to start burning. Sintering under suction is a series of changes, such as the decomposition, oxidation, reduction, and melting of oxides from fuel combustion to bring the bed to a temperature of 1200–1400 °C and then cool it in order to form the sinter [
31]. A typical flow of the process is shown in
Figure 1.
The distribution of the fuel in the granules, as a raw material, is determined by the ore blending structure and the granulation process [
32]. Segregation determines the fuel distribution in the sinter layer and the temperature profile of the sintering process, which in turn affects the sinter quality [
33]. It is essential to match the fuel distribution to its temperature field to improve fuel utilization efficiency.
3. Optimization Strategies and Models
This section describes the general framework of the proposed optimization strategy. The models applied in this framework are presented in
Section 3.1,
Section 3.2 and
Section 3.3.
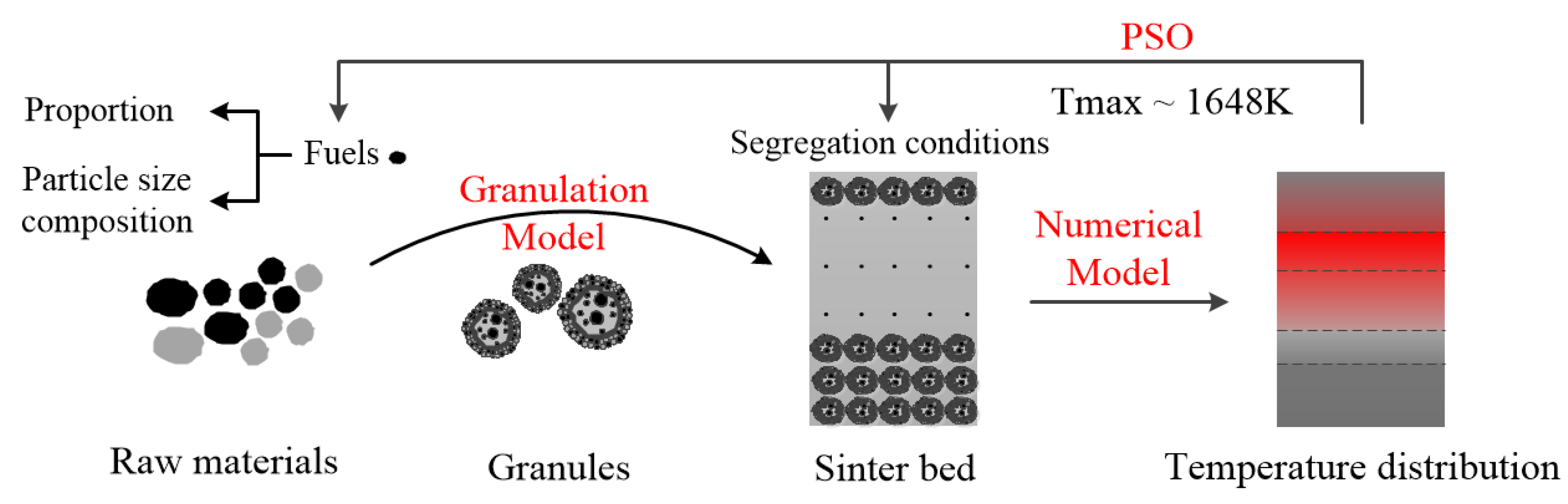
Figure 2 shows the general strategy framework, which involves the following steps.
- (1)
According to the ore blending scheme and the segregation conditions, i.e., the size distribution of the granules of each grain size in the vertical direction of the material layer, the initial fuel distribution in the material layer is calculated by the granulation model for the sinter mixture.
- (2)
Based on the numerical model, it calculates the temperature field of fuel inhomogeneous distribution in the sinter layer and calculates the fuel theoretical proportion for each unit of the layer based on its maximum temperature.
- (3)
Based on the optimization model for the fuel distribution, the fuel conditions, such as particle size composition and segregation characteristics, are found to match the theoretical coke content of each unit.
