
Design and Microscale Fabrication of Negative Poisson’s Ratio Lattice Structure Based on Multi-Scale Topology Optimization
Abstract
:1. Introduction
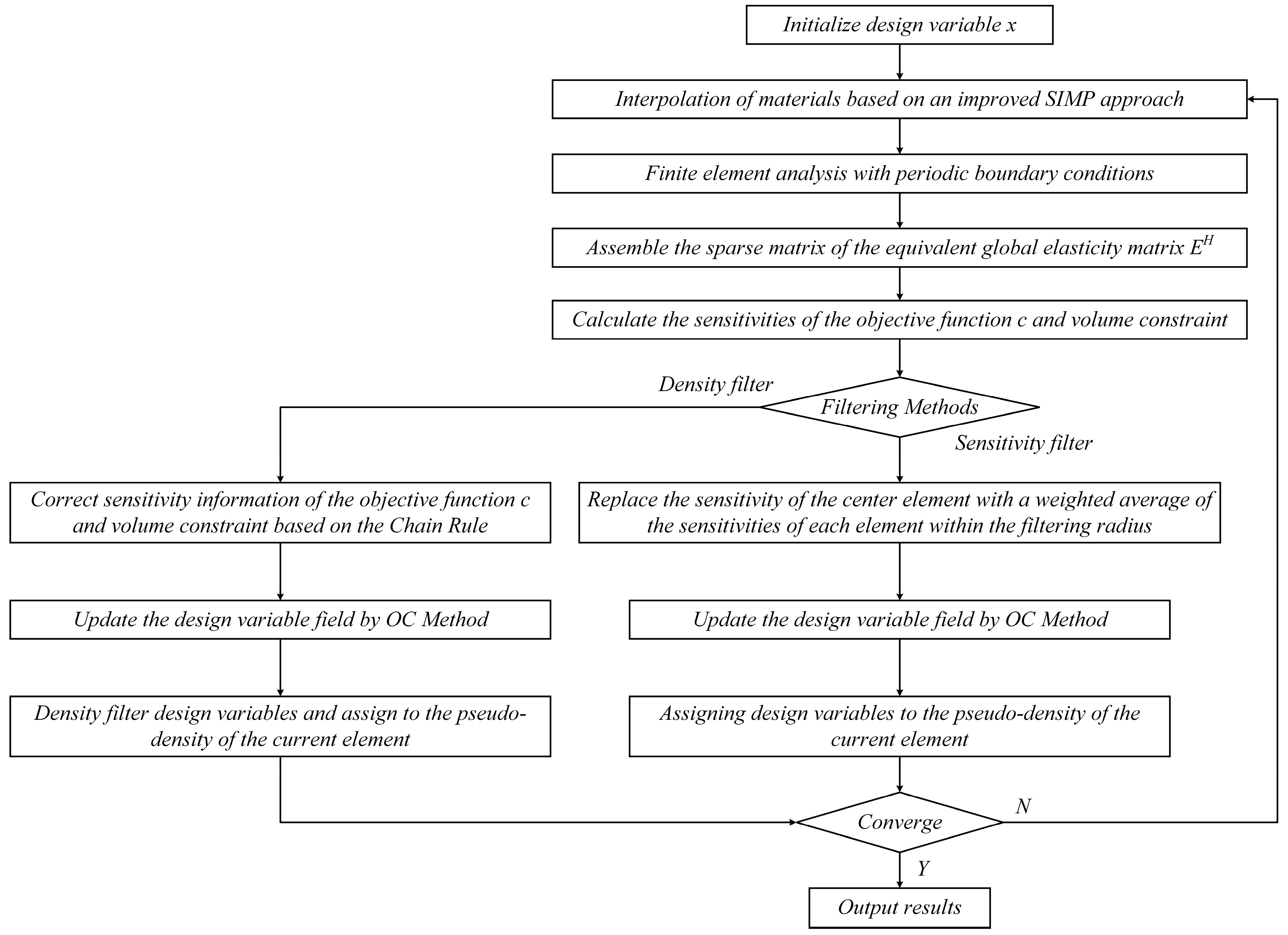
2. Numerical Process
3. Energy Homogenization
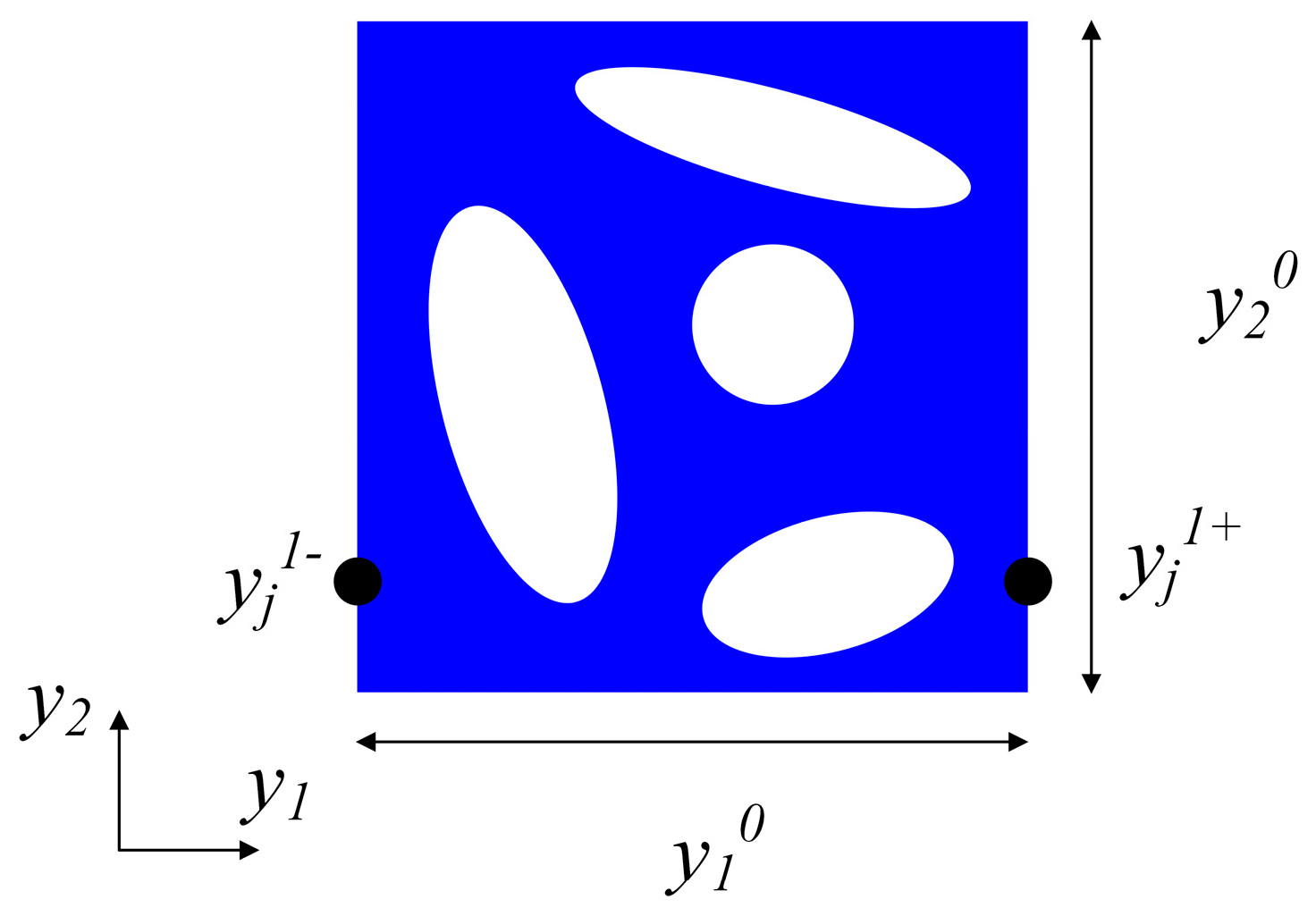
3.1. Periodic Boundary Conditions (PBC)
3.2. The Numerical Solution of the Equation for Energy Homogenization
4. Multi-Scale Negative Poisson’s Ratio Structural Optimization Model
4.1. Material Interpolation Model Based on an Improved SIMP Method
4.2. Sensitivity Analysis and Optimization via the OC Method
4.3. Density Filtering and Sensitivity Filtering
5. Implementation and Validation of Negative Poisson’s Ratio Lattice Structure
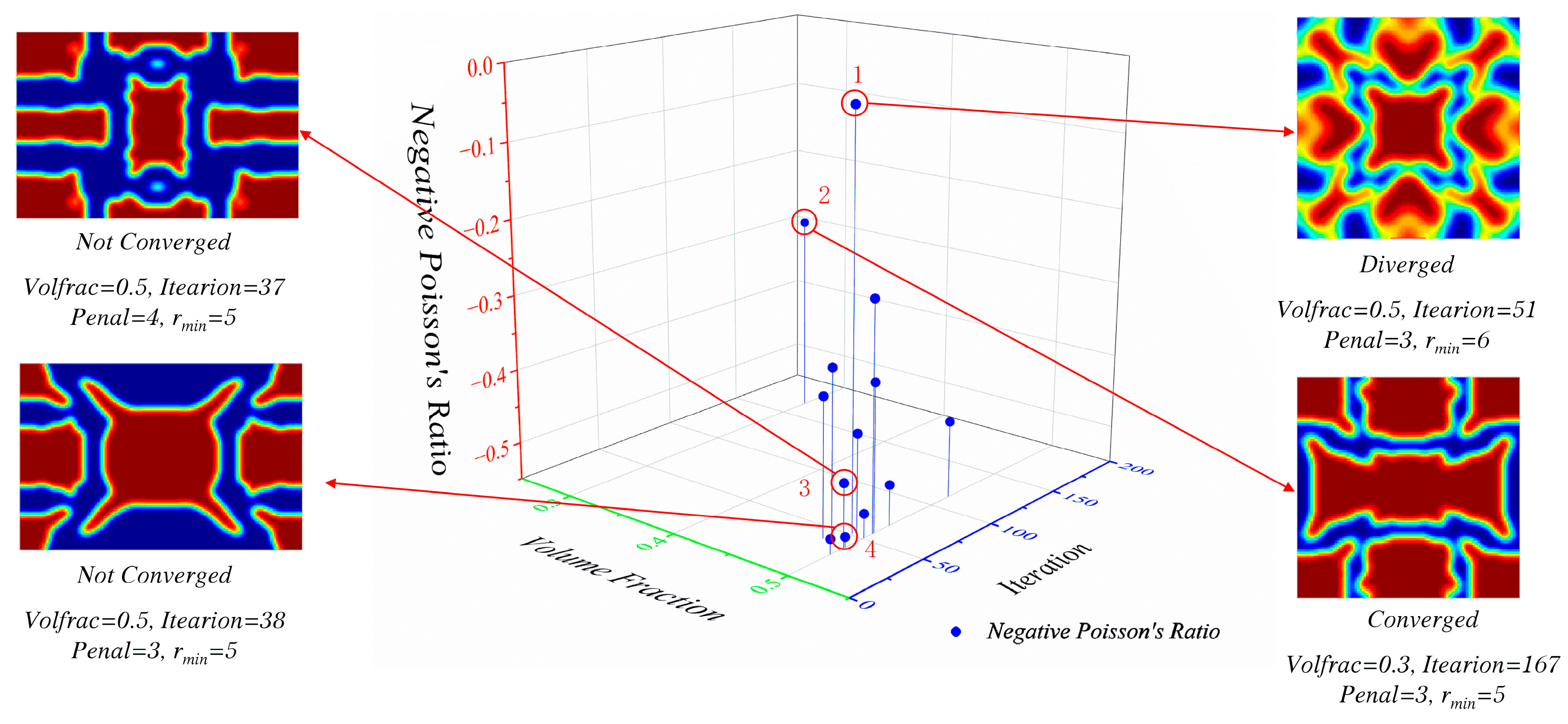
5.1. Analysis of Optimization Results and Iterative Process
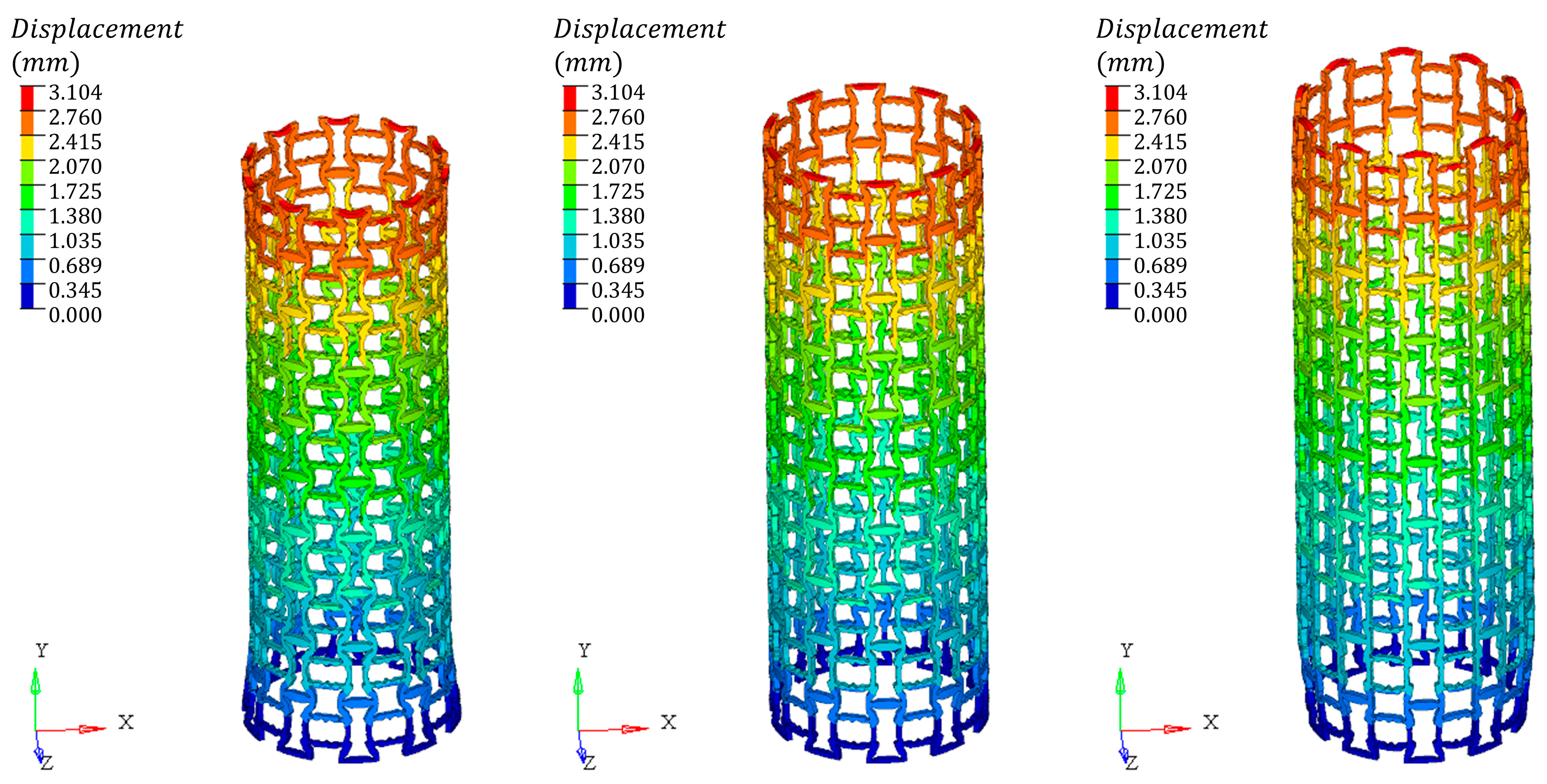
5.2. Finite Element Simulation Verification
5.3. Microscale Laser Additive Manufacturing
5.4. Quasi-Static Compression
6. Conclusions
- Based on the energy homogenization method and SIMP topology optimization method, a relaxed objective function was proposed and the damping in the optimization criterion was removed to achieve negative Poisson’s ratio lattice cells;
- Optimization calculations yield multiple sets of negative Poisson’s ratio unit cells, with the lowest Poisson’s ratio achieving −0.5367, and an equivalent elastic matrix was derived. The iterative process’s efficiency is comparable to that of commercial software, with a maximum iteration time of 300 s, enabling the prompt identification of fundamental configurations;
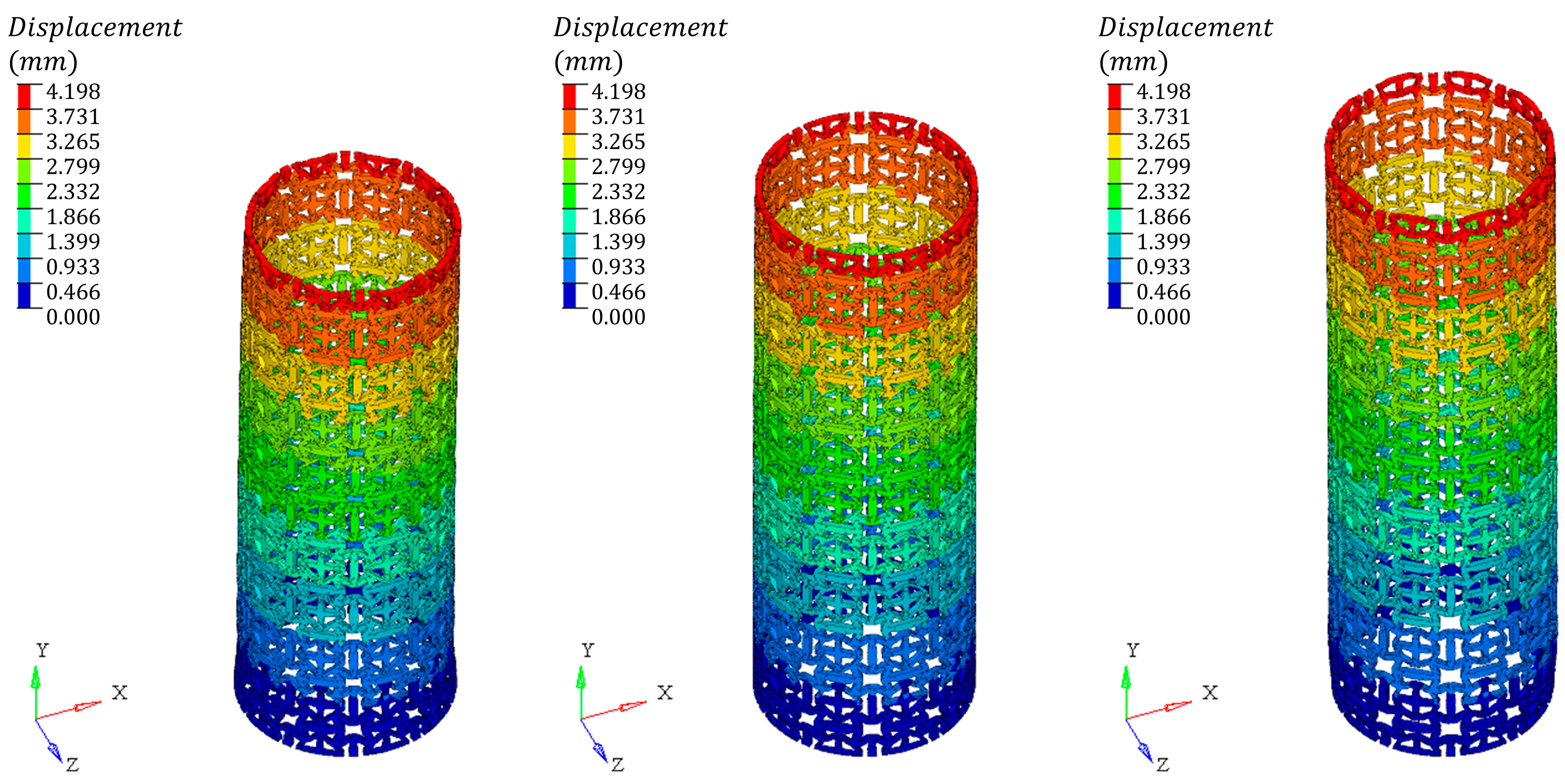
