
Parameter Optimization of the Separation Process for Hematite and Quartz Mixture Minerals Based on a Cyclone Centrifugal Separator
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
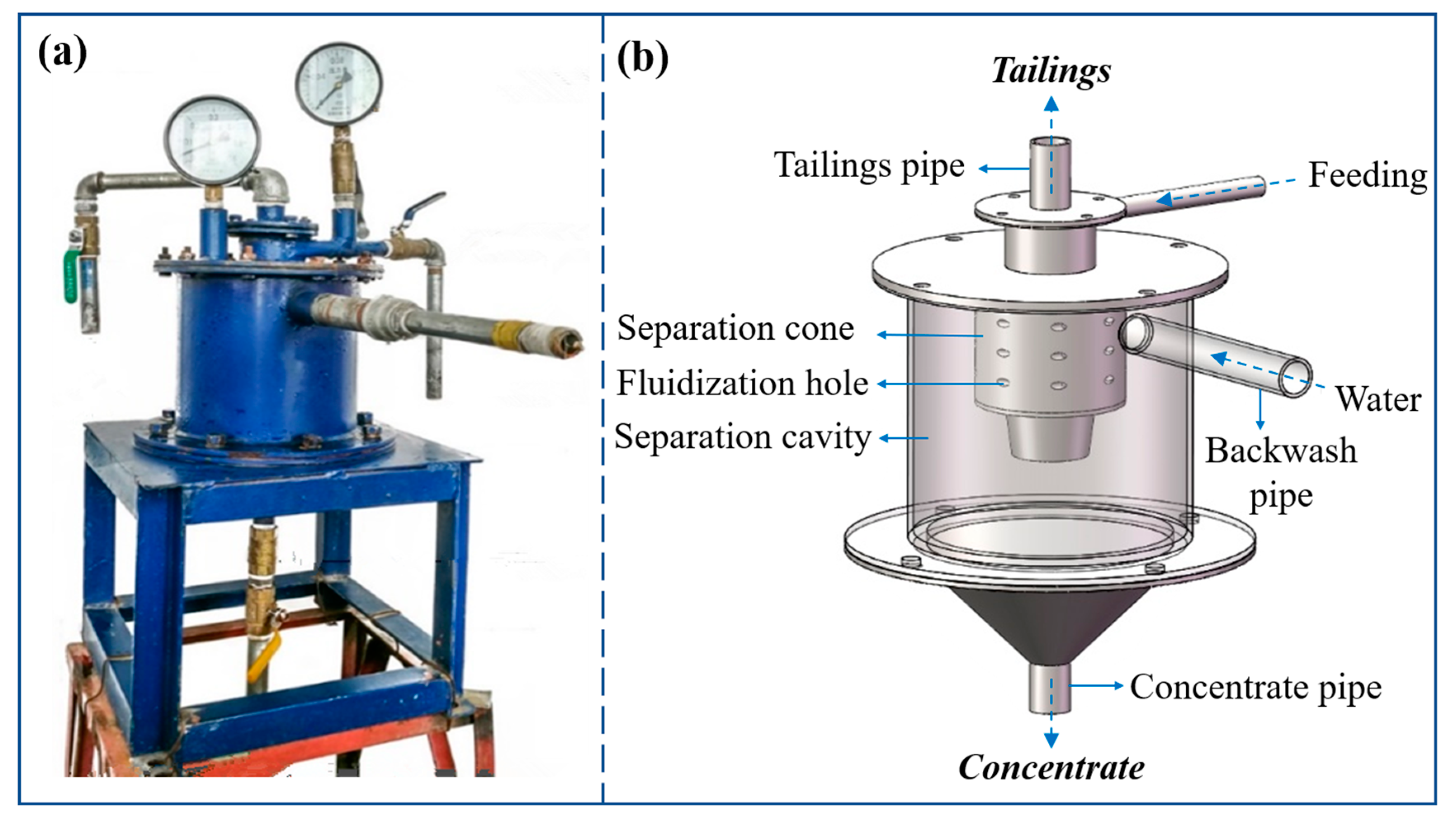
2.2. Separating Equipment: Cyclone Centrifugal Separator
2.2.1. Operating Principle
2.2.2. Mechanism for Separation of Mineral Particles
2.3. Methods
2.3.1. Main-Factor Separation Test of the Cyclone Centrifugal Separator
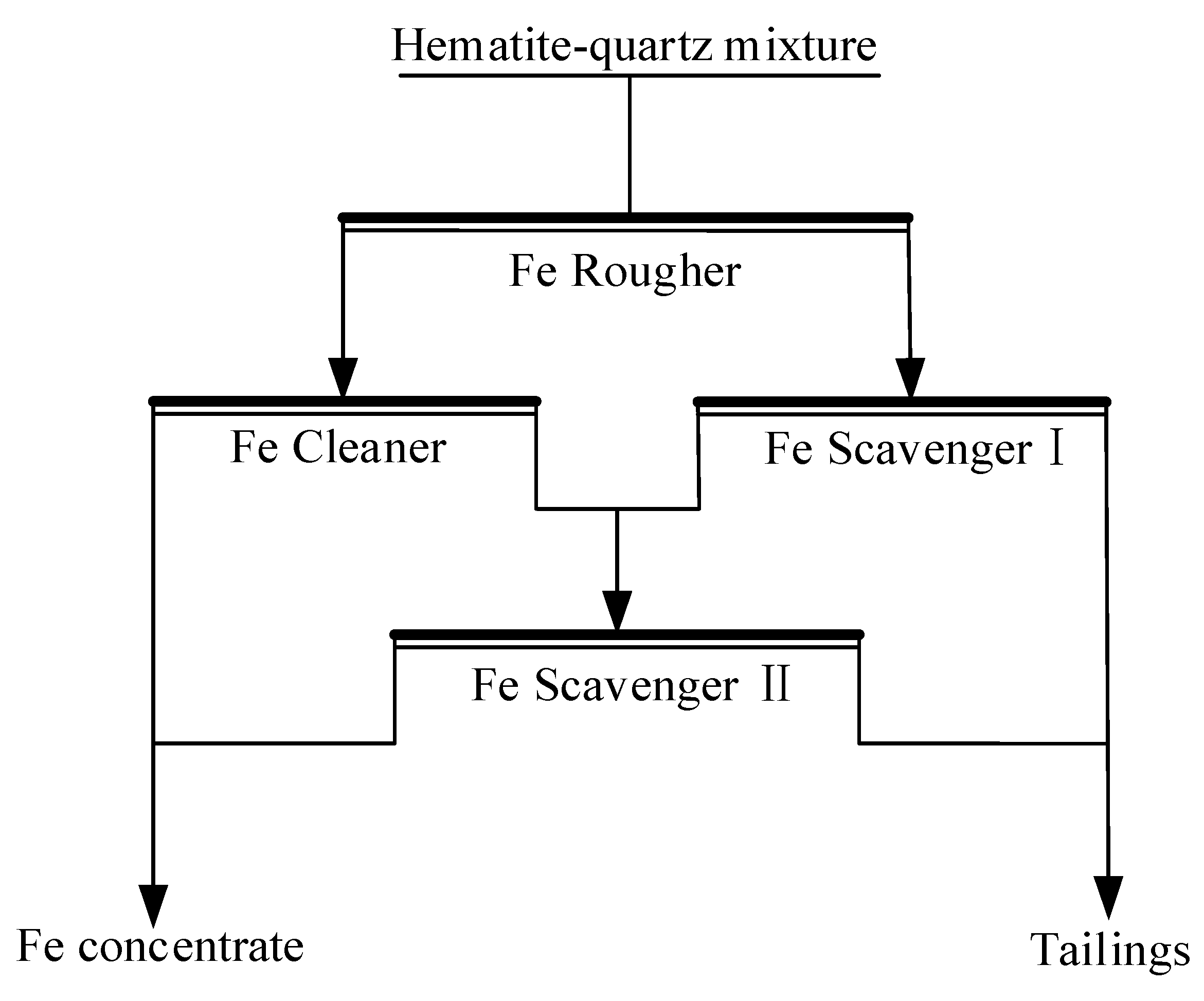
2.3.2. Open-Circuit Separation Test of Hematite–Quartz Mixture
3. Results and Discussion
3.1. Effect of Particle Size of Hematite-Quartz Mixture on Separation Test
3.2. Main Influence Factors of the Cyclone Centrifugal Separator for the Hematite–Quartz Mixture
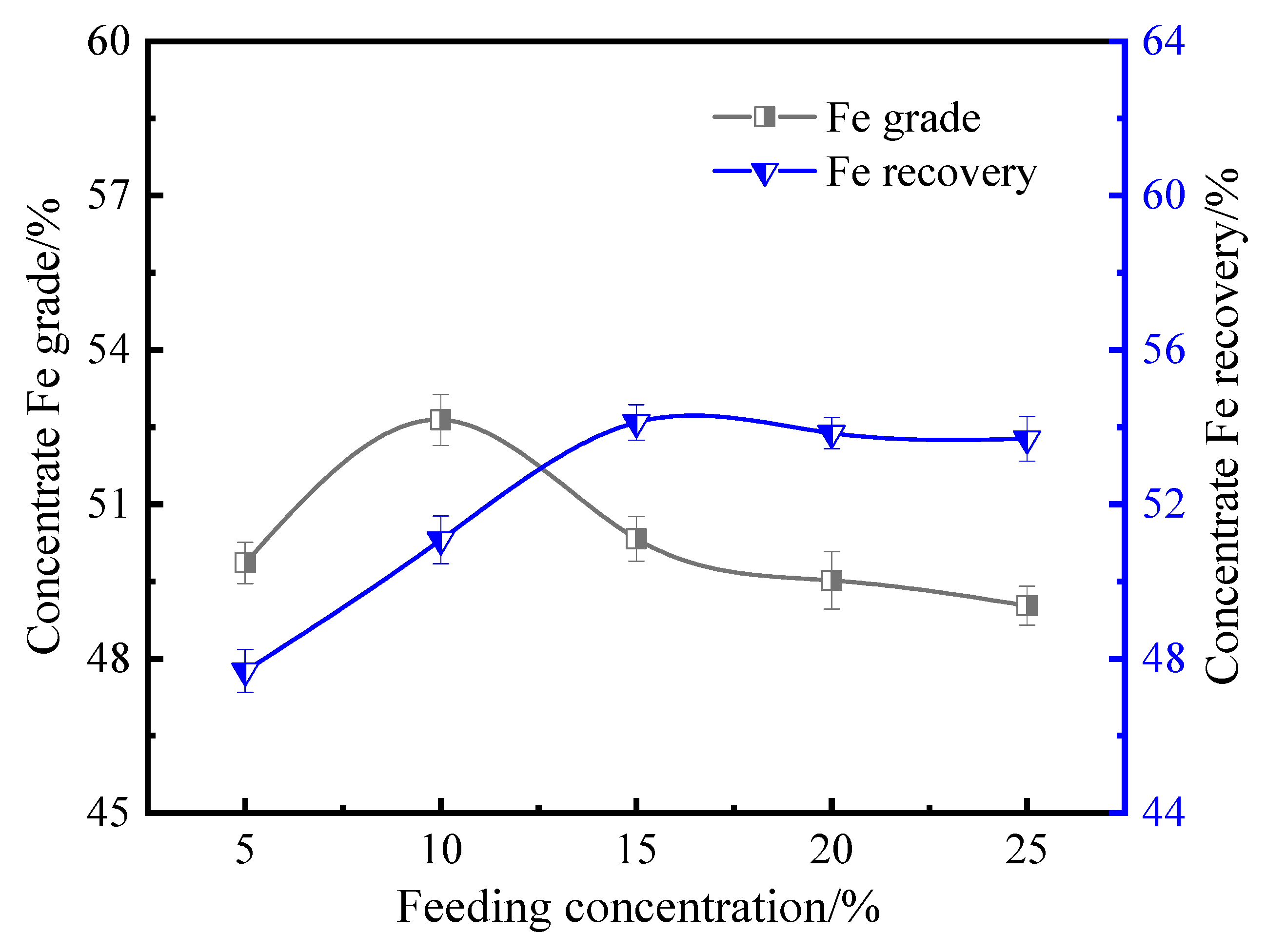
3.2.1. Effect of Feeding Concentration
3.2.2. Effect of Feeding Pressure
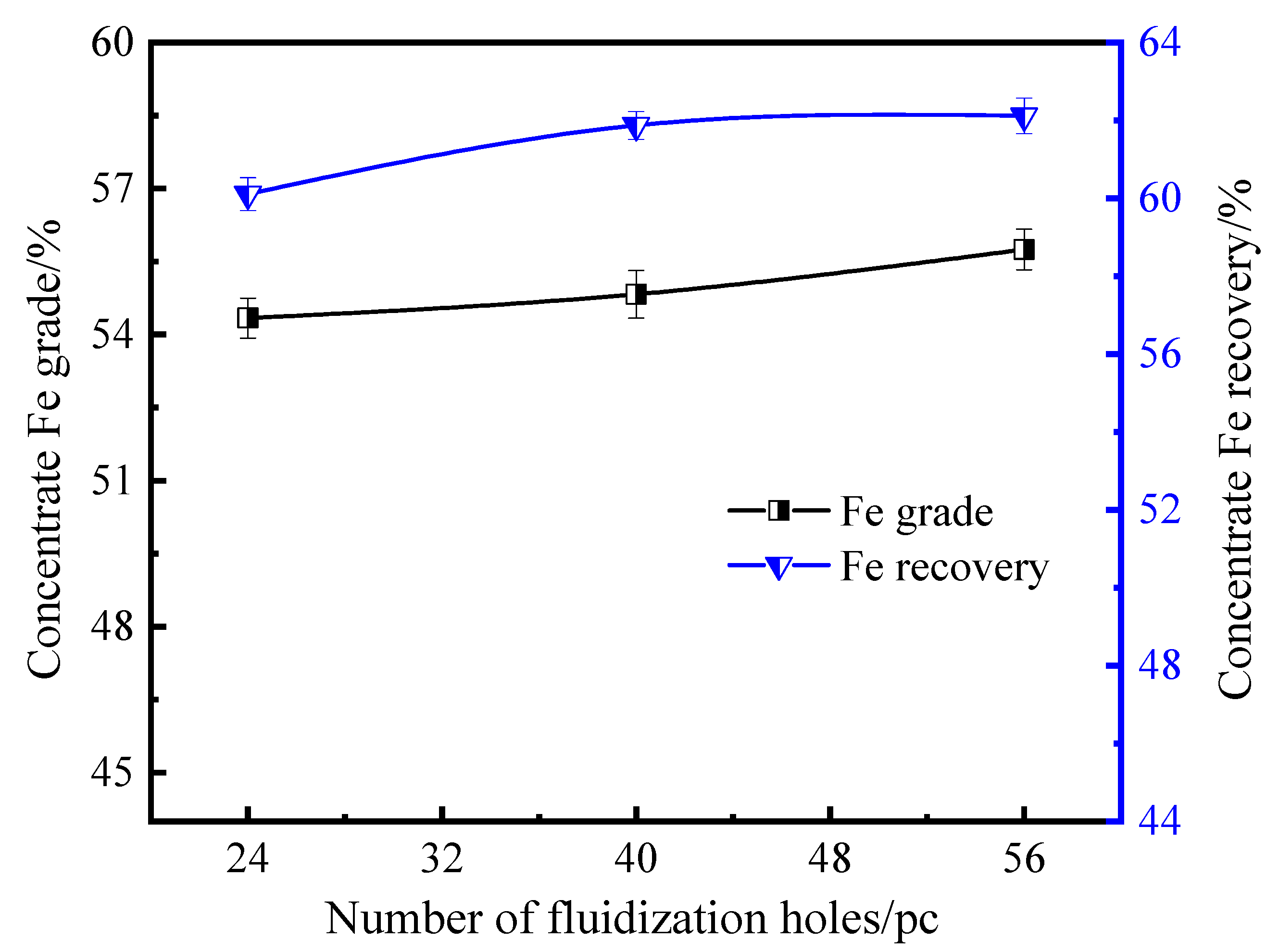
3.2.3. Effect of Fluidization Hole Number
3.2.4. Effect of Settling Port Pressure
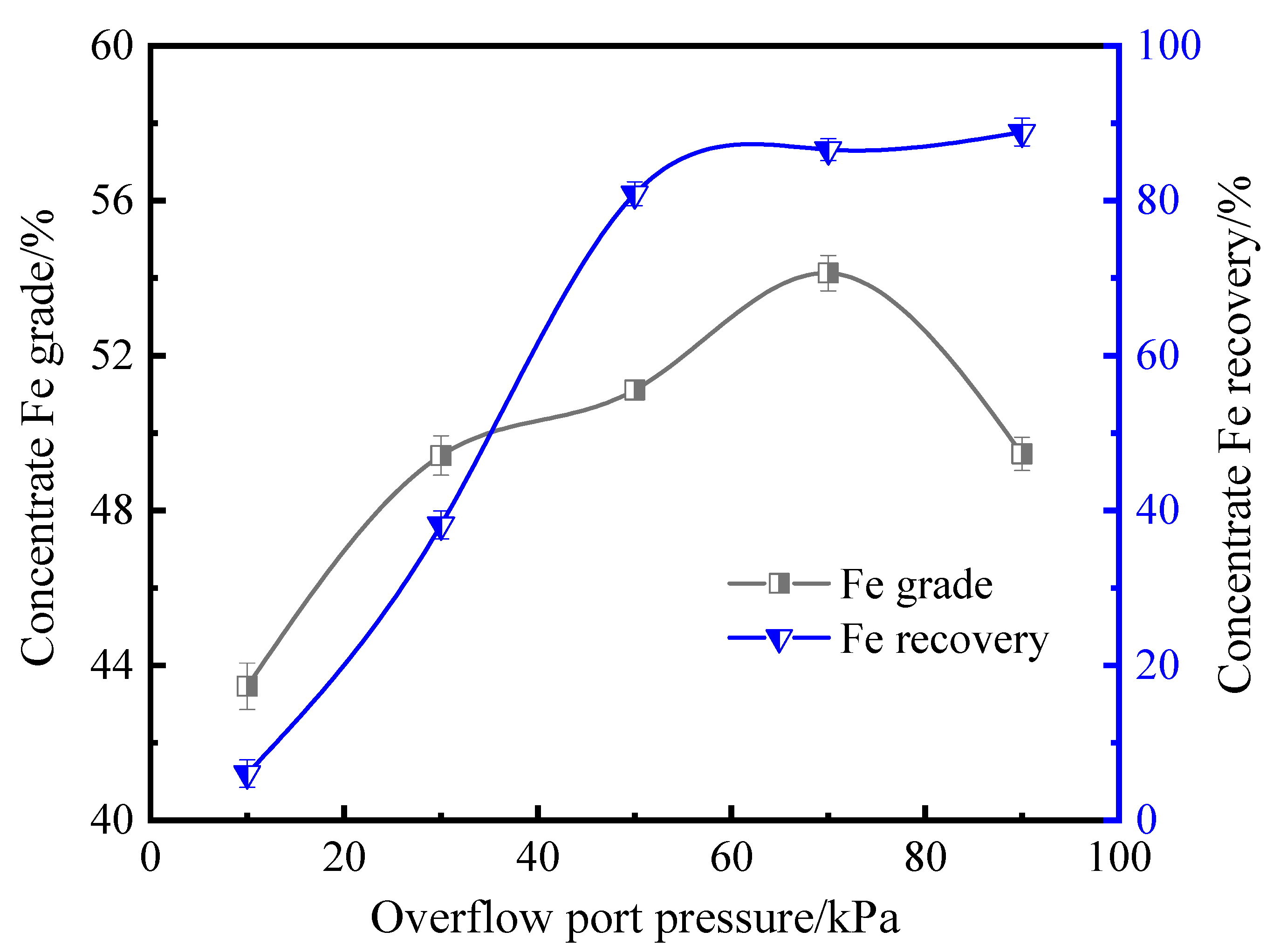
3.2.5. Effect of Overflow Port Pressure