3.1. Granulation Model for the Sinter Mixture
The initial fuel distribution in the material layer can be obtained based on a model from a previous study [
21]. Based on the one-dimensional particle number balance equation, it is possible to predict the characteristics of the quasi-particles after granulation through the physical properties of the raw materials, the amount of water, and the ore blending scheme. Then, the distribution of fuel particles in each size granules, i.e., the content of the fuel with
J particle size in granules with
I particle size, is analyzed according to the three cases of raw material grain size, as shown in Equation (1). The fuel fraction of each particle size in the granules is calculated according to Equation (2). The above method can be used to study the effect of the fuel ratio and its particle size composition on the fuel distribution of granules.
Based on the particle size distribution characteristics of the granules in the vertical direction of the material layer, combined with the fuel distribution of granules, the coke breeze content for each unit of the material layer can be obtained as shown in Equation (3), and a more detailed description of the equation is provided [
21].
3.2. Numerical Model
The fuel initial distribution of the material layer is obtained based on the granulation model as one of the boundary conditions of the numerical model. The sintering process involves heat transfer, gas flow, and component transport, using the energy conservation equations, component conservation equations, gas momentum equations, and basic governing equations, as listed in
Table 1 [
11].
The reactions that produce thermal changes during sintering mainly include water evaporation and condensation, fuel combustion, carbonate decomposition, and liquid phase formation and solidification, which are given in
Table 2.
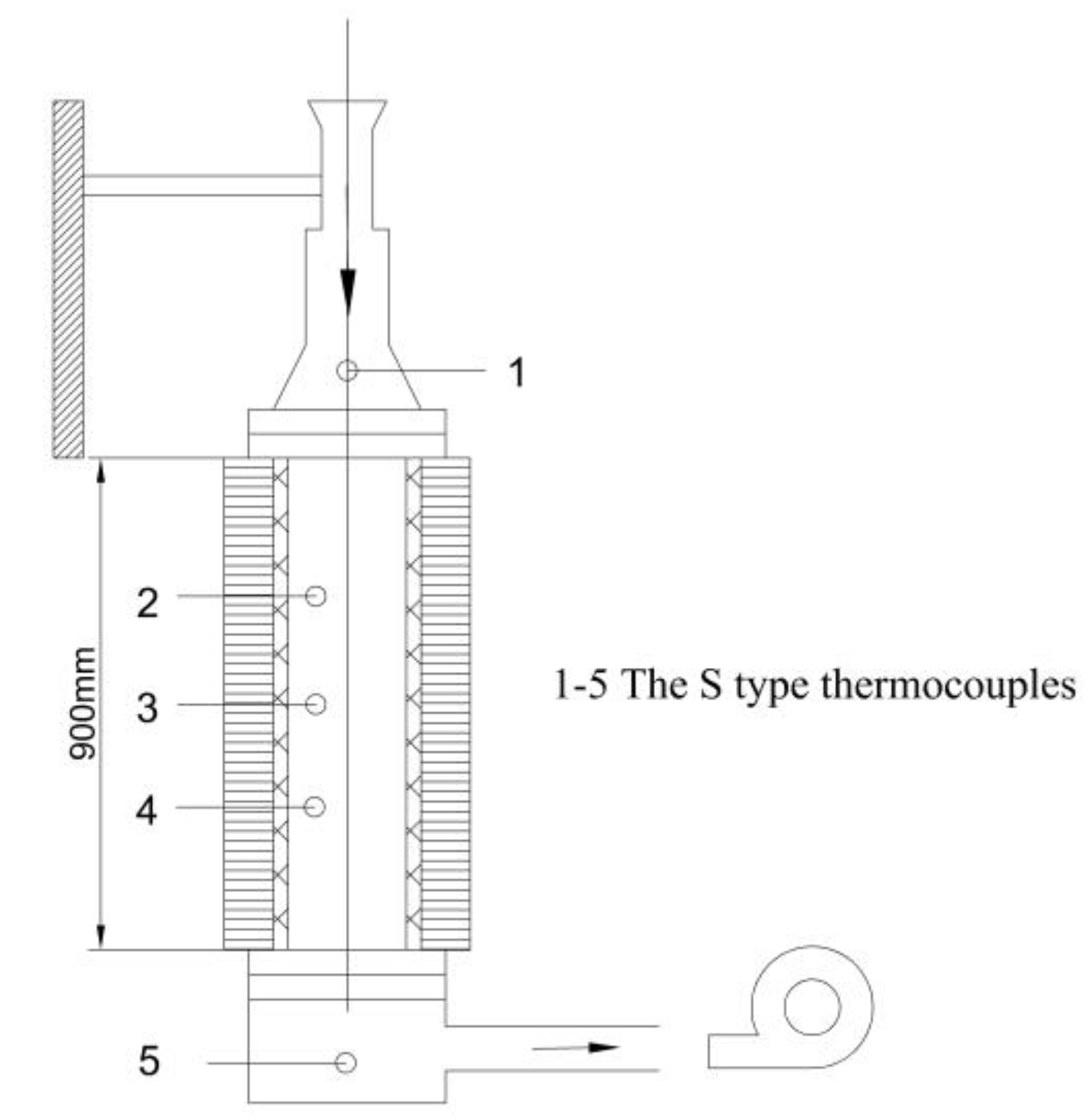
The solution process of the numerical simulation model. First, the partial differential equations are discretized using the difference method, and then, according to the initial boundary conditions, we are able to solve the equations through the tri-diagonal matrix algorithm (TDMA) [
