1. Introduction
Currently, coal is a crucial energy source in today’s society [
1]; however, for a long time, the traditional combustion and utilization of coal has not only greatly reduced the quality of energy utilization but also caused serious environmental pollution problems (with the generation of
,
, greenhouse gases, etc.). Supercritical water gasification (SCWG) technology provides a promising method for the clean and efficient conversion of coal. It uses supercritical water as the reaction medium to convert hydrogen and carbon elements in the coal into
and
[
2,
3,
4].
Therefore, SCWG is considered to be a clean and efficient method for coal conversion that satisfies the need for both pollution prevention and the need for
reduction [
5]. In past decades, various SCWG reactors, such as quartz tube reactors [
6], tubular reactors [
7] and fluidized bed reactors [
8], have been designed to study various gasification mechanisms as well as product compositions.
Among these reactors, the supercritical water fluidized bed reactor (SCWFB) shows good performance [
9] because it has the advantages of high heat and mass transfer rates, thus, achieving continuous and efficient gasification of high concentration coal slurry and showing good prospects for commercial applications [
10,
11,
12]. Matsumura and Minowa [
8] first introduced a fluidized bed into the SCWG for wet biomass gasification.
Subsequently, Lv et al. [
13] successfully established a SCWFB system for hydrogen production from biomass gasification using a model compound (glucose) and actual biomass (corn cobs) at 873 K in a continuous and stable manner, showcasing its clear advantages and good prospects. Jin et al. [
14] improved the gasification efficiency of coal by using external recycling of liquid residuals. Due to the high temperature and pressure environment of SCWFB, it is difficult to obtain the detailed flow heat transfer characteristics by conventional experimental measurements. Thus, numerical simulation methods make up for the deficiencies of experimental studies and provide great convenience in understanding the flow and heat transfer characteristics in the reactor.
For instance, Su et al. [
15] built a numerical simulation model of the gasification of biomass model compounds in the SCWFB, predicting the water–particle flow behavior, the temperature and reaction rate distribution and the gas composition distribution in the reactor. Ren et al. [
16] then explored the radiation properties of supercritical water using the line-by-line (LBL) method and found that the thermal radiation plays an important role in the heat transfer of the reactor.
To well understand the SCWFB reactor, parameter analysis has been recently performed in the literature. In the parameters analysis of the SCWFB reactor, the wall temperature of the reactor is the most important parameter during the reaction process. It has been widely reported to affect the distribution of gas yield [
10,
17,
18]. Therefore, the relationship between the desired gas production and the wall temperature of the reactor is important when designing and operating a SCWFB reactor. The effects of other parameters have also been investigated by, for example, changing the flow rate and the slurry concentration.
Li et al. [
19] experimentally investigated the effects of the main operating parameters (the temperature, pressure, water flow rate, catalyst and coal slurry concentration) on the gasification in the SCWFB reactor. They found that a high temperature enhanced the hydrogen production, and the pressure had little significant effect on the gas production. Bei et al. [
20] numerically investigated the effects of different operating parameters on the gasification products of ethanol, indicating that the wall temperature could significantly affect the carbon gasification rate and the gas yield.
Fan et al. [
21] developed a numerical model of lignite gasification, which coupled the flow, the heat transfer and the gasification reaction. The temperature field, the particle residence time, the reaction rate and the product distribution in the reactor were investigated, and the bottleneck of complete gasification was revealed. However, for all the previously mentioned studies, the effects of the process parameters on the coal gasification were investigated independently. Due to the complex coupling effects among parameters, it is required to perform a comprehensive parameter analysis for better understanding of the performance of SCWFB reactor.
The coupled parameter analysis of the SCWFB reactor via numerical simulation, however, requires sampling a large number of points, the simulation of which is time consuming. To this end, this paper develops an efficient surrogate-assisted parametric analysis framework for the SCWFB reactor. Particularly, it first establishes a steady numerical simulation model of the SCWFB reactor for the subsequent analysis; and then it employs a Gaussian process (GP) surrogate modeling via efficient adaptive sampling to serve as an approximation for predicting the CE of the reactor (The GP has been recently used for the design, development and formulation of new products [
22,
23] since it performs well on the scenario with a few number of data points).
Based on this parameter analysis framework, this paper investigates the effects of the main parameters and their interactions on the reaction performance in terms of the CE, including the mass flow rate of supercritical water, the mass flow rate of the coal slurry, the temperature of supercritical water, the temperature of the outer wall and the reactor length.
