
Utilization of Additive Manufacturing in the Thermal Design of Electrical Machines: A Review


 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Additive Manufacturing

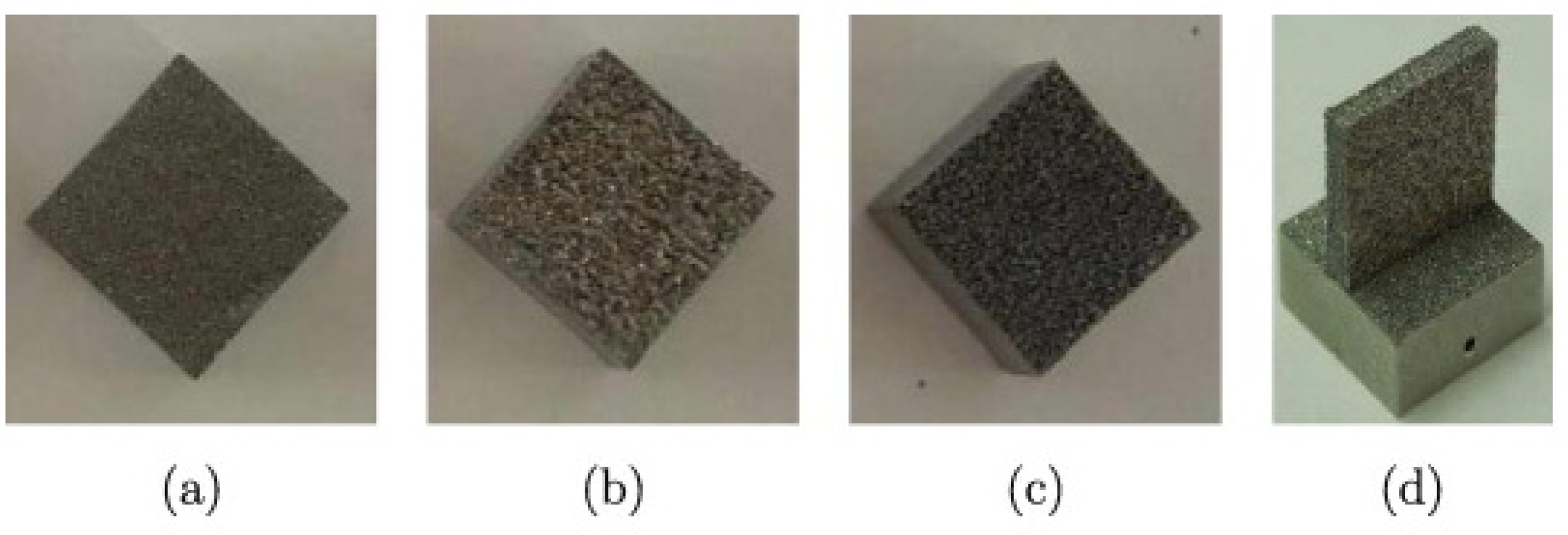
2.1. Materials Used in AM
2.2. Additively Manufactured Electrical Machines
3. Additively Manufactured Thermal Management Solutions for Electrical Machines
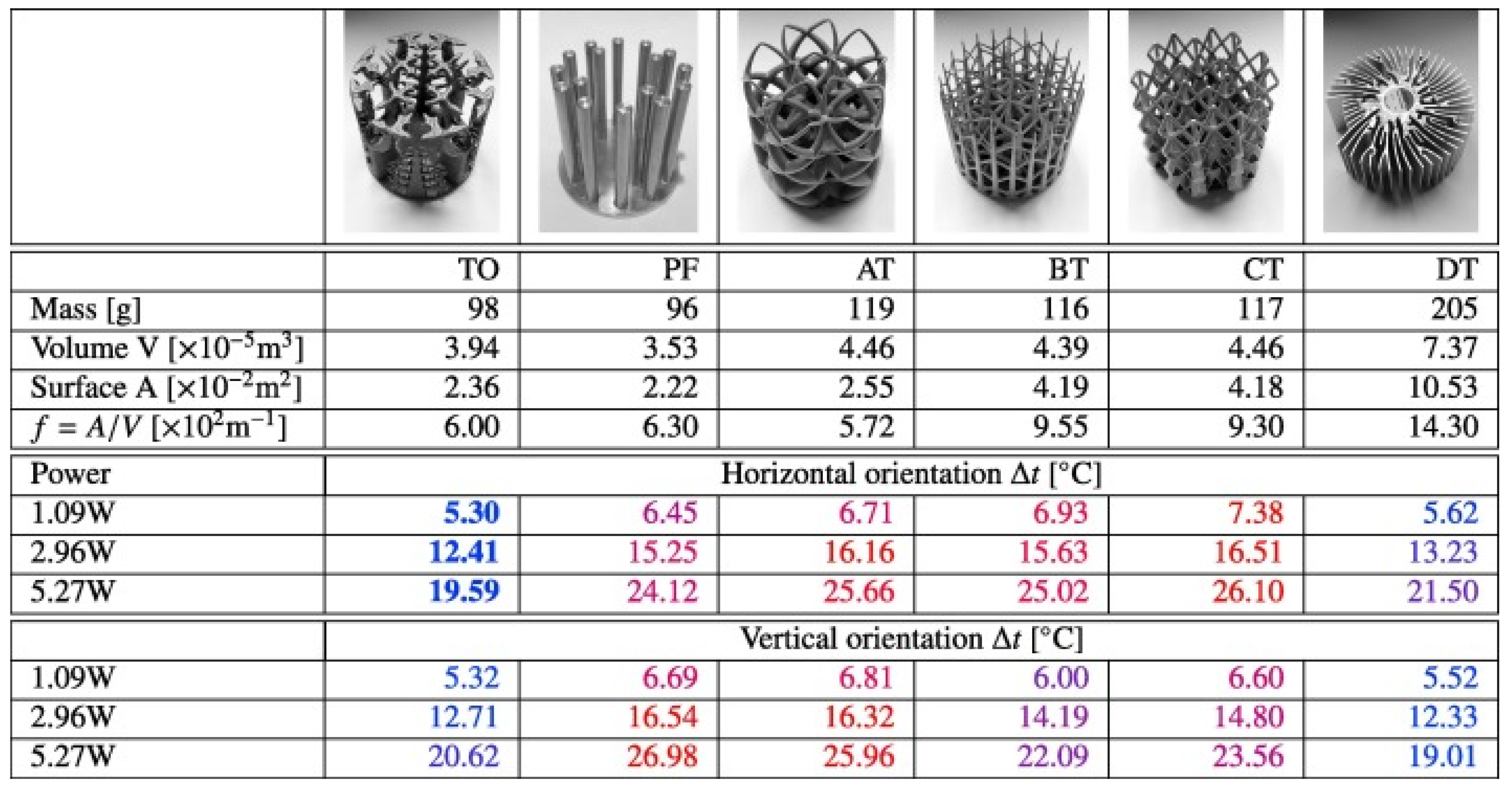
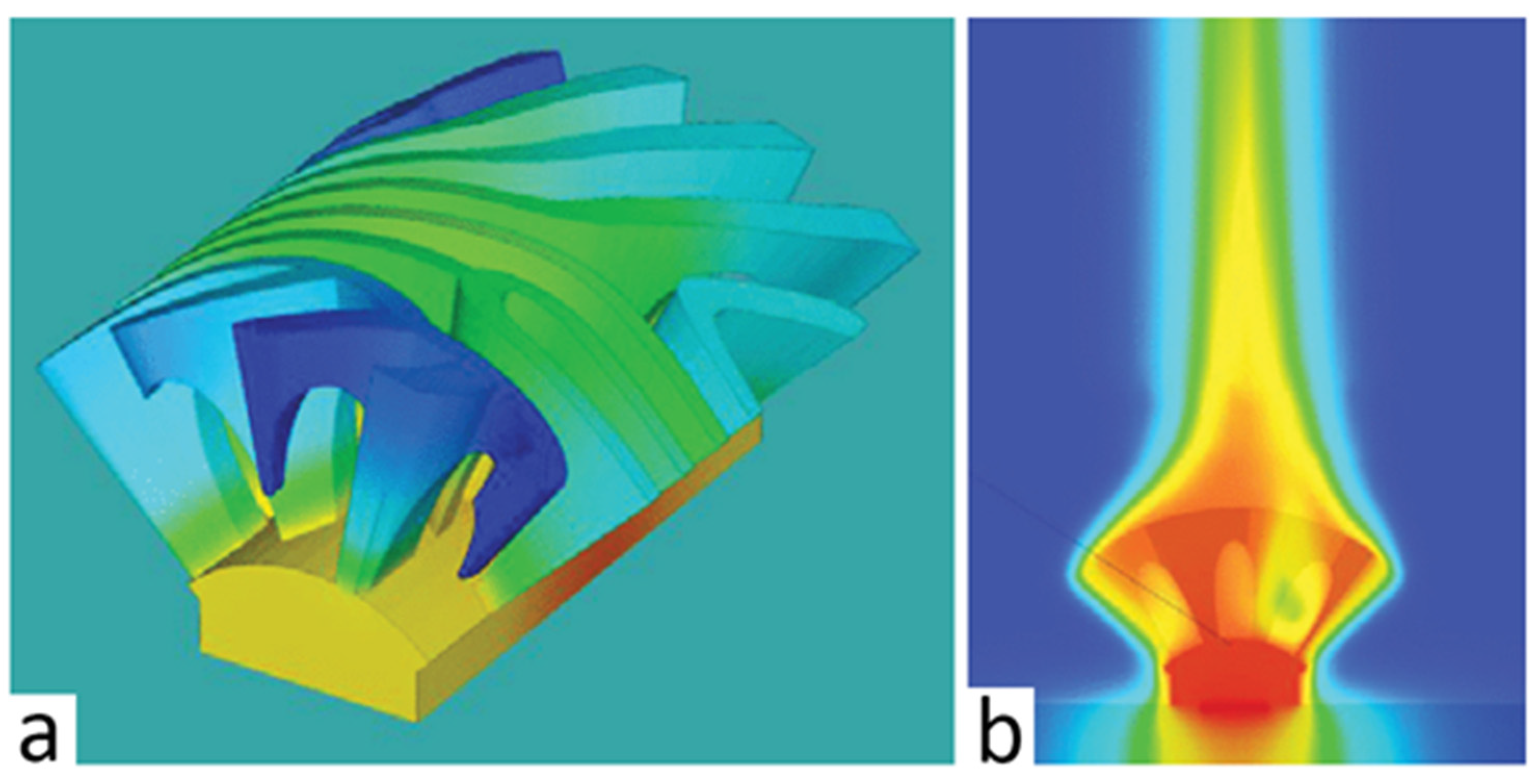
3.1. Air Cooling
3.2. Liquid Cooling
3.3. Phase Change Cooling
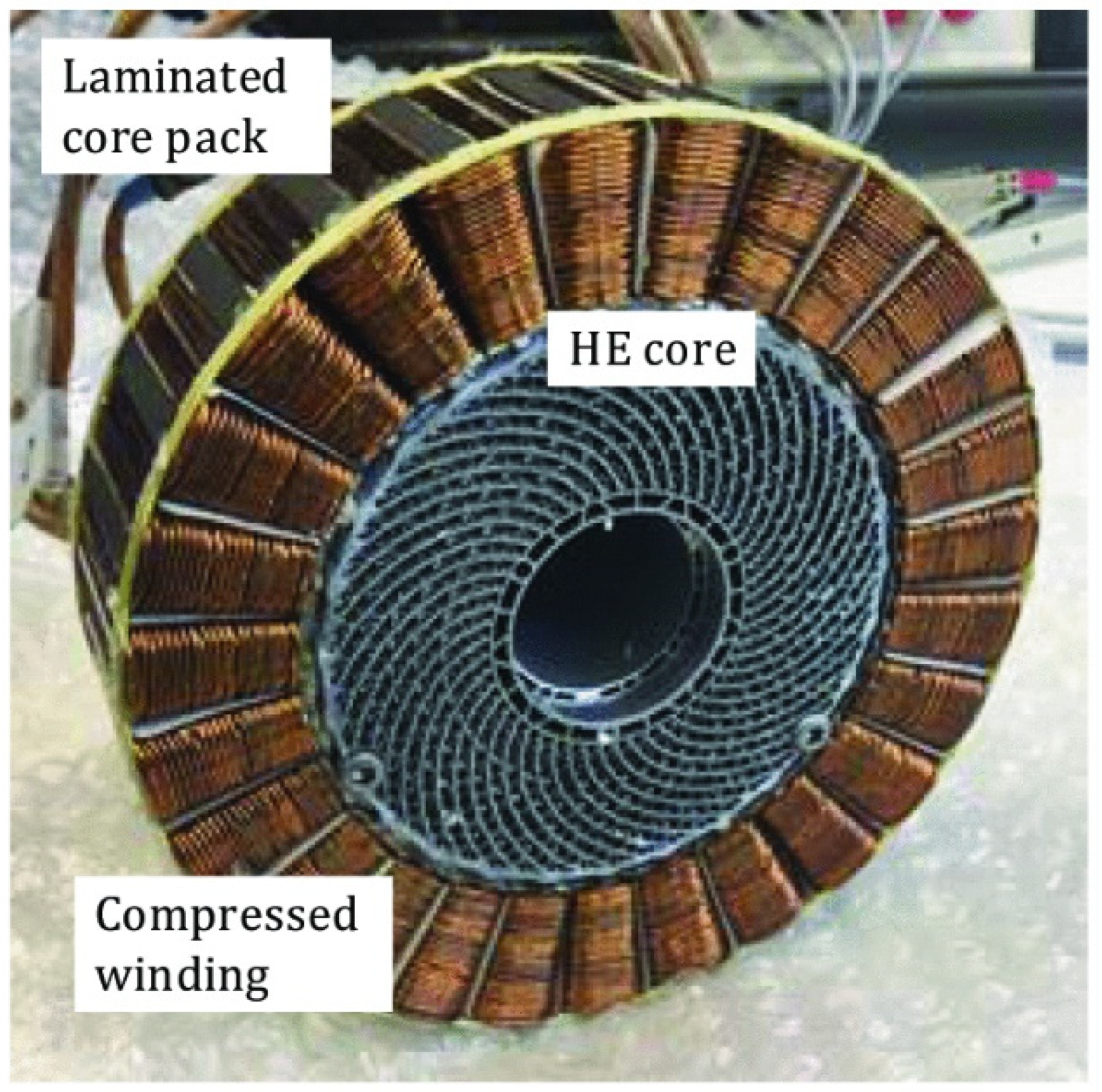
3.4. Direct Conductor Cooling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wohlers Associates. 3D Printing and Additive Manufacturing State of the Industry. 2021. Available online: https://www.fastenernewsdesk.com/28315/wohlers-report-2021-3d-printing-and-additive-manufacturing-global-state-of-the-industry/ (accessed on 25 March 2022).
