
A Study on the Machinability and Environmental Effects of Milling AISI 5140 Steel in Sustainable Cutting Environments



Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece and Cutting Tools
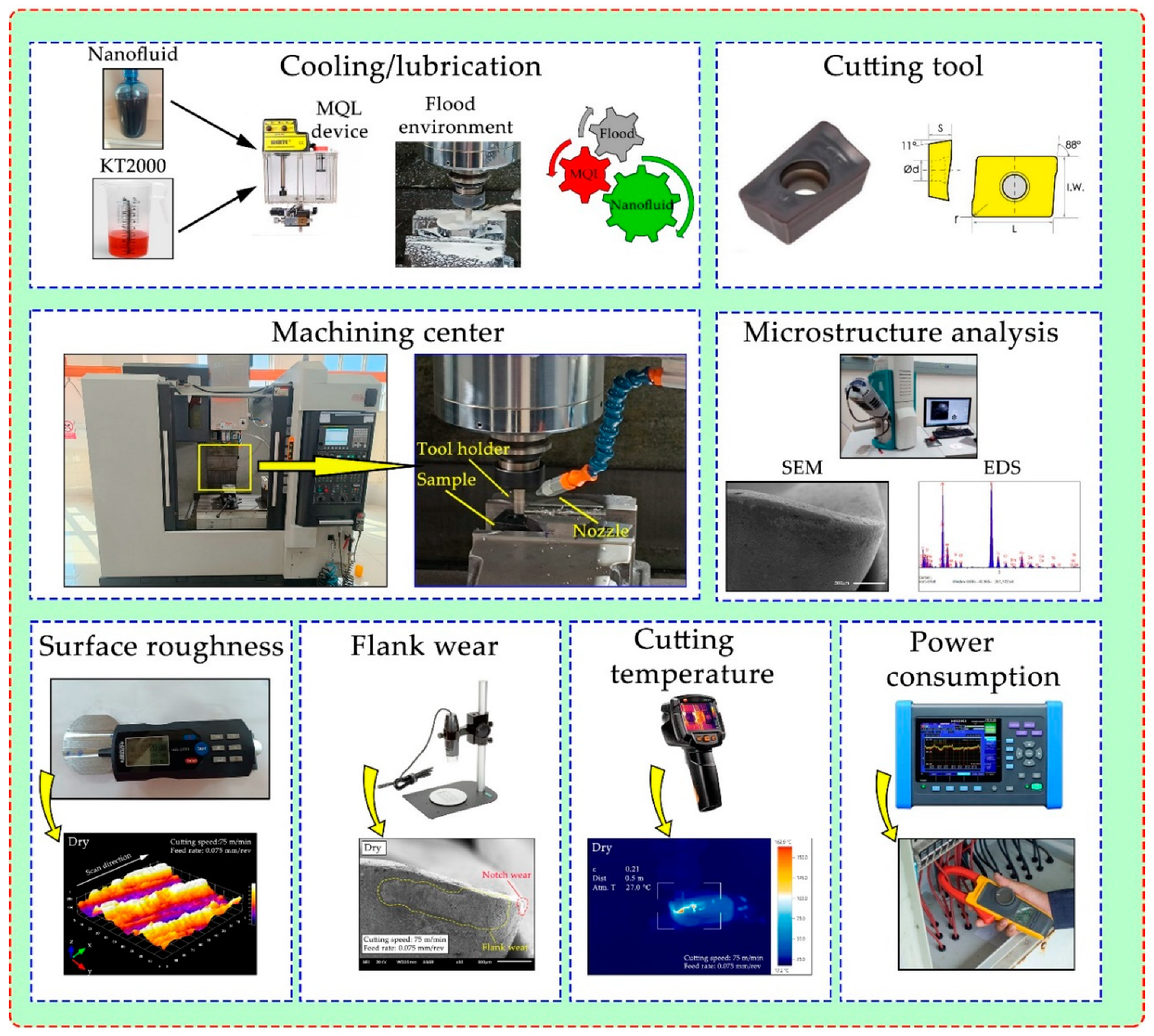
2.2. Machining Center and Experimental Stages
2.3. Cooling/Lubrication Environments
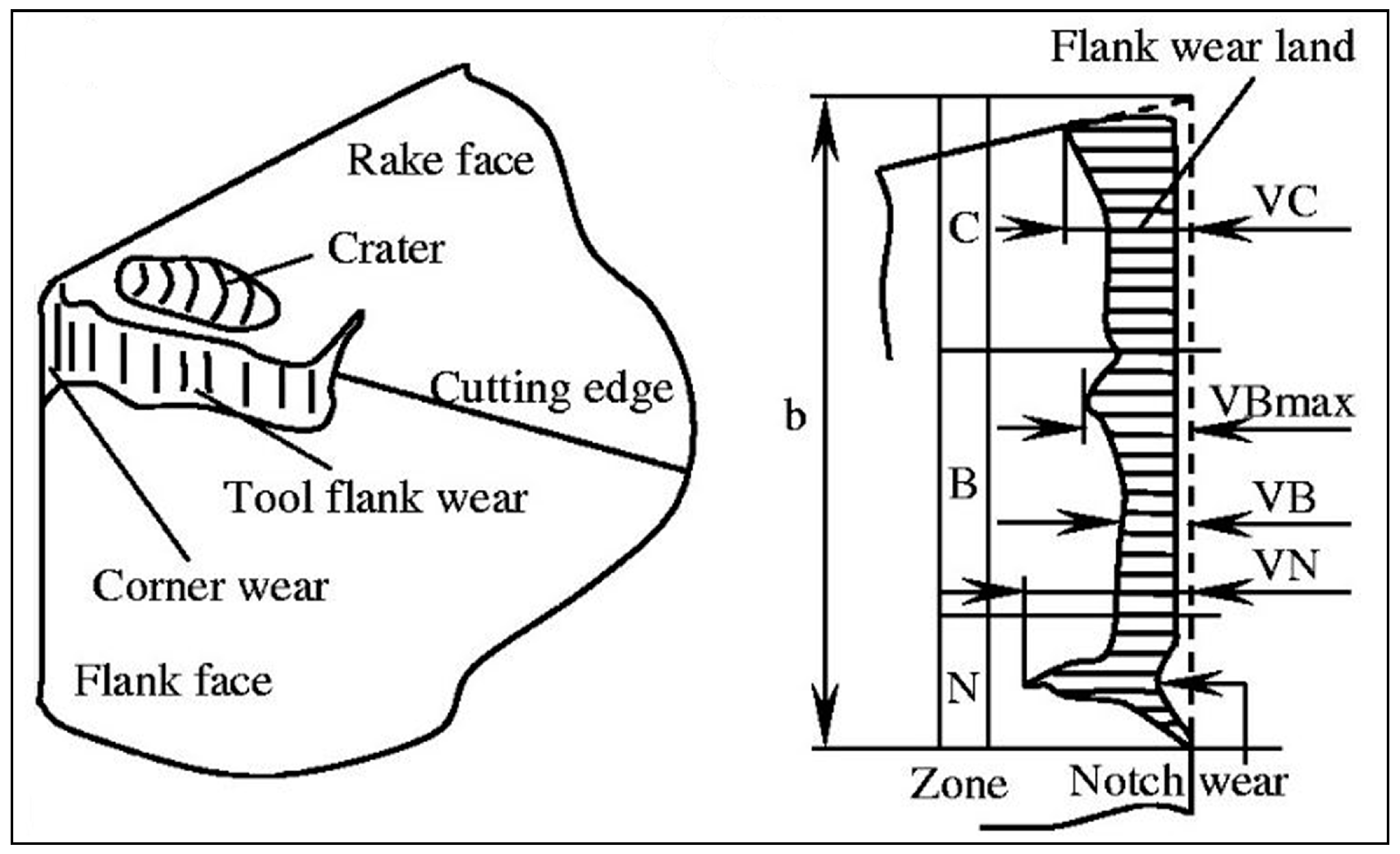
2.4. Measuring Instruments
3. Results and Discussions
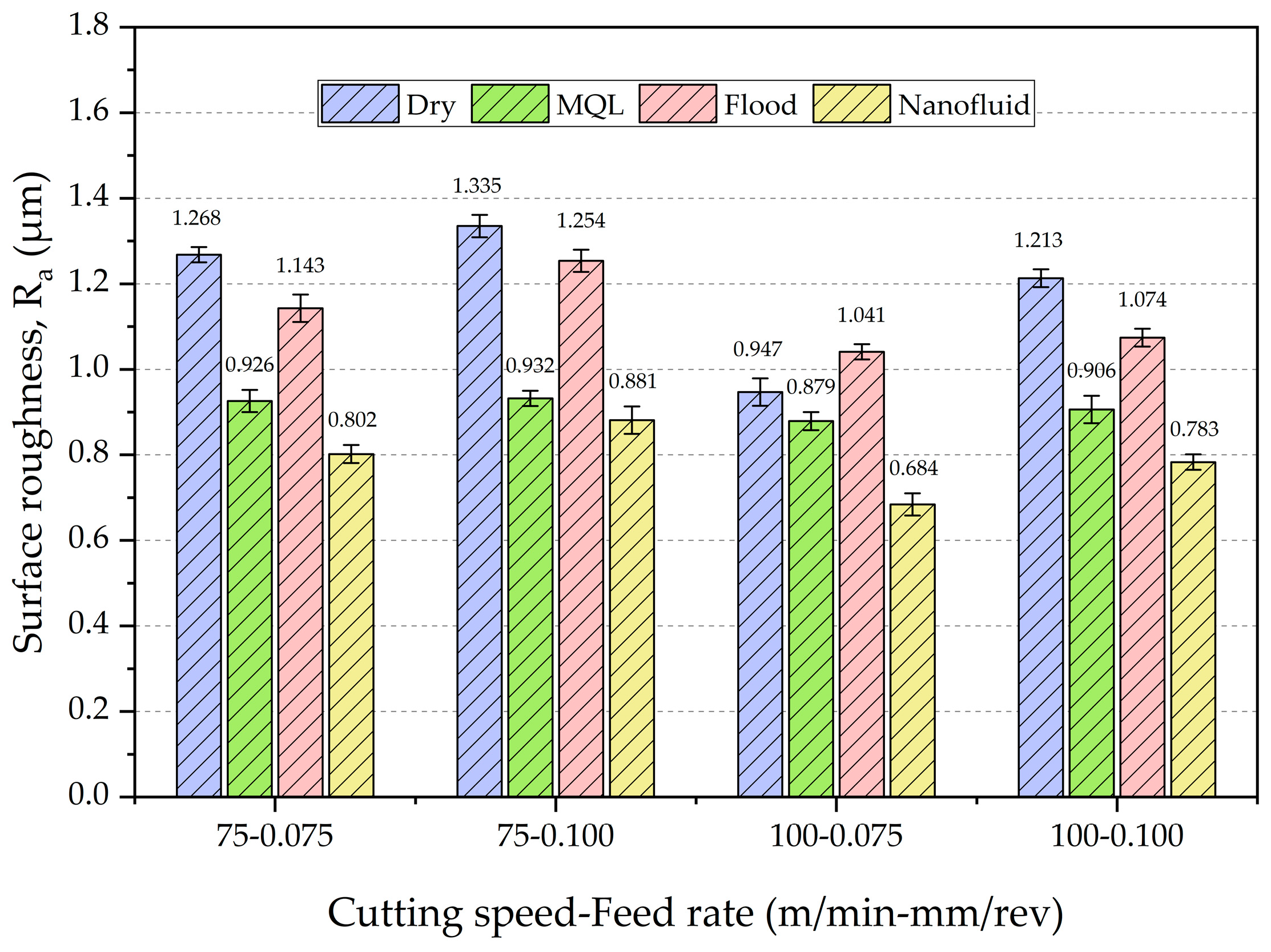
3.1. Surface Roughness Analysis
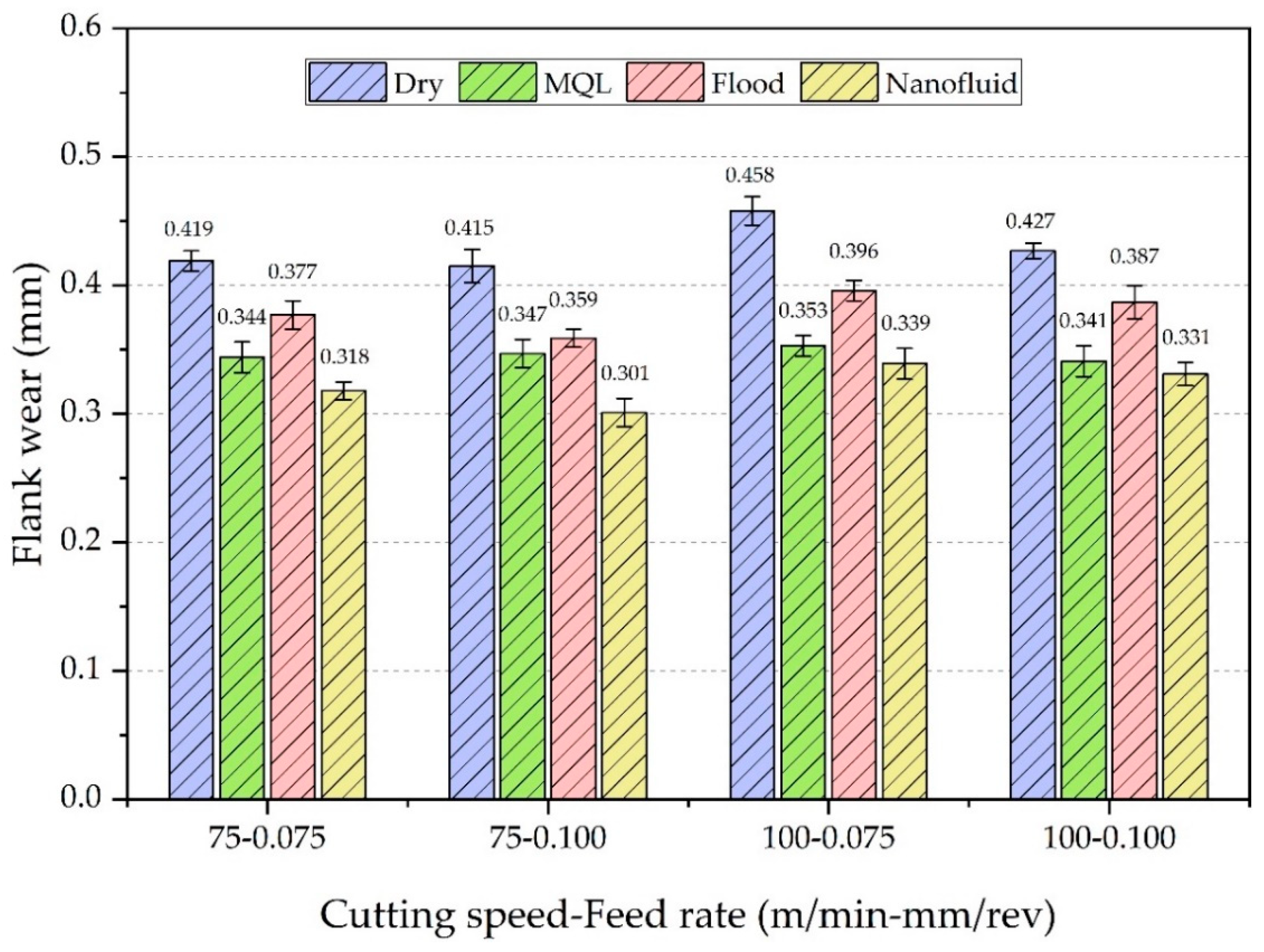
3.2. Flank Wear Analysis
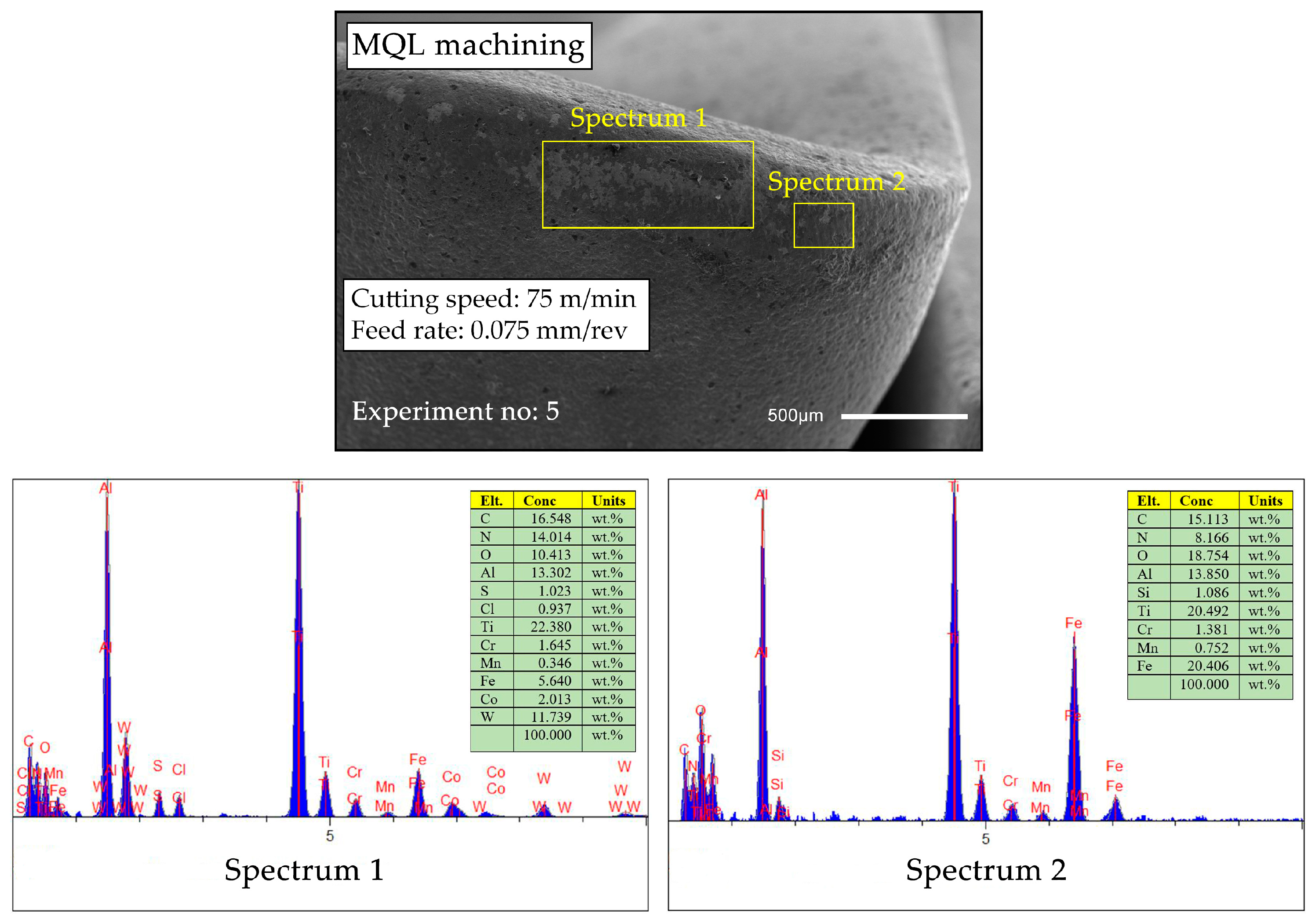
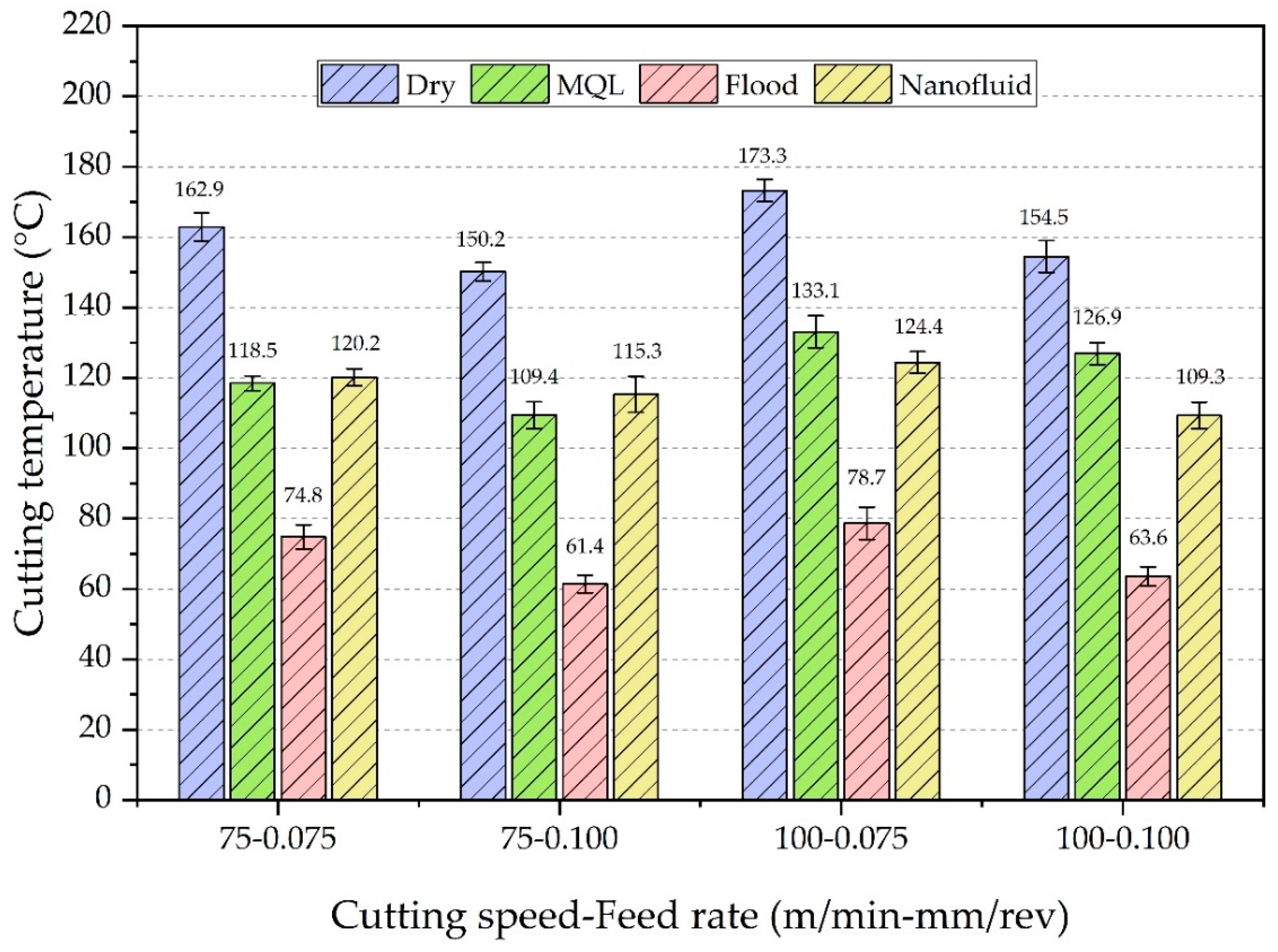
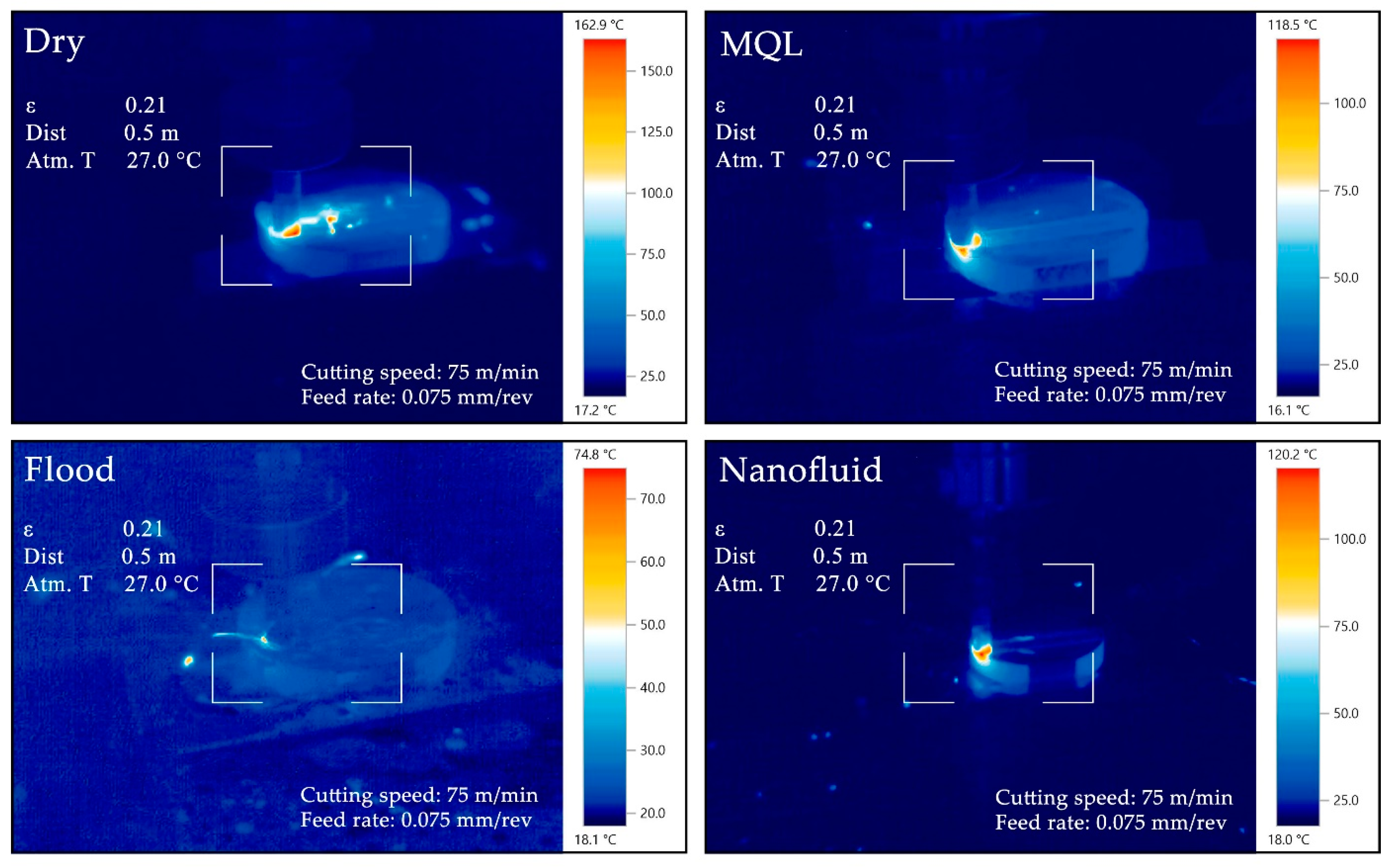
3.3. Cutting Temperature Analysis
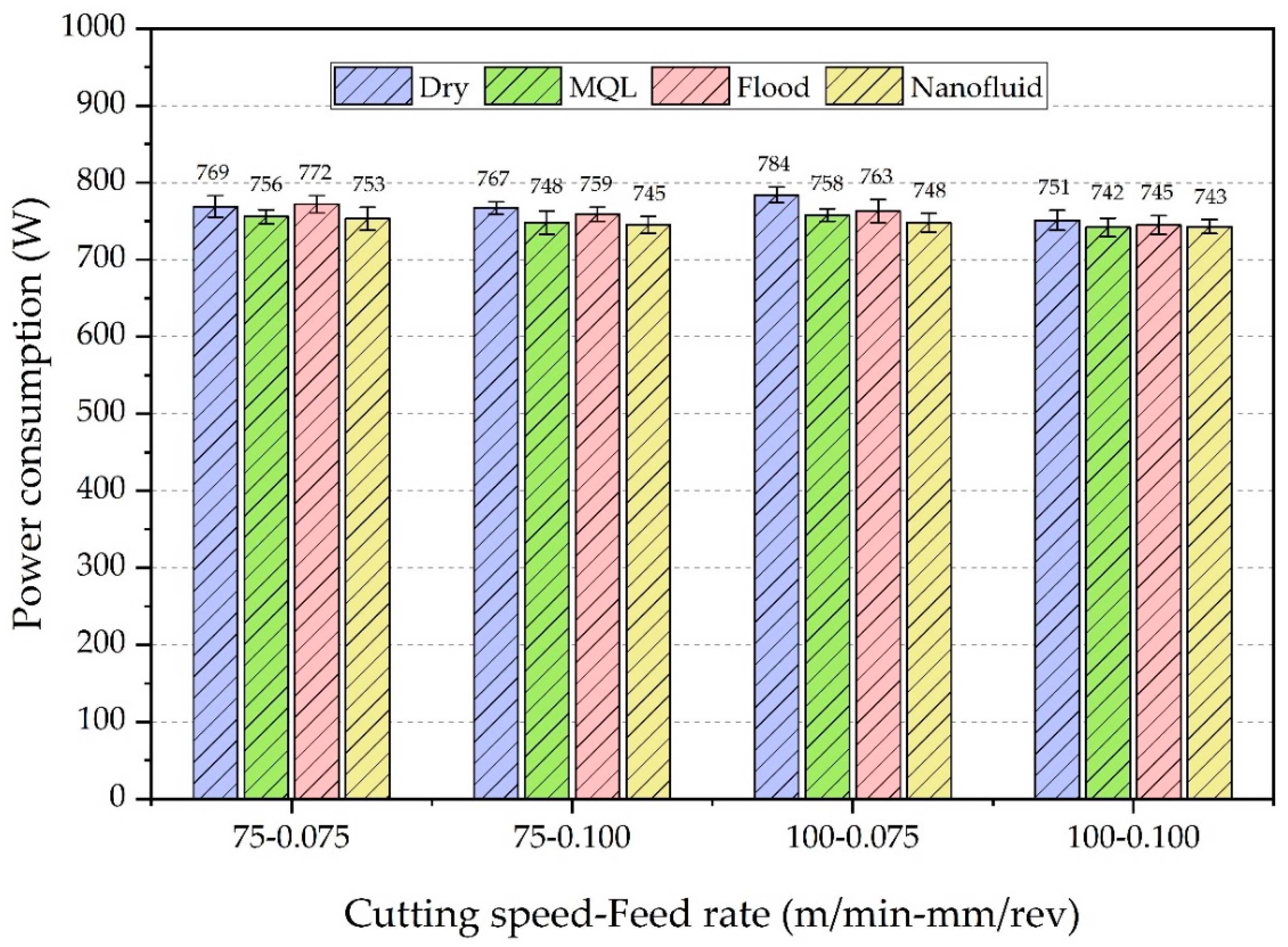
3.4. Power Consumption Analysis
4. Conclusions
- Nanofluid was identified as the optimal medium for Ra. The lowest Ra obtained was 0.684 µm under the conditions of a Vc of 100 m/min, an fn of 0.075, and cutting performed in a nanofluid environment.
- It was shown that the presence of nanofluid leads to a decrease in Vb in comparison to other conditions. The minimum Vb measurement (0.301 mm) was achieved by using a Vc of 75 m/min, an fn of 0.100, and a nanofluid environment.
- Based on the mean temperatures, it was concluded that temperatures decreased by around 56.5% in the flood environment compared to the dry environment. The Tc was minimized to 61.4 °C by using a Vc of 75 m/min, an fn of 0.100 mm/rev, and a flood environment.
- The best cooling environment for Pd in all cutting parameters was determined to be nanofluid. In terms of Vc, increasing Vc caused a decrease in Pd. Similarly, Pd tended to decrease with increasing feed speed.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Değirmenci, Ü.; Usca, Ü.A.; Şap, S. Machining characterization and optimization under different cooling/lubrication conditions of Al-4Gr hybrid composites fabricated by vacuum sintering. Vacuum 2023, 208, 111741. [Google Scholar] [CrossRef]