The remainder of this paper is organized as follows.
Section 2 first introduces the steady-state numerical model for the SCWFB reactor followed by the surrogate-based parametric modeling framework in
Section 3. Thereafter,
Section 4 comprehensively discusses the results and summarizes the main conclusions in
Section 5.
3. Surrogate-Assisted Parametric Modeling Framework via Adaptive Sampling
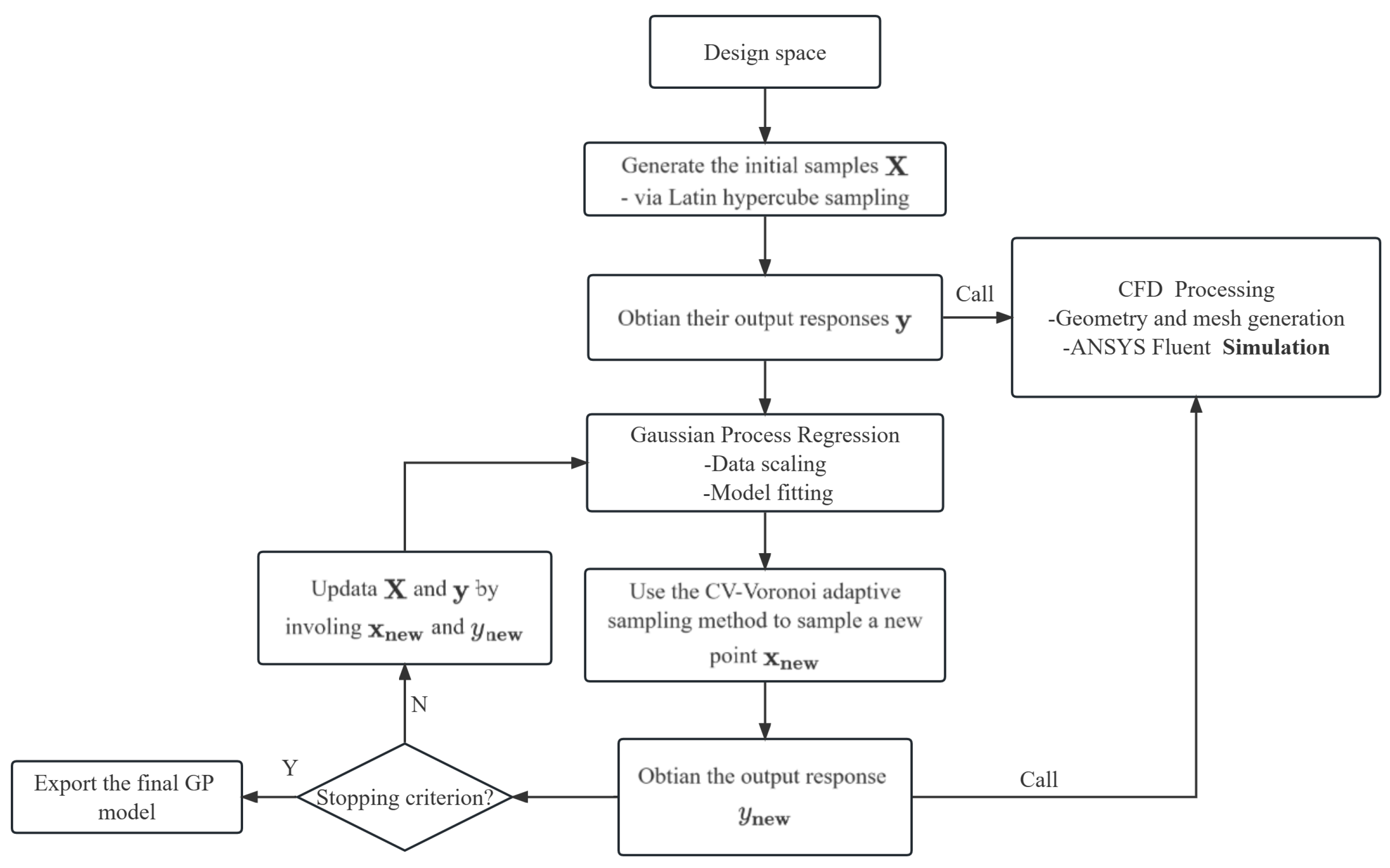
An illustration of the GP based parametric modeling framework via adaptive sampling is presented in
Figure 4. The method obtains data points from the boundary design space and simulates the CFD case automatically.