- Lux Research. Will 3D Printing Replace Conventional Manufacturing? 2021. Available online: https://parametric-architecture.com/will-3d-printing-technology-replace-traditional-manufacturing/ (accessed on 25 March 2022).
- Ph.D. Student Wins Additive World Design Challenge Award—Campus News. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 21 March 2022).
- Wu, F.; El-Refaie, A.M. Additively Manufactured Hollow Conductors with Integrated Cooling for High Specific Power Electrical Machines. In Proceedings of the 2020 International Conference on Electrical Machines, ICEM 2020, Gothenburg, Sweden, 23–26 August 2020; pp. 1497–1503. [Google Scholar] [CrossRef]
- 3 Additive Manufacturing Technologies to Watch out for in 2017, by 3D Hubs, Xtreme Engineering, Medium. Available online: https://medium.com/extreme-engineering/3-additive-manufacturing-technologies-to-watch-out-for-in-2017-7226d310ca56 (accessed on 16 November 2021).
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Wohlers, T.; Gornet, T. History of Additive Manufacturing. Wohlers Rep. 2014, 24, 118. [Google Scholar]
- Twotrees. What Is an FDM 3D Printer? How Do FDM 3D Printers Work? Available online: https://twotrees3d.com/fdm-3d-printer-how-do-fdm-3d-printers-work/ (accessed on 31 January 2022).
- All3DP. The Types of 3D Printing Technology of 2021. Available online: https://all3dp.com/1/types-of-3d-printers-3d-printing-technology/ (accessed on 31 January 2022).
- 3DPrint.Com. Xerox Unveils ElemX Metal 3D Printer, Collaborates with US Navy. The Voice of 3D Printing/Additive Manufacturing. Available online: https://3dprint.com/278710/xerox-unveils-elemx-metal-3d-printer-with-us-navy-as-first-customer/ (accessed on 31 January 2022).
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder Jet 3D Printing—Process Parameters, Materials, Properties, Modeling, and Challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Introduction to Binder Jetting 3D Printing, Hubs. Available online: https://www.hubs.com/knowledge-base/introduction-binder-jetting-3d-printing/#what (accessed on 13 February 2022).