- Fernando, W.L.R.; Karunathilake, H.P.; Gamage, J.R. Strategies to reduce energy and metalworking fluid consumption for the sustainability of turning operation: A review. Clean. Eng. Technol. 2021, 3, 100100. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Maruda, R.W.; Khanna, N.; Królczyk, G.M.; Pruncu, C.I. An insight into the effect surface morphology, processing, and lubricating conditions on tribological properties of Ti6Al4V and UHMWPE pairs. Tribol. Int. 2022, 170, 107504. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M.; Değirmenci, Ü. Assessment of the machinability and energy consumption characteristics of Cu–6Gr hybrid composites under sustainable operating. J. Braz. Soc. Mech. Sci. Eng. 2024, 46, 221. [Google Scholar] [CrossRef]
- Ryabchikov, A.; Sivin, D.; Ananin, P.; Ivanova, A.; Lopatin, I.; Korneva, O.; Shevelev, A. High intensity, low ion energy implantation of nitrogen in AISI 5140 alloy steel. Surf. Coat. Technol. 2018, 355, 129–135. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Gao, K.; Qin, X.; Wang, Z.; Zhu, S. Effect of spot continual induction hardening on the microstructure of steels: Comparison between AISI 1045 and 5140 steels. Mater. Sci. Eng. A 2016, 651, 535–547. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef]
- Sepet, H.; Tarakcioglu, N.; Misra, R.D.K. Investigation of mechanical, thermal and surface properties of nanoclay/HDPE nanocomposites produced industrially by melt mixing approach. J. Compos. Mater. 2015, 50, 3105–3116. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Gunes, A.; Sahin, O.S.; Karadag, H.B.; Akdemir, A. The mechanical properties of composite materials recycled from waste metallic chips under different pressures. Int. J. Environ. Sci. Technol. 2019, 16, 5259–5266. [Google Scholar] [CrossRef]