In the first step, we need to generate a series of initial sample points
and obtain their true response values
through the experimental design method and the previously built CFD model. Here, we adopt the well-known Latin hypercube sampling (LHS) [
30] method. To further improve the quality of modeling, it needs sampling more points. The locations of the new sampled points will have a great impact on the prediction accuracy of the surrogate model.
One of the key issues in constructing a surrogate model is how to improve the accuracy through better selection of the new sample points. Here, we employ the effective CV-Voronoi adaptive sampling method [
31], which sequentially query new points according to the information of surrogates. The key components, including the GP and the CV-Voronoi sampling method, will be elaborated in what follows.
3.1. Gaussian Process Regression
The Gaussian process (GP) is a data-driven Bayesian statistical method for modeling black-box functions. Compared to other surrogate models, such as linear regression and polynomial regression, it can learn nonlinear mappings and estimate uncertainty in the resulting predicted values. Therefore, the GP herein is used to approximate the relationships between various process parameters and the gas production.
The Gaussian process (GP) can be written as
where
is the mean function, which is usually set to zero and without loss of generality [
32]. The
is the covariance kernel function presenting the similarity between
and
. Different kernel functions allow the model to capture different statistical features, such as the periodicity, invariance points and additivity. We chose the Matérn kernel, which is a generalization of the squared exponential kernel. The Matérn kernel function is defined as:
where
is a positive parameter that controls the smoothness of the resulting function, and
here is taken as 3/2;
is the Euclidean distance;
is a modified Bessel function; and finally,
is the gamma function. It is more common to consider the effect of noise,
, where
is an independently identically distributed Gaussian noise with variance
.
The limited-memory Broyden–Fletcher–Goldfarb–Shanno (L-BFGS-B) optimization method was used to maximize the likelihood function, the optimized lengthscales in the kernel function are [0.9412, 0.8737, 0.4372, 1.0372, 1.2238], and the value of
is 0.102. When the hyperparameters have been optimized on the training data, the posterior predictive distribution of the GP model at test data
is given by a normal distribution, where the prediction mean and prediction variance can be expressed as follows:
where
is the kernel matrix,
,
, and
is the identity matrix.
3.2. Adaptive Sampling Strategies
Adaptive sampling, also known as active learning [
33], sequentially determines the locations of sampling points through the information obtained from previous iterations. Currently, the adaptive sampling approaches can be divided into four categories [
34], namely variance-based methods, query-by-committee-based methods, cross-validation-based methods and gradient-based methods. We choose a representative adaptive method, i.e., cross-validation (CV)-Voronoi, to generate the sample points for the modeling of the CE performance of the SCWFB reactor.
The CV-Voronoi method sequentially selects new points with the largest prediction error. It first partitions the entire design space into Voronoi tessellations, where a Voronoi cell corresponds to the region that is closer to a particular sample (the center point) than any other samples. Thereafter, the LOOCV (leave-one-out cross validation) technique is used to calculate the prediction error associated with each cell. The process is performed by: (1) removing a point from the sample set, (2) building a new surrogate model with the remaining points, (3) evaluating the new surrogate model at the removed point, and (4) calculating the LOO error, which can be expressed as:
where
represents the real response at
,
represents the predicted response at
by the surrogate model constructed on existing points without
. Repeating this process for all cells and finding the Voronoi cell with the largest predicted error, the new sample point is then selected within the Voronoi cell with the largest error as well as the largest distance to the related center point
. This is actually an optimization problem defined as:
where
is the minimal distance of
to existing points.
4. Results and Discussion
In this paper, five parameters, including the mass flow rate of supercritical water, mass flow rate of the coal slurry, temperature of supercritical water, temperature of the outer wall and reactor length, are selected as the input parameters. The base values of the five-parameters were chosen from
Table 3, and the ranges of the five parameters refer to the results of Bei et al. [
20] and Fan et al. [
21].
The variable ranges of these variables and their symbols are presented in
Table 4. Considering the primary functionality of the SCWFB reactor, the efficiency of converting the mass and energy content of the original feedstock into gaseous products is an important indicator. Hence, the carbon conversion efficiency, which is defined as the ratio of the total carbon in the gaseous products to the total carbon in the feedstock, is used to quantify the conversion of the SCWFB reactor. The CE criterion is expressed mathematically as:
where
and
represent the carbon moles in
, CO,
and the feedstock, respectively.