- The validity of the proposed method was verified through the finite element analysis of four tubular structures, revealing distinct auxetic deformation patterns and inward folding buckling forms;
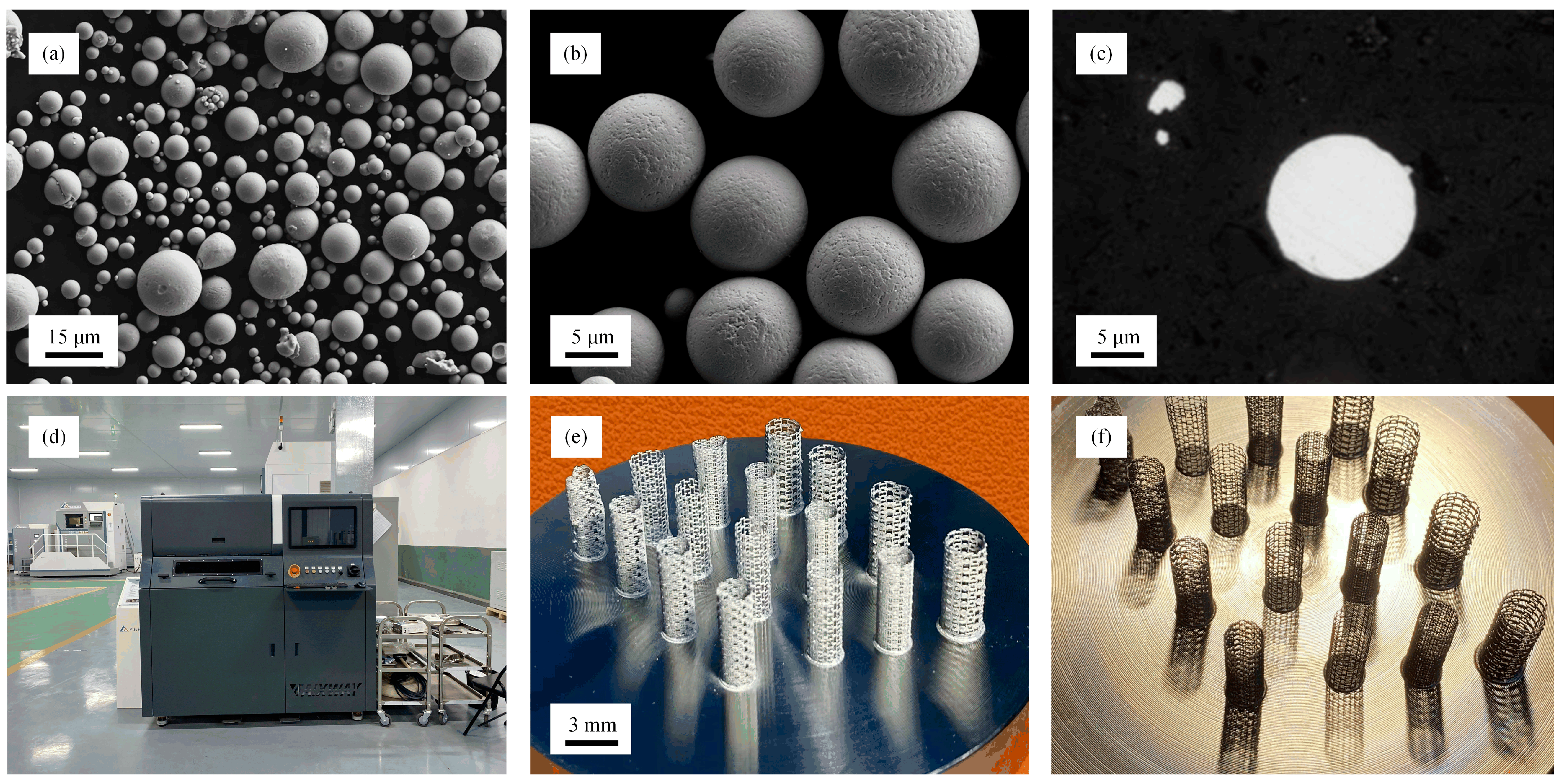
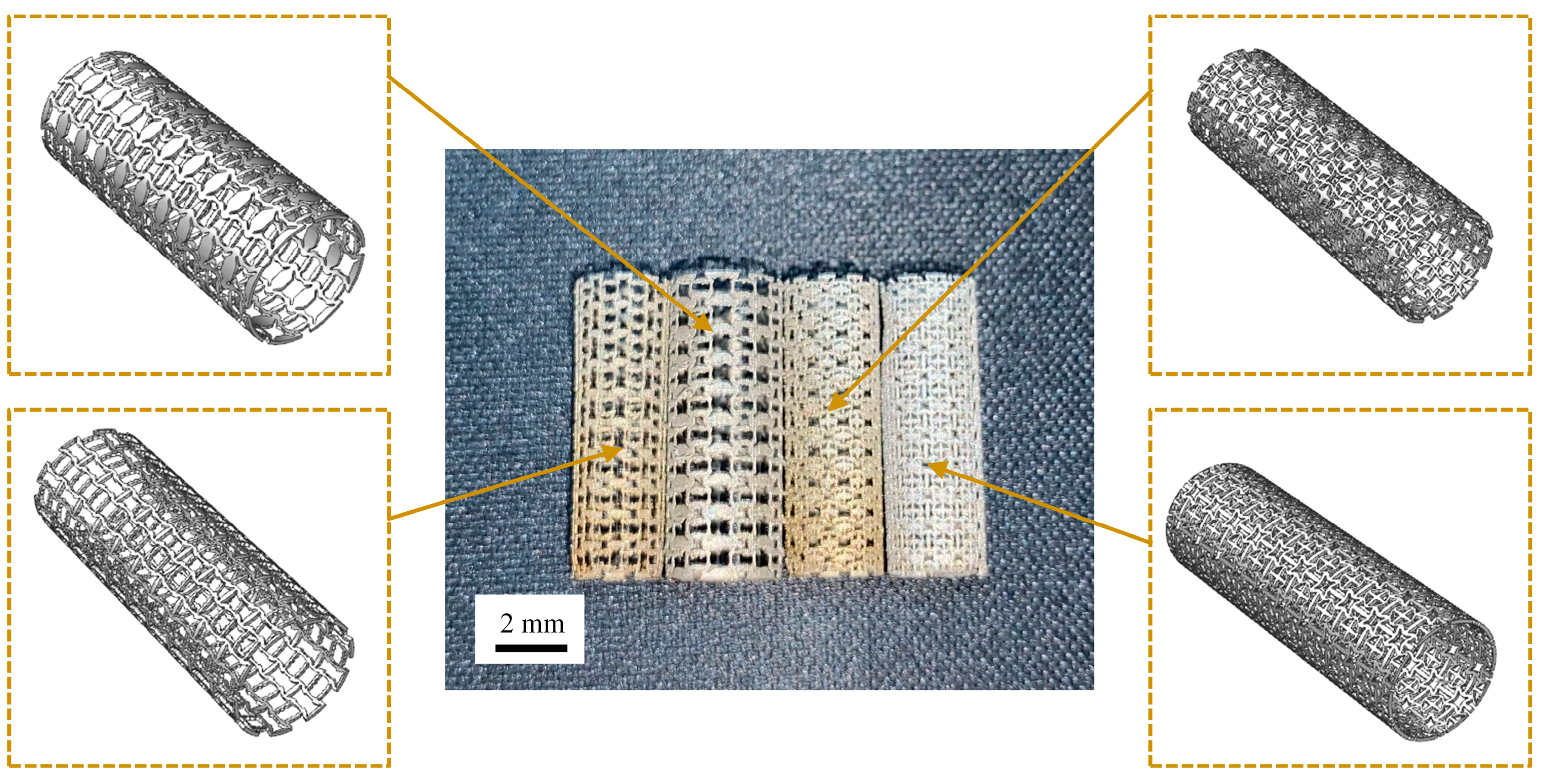
- Tubular samples of 5 mm made of 316L stainless steel were successfully fabricated using the microscale selective laser melting, with adequate printing precision and sound feature reproduction. The process demonstrated that a set of parameters, comprising a powder layer thickness of 0.01 mm, a laser power of 35 W, an inner filling scanning speed of 1000 mm/s, and an outer contour scanning speed of 80 mm/s, can enable the successful additive manufacturing of a metallic coronary stent according to the prescribed scale of application. Quasi-static compression experiments showed negative Poisson’s ratio effects and buckling forms that align with finite element analysis results, verifying the method’s correctness.
- Quasi-static compression experiments showed negative Poisson’s ratio effects and buckling forms that align with finite element analysis results, verifying the method’s correctness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Base cell domain | |
| Base cell size in direction j | |
| Microscale Y-periodic displacement fields | |
| Elasticity tensor in index notation | |
| Periodic fluctuation strain fields | |
| Unit test strain fields | |
| Prescribed strain fields | |
| Microscale displacement field | |
| Microscale periodic fluctuation field | |
| Periodic displacement prescribed on opposite nodes | |
| Global stiffness matrix | |
| Global displacement vector | |
| Periodic displacement prescribed on the cell | |