- Sepet, H.; Tarakcioglu, N.; Misra, R.D.K. Effect of inorganic nanofillers on the impact behavior and fracture probability of industrial high-density polyethylene nanocomposite. J. Compos. Mater. 2017, 52, 2431–2442. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M. Evaluation of Machinability of Cu Matrix Composite Materials by Computer Numerical Control Milling under Cryogenic LN2 and Minimum Quantity Lubrication. J. Mater. Eng. Perform. 2023, 32, 2417–2431. [Google Scholar] [CrossRef]
- Kahraman, F. Optimization of cutting parameters for surface roughness in turning of studs manufactured from AISI 5140 steel using the Taguchi method. Mater. Test. 2017, 59, 77–80. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Grzesik, W.; Wanat, T. Comparative assessment of surface roughness produced by hard machining with mixed ceramic tools including 2D and 3D analysis. J. Mater. Process. Technol. 2005, 169, 364–371. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Giasin, K.; Pimenov, D.Y.; Prakash, C. Determination of machinability metrics of AISI 5140 steel for gear manufacturing using different cooling/lubrication conditions. J. Mater. Res. Technol. 2022, 21, 893–904. [Google Scholar] [CrossRef]
- Kara, F.; Köklü, U.; Kabasakaloğlu, U. Taguchi optimization of surface roughness in grinding of cryogenically treated AISI 5140 steel. Mater. Test. 2020, 62, 1041–1047. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Erzincanlı, F. Determination of MQL Parameters Contributing to Sustainable Machining in the Milling of Nickel-Base Superalloy Waspaloy. Arab. J. Sci. Eng. 2017, 42, 4667–4681. [Google Scholar] [CrossRef]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Tiwari, A.K.; Pramanik, A.; Mandal, A. Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J. Clean. Prod. 2017, 162, 830–845. [Google Scholar] [CrossRef]