4.1. The Validation of GP Model
The GP modeling start with five initial points. Then, the CV-Voronoi sampling method is employed to sequentially generate 40 informative points. That is, the stopping criterion in
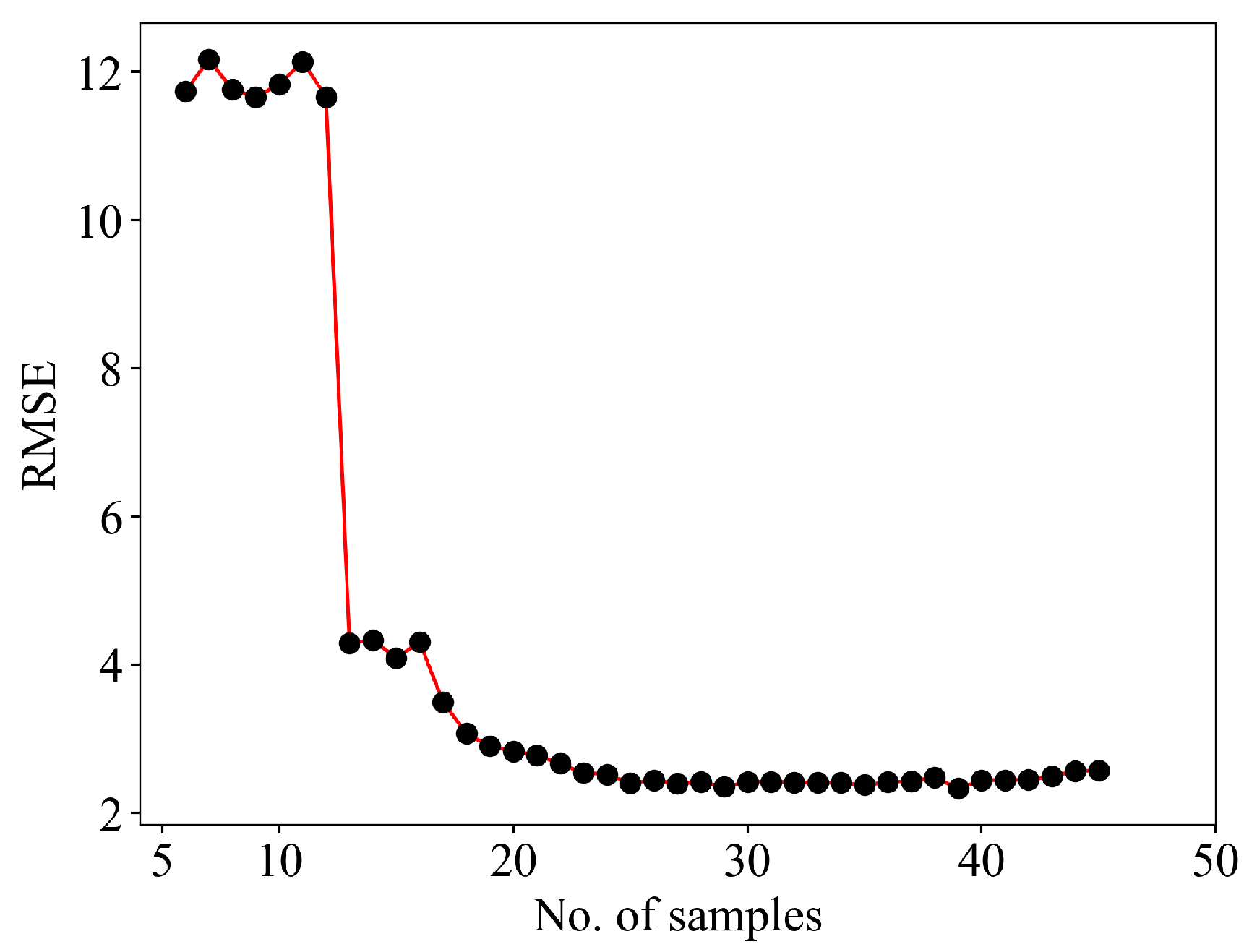
Figure 4 is the maximum number of points. The quality of the CV-Voronoi sampling results is evaluated on a separate test set by the root mean square error (RMSE), which can be written as:
where
M = 40 is the size of the test set. Note that this test set is also sampling in the design space via LHS.
Figure 5 shows the RMSE convergence curves of the CV-Voronoi method for the GP modeling of the CE of the SCWFB reactor. We found that the performance of the CV-Voronoi method is good, as the RMSE decreases fast and reaches stability after sampling 20 points.