3.3. Cyclone Centrifugal Separation Orthogonal Test Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xu, P. Application of New Technology in lron Ore Dressing, Comprehensive utilization of resources in China. China Resour. Compr. Util. 2018, 36, 174–175. [Google Scholar]
- Zhang, X.; Han, Y.; Sun, Y.; Lv, Y.; Li, Y.; Tang, Z. An Novel Method for Iron Recovery from Iron Ore Tailings with Pre-Concentration Followed by Magnetization Roasting and Magnetic Separation. Miner. Process. Extr. Met. Rev. 2019, 41, 117–129. [Google Scholar] [CrossRef]
- Chen, L.Z.; Ren, N.Q.; Xiong, D.H. Experimental study on performance of a continuous centrifugal concentrator in reconcentrating fine hematite. Int. J. Miner. Process. 2008, 87, 9–16. [Google Scholar] [CrossRef]
- Jiang, J.; Chen, L.; Xie, H. Study on the industrialization of continuous centrifugal separation of fine hematite. Min. Mach. 2010, 38, 92–95. [Google Scholar]
- Chen, L.Z.; Liu, S.Q.; Wen, S.M. Performance of a full-scale continuous centrifugal concentrator for reconcentration of fine hematite. Miner. Metall. Process. 2010, 27, 133–140. [Google Scholar]
- Zhang, P.F.; Xie, H.Y.; Chen, L.Z.; Li, Y.H.; Ding, C.; Tong, X. Application and development of hydrocyclone in iron ore dressing. New Ind. 2016, 6, 8–15. [Google Scholar]