- Sinha, M.K.; Madarkar, R.; Ghosh, S.; Rao, P.V. Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J. Clean. Prod. 2017, 141, 1359–1375. [Google Scholar] [CrossRef]
- Zadafiya, K.; Shah, P.; Shokrani, A.; Khanna, N. Recent advancements in nano-lubrication strategies for machining processes considering their health and environmental impacts. Manuf. Process 2021, 68, 481–511. [Google Scholar] [CrossRef]
- Bakalova, T.; Svobodová, L. Quality assessment of milling technology and the biocidal effects of SiO2 or TiO2 nanoadditives in cooling lubricant emulsions. Manuf. Process 2019, 45, 509–519. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Ding, W.; Yang, M.; Gao, T.; Cao, H.; Xu, X.; Wang, D.; Said, Z.; et al. Vegetable oil-based nanofluid minimum quantity lubrication turning: Academic review and perspectives. Manuf. Process 2020, 59, 76–97. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Kore, S.S.; Hujare, P. A review on nanofluids in minimum quantity lubrication machining. Manuf. Process 2021, 68, 56–70. [Google Scholar] [CrossRef]
- Günan, F.; Kıvak, T.; Yıldırım, Ç.V.; Sarıkaya, M. Performance evaluation of MQL with AL2O3 mixed nanofluids prepared at different concentrations in milling of Hastelloy C276 alloy. J. Mater. Res. Technol. 2020, 9, 10386–10400. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribol. Int. 2019, 137, 180–192. [Google Scholar] [CrossRef]
- Maruda, R.W.; Arkusz, K.; Szczotkarz, N.; Wojciechowski, S.; Niesłony, P.; Królczyk, G.M. Analysis of size and concentration of nanoparticles contained in cutting fluid during turning of 316 L steel in minimum quantity lubrication conditions. Manuf. Process 2023, 87, 106–122. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Maruda, R.W.; Szczotkarz, N.; Michalski, M.; Arkusz, K.; Wojciechowski, S.; Niesłony, P.; Khanna, N.; Królczyk, G.M. Evaluation of tool wear during turning of Ti6Al4V alloy applying MQL technique with Cu nanoparticles diversified in terms of size. Wear 2023, 532–533, 205111. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Şirin, Ş.; Kıvak, T.; Ercan, H.; Sarıkaya, M. An attempt towards green machining of Ni-based Hastelloy C4 alloy: Effect of vegetable oils and their combination with TiO2 and SiO2 nanoparticles on outputs. Sustain. Mater. Technol. 2023, 37, e00668. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Krolczyk, G.M.; Danish, M.; Singla, A.K.; Khanna, N. Influence of MoS2 and graphite-reinforced nanofluid-MQL on surface roughness, tool wear, cutting temperature and microhardness in machining of Inconel 625. CIRP J. Manuf. Sci. Technol. 2023, 41, 225–238. [Google Scholar] [CrossRef]
- Ross, N.S.; Ganesh, M.; Srinivasan, D.; Gupta, M.K.; Korkmaz, M.E.; Krolczyk, J.B. Role of sustainable cooling/lubrication conditions in improving the tribological and machining characteristics of Monel-400 alloy. Tribol. Int. 2022, 176, 107880. [Google Scholar] [CrossRef]
- Xu, Y.; Zou, P.; He, Y.; Chen, S.; Tian, Y.; Gao, X. Comparative experimental research in turning of 304 austenitic stainless steel with and without ultrasonic vibration. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2016, 231, 2885–2901. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Gong, L.; Mia, M.; Gupta, M.K.; He, N. Effects of hybrid Al2O3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2019, 102, 3895–3909. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Khalilpourazary, S.; Meshkat, S.S. Investigation of the effects of alumina nanoparticles on spur gear surface roughness and hob tool wear in hobbing process. Int. J. Adv. Manuf. Technol. 