
In-Depth Analysis of the Processing of Nomex Honeycomb Composites: Problems, Techniques and Perspectives

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- Material fragility: Honeycomb structures, especially composite ones, are often fragile and susceptible to fracture or deformation under high mechanical stresses.
- Optimization of processing parameters: It is crucial to determine the optimal machining conditions, such as cutting speed, ultrasonic frequency, and cutting angle, to minimize damage and maximize surface quality.
- Complexity of manufacturing processes: The integration of advanced technologies, such as ultrasonic cutting tools, requires precise calibration and a thorough understanding of tool–material interactions.
- Modeling and performance prediction: Developing theoretical and experimental models to predict the behavior of honeycomb structures under different machining conditions remains a major challenge.
- Designing innovative cutting tools: It is necessary to design high-precision cutting tools capable of working at microscopic scales while maintaining high surface quality.
- Tool Damage and Wear Management: Cutting tools used to machine honeycomb structures must be wear-resistant and capable of minimizing damage to the materials being machined.
2. Conventional Methods of Processing Nomex Honeycomb Composites (NHC)
2.1. Specific Machining Processes for Honeycomb Structures

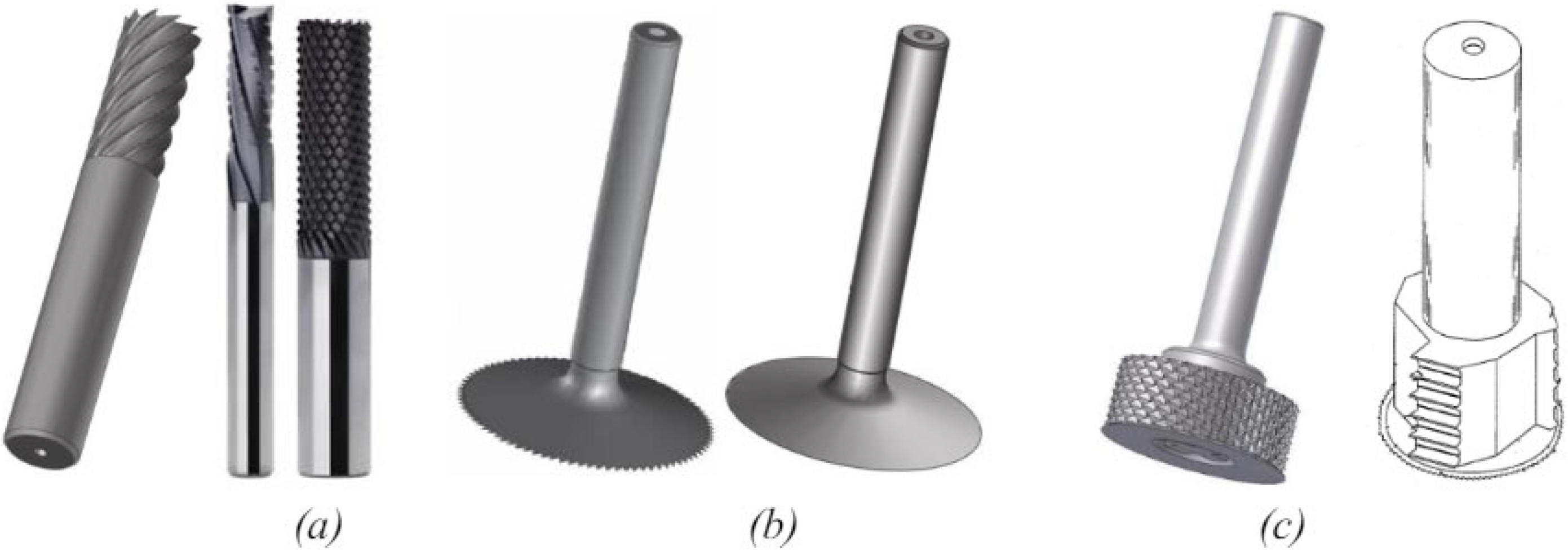
2.2. Diversity of Tools for Machining Honeycomb Structures
2.3. Optimizing Machining Conditions for Improved Surface Quality
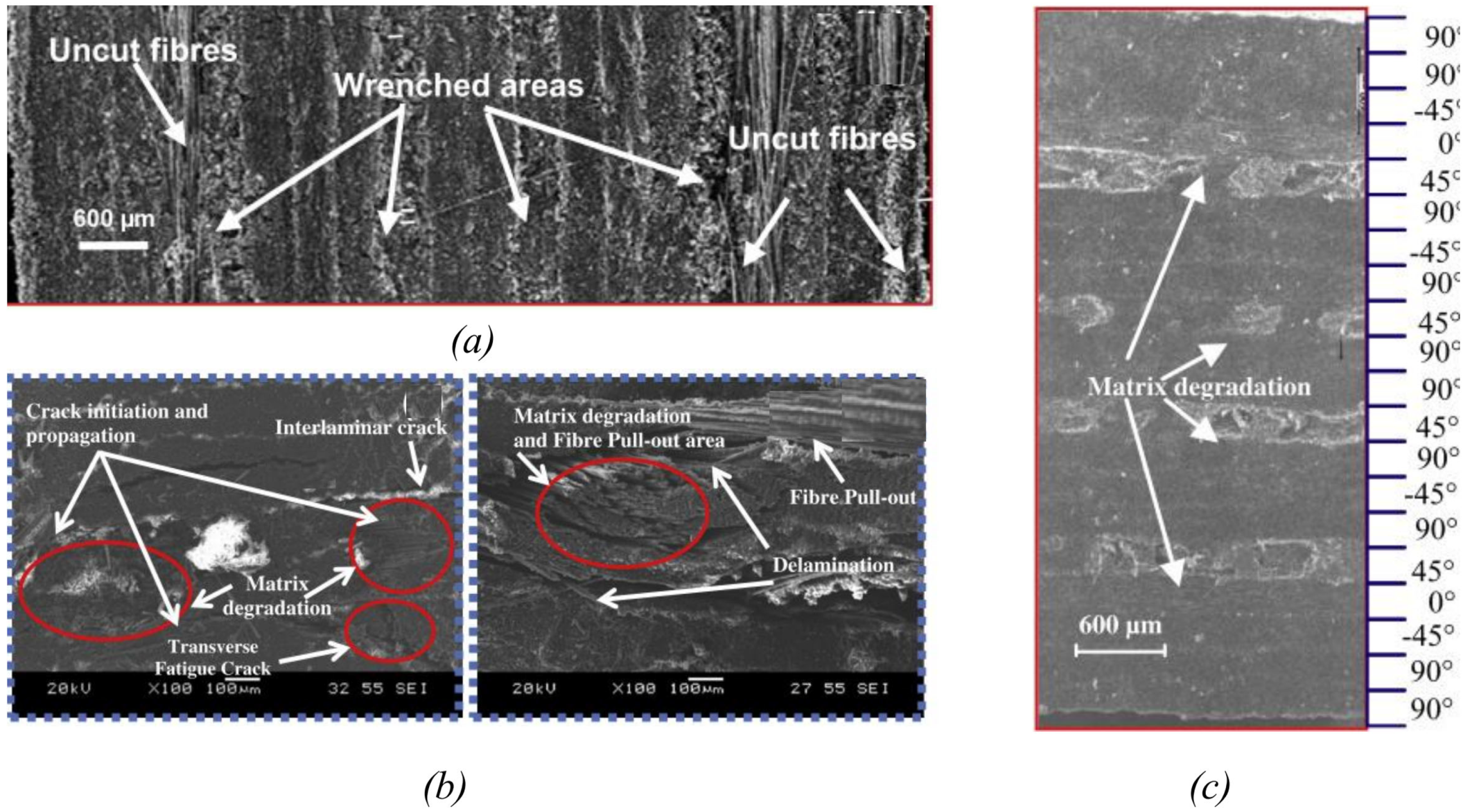
- Thermal: burning of the matrix, etc.
- Chemical: destruction of the fiber/matrix bonds, water uptake of the matrix.
- Mechanical: tearing of fibers, delamination, cracking of the material.
3. Machining of Nomex Honeycomb Composite Structure Assisted by Ultrasonic Vibrations

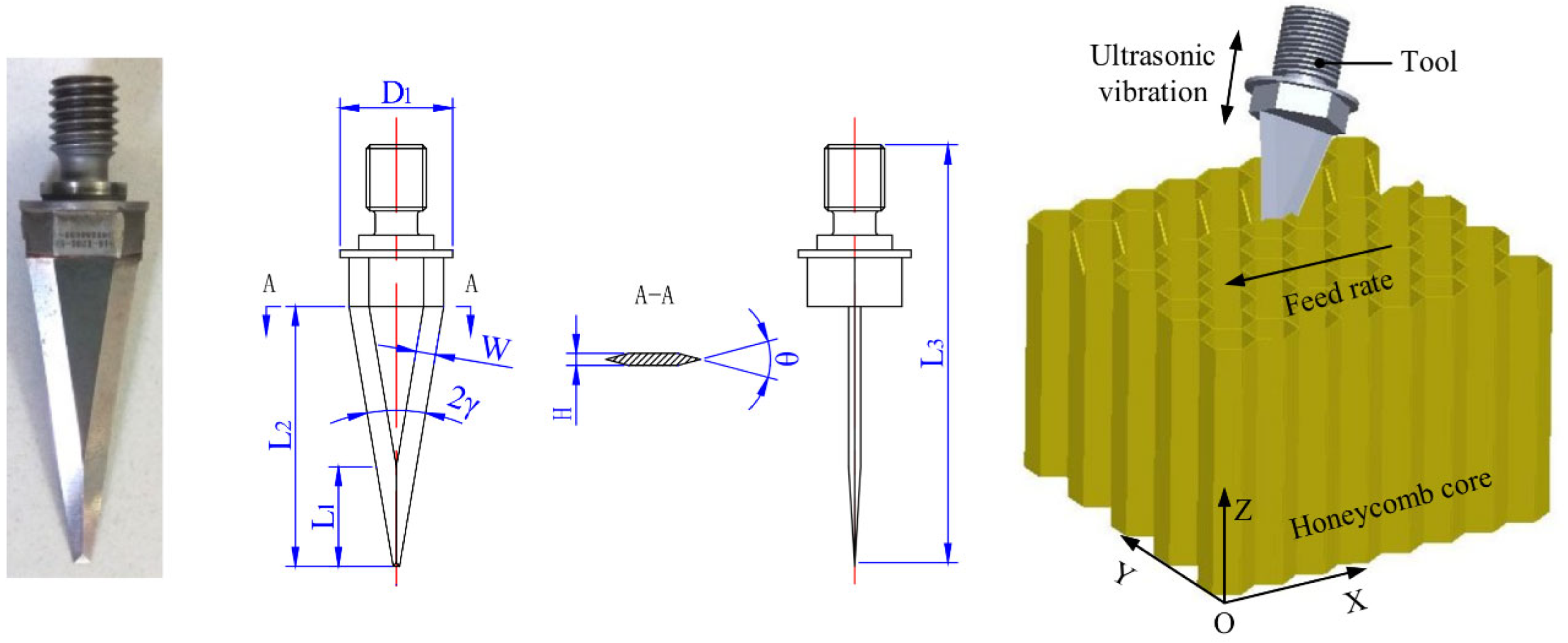
3.1. Ultrasonic-Assisted Straight-Blade Machining Systems
3.1.1. Analysis of the Characteristics of Straight Knife Processing on the Machinability of Nomex Honeycomb Composite Structures
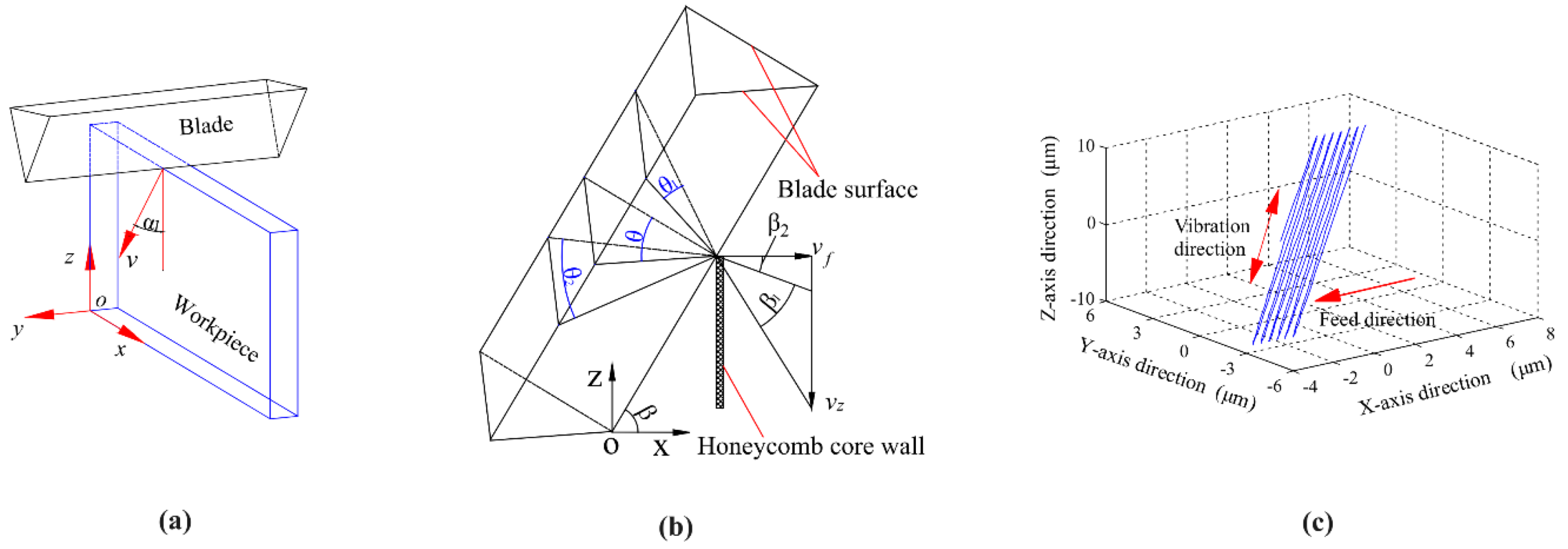