- Veselin, B. Centrifugal separator, the new technical solution application in mineral processing. Int. J. Miner. Process. 2011, 100, 86–95. [Google Scholar]
- Xie, H.; Sun, R.; Ren, X.; You, Z.; Liu, Y.; Feng, D.; Chen, L. Development of a novel fluidized hydrocyclone concentrator for mineral separation. Sep. Purif. Technol. 2020, 248, 116960. [Google Scholar] [CrossRef]
- Perepelkin, M.A.; Skiyanov, V.I. Dynamic modeling of mineral bed mobility in centrifugal concentrators. Miner. Process. 2021, 2, 114–119. [Google Scholar] [CrossRef]
- Xie, H.Y.; Zhang, P.F.; Chen, L.Z.; Li, Y.H.; Ding, C.; Liu, R.X.; Gao, L.K.; Tong, X. Research on classification efficiency of hematite by cyclone continuous centrifugal separator. Nonferrous. Met. Eng. 2018, 8, 84–88. [Google Scholar]
- Dinç, N.; Tosun, A.U.; Baştürkcü, E.; Özer, M.; Burat, F. Recovery of valuable metals from WPCB fines by centrifugal gravity separation and froth flotation. J. Mater. Cycles Waste Manag. 2021, 24, 224–236. [Google Scholar] [CrossRef]
- Greenwood, M.; Langlois, R.; Waters, K. The potential for dry processing using a Knelson Concentrator. Miner. Eng. 2013, 45, 44–46. [Google Scholar] [CrossRef]