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-Property Relationship of Nano Enhanced Stereolithography Resin for Desktop SLA 3D Printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242. [Google Scholar] [CrossRef]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deckard, C. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4,863,538A, 17 October 1986. [Google Scholar]
- Meiners, W.; Wissenbach, K.; Gasser, A. Shaped Body Especially Prototype or Replacement Part Production. Ger. Patent DE19649865C1, 2 December 1996. [Google Scholar]
- Dimensional Accuracy of 3D Printed Parts, Hubs. Available online: https://www.hubs.com/knowledge-base/dimensional-accuracy-3d-printed-parts/#metal (accessed on 16 November 2021).
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research Status of Laser Additive Manufacturing for Metal: A Review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.; Wang, D.; He, L.; Ye, X.; Zhang, W. Additive Manufacturing of In-Situ Strengthened Dual-Phase AlCoCuFeNi High-Entropy Alloy by Selective Electron Beam Melting. J. Alloys Compd. 2022, 893, 162259. [Google Scholar] [CrossRef]
- McDonough, J.R. A Perspective on the Current and Future Roles of Additive Manufacturing in Process Engineering, with an Emphasis on Heat Transfer. Therm. Sci. Eng. Prog. 2020, 19, 100594. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Burkhardt, A.K.; Fu, Z.; Körner, C. Effect of the Oxygen Content of Pure Copper Powder on Selective Electron Beam Melting. Mater. Sci. Eng. A 2020, 779, 139106. [Google Scholar] [CrossRef]
- Siva Prasad, H.; Brueckner, F.; Volpp, J.; Kaplan, A.F.H. Laser Metal Deposition of Copper on Diverse Metals Using Green Laser Sources. Int. J. Adv. Manuf. Technol. 2020, 107, 1559–1568. [Google Scholar] [CrossRef] [Green Version]
- Ramirez, D.A.; Murr, L.E.; Martinez, E.; Hernandez, D.H.; Martinez, J.L.; MacHado, B.I.; Medina, F.; Frigola, P.; Wicker, R.B. Novel Precipitate–Microstructural Architecture Developed in the Fabrication of Solid Copper Components by Additive Manufacturing Using Electron Beam Melting. Acta Mater. 2011, 59, 4088–4099. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process Development of 99.95% Pure Copper Processed via Selective Electron Beam Melting and Its Mechanical and Physical Properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Wu, D.; Yan, H.; Ye, X.; Lu, Q.; Tian, Y. A Review on Additive Manufacturing of Pure Copper. Coatings 2021, 11, 740. [Google Scholar] [CrossRef]
- Ebrahimi, N.D.; Ju, Y.S. Thermal Conductivity of Sintered Copper Samples Prepared Using 3D Printing-Compatible Polymer Composite Filaments. Addit. Manuf. 2018, 24, 479–485. [Google Scholar] [CrossRef] [Green Version]
- Simpson, N.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Gapped Inductors. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference, IEMDC 2017, Miami, FL, USA, 21–24 May 2017. [Google Scholar] [CrossRef] [Green Version]
- How 3D Printing Is Redefining Inductor Coil Production, GKN Additive. Available online: https://www.gknpm.com/en/our-businesses/gkn-additive/how-3d-printing-is-redefining-inductor-coil-production/ (accessed on 24 January 2022).
- Wegener, T.; Koopmann, J.; Richter, J.; Krooß, P.; Niendorf, T. CuCrZr Processed by Laser Powder Bed Fusion—Processability and Influence of Heat Treatment on Electrical Conductivity, Microstructure and Mechanical Properties. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2570–2590. [Google Scholar] [CrossRef]
- METALCOR. CuCr1Zr, C18150, Datasheet. Available online: http://www.metalcor.de/en/datenblatt/133/ (accessed on 24 January 2022).
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys: Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Rauchenecker, J.; Rabitsch, J.; Schwentenwein, M.; Konegger, T. Additive Manufacturing of Aluminum Nitride Ceramics with High Thermal Conductivity via Digital Light Processing. Open Ceram. 2022, 9, 100215. [Google Scholar] [CrossRef]
- Frigola, P.; Harrysson, O.A.; Horn, T.J.; West, H.A.; Aman, R.L.; Rigsbee, J.M.; Ramirez, D.A.; Murr, L.E.; Medina, F.; Wicker, R.B.; et al. Fabricating Copper Components with Electron Beam Melting. Adv. Mater. Processes 2014, 172, 20–24. [Google Scholar]
- Lorenz, F.; Rudolph, J.; Wemer, R. Design of 3D Printed High Performance Windings for Switched Reluctance Machines. In Proceedings of the 2018 23rd International Conference on Electrical Machines, ICEM 2018, Alexandroupoli, Greece, 3–6 September 2018; pp. 2451–2457. [Google Scholar] [CrossRef]
- Buchmayr, B.; Panzl, G.; Walzl, A.; Wallis, C. Laser Powder Bed Fusion—Materials Issues and Optimized Processing Parameters for Tool Steels, AlSiMg- and CuCrZr-Alloys. Adv. Eng. Mater. 2017, 19, 1600667. [Google Scholar] [CrossRef]
- Aluminum 360.0-F Die Casting Alloy. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=46cc3a20683748718693cbb6039bec68 (accessed on 31 January 2022).