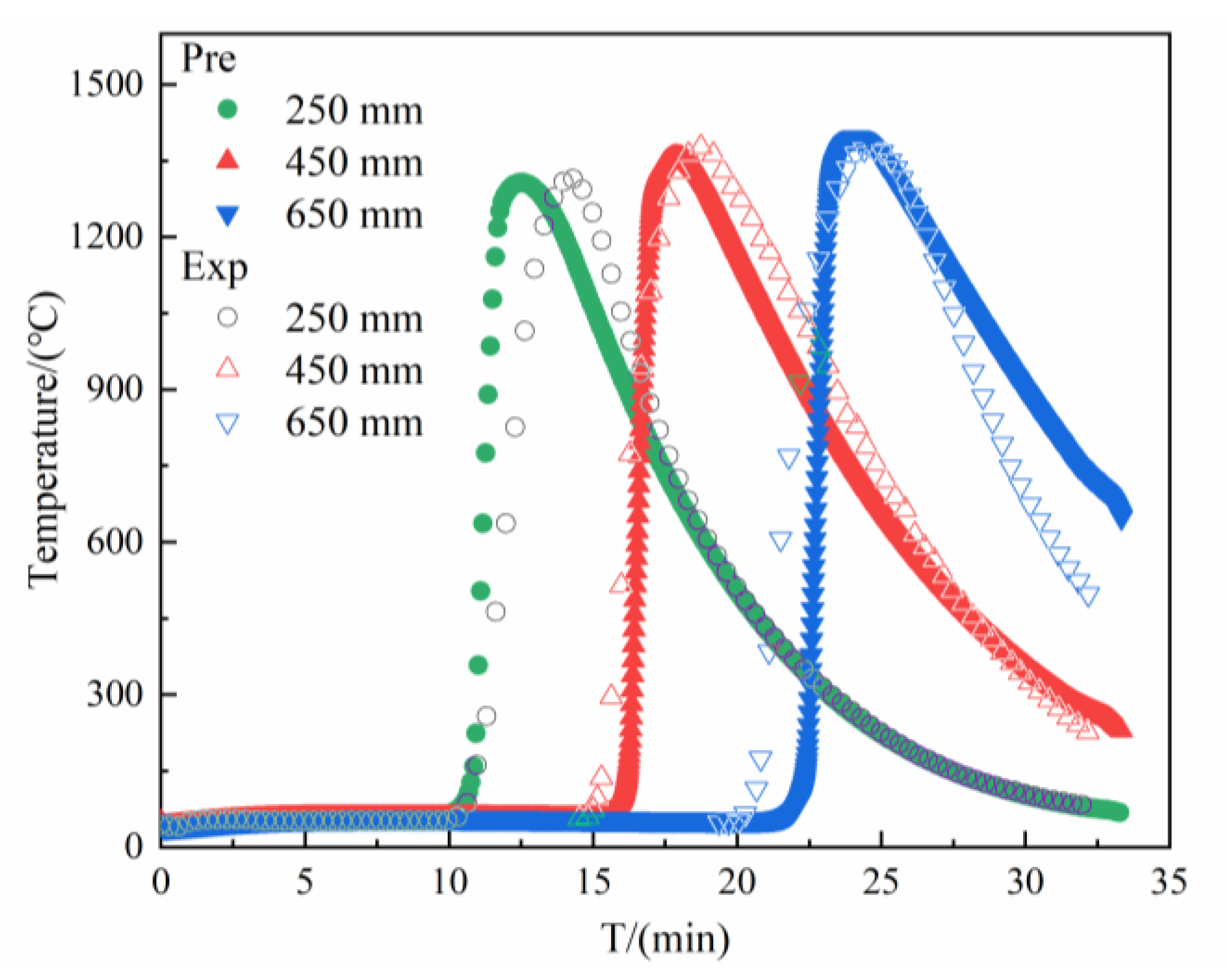
34] with the spatial and time steps of 0.67 mm and 1 s, respectively, which are enough to capture the physical-chemical changes of the sintering process. The model is validated using the sinter pot test, as detailed in
Section 4.1.
3.3. Optimization Model for the Fuel Distribution
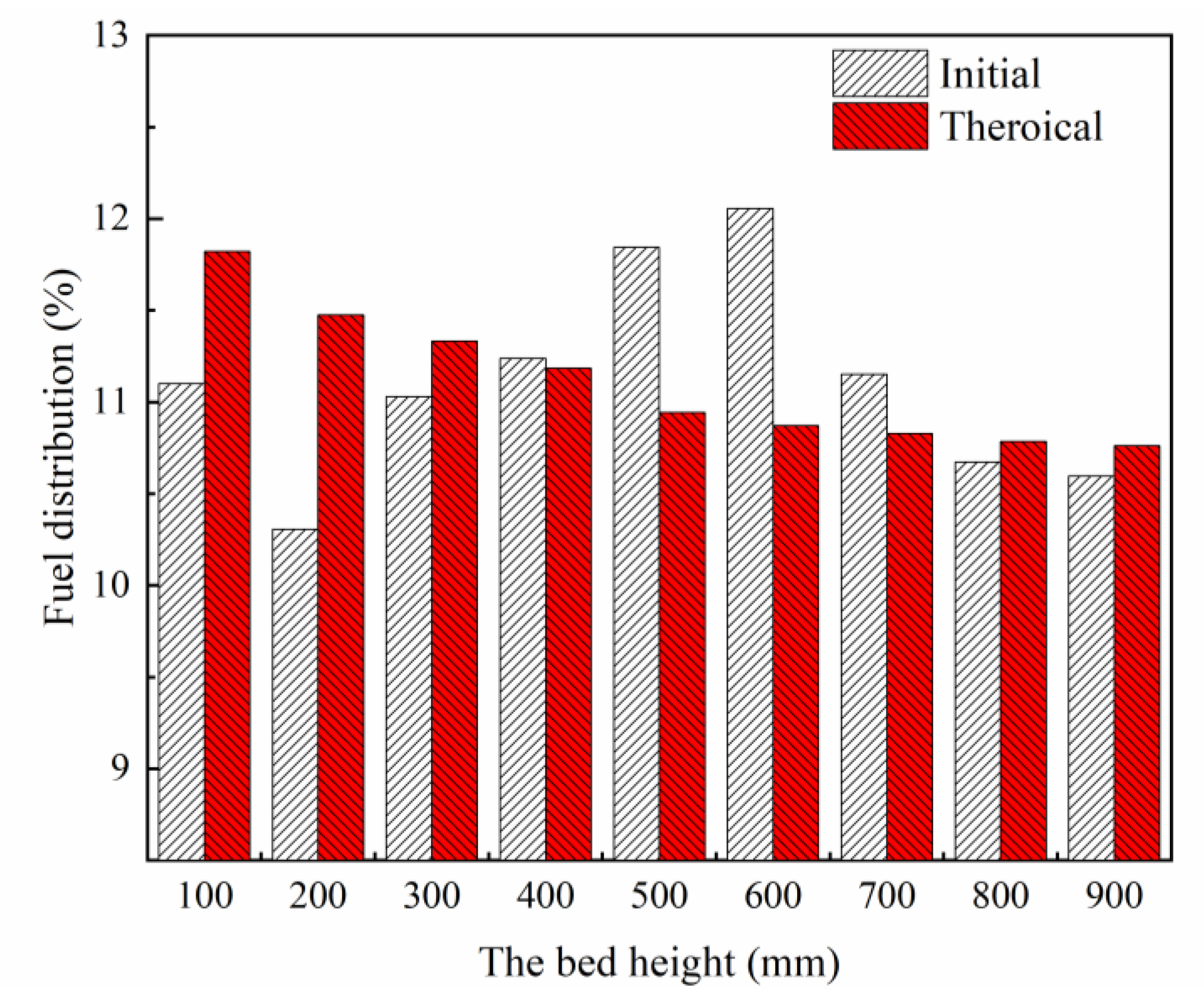
For the fuel-appropriate distribution of the material layer, the sum of the absolute values of the actual and theoretical fuel ratios of each unit is used as the objective function, and the fuel distribution can be controlled using the fuel conditions to meet the theoretical requirements. Firstly, the theoretical fuel ratios for each unit of the layer are calculated via the numerical model. The overall layer is divided into nine units, which are defined as unit 1, unit 2, etc. According to the heat content of each unit and its reasonable