- In the case of continuous processing, when the feed direction of the straight-blade cutting tool matches the speed direction vf during the entire cutting cycle, constant contact between the cutting tool and the workpiece is maintained during processing. In this situation, the feed rate equation can be formulated as follows:
- In the case of discontinuous processing, when the straight-blade cutting tool moves rapidly in the opposite direction to vf during a specific period of the ultrasonic cycle, periodic contact between the cutting tool and the workpiece occurs. This case can be described as follows:
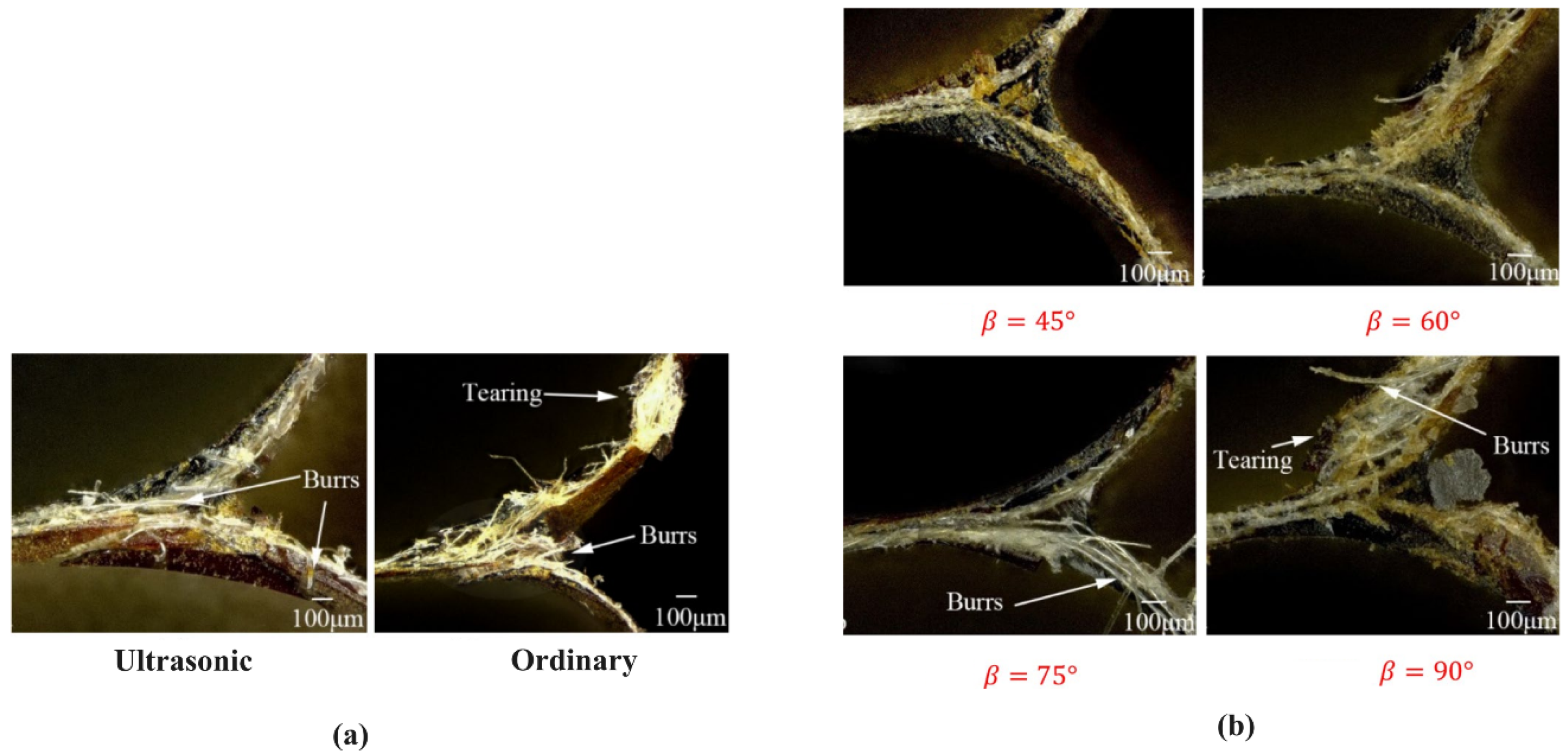
3.1.2. Impact of Straight Knife Treatment on the Nomex Honeycomb Structure: Machined Surface Quality and Cutting Force
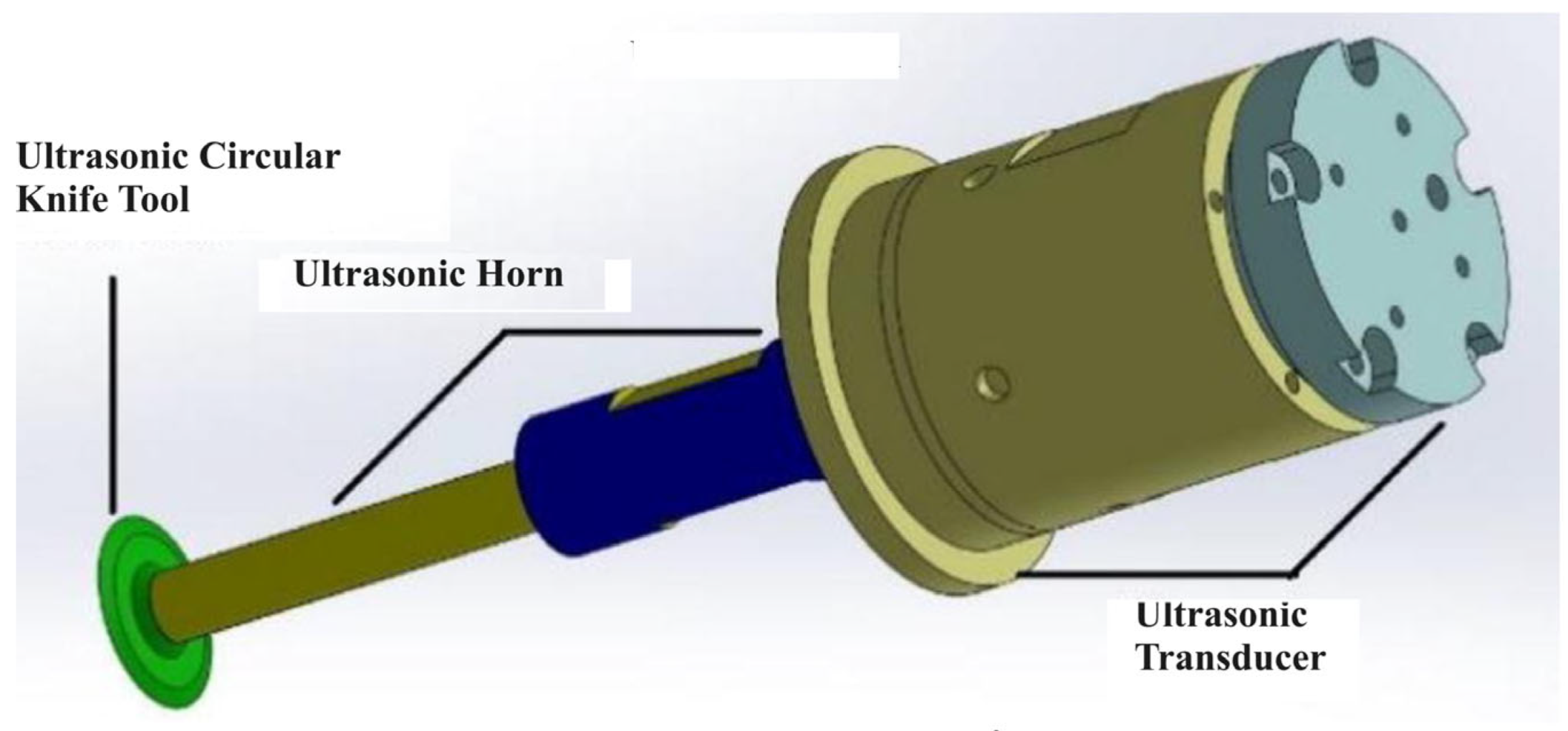
3.2. Ultrasonic-Assisted Circular Slope Machining Systems
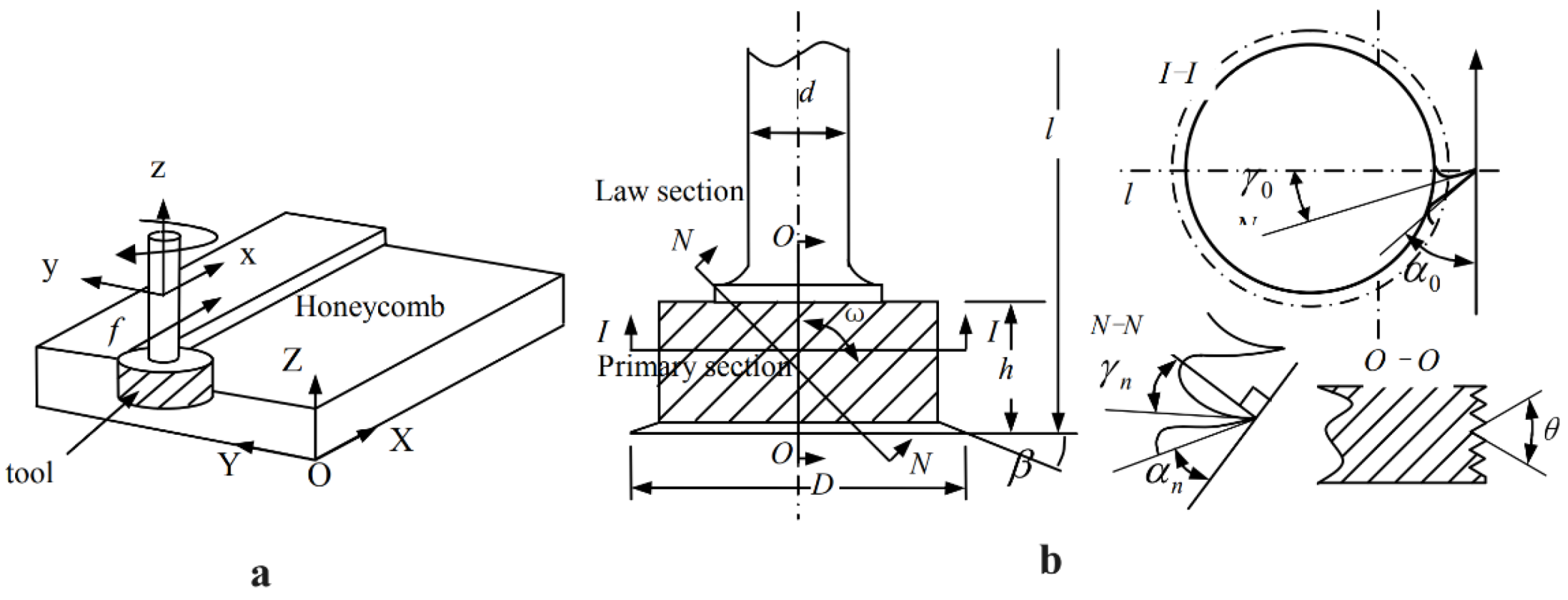
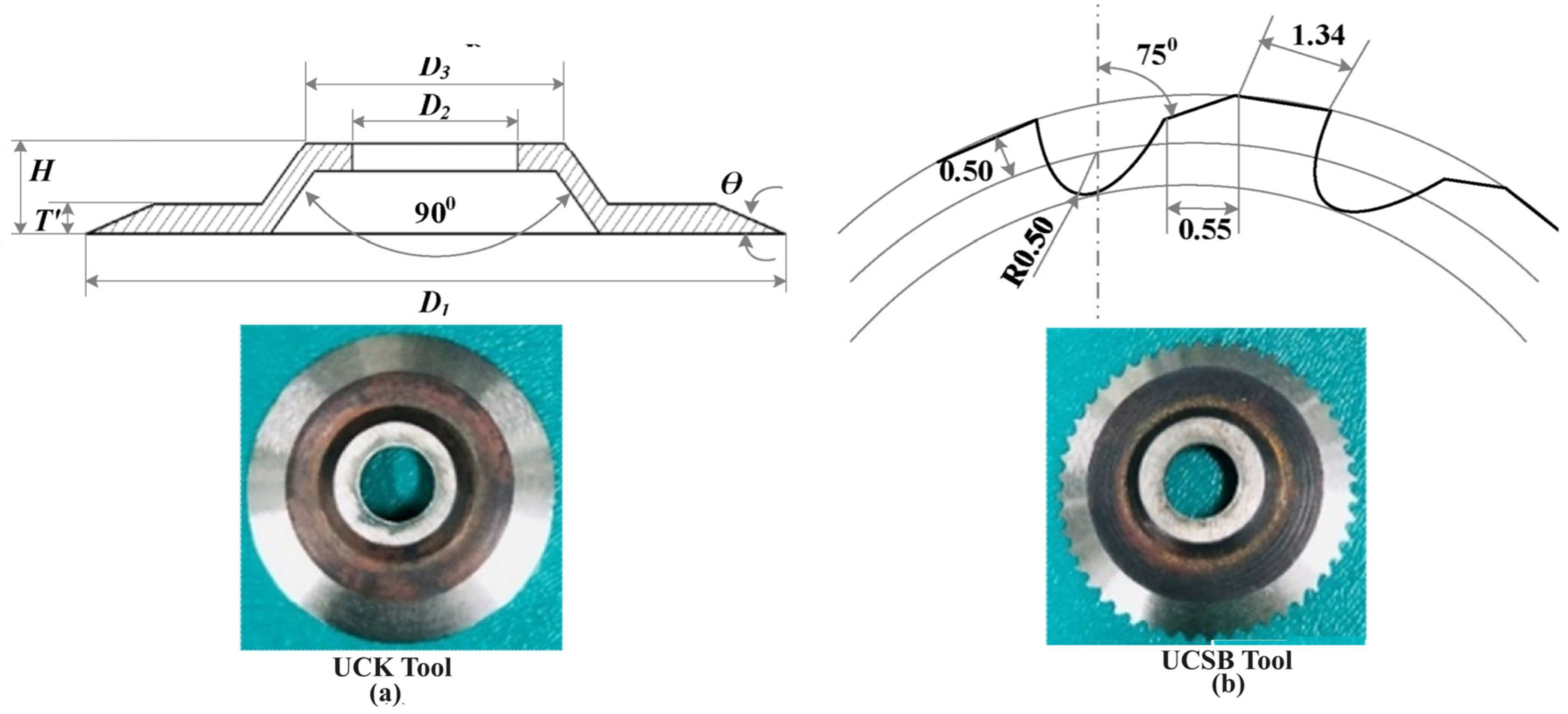
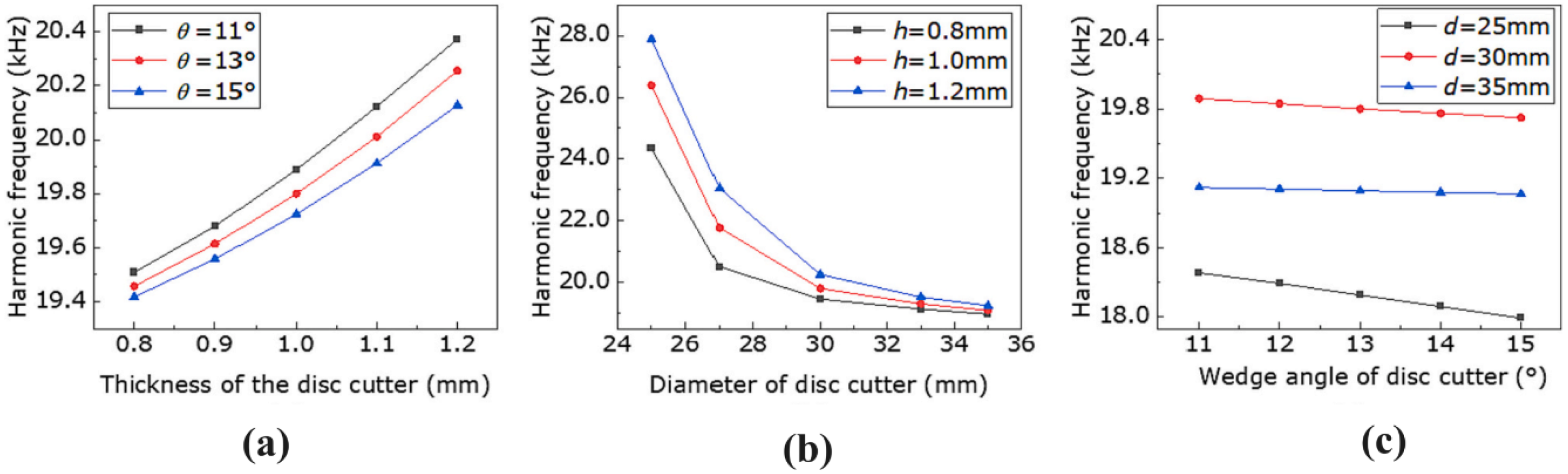
3.2.1. Analysis of the Characteristics of Circular Knife Processing on the Machinability of Nomex Honeycomb Structures
3.2.2. Impact of Straight Knife Treatment on Nomex Honeycomb Structure: Machined Surface and Cutting Force