- Sélo, R.R.J.; Catchpole-Smith, S.; Maskery, I.; Ashcroft, I.; Tuck, C. On the Thermal Conductivity of AlSi10Mg and Lattice Structures Made by Laser Powder Bed Fusion. Addit. Manuf. 2020, 34, 101214. [Google Scholar] [CrossRef]
- Krishnan, M.; Atzeni, E.; Canali, R.; Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L. On the Effect of Process Parameters on Properties of AlSi10Mg Parts Produced by DMLS. Rapid Prototyp. J. 2014, 20, 449–458. [Google Scholar] [CrossRef]
- Sarap, M.; Kallaste, A.; Ghahfarokhi, P.S.; Tiismus, H.; Vaimann, T. Determining the Thermal Conductivity of Additively Manufactured Metal Specimens. In Proceedings of the 2022 29th International Workshop on Electric Drives: Advances in Power Electronics for Electric Drives (IWED), Moscow, Russia, 26–29 January 2022. [Google Scholar]
- Franco Júnior, A.; Shanafield, D.J. Thermal Conductivity of Polycrystalline Aluminum Nitride (AlN) Ceramics. Cerâmica 2004, 50, 247–253. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Moreno, C.A.; Lin, Y.; Hurtado-Macías, A.; Espalin, D.; Terrazas, C.A.; Murr, L.E.; Wicker, R.B. Binder Jetting Additive Manufacturing of Aluminum Nitride Components. Ceram. Int. 2019, 45, 13620–13627. [Google Scholar] [CrossRef]
- Sixel, W.; Liu, M.; Nellis, G.; Sarlioglu, B. Ceramic 3D Printed Direct Winding Heat Exchangers for Improving Electric Machine Thermal Management. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition, ECCE 2019, Baltimore, MD, USA, 29 September–3 October 2019; pp. 769–776. [Google Scholar] [CrossRef]
- Urbanek, S.; Frey, P.; Magerkohl, S.; Zimmer, D.; Tasche, L.; Schaper, M.; Ponick, B. Design and Experimental Investigation of an Additively Manufactured PMSM Rotor. In Proceedings of the 2021 IEEE International Electric Machines and Drives Conference, IEMDC 2021, Hartford, CT, USA, 17–20 May 2021. [Google Scholar] [CrossRef]
- Application of Additive Manufacturing for Low Torque Ripple of 6/4 Switched Reluctance Motor, IEEE Conference Publication, IEEE Xplore. Available online: https://ieeexplore.ieee.org/document/7837094 (accessed on 16 November 2021).
- Ibrahim, M.; Bernier, F.; Lamarre, J.M. Novel Multi-Layer Design and Additive Manufacturing Fabrication of a High Power Density and Efficiency Interior PM Motor. In Proceedings of the ECCE 2020—IEEE Energy Conversion Congress and Exposition, Detroit, MI, USA, 11–15 October 2020; pp. 3601–3606. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassolkin, A.; Belahcen, A. Additive Manufacturing of Prototype Axial Flux Switched Reluctance Electrical Machine. In Proceedings of the 2021 28th International Workshop on Electric Drives: Improving Reliability of Electric Drives, IWED 2021, Moscow, Russia, 27–29 January 2021. [Google Scholar] [CrossRef]
- Wu, S.T.; Huang, P.W.; Chang, T.W.; Jiang, I.H.; Tsai, M.C. Application of Magnetic Metal 3-D Printing on the Integration of Axial-Flow Impeller Fan Motor Design. IEEE Trans. Magn. 2021, 57, 8201205. [Google Scholar] [CrossRef]
- Ge, B.; Ludois, D.C.; Ghule, A.N. A 3D Printed Fluid Filled Variable Elastance Electrostatic Machine Optimized with Conformal Mapping. In Proceedings of the ECCE 2016—IEEE Energy Conversion Congress and Exposition, Milwaukee, WI, USA, 18–22 September 2016. [Google Scholar] [CrossRef]
- Aconity MIDI+, Aconity3D. Available online: https://aconity3d.com/products/aconity-midi-plus/ (accessed on 16 November 2021).
- Kallaste, A.; Vaimann, T.; Rassalkin, A. Additive Design Possibilities of Electrical Machines. In Proceedings of the 2018 IEEE 59th Annual International Scientific Conference on Power and Electrical Engineering of Riga Technical University, RTUCON 2018, Riga, Latvia, 12–13 November 2018. [Google Scholar] [CrossRef]
- Topology Optimization—An Overview, ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/computer-science/topology-optimization (accessed on 17 November 2021).
- Abdalmagid, M.; Sayed, E.; Bakr, M.; Emadi, A. Geometry and Topology Optimization of Switched Reluctance Machines: A Review. IEEE Access 2022, 10, 5141–5170. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A Review of Topology Optimization for Additive Manufacturing: Status and Challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Misiun, G.; van de Ven, E.; Langelaar, M.; Geijselaers, H.; van Keulen, F.; van den Boogaard, T.; Ayas, C. Topology Optimization for Additive Manufacturing with Distortion Constraints. Comput. Methods Appl. Mech. Eng. 2021, 386, 114095. [Google Scholar] [CrossRef]
- Topology Optimization for 3D Printing—3Dnatives. Available online: https://www.3dnatives.com/en/topology-optimisation140820184/ (accessed on 17 November 2021).