value of the maximum temperature, as defined via the numerical model, we can obtain the fuel content of each unit with a 0.1 m thickness as a theoretical value. The calculation steps are as follows.
The target temperature of the unit is determined, which is generally from 1573 to 1723 K. In this paper, 1648 K was taken.
The heat is used to achieve the target temperature of the bed.
The heat is used to reach the actual temperature of the unit through the numerical model.
The fuel ratio in the ore blending scheme is used as a benchmark to calculate the fuel theoretical ratios for each unit, as shown in the following equation.
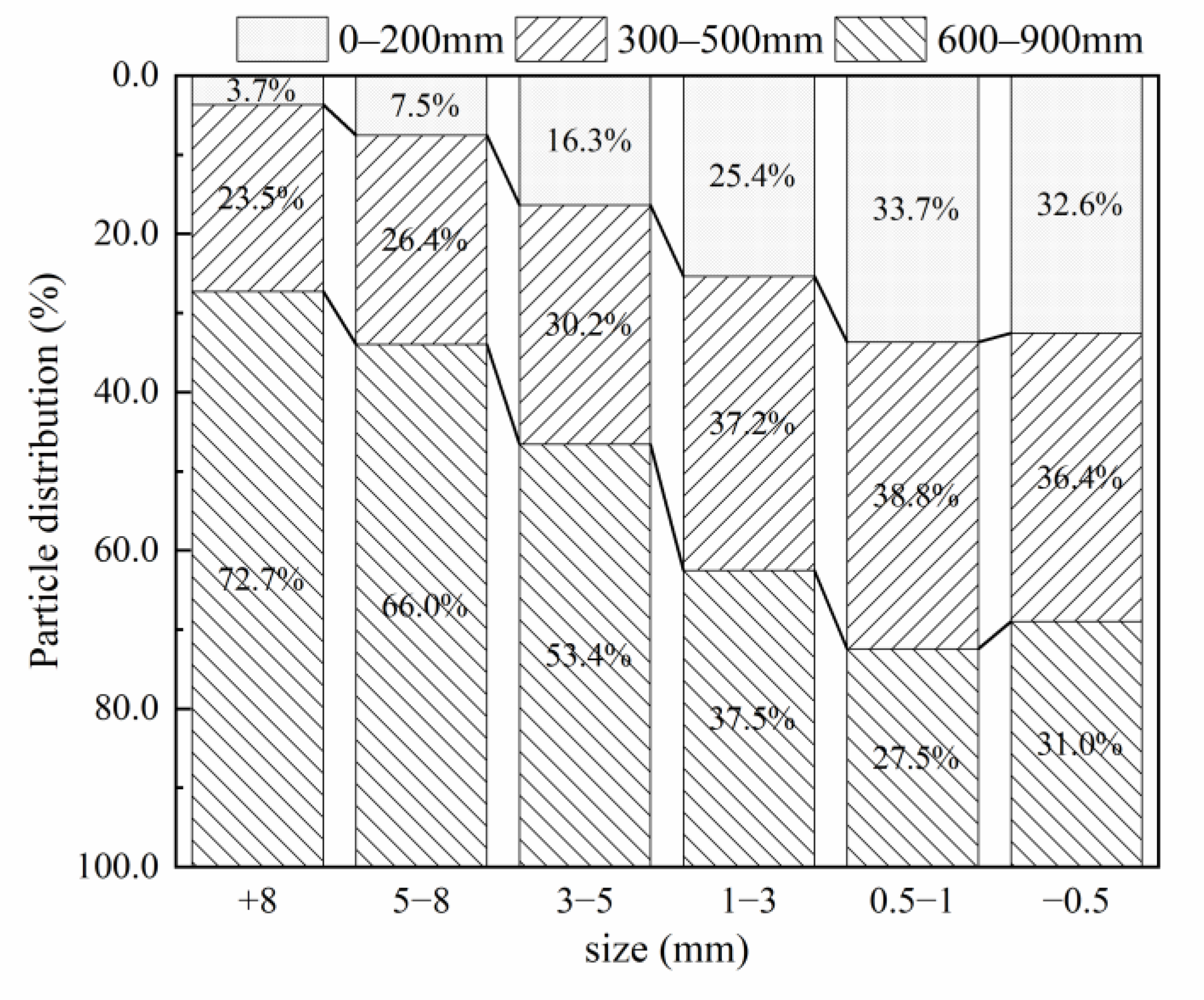
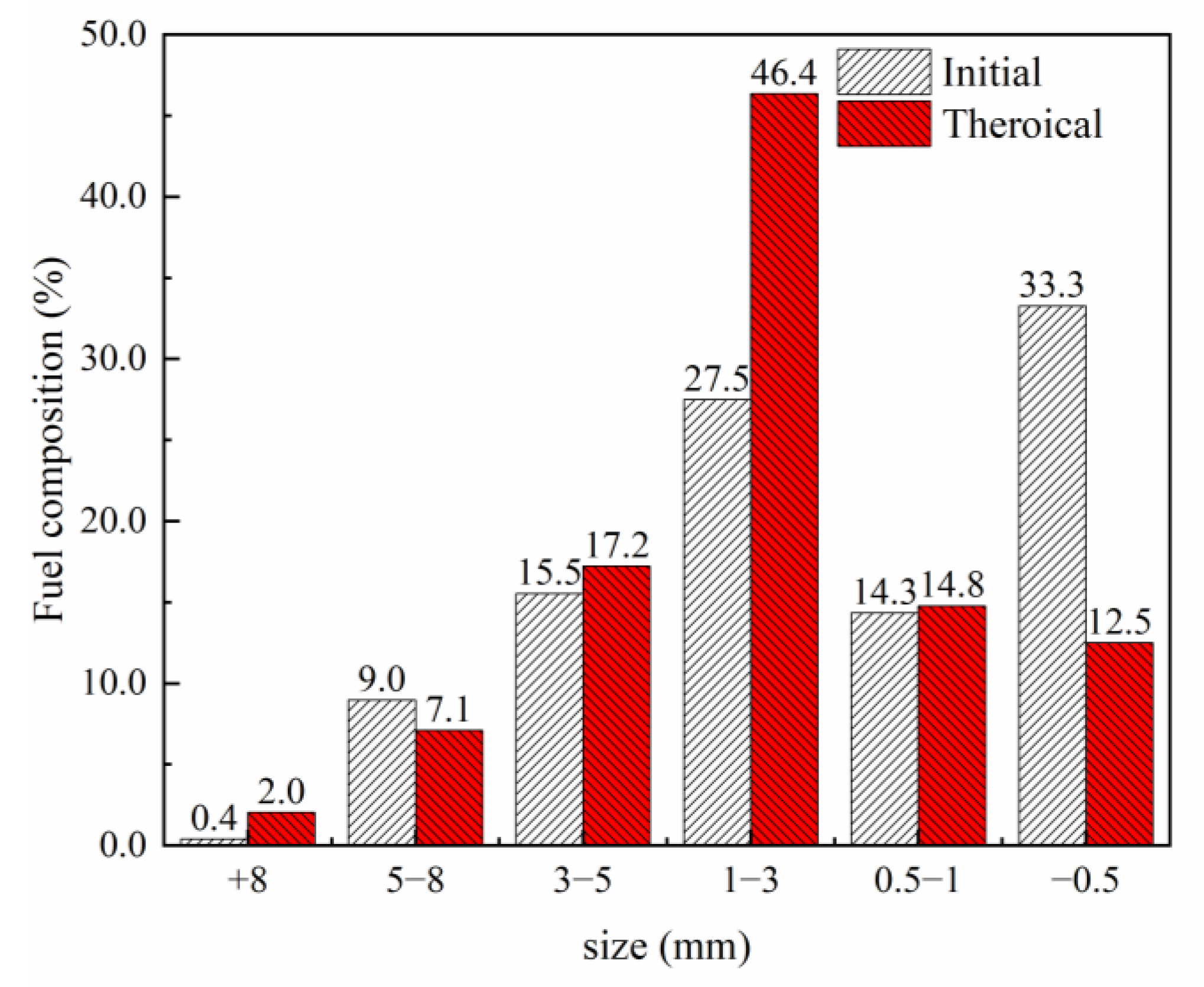
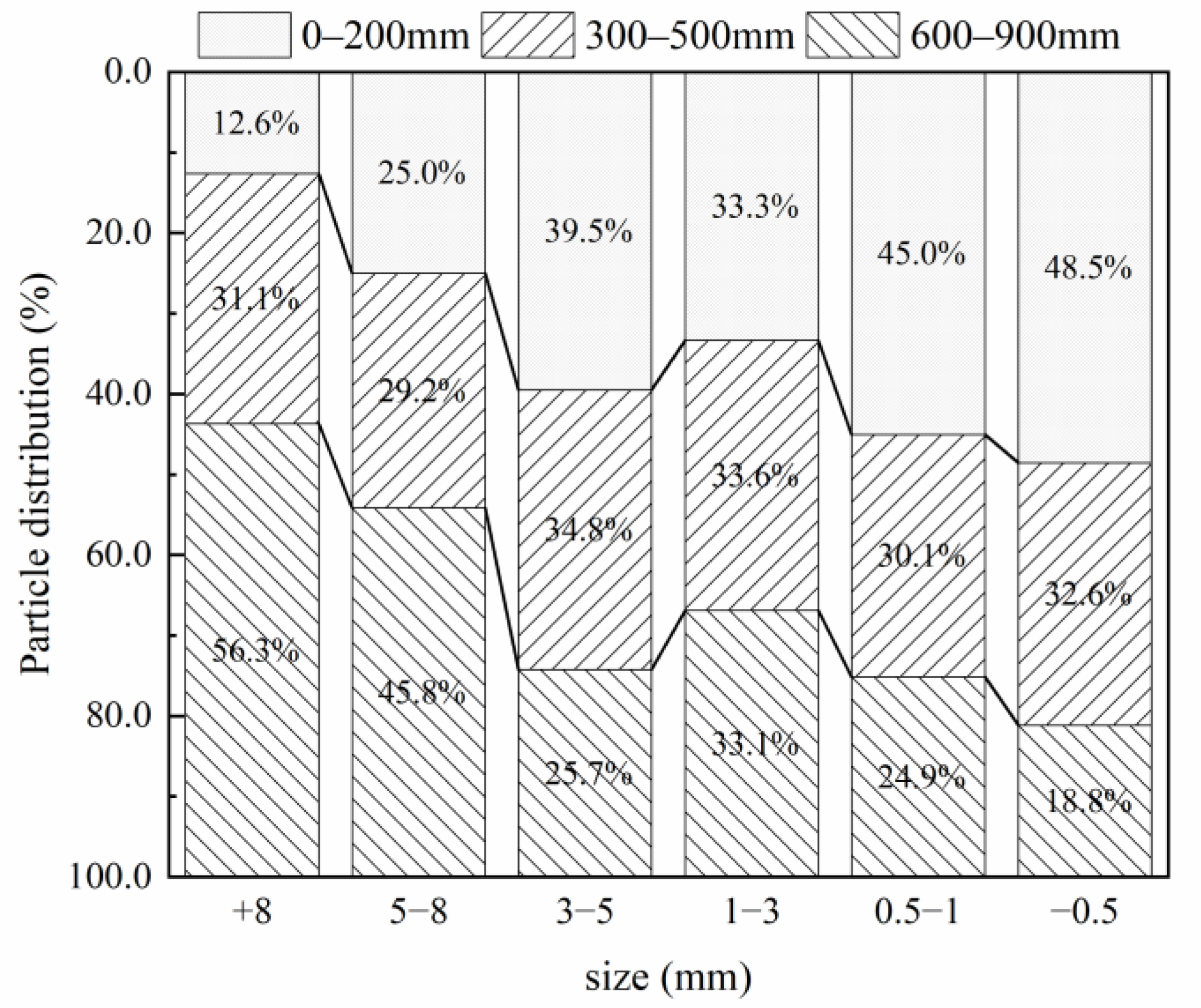
Then, the fuel conditions are optimized, in terms of fuel proportion, particle size composition, and segregation in the sinter bed. Fuel consists of six grain classes: +8 mm, 5–8 mm, 3–5 mm, 1–3 mm, 0.5–1 mm, and −0.5 mm. Assuming a fixed material segregation in the vertical