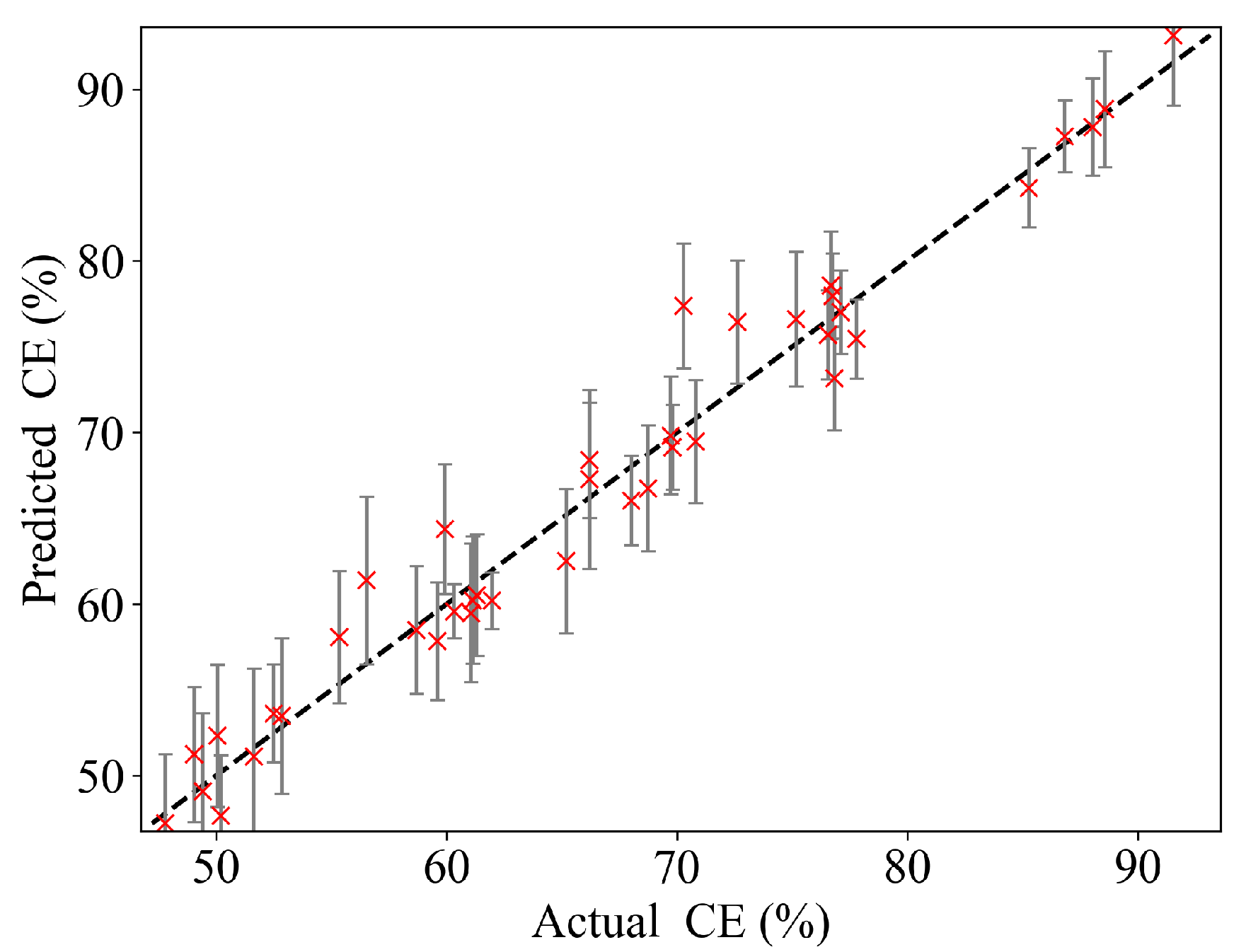
We further comprehensively evaluate the prediction quality of the developed GP model for the CE of the SCWFB reactor. The detailed performance of the GP model is reported in
Table 5. The maximum and average deviations of the predicted CE are 10.89% and 3.16%, and the residual
for the GP model is 0.95, indicating that the model describes the characteristics of the CE of the SCWFB reactor.
Figure 6 further illustrates the distribution of GP prediction, with the error bars indicating a 95% confidence interval. The diagonal dashed line represents the perfect agreement between the prediction and the simulated CE values. The diagonal dashed line runs through the confidence interval at most of the test points, indicating the excellent accuracy of the prediction model. Therefore, the well-validated GP model will be used for the following parameter analysis of the SCWFB reactor.