- Langelaar, M. Topology Optimization of 3D Self-Supporting Structures for Additive Manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef] [Green Version]
- Walton, D.; Moztarzadeh, H. Design and Development of an Additive Manufactured Component by Topology Optimisation. Procedia CIRP 2017, 60, 205–210. [Google Scholar] [CrossRef]
- Gaynor, A.T.; Meisel, N.A.; Williams, C.B.; Guest, J.K. Multiple-Material Topology Optimization of Compliant Mechanisms Created Via PolyJet Three-Dimensional Printing. J. Manuf. Sci. Eng. 2014, 136, 061015. [Google Scholar] [CrossRef] [Green Version]
- Lazarov, B.S.; Sigmund, O.; Meyer, K.E.; Alexandersen, J. Experimental Validation of Additively Manufactured Optimized Shapes for Passive Cooling. Appl. Energy 2018, 226, 330–339. [Google Scholar] [CrossRef] [Green Version]
- Wits, W.W.; Jafari, D.; Jeggels, Y.; van de Velde, S.; Jeggels, D.; Engelberts, N. Freeform-Optimized Shapes for Natural-Convection Cooling. In Proceedings of the Therminic 2018—24th International Workshop on Thermal Investigations of ICs and Systems, Stockholm, Sweden, 26–28 September 2018. [Google Scholar] [CrossRef]
- Helou, M.; Kara, S. Design, Analysis and Manufacturing of Lattice Structures: An Overview. Int. J. Comput. Integr. Manuf. 2017, 31, 243–261. [Google Scholar] [CrossRef]
- Kovalevsky, A.; Mats, A.; Shmurak, M.; Fleisher, A. Experimental Study of Aluminum Foams Thermal Conductivity. Prospects of Additive Manufacturing for Novel Heat Exchangers Production. In Proceedings of the 2020 IEEE 10th International Conference on Nanomaterials: Applications and Properties, NAP 2020, Sumy, Ukraine, 9–13 November 2020. [Google Scholar] [CrossRef]
- Wang, N.; Kaur, I.; Singh, P.; Li, L. Prediction of Effective Thermal Conductivity of Porous Lattice Structures and Validation with Additively Manufactured Metal Foams. Appl. Therm. Eng. 2021, 187, 116558. [Google Scholar] [CrossRef]
- Takezawa, A.; Zhang, X.; Kitamura, M. Optimization of an Additively Manufactured Functionally Graded Lattice Structure with Liquid Cooling Considering Structural Performances. Int. J. Heat Mass Transf. 2019, 143, 118564. [Google Scholar] [CrossRef]
- Yang, L.; Mertens, R.; Ferrucci, M.; Yan, C.; Shi, Y.; Yang, S. Continuous Graded Gyroid Cellular Structures Fabricated by Selective Laser Melting: Design, Manufacturing and Mechanical Properties. Mater. Des. 2019, 162, 394–404. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. Critical Evaluation of Additively Manufactured Metal Lattices for Viability in Advanced Heat Exchangers. Int. J. Heat Mass Transf. 2021, 168, 120858. [Google Scholar] [CrossRef]
- Smith, R. Thermal Testing of a 3D Printed Super Dense Mesh Heatsink against State-of-The-Art Finned Geometry; Qualified Rapid Products: West Jordan, UT, USA, 2015. [Google Scholar]
- Wong, M.; Owen, I.; Sutcliffe, C.J.; Puri, A. Convective Heat Transfer and Pressure Losses across Novel Heat Sinks Fabricated by Selective Laser Melting. Int. J. Heat Mass Transf. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Wrobel, R.; Scholes, B.; Mustaffer, A.; Ullah, S.; Reay, D.; Mecrow, B.; Hussein, A. Design and Experimental Characterisation of an Additively Manufactured Heat Exchanger for the Electric Propulsion Unit of a High-Altitude Solar Aircraft. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition, ECCE 2019, Baltimore, MD, USA, 29 September–3 October 2019; pp. 753–760. [Google Scholar] [CrossRef] [Green Version]
- Rao, Y.; Li, B.; Feng, Y. Heat Transfer of Turbulent Flow over Surfaces with Spherical Dimples and Teardrop Dimples. Exp. Therm. Fluid Sci. 2015, 61, 201–209. [Google Scholar] [CrossRef]
- Ventola, L.; Robotti, F.; Dialameh, M.; Calignano, F.; Manfredi, D.; Chiavazzo, E.; Asinari, P. Rough Surfaces with Enhanced Heat Transfer for Electronics Cooling by Direct Metal Laser Sintering. Int. J. Heat Mass Transf. 2014, 75, 58–74. [Google Scholar] [CrossRef] [Green Version]
- Kirsch, K.L.; Thole, K.A. Pressure Loss and Heat Transfer Performance for Additively and Conventionally Manufactured Pin Fin Arrays. Int. J. Heat Mass Transf. 2017, 108, 2502–2513. [Google Scholar] [CrossRef] [Green Version]
- European Powder Metallurgy Association (EPMA). Cooling Jacket with Internal Helix Structure. Available online: https://www.epma.com/spotlight-on-pm/cooling-jacket-with-internal-helix-structure (accessed on 10 February 2022).
- Additive Manufactured Electric Motor. Available online: https://ncam.the-mtc.org/case-studies/additive-manufactured-electric-motor/ (accessed on 11 February 2022).