| Objective function | |
| Homogenized elasticity tensor in index notation | |
| Element volume | |
| Element density design variable | |
| Upper bound of volume fraction | |
| Current iteration number | |
| Element Young’s modulus | |
| Ersatz material elastic modulus | |
| Penalization factor | |
| Solid material Young’s modulus | |
| Updated element density variable | |
| Move limit | |
| Term obtained from the optimality condition | |
| Numerical damping coefficient | |
| Lagrange multiplier | |
| Element displacement vector | |
| Poisson’s ratio | |
| Convolution kernel | |
| Filter radius | |
| Distance between the current element and the center of the convolution kernel |
References
- Kolpakov, A.G. Determination of the Average Characteristics of Elastic Frameworks. J. Appl. Math. Mech. 1985, 49, 739–745. [Google Scholar] [CrossRef]
- Saxena, K.K.; Das, R.; Calius, E.P. Three Decades of Auxetics Research—Materials with Negative Poisson’s Ratio: A Review. Adv. Eng. Mater. 2016, 18, 1847–1870. [Google Scholar] [CrossRef]
- Vasil’ev, V.V.; Lurie, S.A. Generalized theory of elasticity. Mech. Sol. 2015, 50, 379–388. [Google Scholar] [CrossRef]
- Lakes, R. Foam Structures with a Negative Poissons Ratio. Science 1987, 235, 1038–1040. [Google Scholar] [CrossRef] [PubMed]
- Mizzi, L.; Attard, D.; Gatt, R.; Farrugia, P.S.; Grima, J.N. An analytical and finite element study on the mechanical properties of irregular hexachiral honeycombs. Smart Mater. Struct. 2018, 27, 11. [Google Scholar] [CrossRef]
- Mizzi, L.; Attard, D.; Gatt, R.; Pozniak, A.A.; Wojciechowski, K.W.; Grima, J.N. Influence of translational disorder on the mechanical properties of hexachiral honeycomb systems. Compos. Part B Eng. 2015, 80, 84–91. [Google Scholar] [CrossRef]