direction of the material layer, the initial fuel fraction for each unit of the material layer is predicted based on the granulation model, and its absolute error with the theoretical value is used as the objective function, as seen in Equation (14). With the mass fraction of fuel in each particle size as a constraint, see Equation (15), the fuel size composition is optimized to achieve the theoretical fuel distribution. If it cannot meet the demand, the fuel segregation in the vertical direction in the three regions of the sinter layer is further optimized. The optimized fuel size composition is taken as one of the initial conditions for the granulation model. With the minimum absolute error of fuel proportion in each region as the objective function and fuel segregation in three regions as the constraint, see Equation (16), the deviation of the granules in three regions is optimized. In this way, the multi-constrained particle swarm optimization algorithm (PSO) is proposed in order to find the fuel conditions that satisfy the fuel proportioning requirement of each unit.
As an objective function for the optimization of the fuel particle size composition, Equation (14) is as follows.
The penalty function method is used to bring the data close to the constraint, and the fraction range of fuel particle size composition is set through the literature, as well as the 100% sum as the constraint.
According to the segregation of the sintering, there is a clear deviation for the +8 mm and −0.5 mm granules, while the others are uniformly dispersed. In addition, the granules in the material layer are summed to 100%. The constraints are as follows:
The PSO is used to solve the constructive equations. The main steps are as follows:
Initialization parameters. The total population is set to 500, the maximum number of iterations is set to 300, and adaptive parameters, such as the inertia weight critical ; the learning factor critical ; and the chaos parameter , are used.
Since the constraints exist in equation forms, the conditions can be simplified to generate more populations satisfying the conditions, and the population is initialized using a logistic chaotic distribution, assigning a single optimal value and a population optimal value.
The corresponding multi-constraint conditions can be set using the above multi-constraint principle, i.e., Equations (15) and (16), and the fitness function is Equation (14).
The generation value for each particle can be calculated, and if it is smaller than the individual optimum, it should be updated to that value.
If the generation value is less than the population optimum, it should be updated to that value.
The velocity and position should be adaptively updated for each particle in the population, according to Equation (20), in the next search round.
If the fuel distribution of the material layer meets the theoretical values of each unit, the iteration should be exited and the result output; otherwise, the number of iterations added one, and the process should return to step (3).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}