- Kim, J.; Yoo, D.J. 3D Printed Compact Heat Exchangers with Mathematically Defined Core Structures. J. Comput. Des. Eng. 2020, 7, 527–550. [Google Scholar] [CrossRef] [Green Version]
- Kaur, I.; Singh, P. State-of-the-Art in Heat Exchanger Additive Manufacturing. Int. J. Heat Mass Transf. 2021, 178, 121600. [Google Scholar] [CrossRef]
- Moon, H.; Miljkovic, N.; King, W.P. High Power Density Thermal Energy Storage Using Additively Manufactured Heat Exchangers and Phase Change Material. Int. J. Heat Mass Transf. 2020, 153, 119591. [Google Scholar] [CrossRef]
- Bernardin, J.D.; Ferguson, K.; Sattler, D. The Testing and Model Validation of an Additively Manufactured Twisted Tube Heat Exchanger. In Proceedings of the ASME 2019 13th International Conference on Energy Sustanability, Collocated with the ASME 2019 Heat Transfer Summer Conference, Bellevue, WA, USA, 14–17 July 2019. [Google Scholar] [CrossRef]
- Putra, N.; Ariantara, B. Electric Motor Thermal Management System Using L-Shaped Flat Heat Pipes. Appl. Therm. Eng. 2017, 126, 1156–1163. [Google Scholar] [CrossRef]
- Chaudhry, H.N.; Hughes, B.R.; Ghani, S.A. A Review of Heat Pipe Systems for Heat Recovery and Renewable Energy Applications. Renew. Sustain. Energy Rev. 2012, 16, 2249–2259. [Google Scholar] [CrossRef]
- Thompson, S.M.; Aspin, Z.S.; Shamsaei, N.; Elwany, A.; Bian, L. Additive Manufacturing of Heat Exchangers: A Case Study on a Multi-Layered Ti–6Al–4V Oscillating Heat Pipe. Addit. Manuf. 2015, 8, 163–174. [Google Scholar] [CrossRef]
- Esarte, J.; Blanco, J.M.; Bernardini, A.; San-José, J.T. Optimizing the Design of a Two-Phase Cooling System Loop Heat Pipe: Wick Manufacturing with the 3D Selective Laser Melting Printing Technique and Prototype Testing. Appl. Therm. Eng. 2017, 111, 407–419. [Google Scholar] [CrossRef]
- Ameli, M.; Agnew, B.; Leung, P.S.; Ng, B.; Sutcliffe, C.J.; Singh, J.; McGlen, R. A Novel Method for Manufacturing Sintered Aluminium Heat Pipes (SAHP). Appl. Therm. Eng. 2013, 52, 498–504. [Google Scholar] [CrossRef]
- Ozguc, S.; Pai, S.; Pan, L.; Geoghegan, P.J.; Weibel, J.A. Experimental Demonstration of an Additively Manufactured Vapor Chamber Heat Spreader. In Proceedings of the 18th InterSociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems, ITHERM 2019, Las Vegas, NV, USA, 28–31 May 2019; pp. 416–422. [Google Scholar] [CrossRef]
- Richard, B.; Pellicone, D.; Anderson, W.G. Loop Heat Pipe Wick Fabrication via Additive Manufacturing. In Proceedings of the 47th International Conference on Environmental Systems, Charleston, SC, USA, 16–20 July 2017. [Google Scholar]
- Wrobel, R.; Reay, D. A Feasibility Study of Heat Pipes for Thermal Management of Electrical Machines. In Proceedings of the ECCE 2020—IEEE Energy Conversion Congress and Exposition, Detroit, MI, USA, 11–15 October 2020; pp. 4230–4237. [Google Scholar] [CrossRef]
- McGlen, R.J. An Introduction to Additive Manufactured Heat Pipe Technology and Advanced Thermal Management Products. Therm. Sci. Eng. Prog. 2021, 25, 100941. [Google Scholar] [CrossRef]
- Chong, Y.C.; Staton, D.; Gai, Y.; Adam, H.; Popescu, M. Review of Advanced Cooling Systems of Modern Electric Machines for Emobility Application. In Proceedings of the 2021 IEEE Workshop on Electrical Machines Design, Control and Diagnosis, WEMDCD 2021, Modena, Italy, 8–9 April 2021; pp. 149–154. [Google Scholar] [CrossRef]
- Semidey, S.A.; Mayor, J.R. Experimentation of an Electric Machine Technology Demonstrator Incorporating Direct Winding Heat Exchangers. IEEE Trans. Ind. Electron. 2014, 61, 5771–5778. [Google Scholar] [CrossRef]
- Schiefer, M.; Doppelbauer, M. Indirect Slot Cooling for High-Power-Density Machines with Concentrated Winding. In Proceedings of the 2015 IEEE International Electric Machines and Drives Conference, IEMDC 2015, Coeur d’Alene, ID, USA, 10–13 May 2015; pp. 1820–1825. [Google Scholar] [CrossRef]
- Wrobel, R.; Hussein, A. A Feasibility Study of Additively Manufactured Heat Guides for Enhanced Heat Transfer in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 205–215. [Google Scholar] [CrossRef] [Green Version]