- Pozniak, A.A.; Wojciechowski, K.W. Poisson’s ratio of rectangular anti-chiral structures with size dispersion of circular nodes. Phys. Status Solidi B Basic Solid State Phys. 2014, 251, 367–374. [Google Scholar] [CrossRef]
- Idczak, E.; Strek, T. Minimization of Poisson’s ratio in anti-tetra-chiral two-phase structure. IOP Conf. Ser. Mater. Sci. Eng. 2017, 248, 012006. [Google Scholar] [CrossRef]
- Zhang, H.K.; Luo, Y.J.; Kang, Z. Bi-material microstructural design of chiral auxetic metamaterials using topology optimization. Compos. Struct. 2018, 195, 232–248. [Google Scholar] [CrossRef]
- Zarrinmehr, S.; Ettehad, M.; Kalantar, N.; Borhani, A.; Sueda, S.; Akleman, E. Interlocked archimedean spirals for conversion of planar rigid panels into locally flexible panels with stiffness control. Comput. Graph. 2017, 66, 93–102. [Google Scholar] [CrossRef]
- Novak, N.; Vesenjak, M.; Ren, Z. Auxetic Cellular Materials—A Review. Strojniski Vestn. J. Mech. Eng. 2016, 62, 485–493. [Google Scholar] [CrossRef]
- Ha, C.S.; Plesha, M.E.; Lakes, R.S. Chiral three-dimensional lattices with tunable Poisson’s ratio. Smart Mater. Struct. 2016, 25, 6. [Google Scholar] [CrossRef]
- Duan, S.Y.; Wen, W.B.; Fang, D.N. A predictive micropolar continuum model for a novel three-dimensional chiral lattice with size effect and tension-twist coupling behavior. J. Mech. Phys. Solids 2018, 121, 23–46. [Google Scholar] [CrossRef]