2014, 71, 1599–1610. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A.; Gadallah, M.H.; Umer, U.; Deiab, I. On machining of Ti-6Al-4V using multi-walled carbon nanotubes-based nano-fluid under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2018, 97, 1593–1603. [Google Scholar] [CrossRef]
- Waikar, R.A.; Guo, Y.B. A comprehensive characterization of 3D surface topography induced by hard turning versus grinding. J. Mater. Process. Technol. 2008, 197, 189–199. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Sap, E.; Gupta, M.K. Investigations on tool wear, surface roughness, cutting temperature, and chip formation in machining of Cu-B-CrC composites. Int. J. Adv. Manuf. Technol. 2021, 116, 3011–3025. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E. Performance evaluation of AlTiN coated carbide tools during machining of ceramic reinforced Cu-based hybrid composites under cryogenic, pure-minimum quantity lubrication and dry regimes. J. Compos. Mater. 2022, 56, 3401–3421. [Google Scholar] [CrossRef]
- Şap, E.; Usca, Ü.A.; Şap, S.; Polat, H.; Giasin, K.; Kalyoncu, M. Understanding the effects of machinability properties of Incoloy 800 superalloy under different machining conditions using artificial intelligence methods. Mater. Today Commun. 2024, 38, 108521. [Google Scholar] [CrossRef]
- Usca, Ü.A. The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T. Polymers 2023, 15, 4521. [Google Scholar] [CrossRef] [PubMed]
- Demirpolat, H.; Binali, R.; Patange, A.D.; Pardeshi, S.S.; Gnanasekaran, S. Comparison of Tool Wear, Surface Roughness, Cutting Forces, Tool Tip Temperature, and Chip Shape during Sustainable Turning of Bearing Steel. Materials 2023, 16, 4408. [Google Scholar] [CrossRef] [PubMed]