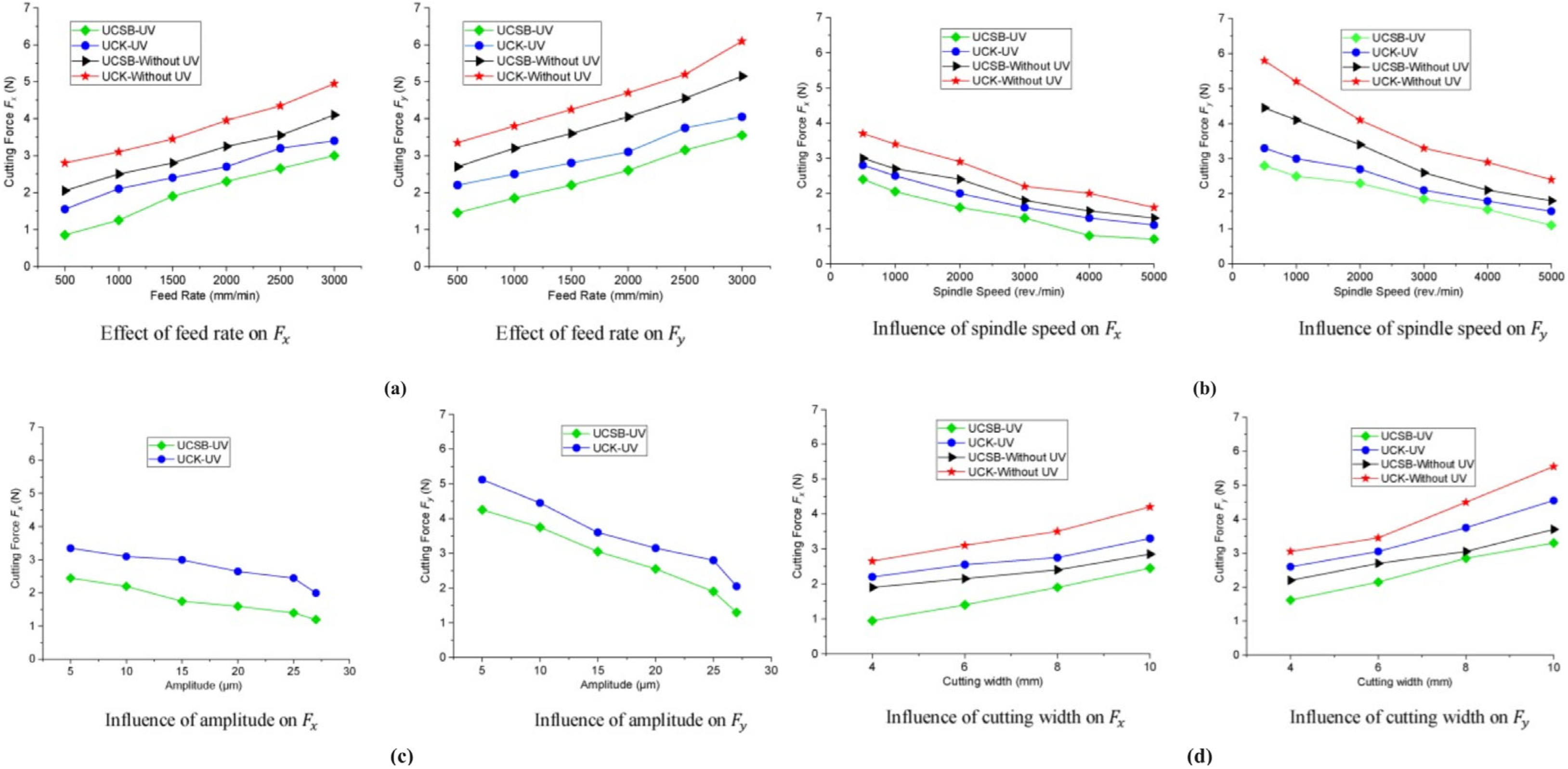
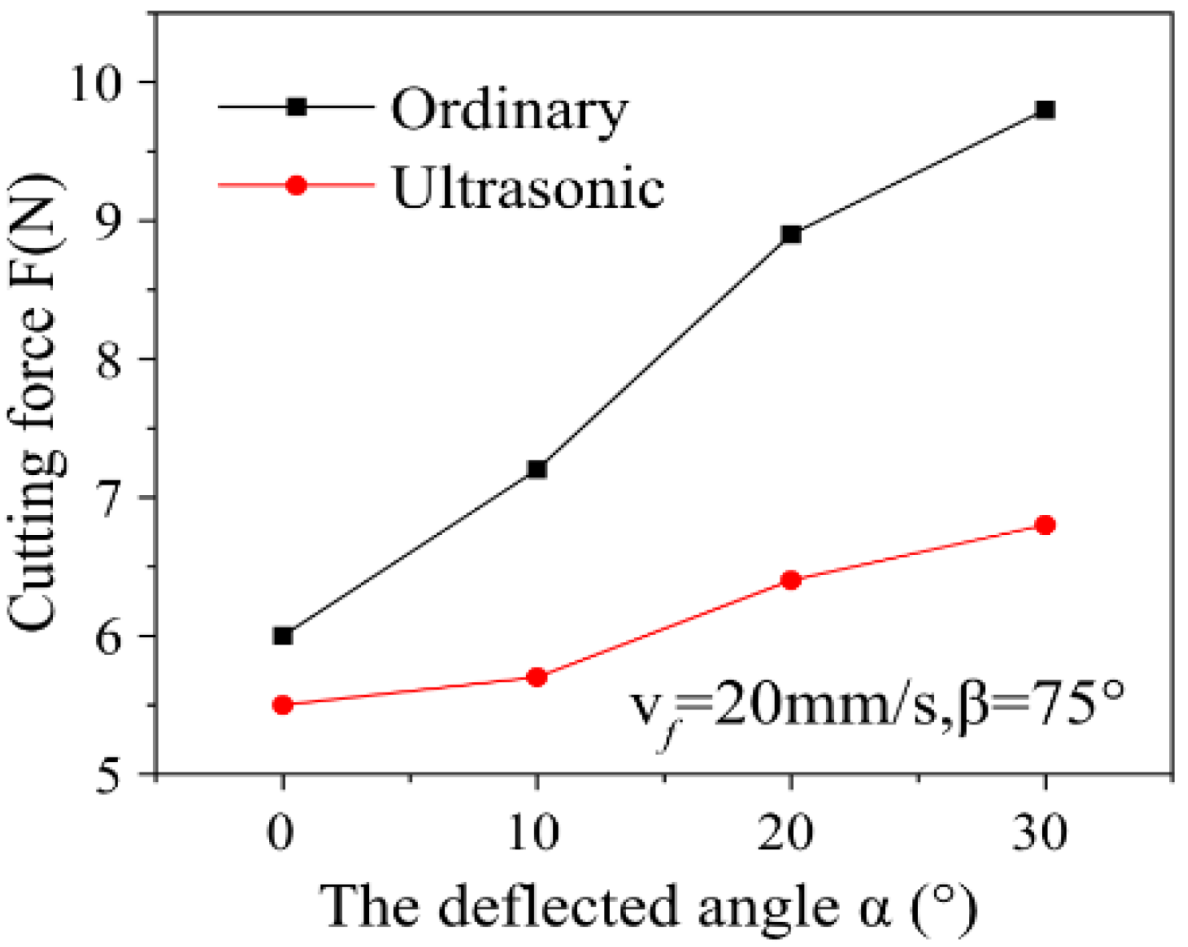
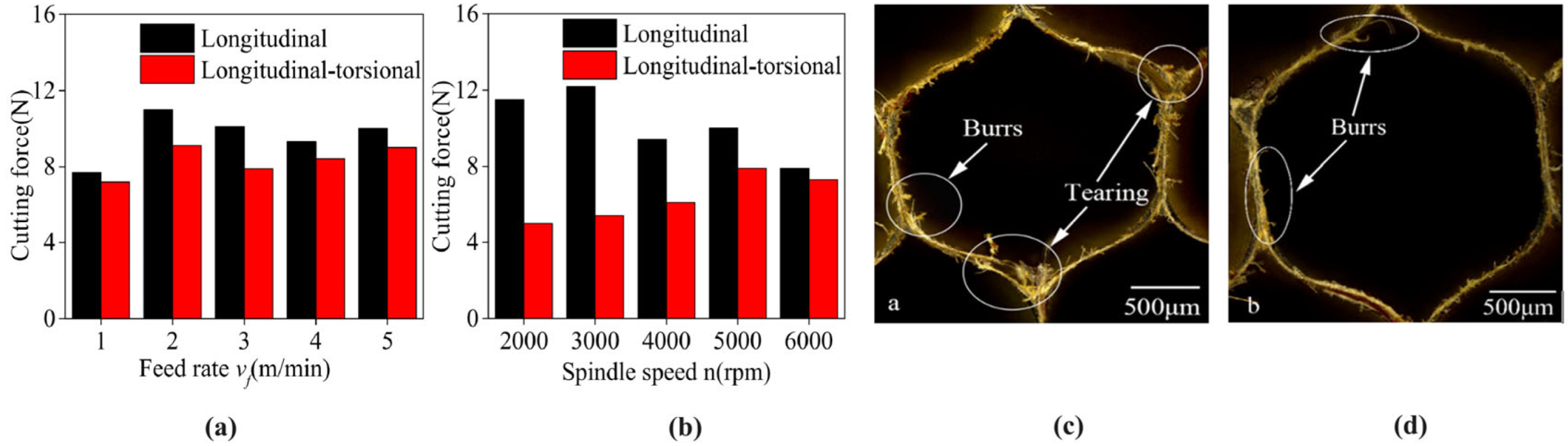
- Spindle speed impact: An increase in spindle speed results in a reduction in cutting force, due to the increase in the kinetic energy of the circular tool, which overcomes the propagation of cracks on the substrate surface. However, excessive spindle speed can raise the cutting temperature, potentially accelerating tool wear.
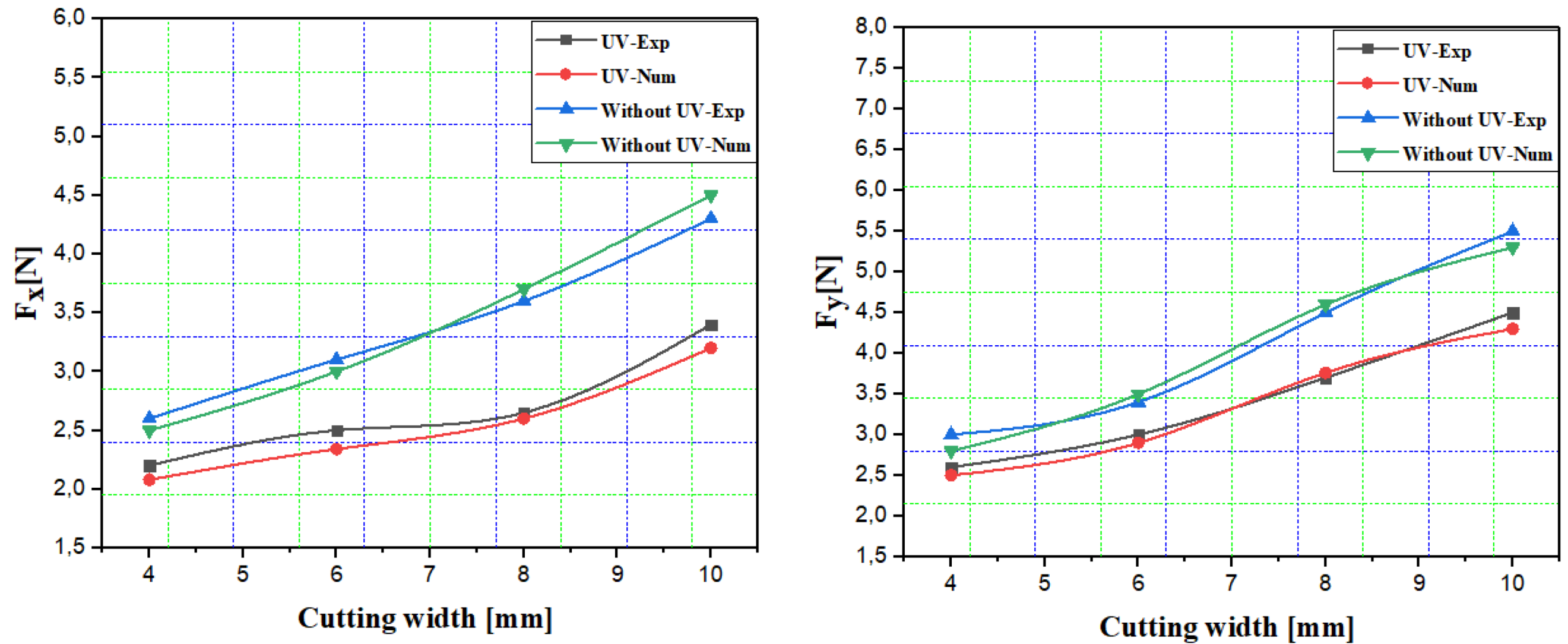
- Cutting width effect: By widening the cutting width, the contact surface between the cutting tool and the workpiece becomes larger, which increases the frictional resistance during the cutting process. This leads to an increase in the force required for cutting.
- Impact of feed rate: The cutting force increases with increasing feed rate, due to the increase in the volume of material removed per unit time. If the vibration amplitude remains constant, the propagation of cracks under the unit surface slows down, resulting in an increase in the required cutting force.