- Clausen, A.; Wang, F.W.; Jensen, J.S.; Sigmund, O.; Lewis, J.A. Topology Optimized Architectures with Programmable Poisson’s Ratio over Large Deformations. Adv. Mater. 2015, 27, 5523–5527. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.W. Systematic design of 3D auxetic lattice materials with programmable Poisson’s ratio for finite strains. J. Mech. Phys. Solids 2018, 114, 303–318. [Google Scholar] [CrossRef]
- McCaw, J.C.S.; Cuan-Urquizo, E. Curved-Layered Additive Manufacturing of non-planar, parametric lattice structures. Mater. Des. 2018, 160, 949–963. [Google Scholar] [CrossRef]
- Wang, T.; Wang, L.M.; Ma, Z.D.; Hulbert, G.M. Elastic analysis of auxetic cellular structure consisting of re-entrant hexagonal cells using a strain-based expansion homogenization method. Mater. Des. 2018, 160, 284–293. [Google Scholar] [CrossRef]
- Beharic, A.; Egui, R.R.; Yang, L. Drop-weight impact characteristics of additively manufactured sandwich structures with different cellular designs. Mater. Des. 2018, 145, 122–134. [Google Scholar] [CrossRef]
- Yuan, S.Q.; Shen, F.; Bai, J.M.; Chua, C.K.; Wei, J.; Zhou, K. 3D soft auxetic lattice structures fabricated by selective laser sintering: TPU powder evaluation and process optimization. Mater. Des. 2017, 120, 317–327. [Google Scholar] [CrossRef]
- Ingrole, A.; Hao, A.; Liang, R. Design and modeling of auxetic and hybrid honeycomb structures for in-plane property enhancement. Mater. Des. 2017, 117, 72–83. [Google Scholar] [CrossRef]
- Hou, S.Y.; Li, T.T.; Jia, Z.; Wang, L.F. Mechanical properties of sandwich composites with 3d-printed auxetic and non-auxetic lattice cores under low velocity impact. Mater. Des. 2018, 160, 1305–1321. [Google Scholar] [CrossRef]