- Sixel, W.; Liu, M.; Nellis, G.; Sarlioglu, B. Cooling of Windings in Electric Machines via 3-D Printed Heat Exchanger. IEEE Trans. Ind. Appl. 2020, 56, 4718–4726. [Google Scholar] [CrossRef]
- Wohlers, C.; Juris, P.; Kabelac, S.; Ponick, B. Design and Direct Liquid Cooling of Tooth-Coil Windings. Electr. Eng. 2018, 100, 2299–2308. [Google Scholar] [CrossRef]
- Lindh, P.; Petrov, I.; Jaatinen-Varri, A.; Gronman, A.; Martinez-Iturralde, M.; Satrústegui, M.; Pyrhonen, J. Direct Liquid Cooling Method Verified with an Axial-Flux Permanent-Magnet Traction Machine Prototype. IEEE Trans. Ind. Electron. 2017, 64, 6086–6095. [Google Scholar] [CrossRef]
- Polikarpova, M.; Ponomarev, P.; Röyttä, P.; Semken, S.; Alexandrova, Y.; Pyrhönen, J. Direct Liquid Cooling for an Outer-Rotor Direct-drive Permanent-Magnet Synchronous Generator for Wind Farm Applications. IET Electr. Power Appl. 2015, 9, 523–532. [Google Scholar] [CrossRef]
- Wu, F.; El-Refaie, A.; Al-Qarni, A. Additively Manufactured Hollow Conductors Integrated with Heat Pipes: Design Tradeoffs and Hardware Demonstration. IEEE Trans. Ind. Appl. 2021, 57, 3632–3642. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Manufacturing Method | Effective Thermal Conductivity (W/m/K) |
|---|---|---|
| Pure copper | Electrolysis | 394 |
| EBM | 390 [34] | |
| SLM | 317–336 [25] | |
| BJ | 245–327 [25] | |
| Extruded paste | 284 [35] | |
| CuCr1Zr | Cast | 310–340 [30] |
| SLM | 309 [36] | |
| AlSi10Mg | Cast | 113 [37] |
| SLM | 173 [38] | |
| SLS | 100 [39] | |
| Electrical steel | SLM | 26 (Fe-3.7 w.t.% Si) [40] |
| Alumina nitride ceramic | Pure | 285 [41] |
| SLA | >160 [33] | |
| BJ | 3–4 [42] | |
| Alumina ceramic | SLA | 35 [43] |
| AM Direct Winding Cooling Solutions | Method Used | Material Used | Results |
|---|---|---|---|
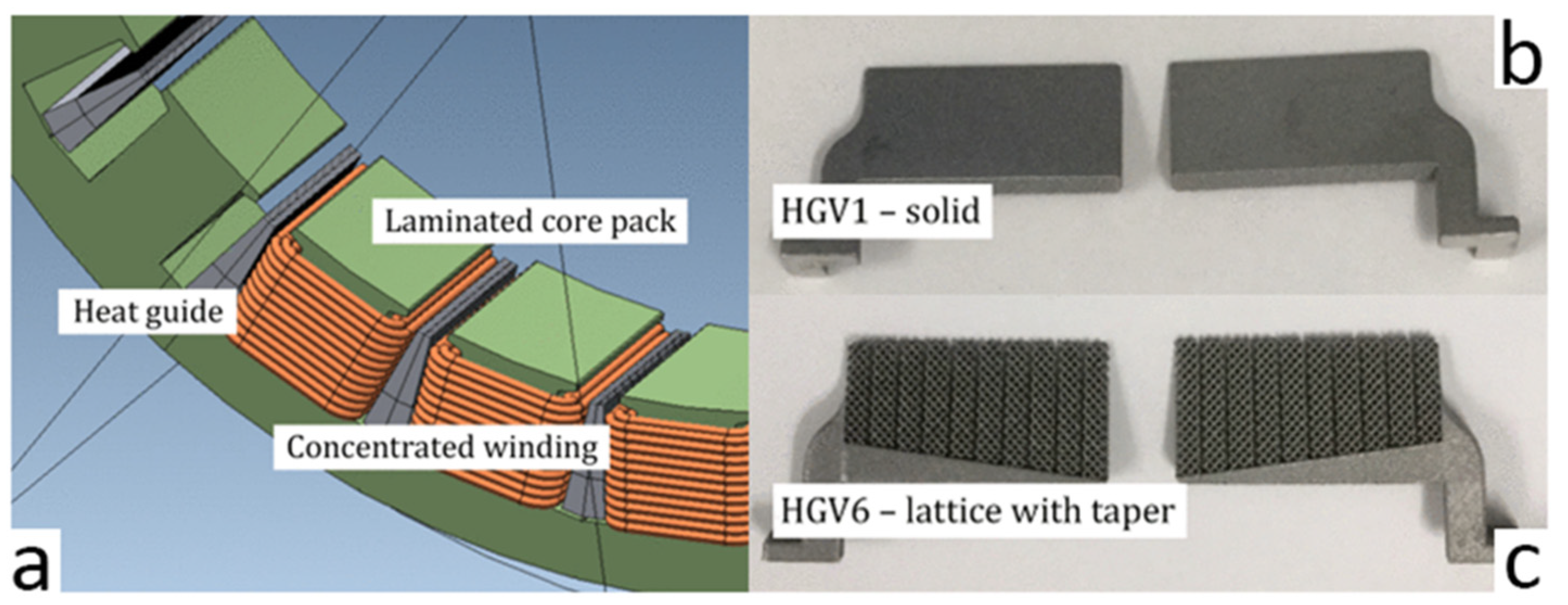
| Metal Heat Guides [92] | SLM | AlSi10Mg | 40% increased input power at lower and 20% at higher excitation frequencies. 55–85% increase of the winding-to-stator thermal conductance. 5% additional power loss at 1 kHz. |
| Plastic hollow heat exchangers [93] | FDM | Polycarbonate with aluminum flakes | Current density of 20.5 A/mm2 with non-encapsulated windings while keeping the hotspot temperature below 150 °C |
| Ceramic hollow heat exchangers [43] | Lithography | Alumina ceramic | Current density of 30.7 A/mm2 with encapsulated windings while maintaining the hotspot temperature below 132 °C |
| Additively manufactured SRM windings with ceramic isolation [35] | Paste extrusion | Copper and ceramic powder suspended in paste | Significantly lower temperatures in the conductors due to superior thermal coupling between the winding and stator. Higher temperature tolerance due to the insulation material. |
| Liquid cooled tooth coil windings [94] | SLS | AlSi10Mg | Current density of 70 A/mm2 at 180 °C using aluminum coils and a constant 30 °C coolant |
| Hollow conductor [4] | DMLS | AlSi10Mg | Current density of 20 A/mm2 at 1.25 kHz using aluminum coils. |
| Hollow conductor with integrated heat pipe [97] | DMLS | AlSi10Mg | Current density of 13.9 A/mm2 at 1.25 kHz and 94.34% total motor efficiency using aluminum coils. 7% higher AC losses in the windings due to the electrically conductive heat pipes. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarap, M.; Kallaste, A.; Shams Ghahfarokhi, P.; Tiismus, H.; Vaimann, T. Utilization of Additive Manufacturing in the Thermal Design of Electrical Machines: A Review. Machines 2022, 10, 251. https://doi.org/10.3390/machines10040251
Sarap M, Kallaste A, Shams Ghahfarokhi P, Tiismus H, Vaimann T. Utilization of Additive Manufacturing in the Thermal Design of Electrical Machines: A Review. Machines. 2022; 10(4):251. https://doi.org/10.3390/machines10040251
Chicago/Turabian StyleSarap, Martin, Ants Kallaste, Payam Shams Ghahfarokhi, Hans Tiismus, and Toomas Vaimann. 2022. "Utilization of Additive Manufacturing in the Thermal Design of Electrical Machines: A Review" Machines 10, no. 4: 251. https://doi.org/10.3390/machines10040251
APA StyleSarap, M., Kallaste, A., Shams Ghahfarokhi, P., Tiismus, H., & Vaimann, T. (2022). Utilization of Additive Manufacturing in the Thermal Design of Electrical Machines: A Review. Machines, 10(4), 251. https://doi.org/10.3390/machines10040251