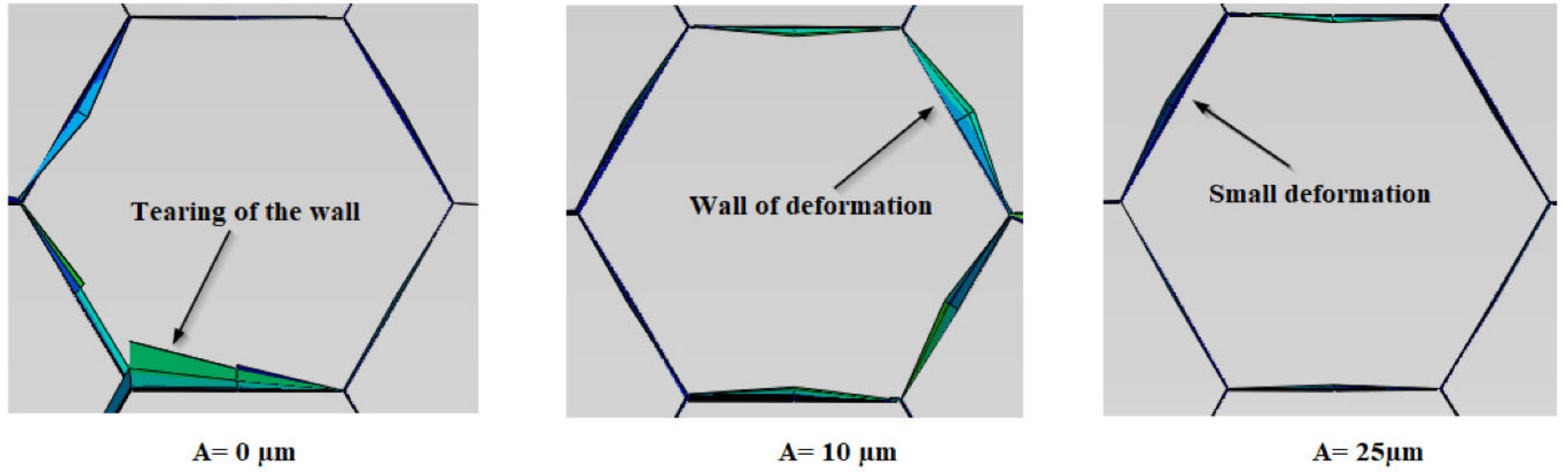
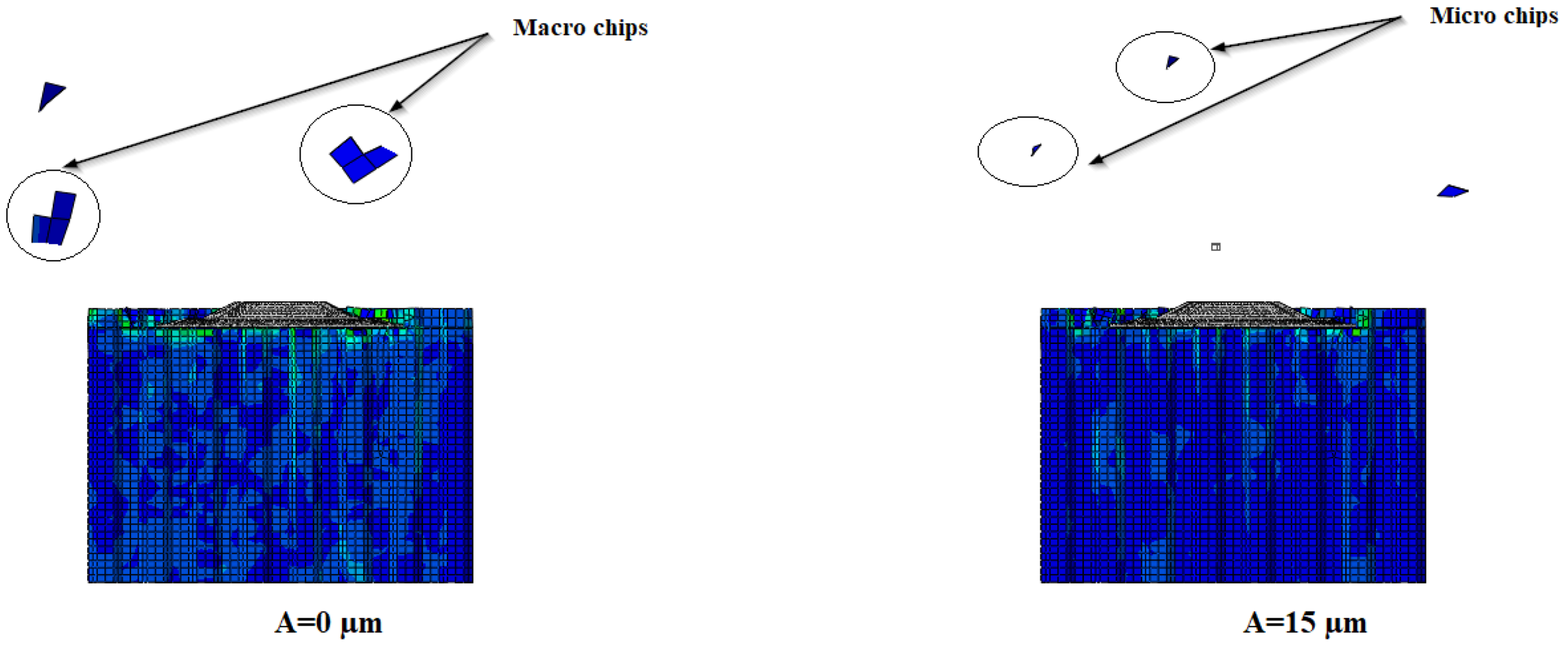
- Effect of vibration amplitude: At a higher vibration amplitude, the crack propagation length under the intermittent impact of the cutting tool will be longer, leading to a decrease in cutting force. Therefore, an increase in vibration amplitude results in a reduction in cutting force.
4. Conclusions
- Conventional processing technologies dominate the large-scale production of Nomex honeycomb structures in the aerospace, defense and automotive industries due to their simplicity. However, they are subject to tool wear, dust pollution, surface damage and machining defects. Thus, to improve the accuracy and quality of Nomex honeycomb composite structure treatments, research is turning towards the development of ultrasound treatment technologies.
- Ultrasonic machining is preferred for processing Nomex honeycomb composite structures due to the periodic contact between the cutting tool and the workpiece. The ultrasonic vibrations generated during contact reduce the cutting force, limit tool wear, minimize surface defects and ensure high surface quality. It is imperative to conduct in-depth research on the design parameters and the design of ultrasonic cutting tools, as well as ultrasonic cutting mechanisms, in order to effectively adapt them to the large-scale machining of Nomex honeycomb composite structures.
- Cutting conditions significantly impact the cutting force and surface quality of Nomex honeycomb composites. Increasing the feed rate, cutting width, and depth increases cutting force and decreases surface quality. Higher spindle speeds and vibration amplitudes improve surface quality and reduce cutting force. Straight knives are used for roughing, while circular knives are preferred for finishing, routing, flat surfacing and profiling, taking advantage of the superior benefits of ultrasonic longitudinal–torsional vibration in terms of surface quality and reduced cutting forces compared to ultrasonic longitudinal vibration.
- Machining defects and the surface quality of Nomex honeycomb structures vary between conventional machining and ultrasonic vibration-assisted machining, with the latter generally providing a better finish and fewer imperfections.
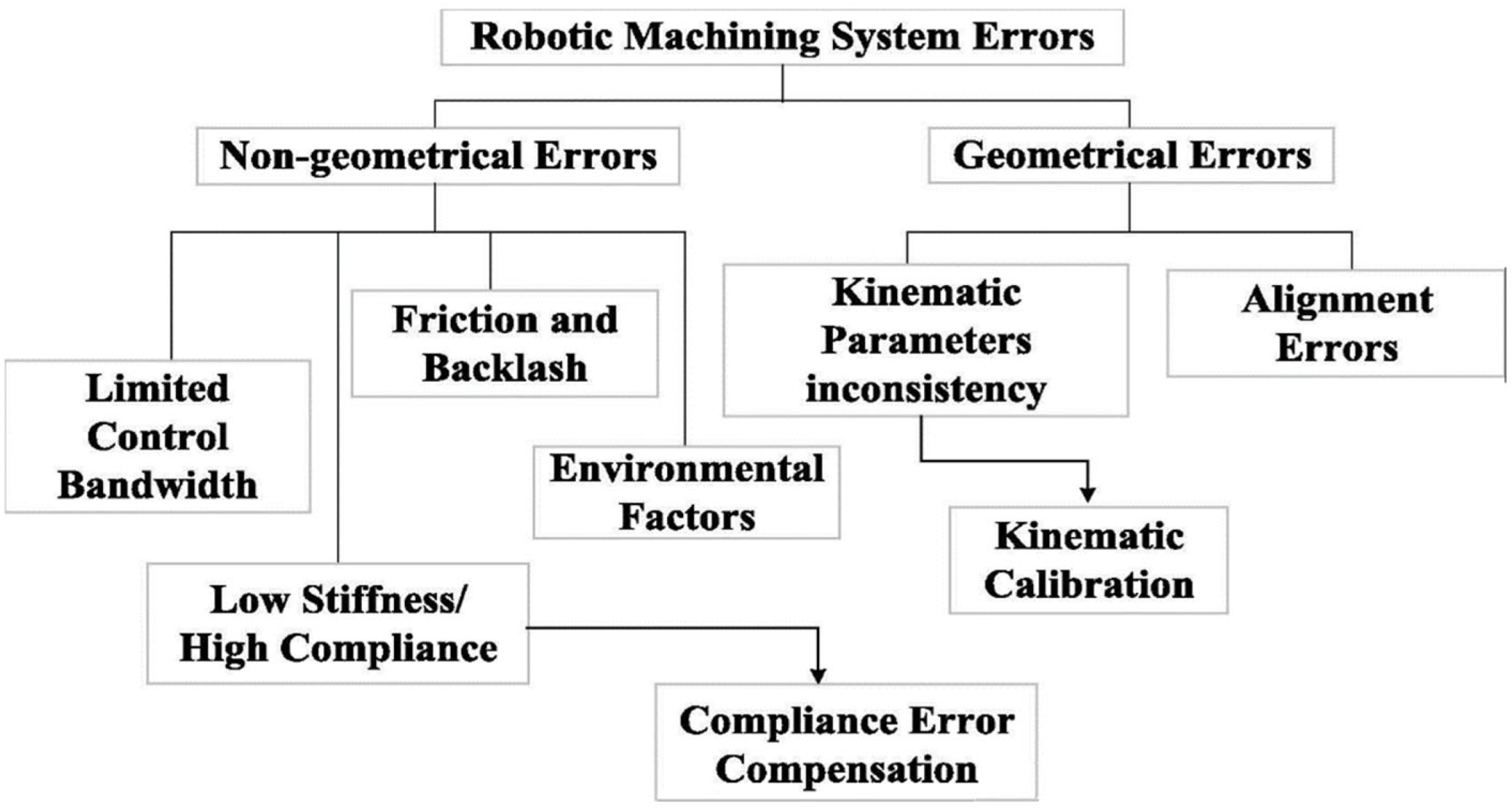
- The merging of ultrasonic processing systems with robotic arms signifies an advancing technology, yet its application in robotic machining is hampered by several errors. Geometric errors stem from the misalignment of robot workstations and disparities between nominal and actual kinematic parameter values. Non-geometric errors arise from environmental factors like temperature, humidity and dust, alongside issues like friction, limited controller bandwidth and insufficient manipulator robot rigidity.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| NHC | Nomex Honeycomb Composite Structure |
| UVA | Ultrasonic Vibration-Assisted Machining |
| CNC | Computer Numerical Control |
References
- Bitzer, T. Honeycomb core. In Honeycomb Technology: Materials, Design, Manufacturing, Applications and Testing; Springer: Dordrecht, The Netherlands, 1997; pp. 10–42. [Google Scholar]
- Wang, Z. Recent advances in novel metallic honeycomb structure. Compos. Part B Eng. 2019, 166, 731–741. [Google Scholar] [CrossRef]
- Hexcel Corporation. HexWebTM Honeycomb Attributes and Properties; Hexcel Corporation: Stamford, CT, USA, 1999. [Google Scholar]
- Keshavanarayana, S.R.; Shahverdi, H.; Kothare, A.; Yang, C.; Bingenheimer, J. The effect of node bond adhesive fillet on uniaxial in-plane responses of hexagonal honeycomb core. Compos. Struct. 2017, 175, 111–122. [Google Scholar] [CrossRef]
- Jansons, J.; Kulakov, V.; Aniskevich, A.; Lagzdiņš, A. Structural composites—From aerospace to civil engineering applications. Innov. Technol. News 2012, 4, 3–12. [Google Scholar]
- Hayes, B.S.; Gammon, L.M. Optical Microscopy of Fiber-Reinforced Composites; ASM International: Almere, The Netherlands, 2010. [Google Scholar]
- Musselman, M. Automotive Composites: A Design and Manufacturing Guide, 2nd ed.; Ray Publishing: Wheat Ridge, CO, USA, 2006. [Google Scholar]
- Ratcliffe, J.G.; Czabaj, M.W.; Jackson, W.C. A model for simulating the response of aluminum honeycomb structure to transverse loading. In Proceedings of the 15th US-Japan Conference on Composite Materials Meeting, Arlington, TX, USA, 1–3 October 2012. [Google Scholar]
- Heimbs, S. Virtual testing of sandwich core structures using dynamic finite element simulations. Comput. Mater. Sci. 2009, 45, 205–216. [Google Scholar] [CrossRef]
- Giglio, M.; Manes, A.; Gilioli, A. Investigations on sandwich core properties through an experimental–numerical approach. Compos. Part B Eng. 2012, 43, 361–374. [Google Scholar] [CrossRef]
- Price, T.L.; Dalley, G.; McCullough, P.C.; Choquette, L. Handbook: Manufacturing Advanced Composite Components for Airframes; Federal Aviation Administration Washington DC Office of Aviation Research: Washington, DC, USA, 1997. [Google Scholar]
- Yang, X.; Sun, Y.; Yang, J.; Pan, Q. Out-of-plane crashworthiness analysis of bio-inspired aluminum honeycomb patterned with horseshoe mesostructure. Thin Walled Struct. 2018, 125, 1–11. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, Y.; Liu, P. New analytical model for heat transfer efficiency of metallic honeycomb structures. Int. J. Heat Mass Transf. 2008, 51, 6254–6258. [Google Scholar] [CrossRef]
- Hong, S.T.; Pan, J.; Tyan, T.; Prasad, P. Quasi-static crush behavior of aluminum honeycomb specimens under non-proportional compression-dominant combined loads. Int. J. Plast. 2006, 22, 1062–1088. [Google Scholar] [CrossRef]
- Dharmasena, K.P.; Wadley, H.N.; Xue, Z.; Hutchinson, J.W. Mechanical response of metallic honeycomb sandwich panel structures to high-intensity dynamic loading. Int. J. Impact Eng. 2008, 35, 1063–1074. [Google Scholar] [CrossRef]
- Cote, F.; Deshpande, V.S.; Fleck, N.A.; Evans, A.G. The out-of-plane compressive behavior of metallic honeycombs. Mater. Sci. Eng. A 2004, 380, 272–280. [Google Scholar] [CrossRef]
- de Dios Rodriguez-Ramirez, J.; Castanie, B.; Bouvet, C. Experimental and numerical analysis of the shear nonlinear behaviour of Nomex honeycomb core: Application to insert sizing. Compos. Struct. 2018, 193, 121–139. [Google Scholar] [CrossRef]
- Kim, G.; Sterkenburg, R.; Tsutsui, W. Investigating the effects of fluid intrusion on Nomex honeycomb sandwich structures with carbon fiber facesheets. Compos. Struct. 2018, 206, 535–549. [Google Scholar] [CrossRef]
- Abd Kadir, N.; Aminanda, Y.; Ibrahim, M.S.; Mokhtar, H. Experimental study of low-velocity impact on foam-filled Kraft paper honeycomb structure. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 290, p. 012082. [Google Scholar]
- Chen, Z.; Yan, N. Investigation of elastic moduli of Kraft paper honeycomb core sandwich panels. Compos. Part B Eng. 2012, 43, 2107–2114. [Google Scholar] [CrossRef]
- Toribio, M.G.; Spearing, S.M. Compressive response of notched glass-fiber epoxy/honeycomb sandwich panels. Compos. Part A Appl. Sci. Manuf. 2001, 32, 859–870. [Google Scholar] [CrossRef]
- Shahdin, A.; Mezeix, L.; Bouvet, C.; Morlier, J.; Gourinat, Y. Fabrication and mechanical testing of glass fiber entangled sandwich beams: A comparison with honeycomb and foam sandwich beams. Compos. Struct. 2009, 90, 404–412. [Google Scholar] [CrossRef]
- Liu, L.; Meng, P.; Wang, H.; Guan, Z. The flatwise compressive properties of Nomex honeycomb core with debonding imperfections in the double cell wall. Compos. Part B Eng. 2015, 76, 122–132. [Google Scholar] [CrossRef]
- Karakoç, A.; Santaoja, K.; Freund, J. Simulation experiments on the effective in-plane compliance of the honeycomb materials. Compos. Struct. 2013, 96, 312–320. [Google Scholar] [CrossRef]
- Roy, R.; Park, S.J.; Kweon, J.H.; Choi, J.H. Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 2014, 117, 255–266. [Google Scholar] [CrossRef]
- Kim, D.S.; Lee, J.R. Compressive mechanical properties of the Nomex/thermoset honeycomb cores. Polym. Adv. Technol. 1997, 8, 1–7. [Google Scholar] [CrossRef]