- Li, T.T.; Chen, Y.Y.; Hu, X.Y.; Li, Y.B.; Wang, L.F. Exploiting negative Poisson’s ratio to design 3D-printed composites with enhanced mechanical properties. Mater. Des. 2018, 142, 247–258. [Google Scholar] [CrossRef]
- Xiong, J.P.; Gu, D.D.; Chen, H.Y.; Dai, D.H.; Shi, Q.M. Structural optimization of re-entrant negative Poisson’s ratio structure fabricated by selective laser melting. Mater. Des. 2017, 120, 307–316. [Google Scholar] [CrossRef]
- Andreassen, E.; Clausen, A.; Schevenels, M.; Lazarov, B.S.; Sigmund, O. Efficient topology optimization in MATLAB using 88 lines of code. Struct. Multidiscip. Optim. 2011, 43, 1–16. [Google Scholar] [CrossRef]
- Zhang, S.; Li, H.; Huang, Y. An improved multi-objective topology optimization model based on SIMP method for continuum structures including self-weight. Struct. Multidiscip. Optim. 2021, 63, 211–230. [Google Scholar] [CrossRef]
- Bendse, M.; Sigmund, O. Topology Optimization: Theory, Method and Applications; Springer Science & Business Media: Berlin, Germany, 2003. [Google Scholar]
- Yin, L.Z.; Yang, W. Optimality criteria method for topology optimization under multiple constraints. Comput. Struct. 2001, 79, 1839–1850. [Google Scholar] [CrossRef]
- Svanberg, K. The Method of Moving Asymptotes—A New Method for Structural Optimization. Int. J. Numer. Methods Eng. 1987, 24, 359–373. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Luo, Z.; Zhang, N.; Kang, Z. Topological shape optimization of microstructural metamaterials using a level set method. Comput. Mater. Sci. 2014, 87, 178–186. [Google Scholar] [CrossRef]
- Wang, M.Y.; Wang, X.M.; Guo, D.M. A level set method for structural topology optimization. Comput. Meth. Appl. Mech. Eng. 2003, 192, 227–246. [Google Scholar] [CrossRef]