- Ozan, K.; Ray, L.; Waters., K.E. A design of experiments investigation into dry separation using a Knelson Concentrator. Miner. Eng. 2015, 72, 73–86. [Google Scholar]
- Lins, F.; Veiga, M.; Stewart, J.; Papalia, A. Performance of a new centrifuge (Falcon) in concentrating a gold ore from texada island, B.C., Canada. Miner. Eng. 1992, 5, 1113–1121. [Google Scholar] [CrossRef]
- Xiong, T.; Ren, X.; Xie, M.; Rao, Y.; Peng, Y.; Chen, L. Recovery of Ultra-Fine Tungsten and Tin from Slimes Using Large-Scale SLon-2400 Centrifugal Separator. Minerals 2020, 10, 694. [Google Scholar] [CrossRef]
- Yi, F.; Chen, L.Z.; Xiong, T.; Huang, H.C.; Li, H.L.; Li, Z.F. Industrial Experiment for Separating Tungsten-Tin Slime by SLon Centrifugal Separator. China Tungsten Ind. 2019, 34, 26–31. (In Chinese) [Google Scholar]
- Ma, L.; Wei, L.; Zhu, X.; Xu, D.; Pei, X.; Xue, H. Numerical studies of separation performance of Knelson concentrator for beneficiation of fine coal. Int. J. Coal Prep. Util. 2018, 41, 40–50. [Google Scholar] [CrossRef]
- Ali, G.; Akbar, F. An investigation on laboratory Knelson Concentrator separation performance: Part 1: Retained mass modelling. Miner. Eng. 2017, 112, 57–67. [Google Scholar]