- Luo, Y.Q.; Hao, W. Study on properties of T722 Nomex honeycomb. Hi-Tech. Fiber Appl. 2009, 34, 34–37. [Google Scholar]
- Ke, M.; Jianfu, Z.; Pingfa, F.; Zhijun, W.; Dingwen, Y.; Ahmad, S. Design and implementation of a mini ultrasonic cutting system for Nomex honeycomb composites. In Proceedings of the 2019 16th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 8–12 January 2019; pp. 148–152. [Google Scholar]
- Wenli, C.; Chao, Y.; Qiyan, Q. Honeycomb sandwich structure and manufacturing process in aviation industry. Aeronaut. Manuf. Technol. 2015, 7, 94–98. [Google Scholar]
- Asprone, D.; Auricchio, F.; Menna, C.; Morganti, S.; Prota, A.; Reali, A. Statistical finite element analysis of the buckling behavior of honeycomb structures. Compos. Struct. 2013, 105, 240–255. [Google Scholar] [CrossRef]
- Zhou, H.; Xu, P.; Xie, S.; Feng, Z.; Wang, D. Mechanical performance and energy absorption properties of structures combining two Nomex honeycombs. Compos. Struct. 2018, 185, 524–536. [Google Scholar] [CrossRef]
- Roy, R.; Nguyen, K.H.; Park, Y.B.; Kweon, J.H.; Choi, J.H. Testing and modeling of Nomex honeycomb sandwich Panels with bolt insert. Compos. Part B Eng. 2014, 56, 762–769. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Research on design and FE simulations of novel ultrasonic circular saw blade (UCSB) cutting tools for rotary ultrasonic machining of Nomex honeycomb composites. In Proceedings of the 2019 16th International Bhurban Conference on Applied Sciences and Technology, Islamabad, Pakistan, 8–12 January 2019; pp. 113–119. [Google Scholar]
- Heimbs, S.; Middendorf, P.; Hampf, C.; Hähnel, F.; Wolf, K. Aircraft sandwich structures with folded core under impact load. In Proceedings of the 8th International Conference on Sandwich Structures, ICSS8, Porto, Portugal, 6–8 May 2008; pp. 369–380. [Google Scholar]
- Kim, K.S.; Chin, I.J.; Sung, I.K.; Min, K.S. Curing of Nomex/phenolic and kraft/phenolic honeycombs. Korea Polym. J. 1995, 3, 35–40. [Google Scholar]
- Feng, H.; Liu, L.; Zhao, Q. Experimental and numerical investigation of the effect of entrapped air on the mechanical response of Nomex honeycomb under flatwise compression. Compos. Struct. 2017, 182, 617–627. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, Z.; Zhao, L.; Shu, X. Experimental investigation on the yield behavior of Nomex honeycombs under combined shear-compression. Lat. Am. J. Solids Struct. 2012, 9, 515–530. [Google Scholar] [CrossRef]
- Gilioli, A.; Sbarufatti, C.; Manes, A.; Giglio, M. Compression after impact test (CAI) on Nomex honeycomb sandwich panels with thin aluminum skins. Compos. Part B Eng. 2014, 67, 313–325. [Google Scholar] [CrossRef]
- Foo, C.C.; Chai, G.B.; Seah, L.K. Mechanical properties of Nomex material and Nomex honeycomb structure. Compos. Struct. 2017, 80, 588–594. [Google Scholar] [CrossRef]
- Karakoç, A.; Freund, J. Experimental studies on mechanical properties of cellular structures using Nomex honeycomb cores. Compos. Struct. 2012, 94, 2017–2024. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Gao, W.; Zhang, L.; Zhang, E. Mechanical responses of a composite sandwich structure with Nomex honeycomb core. J. Reinf. Plast. Compos. 2019, 38, 601–615. [Google Scholar] [CrossRef]
- Seemann, R.; Krause, D. Numerical modelling of Nomex honeycomb sandwich cores at meso-scale level. Compos. Struct. 2017, 159, 702–718. [Google Scholar] [CrossRef]
- Gornet, L.; Marguet, S.; Marckmann, G. Modeling of Nomex honeycomb cores, linear and nonlinear behaviors. Mech. Adv. Mater. Struct. 2007, 14, 589–601. [Google Scholar] [CrossRef]
- Roy, R.; Kweon, J.H.; Choi, J.H. Meso-scale finite element modeling of Nomex honeycomb cores. Adv. Compos. Mater. 2014, 23, 17–29. [Google Scholar] [CrossRef]
- Rodríguez-Ramírez, J.D.D.; Castanié, B.; Bouvet, C. Damage Mechanics Modelling of the shear nonlinear behavior of Nomex honeycomb core. Application to sandwich beams. Mech. Adv. Mater. Struct. 2020, 27, 80–89. [Google Scholar] [CrossRef]
- Castanié, B.; Bouvet, C.; Aminanda, Y.; Barrau, J.J.; Thévenet, P. Modelling of low-energy/low-velocity impact on Nomex honeycomb sandwich structures with metallic skins. Int. J. Impact Eng. 2008, 35, 620–634. [Google Scholar] [CrossRef]
- Herup, E.J.; Palazotto, A.N. Low-velocity impact damage initiation in graphite/epoxy/Nomex honeycomb-sandwich plates. Compos. Sci. Technol. 1998, 57, 1581–1598. [Google Scholar] [CrossRef]
- Gibson, L.J. Cellular solids. MRS Bull. 2003, 28, 270–274. [Google Scholar] [CrossRef]
- Gornet, L.; Marguet, S.; Marckmann, G. Finite Element modeling of Nomex honeycomb cores: Failure and effective elastic properties. Int. J. Comput. Mater. Contin. Technol. Sci. 2006, 4, 11–22. [Google Scholar]
- Qiu, K.; Wang, Z.; Zhang, W. The effective elastic properties of flexible hexagonal honeycomb cores with consideration for geometric nonlinearity. Aerosp. Sci. Technol. 2016, 58, 258–266. [Google Scholar] [CrossRef]
- Rion, J.; Leterrier, Y.; Månson, J.A.E. Prediction of the adhesive fillet size for skin to honeycomb core bonding in ultra-light sandwich structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1547–1555. [Google Scholar] [CrossRef]
- Chen, D.H. Bending deformation of honeycomb consisting of regular hexagonal cells. Compos. Struct. 2011, 93, 736–746. [Google Scholar] [CrossRef]
- Aktay, L.; Johnson, A.F.; Kröplin, B.H. Numerical modelling of honeycomb core crush behaviour. Eng. Fract. Mech. 2008, 75, 2616–2630. [Google Scholar] [CrossRef]
- Chawla, A.; Mukherjee, S.; Kumar, D.; Nakatani, T.; Ueno, M. Prediction of crushing behaviour of honeycomb structures. Int. J. Crashworthiness 2003, 8, 229–235. [Google Scholar] [CrossRef]
- Li, K.; Gao, X.L.; Wang, J. Dynamic crushing behavior of honeycomb structures with irregular cell shapes and non-uniform cell wall thickness. Int. J. Solids Struct. 2007, 44, 5003–5026. [Google Scholar] [CrossRef]
- Yang, M.Y.; Huang, J.S.; Sam, C.P. In-plane elastic moduli and plastic collapse strength of regular hexagonal honeycombs with dual imperfections. Int. J. Mech. Sci. 2008, 50, 43–54. [Google Scholar] [CrossRef]
- Wilbert, A.; Jang, W.Y.; Kyriakides, S.; Floccari, J.F. Buckling and progressive crushing of laterally loaded honeycomb. Int. J. Solids Struct. 2011, 48, 803–816. [Google Scholar] [CrossRef]
- Hill, R. A theory of the yielding and plastic flow of anisotropic metals. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1948, 193, 281–297. [Google Scholar]
- Yaozhi, X. Study on Cutting Tool Design and Processing Technology of Ultrasonic-Assisted Cutting of Honeycomb Composites. Master’s Thesis, Tsinghua University, Beijing, China, 2019. [Google Scholar]
- Norvilie, H.S.; Tibor, E. Process for Machining Expanded Honeycomb. U.S. Patent 3,413,708, 1968. [Google Scholar]
- Nilsen, J.S.; Wadsworth, O. Method and Apparatus for Machining and for Holding during Machining Honeycomb Material. U.S. Patent 2,905,064, 1959. [Google Scholar]
- Wang, F.; Wang, Y. Investigate on milling force of cryogenic cooling processing aluminum honeycomb treated by ice fixation. Int. J. Adv. Manuf. Technol. 2018, 98, 1253–1265. [Google Scholar] [CrossRef]
- Jaafar, M.; Atlati, S.; Makich, H.; Nouari, M.; Moufki, A.; Julliere, B. A 3D FE modeling of machining process of Nomex honeycomb core: Influence of the cell structure behaviour and specific tool geometry. Procedia CIRP 2017, 58, 505–510. [Google Scholar] [CrossRef]
- An, Q.; Dang, J.; Ming, W.; Qiu, K.; Chen, M. Experimental and numerical studies on defect characteristics during milling of aluminum honeycomb core. J. Manuf. Sci. Eng. 2019, 141, 031006. [Google Scholar] [CrossRef]
- Griffith, C.G.; Herbert, J.T.A. Method of Machining Honeycomb Core. U.S. Patent 2,855,664, 1958. [Google Scholar]
- Carl, R. Three-Dimensional Honeycomb Core Machining Apparatus and Method. U.S. Patent 13/707,670, 2012. [Google Scholar]
- Hirayama, A. Method for Cutting Honeycomb Core. U.S. Patent 6740268 B2, 1991. [Google Scholar]
- RThiagaraj, R.M.; Chris, J.R.; McCullough, S. Mishra, Method of Repairing, Splicing, Joining, Machining, and Stabilizing Honeycomb Core Using Pourable Structural Foam and a Structure Incorporating the Same. U.S. Patent 20140120305 A1, 2014. [Google Scholar]