- Şirin, E. Evaluation of tribological performance of MQL technique combined with LN2, CO2, N2 ecological cooling/lubrication techniques when turning of Hastelloy C22 superalloy. Tribol. Int. 2023, 188, 108786. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Sağlam, H. Machinability Investigations Based on Tool Wear, Surface Roughness, Cutting Temperature, Chip Morphology and Material Removal Rate during Dry and MQL-Assisted Milling of Nimax Mold Steel. Lubricants 2023, 11, 101. [Google Scholar] [CrossRef]
- Ross, N.S.; Manasea Selvin, B.J.A.; Nagarajan, S.; Mashinini, P.M.; Dharmalingam, S.K.; Savio, A.P.; Gupta, M.K.; Korkmaz, M.E. Novel use of cryogenic cooling conditions in improving the machining performance of Al 8011/nano-SiC composites. Int. J. Adv. Manuf. Technol. 2023, 129, 1703–1715. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool wear, surface roughness, cutting temperature and chips morphology evaluation of Al/TiN coated carbide cutting tools in milling of Cu–B–CrC based ceramic matrix composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Kaynak, Y. Evaluation of machining performance in cryogenic machining of Inconel 718 and comparison with dry and MQL machining. Int. J. Adv. Manuf. Technol. 2014, 72, 919–933. [Google Scholar] [CrossRef]
- Kshitij, G.; Khanna, N.; Yıldırım, Ç.V.; Dağlı, S.; Sarıkaya, M. Resource conservation and sustainable development in the metal cutting industry within the framework of the green economy concept: An overview and case study. Sustain. Mater. Technol. 2022, 34, e00507. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Karabiber, A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Estimation, Optimization and Analysis Based Investigation of the Energy Consumption in Machinability of Ceramic-Based Metal Matrix Composite Materials. J. Mater. Res. Technol. 2022, 17, 2987–2998. [Google Scholar] [CrossRef]