- Liu, L.L.; Zhong, N. Application of SLon-1600 centrifugal separator to fine tungsten slime. China Tungsten Industr. 2017, 32, 36–40. [Google Scholar]
- Li, J.C.; Guo, Z.C.; Gao, J.T. Enriching Perovskite Phase from CaO-TiO2-SiO2-Al2O3-MgO Melt by Super Gravity during Cooling Process. Chin. J. Rare Met. 2014, 38, 93–101. [Google Scholar]
- Xu, C. Study on the Application of Centrifugal Separation Technology in Separation of Clinker Slurry. Light Met. 2004, 6, 15–18. [Google Scholar]
- An, L.S.; Yang, Y.; Liu, C.Y.; Shen, G.Q. Influence on performance of gypsum cyclone with central rod. CIESC J. 2014, 65, 468–473. [Google Scholar]
- Liu, Y.C.; Xu, J.Z.; Yuan, J.M.; Zhang, Y.L.; Feng, T. Experiment on thermochemical demulsification and centrifugal separation of abandoned oil-based drilling fluid. Chin. J. Environ. Eng. 2013, 7, 2333–2339. [Google Scholar]
- Wang, J.L.; Chen, C.M.; Yang, S.C.; Yan, G.X.; Guo, S.H. Experimental study on purifying oily wastewater by air-sparged hydrocyclone and its application. Mod. Chem. Ind. 2008, 38, 62–64. [Google Scholar]
- Chen, W.B.; Lu, B.N.; Lu, H.Y. Study on the Development of Oil-field Wastewater Treatment by Water—tight Cyclone. China Water Wastewater 2003, 19, 44–46. [Google Scholar]