- Bridge Type Gantry Machine Tool, C.R Onsurd. 2019. Available online: https://www.cronsrud.com/honeycomb_cell.html (accessed on 12 November 2019).
- High-Precision, 5-Axes Control Vertical Machining Center, DMG MORI. 2019. Available online: https://en.dmgmori.com/products/machines/milling/5-axis-milling/nmv/nmv-5000-dcg (accessed on 12 November 2019).
- Jin, C.Z. Study on reliability of new fixture method for Nomex honeycomb. Adv. Mater. Res. 2012, 415, 3–13. [Google Scholar] [CrossRef]
- NEXAM. Cutting Tools for Aircraft Manufacturers and MRO Companies, Cathalogue; NEXAM: Lomma, Sweden, 2012. [Google Scholar]
- LMT.ONSRUD. Milling and Drilling Tools for Composite and Honeycomb Materials; LMT.ONSRUD: Waukegan, IL, USA, 2010. [Google Scholar]
- Poutord, A. Étude du Perçage à Sec de L‘empilage Ti6Al4V/Composite Fibre de Carbone. Ph.D. Thesis, Ecole Nationale Supérieure d‘arts et Métiers-ENSAM, Paris, France, 2014. [Google Scholar]
- Mendoza, M.M.; Eman, K.F.; Wu, S.M. Development of a new milling cutter for aluminium honeycomb. Int. J. Mach. Tool Des. Res. 1983, 23, 81–91. [Google Scholar] [CrossRef]
- Seco. Fraises Carbure Monoblocs Hautes Performances Pour Matériaux Composites; Seco Tools: Troy, MI, USA, 2010. [Google Scholar]
- Lund, W.C.; Pedersen, D.E. Milling Cutter for Honeycomb Core Material. U.S. Patent 4,907,920, 1990. [Google Scholar]
- Jaafar, M. Étude Expérimentale et Simulation Numérique de L’usinage des Matériaux en nids D’abeilles: Application au Fraisage des Structures Nomex et Aluminium. Ph.D. Dissertation, Université de Lorraine, Nancy, France, 2018. [Google Scholar]
- Nasedkin, Y.V.; Tsarev, V.F.; Zelenina, I.V. Cutting of aramide fiber-reinforced plastics by Co2 laser. Mech. Compos. Mater. 1999, 35, 259–264. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y.; He, F.; Liu, D.; Duan, Z. Rotary ultrasonic elliptical machining for side milling of CFRP: Tool performance and surface integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef]
- Khairusshima, M.N.; Hassan, C.C.; Jaharah, A.G.; Amin, A.K.M.; Idriss, A.M. Effect of chilled air on tool wear and workpiece quality during milling of carbon fibre-reinforced plastic. Wear 2013, 302, 1113–1123. [Google Scholar] [CrossRef]
- Zitoune, R.; El Mansori, M.; Krishnaraj, V. Tribo-functional design of double cone drill implications in tool wear during drilling of copper mesh/CFRP/woven ply. Wear 2013, 302, 1560–1567. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Bougherara, H.; Eyma, F.; Castanié, B. Study of trimming damages of CFRP structures in function of the machining processes and their impact on the mechanical behavior. Compos. Part B Eng. 2014, 57, 136–143. [Google Scholar] [CrossRef]
- Saleem, M.; Toubal, L.; Zitoune, R.; Bougherara, H. Investigating the effect of machining processes on the mechanical behavior of composite plates with circular holes. Compos. Part A Appl. Sci. Manuf. 2013, 55, 169–177. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O.; Değer, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. Int. J. Mach. Tools Manuf. 2012, 56, 79–93. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Eyma, F.; Castanie, B. Study of the surface defects and dust generated during trimming of CFRP: Influence of tool geometry, machining parameters and cutting speed range. Compos. Part A Appl. Sci. Manuf. 2014, 66, 142–154. [Google Scholar] [CrossRef]
- Khan, S.; Loken, H.Y. Bonding of sandwich structures—The facesheet/honeycomb interface—A phenomenological study. Proc. SAMPE 2007, 1–9. [Google Scholar]
- Mughal, K.H.; Qureshi, M.A.M.; Jamil, M.F.; Ahmad, S.; Khalid, F.A.; Qaiser, A.A.; Maqbool, A.; Raza, S.F.; Zhang, J. Investigation of hybrid ultrasonic machining process of Nomex honeycomb composite using a toothed disc cutter. Ultrasonics 2024, 141, 107343. [Google Scholar] [CrossRef]
- Yuan, X.; Fan, C.; Xu, J.; Cao, W.; Zhou, W.; Jiang, E.; Ma, W.; Xu, C.; Feng, P.; Feng, F. Dominating influence of cutting-edge lead angles on arc-trajectory machining of Nomex honeycomb composites by using a straight blade cutter. Eng. Sci. Technol. Int. J. 2024, 49, 101601. [Google Scholar] [CrossRef]
- Jiang, E.; Yue, Q.; Xu, J.; Fan, C.; Song, G.; Yuan, X.; Ma, Y.; Yu, X.; Yang, P.; Feng, P.; et al. A wear testing method of straight blade tools for Nomex honeycomb composites machining. Wear 2024, 546, 205325. [Google Scholar] [CrossRef]
- Jaafar, M.; Nouari, M.; Makich, H.; Moufki, A. 3D numerical modeling and experimental validation of machining Nomex honeycomb materials. Int. J. Adv. Manuf. Technol. 2021, 115, 2853–2872. [Google Scholar] [CrossRef]
- Jaafar, M.; Makich, H.; Nouari, M. A new criterion to evaluate the machined surface quality of the Nomex honeycomb materials. J. Manuf. Process. 2021, 69, 567–582. [Google Scholar] [CrossRef]
- Zarrouk, T.; Nouari, M.; Makich, H. Simulated study of the machinability of the Nomex honeycomb structure. J. Manuf. Mater. Process. 2023, 7, 28. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Salhi, M.; Kodad, J. Influence of the cutting tool geometry on milling aluminum honeycomb structures. Int. J. Adv. Manuf. Technol. 2023, 126, 313–324. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Salhi, M.; Chaabelasri, E.; Makich, H.; Salhi, N. Modeling machining of aluminum honeycomb structure. Int. J. Adv. Manuf. Technol. 2022, 123, 2481–2500. [Google Scholar] [CrossRef]
- Singh, R.P.; Singhal, S. Rotary ultrasonic machining: A review. Mater. Manuf. Process. 2016, 31, 1795–1824. [Google Scholar] [CrossRef]
- Rao, R.V.; Pawar, P.J.; Davim, J.P. Parameter optimization of ultrasonic machining process using nontraditional optimization algorithms. Mater. Manuf. Process. 2010, 25, 1120–1130. [Google Scholar] [CrossRef]
- Kang, B.; Kim, G.W.; Yang, M.; Cho, S.H.; Park, J.K. A study on the effect of ultrasonic vibration in nanosecond laser machining. Opt. Lasers Eng. 2012, 50, 1817–1822. [Google Scholar] [CrossRef]
- Xu, W.X.; Zhang, L.C. Ultrasonic vibration-assisted machining: Principle, design and application. Adv. Manuf. 2015, 3, 173–192. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L.C.; Wu, Y. Elliptic vibration-assisted cutting of fibre-reinforced polymer composites: Understanding the material removal mechanisms. Compos. Sci. Technol. 2014, 92, 103–111. [Google Scholar] [CrossRef]
- Thoe, T.B.; Aspinwall, D.K.; Wise, M.L.H. Review on ultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 38, 239–255. [Google Scholar] [CrossRef]
- Koval’chenko, M.S.; Paustovskii, A.V.; Perevyazko, V.A. Influence of properties of abrasive materials on the effectiveness of ultrasonic machining of ceramics. Sov. Powder Metall. Met. Ceram. (Engl. Transl.) 1986, 25, 560–562. [Google Scholar] [CrossRef]
- Singh, R.; Khamba, J.S. Ultrasonic machining of titanium and its alloys: A review. J. Mater. Process. Technol. 2006, 173, 125–135. [Google Scholar] [CrossRef]
- Kuo, K.L. Experimental investigation of brittle material milling using rotary ultrasonic machining. In Proceedings of the 35th International MATADOR Conference: Formerly the International Machine Tool Design and Research Conference, Taipei, Taiwan, 27 July 2007; pp. 195–198. [Google Scholar]
- Kuo, K.L.; Tsao, C.C. Rotary ultrasonic-assisted milling of brittle materials. Trans. Nonferrous Met. Soc. China 2012, 22, s793–s800. [Google Scholar] [CrossRef]
- Kumar, J.; Khamba, J.S.; Mohapatra, S.K. An investigation into the machining characteristics of titanium using ultrasonic machining. Int. J. Mach. Mach. Mater. 2008, 3, 143–161. [Google Scholar] [CrossRef]
- Churi, N. Rotary Ultrasonic Machining of Hard-to-Machine Materials. Doctoral Dissertation, Kansas State University, Manhattan, KS, USA, 2010. [Google Scholar]
- Pei, Z.J.; Ferreira, P.M.; Kapoor, S.G.; Haselkorn, M.B.A.C. Rotary ultrasonic machining for face milling of ceramics. Int. J. Mach. Tools Manuf. 1995, 35, 1033–1046. [Google Scholar] [CrossRef]
- DMG MORI USA. Ultrasonic Machine Tools. 2019. Available online: https://us.dmgmori.com/products (accessed on 12 November 2019).