- Allaire, G.; Jouve, F.; Toader, A.M. Structural optimization using sensitivity analysis and a level-set method. J. Comput. Phys. 2004, 194, 363–393. [Google Scholar] [CrossRef]
- Hu, Q.P.; Wang, M.H.; Chen, Y.B.; Liu, H.L.; Si, Z. The Effect of MC-Type Carbides on the Microstructure and Wear Behavior of S390 High-Speed Steel Produced via Spark Plasma Sintering. Metals 2022, 12, 2168. [Google Scholar] [CrossRef]
- Sun, Y.Y.; Gulizia, S.; Oh, C.H.; Doblin, C.; Yang, Y.F.; Qian, M. Manipulation and Characterization of a Novel Titanium Powder Precursor for Additive Manufacturing Applications. JOM 2015, 67, 564–572. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of Powder Particle Shape on the Properties of In Situ Ti-TiB Composite Materials Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Lee, Y.S.; Zhang, W. Mesoscopic simulation of heat transfer and fluid flow in laser Powder bed additive manufacturing. In Proceedings of the 26th Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Yang, D.C.; Kan, X.F.; Gao, P.F.; Zhao, Y.; Yin, Y.J.; Zhao, Z.Z.; Sun, J.Q. Influence of porosity on mechanical and corrosion properties of SLM 316L stainless steel. Appl. Phys. A Mater. Sci. Process. 2022, 128, 9. [Google Scholar] [CrossRef]
- Ara, I.; Azarmi, F.; Tangpong, X.W. Microstructure Analysis of High-Density 316L Stainless Steel Manufactured by Selective Laser Melting Process. Metallogr. Microstruct. Anal. 2021, 10, 754–767. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pattern | Iteration Numbers | Volume Fraction | Poisson’s Ratio | Equivalent Elastic |
|---|---|---|---|---|
 | 167 | 0.3 | −0.2772 | |
 | 113 | 0.5 | −0.4480 | |
 | 45 | 0.5 | −0.3352 | |