- Qiang, Y.; Wang, H.L.; Yi, L. Solid/liquid separation performance of hydro cyclones with different cone combinations. Sep. Purif. Technol. 2010, 74, 271–279. [Google Scholar]
- Chen, L.Z. Continuous Fluidized Hydrocyclone Concentrator. Chinese Patent 20249533, 9 March 2011. (In Chinese). [Google Scholar]
- Liu, R.X. Experimental Study and Mechanism of Cyclone Centrifugal Separation of Hematite. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2019. [Google Scholar]
- Zhang, P.; Xie, H.; Jin, Y.; Chen, J.; Zeng, P.; Li, Y.; Chen, L.; Liu, D. Classification techniques and parameter optimization of Cyclone Continuous Centrifugal Separator for hematite ore. Physicochem. Probl. Miner. Process. 2023, 59, 158864. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Fe | SiO2 | Al2O3 | CaO | MgO | ZnO |
|---|---|---|---|---|---|---|
| Content/% | 58.77 | 10.63 | 7.54 | 3.62 | 1.23 | 0.11 |
| Element | Hematite | Magnetite | Limonite | Specularity | Siderite | Pyrite |
|---|---|---|---|---|---|---|
| Content/% | 58.81 | 1.78 | 1.96 | 2.34 | 2.79 | 1.25 |
| Distribution/% | 83.25 | 2.52 | 2.77 | 3.31 | 3.95 | 1.77 |