4.2. Single-Parameter Analysis
Since the built GP model can provide fast yet accurate predictions over the whole domain, we can easily conduct single-parameter analysis of the CE and gas yield performance of the SCWFB reactor by varying one feature and keeping the other factors held constant.
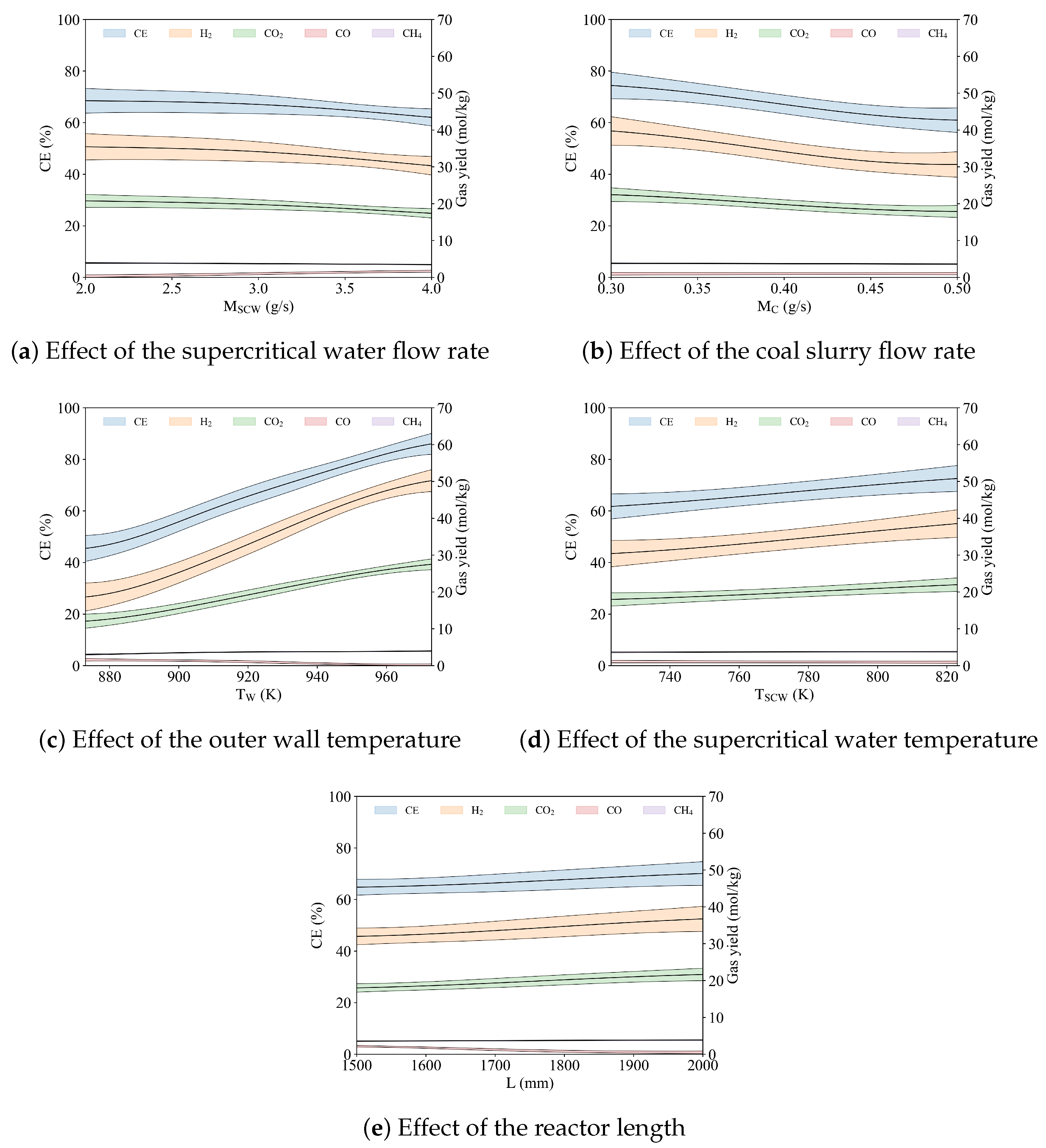
Here, all the five parameters are to be investigated, keeping the remaining parameters in the middle of the parameter range. As we know, the GP model can obtain uncertainty in the resulting predicted values. In this section, the confidence interval is chosen to be 95%. First, the effect of mass flow rate of supercritical water on the CE and gas yield in the SCWFB reactor is shown in
Figure 7a, and the CE and gas yield decreases slowly as the mass flow rate of supercritical water rises.