 | 58 | 0.5 | −0.3550 | |
 | 51 | 0.5 | −0.5183 | |
 * * | 51 | 0.5 | −0.0173 |
| Pattern | Iteration Numbers | Volume Fraction | Poisson’s Ratio | Equivalent Elastic |
|---|---|---|---|---|
 | 46 | 0.5 | −0.4109 | |
 | 57 | 0.5 | −0.2498 | |
 | 37 | 0.5 | −0.4665 | |
 | 69 | 0.5 | −0.4963 | |
 | 28 | 0.5 | −0.5301 | |
 | 38 | 0.5 | −0.5367 |
| Composition | C | Si | Mn | P | S | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Requirements of GB | ≤0.03 | ≤1.00 | ≤2.00 | ≤0.035 | ≤0.03 | 16.0–18.0 | 10.0–14.0 | 2.0–3.0 | Bal. |
| Measured contents | - | 0.525 | 1.2 | 0.025 | - | 16.9 | 10.6 | 2.4 | Bal. |
| Parameters | Values |
|---|---|
| Building volume (Ø × H) | 100 × 100 mm |
| Layer thickness | 1–15 μm |
| Laser type | 200 W Yb-fiber laser |
| Focus diameter | <25 μm |
| Scanning speed | max. 3 m/s |
| Surface roughness | min. Sa 1 μm |
| Powder size distribution | 2–10 µm |
| Accuracy | <30 µm |
| Shielding gases | Nitrogen, argon |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, R.; Ge, X.; Wang, M. Design and Microscale Fabrication of Negative Poisson’s Ratio Lattice Structure Based on Multi-Scale Topology Optimization. Machines 2023, 11, 519. https://doi.org/10.3390/machines11050519
An R, Ge X, Wang M. Design and Microscale Fabrication of Negative Poisson’s Ratio Lattice Structure Based on Multi-Scale Topology Optimization. Machines. 2023; 11(5):519. https://doi.org/10.3390/machines11050519
Chicago/Turabian StyleAn, Ran, Xueyuan Ge, and Miaohui Wang. 2023. "Design and Microscale Fabrication of Negative Poisson’s Ratio Lattice Structure Based on Multi-Scale Topology Optimization" Machines 11, no. 5: 519. https://doi.org/10.3390/machines11050519