| Products | Grad/% | Recovery/% | ||
|---|---|---|---|---|
| Single | Accumulation | Single | Single | |
| Concentrate | 54.42 | - | 37.83 | - |
| Intermediate Ⅰ | 48.05 | 54.55 | 18.11 | 37.83 |
| Intermediate Ⅱ | 46.17 | 52.34 | 22.08 | 55.94 |
| Tailings | 29.57 | 50.50 | 21.98 | 78.02 |
| Total | 44.12 | 44.23 | 100.00 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Y.; Xie, H.; Zeng, P.; Chen, J.; Chen, L.; Liu, D.; Liu, R. Parameter Optimization of the Separation Process for Hematite and Quartz Mixture Minerals Based on a Cyclone Centrifugal Separator. Minerals 2023, 13, 640. https://doi.org/10.3390/min13050640
Jin Y, Xie H, Zeng P, Chen J, Chen L, Liu D, Liu R. Parameter Optimization of the Separation Process for Hematite and Quartz Mixture Minerals Based on a Cyclone Centrifugal Separator. Minerals. 2023; 13(5):640. https://doi.org/10.3390/min13050640
Chicago/Turabian StyleJin, Yanling, Haiyun Xie, Peng Zeng, Jialing Chen, Luzheng Chen, Dianwen Liu, and Rongxin Liu. 2023. "Parameter Optimization of the Separation Process for Hematite and Quartz Mixture Minerals Based on a Cyclone Centrifugal Separator" Minerals 13, no. 5: 640. https://doi.org/10.3390/min13050640