This is because the coal gasification in supercritical water is an endothermic reaction. Increasing the supercritical water flow rate will reduce the local temperature of the reactor, shorten the residence time of coal particles and inhibit the pyrohydrolysis reaction and the fixed carbon reforming reaction, thus, reducing the CE, and of the reactor. The water gas shift reaction is also inhibited as the increase of supercritical water flow rate, thus, resulting in a gradual increase in CO.
Secondly, the effect of mass flow rate of the coal slurry on the CE and gas yield is investigated as shown in
Figure 7b. With the increase of the coal slurry flow rate, the CE decreases slightly. In this paper, the coal slurry is considered to be composed of water and the corresponding carbon particles. Increasing the mass flow rate of the coal slurry will increase the flow rate of water and the heat absorption of the pyrohydrolysis reaction, both of which will reduce the temperature near the feed inlet of the reactor. This reduces the carbon conversion efficiency of reactor.
Although a higher mass flow rate of the coal slurry could increase the total gas products, the decrease in CE indicates a waste of raw material. However, if the coal slurry flow rate is too low, the heating potential of the supercritical water would not be fully utilized.
Thirdly, the effect of the outer wall temperatures on the coal gasification in supercritical water is investigated via the GP model.
Figure 7c demonstrates the CE and gas-yield distribution within the SCWFB at different outer wall temperatures. It is apparent that the CE and
increases significantly as the outer wall temperature rises. The relative increment of CE is about 100% when the outer wall temperature increases from 873 to 973 K.
This is because the high outer wall temperature will increase the overall temperature of the reactor and promotes the coal gasification reaction, which corresponds to the property of endothermic reactions. Buhler et al. [
35] indicated that the distribution of supercritical water gasification products is mainly affected by a free radical degradation at lower pressure and/or higher temperatures.
In addition, from the influence of the supercritical water temperature on the CE of reactor in
Figure 7d, the CE increases smoothly as the supercritical water temperature increases gradually. As the supercritical water temperature rises, the inner temperature difference mainly occurs in the lower part of the reactor. Therefore, the rising supercritical water temperature will bring an increase in temperature near the inlet area of the reactor and then enhance the coal gasification reaction, eventually leading to an increase in CE.
Finally,
Figure 7e shows that the CE and gas yield increase slowly with the increase of reactor length. This reveals that the CE and gas yield are insensitive to the reactor length. The reason is that the long reactor length will increase the particle residence time and then improve the coal gasification reaction. However, the four heating rods at the bottom of the reactor raise the surrounding temperature of the supercritical water. Consequently, the coal gasification reaction mainly takes place at the bottom of the reactor, thus, weakening the effect of reactor length on the CE and the gas yield.
4.3. Coupled Parameter Analysis
Through the previous analysis, we can qualitatively observe that the effect of the outer wall temperature on the reactor’s CE is relatively large while the effect of the reactor length is small. To obtain a more complete picture of the effect of input parameters on the CE, we perform a global sensitivity analysis using the GP model to quantitatively obtain Sobol’ total effects
, first-order
and second-order
[
36].
Here,
measures the total contribution of the model inputs to the output variance, including the first-order component and the higher-order components. Differently,
measures the contribution of individual input to the output variance, and
measures the contribution of the interaction of two inputs to the output variance. Saltelli’s method [
37] was used to estimate the total and first Sobol’ indices
,
and
with 4096 samples obtained from the GP model.
The results of the global parameter sensitivity analysis on the reactor’s CE are presented in
Table 6. The total sensitivity order for the CE is presented below: outer wall temperature > mass flow rate of the coal slurry > supercritical water temperature > mass flow rate of supercritical water > reactor length. The
value of the outer wall temperature in the global sensitivity is 0.848, which means it has more than 80% influence on the CE. Compared with other parameters, the outer wall temperature dominates the variation of CE and has a far greater influence. The value of
is slightly smaller than
, which indicates that the contribution of the single parameter dominates the
. The results of
are only given for values greater than 0.001. It can be seen that the largest
is only 0.006, which indicates that the coupled effects of the parameters are almost negligible.