- Shah, P.; Bhat, P.; Khanna, N. Life cycle assessment of drilling Inconel 718 using cryogenic cutting fluids while considering sustainability parameters. Sustain. Energy Technol. Assess. 2021, 43, 100950. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cr | Fe |
|---|---|---|---|---|---|---|---|
| Range (%) | 0.45 | 0.3 | 0.75 | 0.035 | 0.03 | 1 | Balance |
| Milling Parameters | Unit | Levels | |||
|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | ||
| Cooling conditions | - | Dry | MQL | Flood | Nanofluid |
| Cutting speed, (Vc) | m/min | 75 | 100 | - | - |
| Feed rate, (fn) | mm/rev | 0.075 | 0.100 | - | - |
| Properties | Value |
|---|---|
| Bulk Density (g/cm3) | 0.25 |
| True Density (g/cm3) | 10.2 |
| Color | black |
| Crystal Structure | cubic |
| Mean Particle Diameter (nm) | 50 |
| Specific Surface Area (m2/g) | 22.0–35.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zerooğlu, T.; Değirmenci, Ü.; Şap, S. A Study on the Machinability and Environmental Effects of Milling AISI 5140 Steel in Sustainable Cutting Environments. Machines 2024, 12, 436. https://doi.org/10.3390/machines12070436
Zerooğlu T, Değirmenci Ü, Şap S. A Study on the Machinability and Environmental Effects of Milling AISI 5140 Steel in Sustainable Cutting Environments. Machines. 2024; 12(7):436. https://doi.org/10.3390/machines12070436
Chicago/Turabian StyleZerooğlu, Tufan, Ünal Değirmenci, and Serhat Şap. 2024. "A Study on the Machinability and Environmental Effects of Milling AISI 5140 Steel in Sustainable Cutting Environments" Machines 12, no. 7: 436. https://doi.org/10.3390/machines12070436
APA StyleZerooğlu, T., Değirmenci, Ü., & Şap, S. (2024). A Study on the Machinability and Environmental Effects of Milling AISI 5140 Steel in Sustainable Cutting Environments. Machines, 12(7), 436. https://doi.org/10.3390/machines12070436