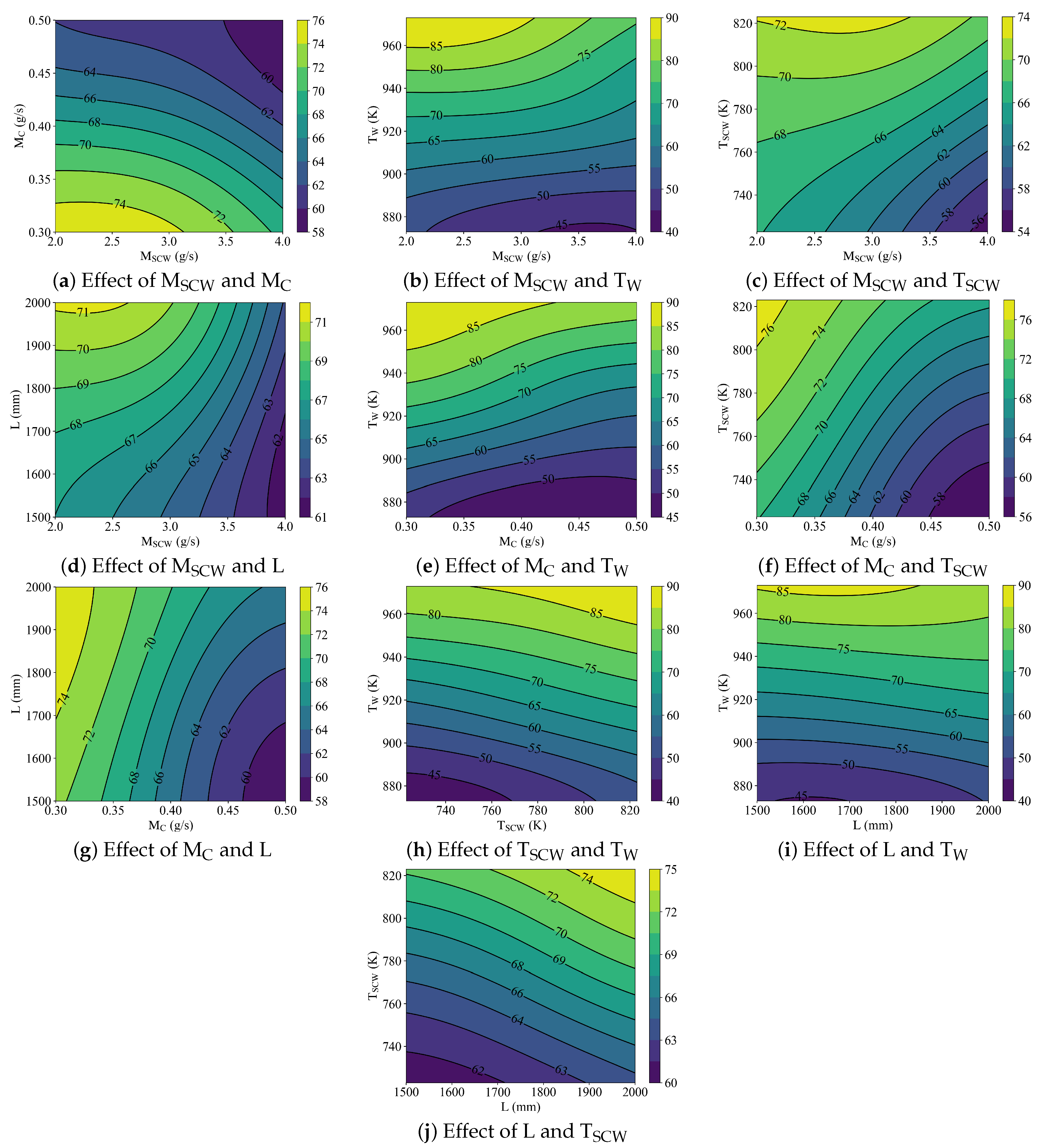
Furthermore,
Figure 8 illustrates the two-dimensional contour plots of the CE performance with respect to any two features via the GP predictions. Here, all five parameters are investigated with the remaining parameters kept in the middle of the parameter range. The combined effect of the outer wall temperature and the supercritical water flow rate is shown in
Figure 8b.
It can be observed that the CE increases with the increasing outer wall temperature and decreases with the increasing supercritical water flow rate, which is consistent with the previous analysis. In addition, the contour lines tend to be horizontal, indicating that the outer wall temperature is the dominant factor. The same behavior can be observed in
Figure 8e,h,i. The slope of the contour lines in
Figure 8c,j is close to
, which means that the effects of the coal slurry flow rate, supercritical water temperature and supercritical water flow rate on the CE are almost equivalent.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}