- American GFM USA. Ultrasonic Machine Tools. 2019. Available online: http://www.agfm.com/new/Cutting/Intro.html (accessed on 12 November 2019).
- Tongtai Machine & Tool Co., Ltd. China. Ultrasonic Assisted Machine Tools Manufacturer. 2019. Available online: http://www.tongtai.com.tw/en/techpage.php?id=1 (accessed on 12 November 2019).
- MS Ultrasonic Technology Group Germany. Ultrasonic Machine Tools Manufacturer. 2019. Available online: https://www.msultrasonic.com/cms/en/ultrasonic_technology/ (accessed on 12 November 2019).
- OPTIPRO USA. Ultrasonic Machining Centers. 2019. Available online: https://www.optipro.com/optical-manufacturing/ultrasonic-machining/ (accessed on 12 November 2019).
- CRENO USA. Ultrasonic Machine Tools and Robots. 2019. Available online: https://www.creno-industry.com/ultrasonic/ (accessed on 12 November 2019).
- COMI Group Italy. Ultrasonic Machine Tool. 2019. Available online: http://www.comispa.it/ (accessed on 12 November 2019).
- SONOTEC Japan. Ultrasonic Systems. Available online: https://www.sonotec.com/en/ (accessed on 12 November 2019).
- MAQ Sweden. Ultrasonic Machine Tools. 2019. Available online: https://www.maqab.com/index.php/product/technology/ (accessed on 12 November 2019).
- Skoczypiec, S. Research on ultrasonically assisted electrochemical machining process. Int. J. Adv. Manuf. Technol. 2011, 52, 565–574. [Google Scholar] [CrossRef]
- Perusich, S.A.; Alkire, R.C. Ultrasonically induced cavitation studies of electrochemical passivity and transport mechanisms: II. Experimental. J. Electrochem. Soc. 1991, 138, 708. [Google Scholar] [CrossRef]
- Ruszaj, A.; Zybura, M.; Żurek, R.; Skrabalak, G. Some aspects of the electrochemical machining process supported by electrode ultrasonic vibrations optimization. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1365–1371. [Google Scholar] [CrossRef]
- Skoczypiec, S. Research on Ultrasonically Assisted Electrochemical Machining with Universal Electrode Tool. Ph.D. Thesis, Cracow University of Technology, Kraków, Poland, 2006. (In Polish). [Google Scholar]
- Skoczypiec, S.; Ruszaj, A. Application of ultrasonic vibration to improve technological factors in electrochemical machining of titanium alloys. In Proceedings of the International Symposium on Electrochemical Machining Technology INSECT, Cheminitz University of Technology, Chemnitz, Germany, 25–26 October 2007; pp. 143–148. [Google Scholar]
- Zhang, Q.H.; Zhang, J.H.; Deng, J.X.; Qin, Y.; Niu, Z.W. Ultrasonic vibration electrical discharge machining in gas. J. Mater. Process. Technol. 2002, 129, 135–138. [Google Scholar] [CrossRef]
- Kunieda, M.; Yoshida, M.; Taniguchi, N. Electrical discharge machining in gas. CIRP Ann. 1997, 46, 143–146. [Google Scholar] [CrossRef]
- Srivastava, V.; Pandey, P.M. Study of ultrasonic assisted cryogenically cooled EDM process using sintered (Cu–TiC) tooltip. J. Manuf. Process. 2013, 15, 158–166. [Google Scholar] [CrossRef]
- Kremer, D.; Lebrun, J.L.; Hosari, B.; Moisan, A. Effects of ultrasonic vibrations on the performances in EDM. CIRP Ann. 1989, 38, 199–202. [Google Scholar] [CrossRef]
- Kremer, D.; Lhiaubet, C.; Moisan, A. A study of the effect of synchronizing ultrasonic vibrations with pulses in EDM. CIRP Ann. 1991, 40, 211–214. [Google Scholar] [CrossRef]
- Khatri, B.C.; Rathod, P.; Valaki, J.B. Ultrasonic vibration–assisted electric discharge machining: A research review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 319–330. [Google Scholar] [CrossRef]
- Zhixin, J.; Jianhua, Z.; Xing, A. Ultrasonic vibration pulse electro-discharge machining of holes in engineering ceramics. J. Mater. Process. Technol. 1995, 53, 811–816. [Google Scholar] [CrossRef]
- Murti, V.S.R.; Philip, P.K. A comparative analysis of machining characteristics in ultrasonic assisted EDM by the response surface methodology. Int. J. Prod. Res. 1987, 25, 259–272. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z. A study of ultrasonically aided micro-electrical-discharge machining by the application of workpiece vibration. J. Mater. Process. Technol. 2003, 139, 226–228. [Google Scholar] [CrossRef]
- Hoang, K.T.; Yang, S.H. A study on the effect of different vibration-assisted methods in micro-WEDM. J. Mater. Process. Technol. 2013, 213, 1616–1622. [Google Scholar] [CrossRef]
- Guo, Z.N.; Lee, T.C.; Yue, T.M.; Lau, W.S. A study of ultrasonic-aided wire electrical discharge machining. J. Mater. Process. Technol. 1997, 63, 823–828. [Google Scholar] [CrossRef]
- Lipchanskii, A.B. Experimental investigation of wire electrical discharge machining assisted with ultrasonic vibration. Sov. Surf. Eng. Appl. Electrochem. 1991, 1, 5. [Google Scholar]
- Yu, Z.Y.; Zhang, Y.; Li, J.; Luan, J.; Zhao, F.; Guo, D. High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM. CIRP Ann. 2009, 58, 213–216. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Mahardika, M.; Hamdi, M.; Wong, Y.S.; Mitsui, K. Effect of micro-powder suspension and ultrasonic vibration of dielectric fluid in micro-EDM processes—Taguchi approach. Int. J. Mach. Tools Manuf. 2009, 49, 1035–1041. [Google Scholar] [CrossRef]
- Ghiculescu, D.; Marinescu, N.; Nanu, S.; Ghiculescu, D. EQUIPMENT FOR ULTRASONIC AIDING OF WIRE ELECTRODIS-CHARGE MACHINING. Acad. J. Manuf. Eng. 2011, 9, 18. [Google Scholar]
- Ichikawa, T.; Natsu, W. Realization of micro-EDM under ultra-small discharge energy by applying ultrasonic vibration to machining fluid. Procedia CIRP 2013, 6, 326–331. [Google Scholar] [CrossRef]
- Ghoreishi, M.; Atkinson, J. A comparative experimental study of machining characteristics in vibratory, rotary and vibro-rotary electro-discharge machining. J. Mater. Process. Technol. 2002, 120, 374–384. [Google Scholar] [CrossRef]
- Shervani-Tabar, M.T.; Maghsoudi, K.; Shabgard, M.R. Effects of simultaneous ultrasonic vibration of the tool and the workpiece in ultrasonic assisted EDM. Int. J. Comput. Methods Eng. Sci. Mech. 2013, 14, 1–9. [Google Scholar] [CrossRef]
- Abdullah, A.; Shabgard, M.R. Effect of ultrasonic vibration of tool on electrical discharge machining of cemented tungsten carbide (WC-Co). Int. J. Adv. Manuf. Technol. 2008, 38, 1137–1147. [Google Scholar] [CrossRef]
- Marinescu, N.I.; Ghiculescu, D.; Jitianu, G. Solutions for technological performances increasing at ultrasonic aided electrodischarge machining. Int. J. Mater. Form. 2009, 2, 681–684. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Zhang, J.H.; Ren, S.F.; Deng, J.X.; Ai, X. Study on technology of ultrasonic vibration aided electrical discharge machining in gas. J. Mater. Process. Technol. 2004, 149, 640–644. [Google Scholar] [CrossRef]
- Iwai, M.; Ninomiya, S.; Suzuki, K. Improvement of EDM properties of PCD with electrode vibrated by ultrasonic transducer. Procedia CIRP 2013, 6, 146–150. [Google Scholar] [CrossRef]
- Silberschmidt, V.V.; Mahdy, S.M.; Gouda, M.A.; Naseer, A.; Maurotto, A.; Roy, A. Surface-roughness improvement in ultrasonically assisted turning. Procedia CIRP 2014, 13, 49–54. [Google Scholar] [CrossRef]
- Mitrofanov, A.V.; Babitsky, V.I.; Silberschmidt, V.V. Finite element analysis of ultrasonically assisted turning of Inconel 718. J. Mater. Process. Technol. 2014, 153, 233–239. [Google Scholar] [CrossRef]
- Babitsky, V.I.; Kalashnikov, A.N.; Meadows, A.; Wijesundara, A.A.H.P. Ultrasonically assisted turning of aviation materials. J. Mater. Process. Technol. 2003, 132, 157–167. [Google Scholar] [CrossRef]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.A.; Silberschmidt, V.V. 3D finite element analysis of ultrasonically assisted turning. Comput. Mater. Sci. 2007, 39, 149–154. [Google Scholar] [CrossRef]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.I.; Silberschmidt, V.V. Analysis of material response to ultrasonic vibration loading in turning Inconel 718. Mater. Sci. Eng. A 2006, 424, 318–325. [Google Scholar] [CrossRef]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.A.; Silberschmidt, V.V. Analysis of forces in ultrasonically assisted turning. J. Sound Vib. 2007, 308, 845–854. [Google Scholar] [CrossRef]
- Maurotto, A.; Muhammad, R.; Roy, A.; Silberschmidt, V.V. Enhanced ultrasonically assisted turning of a β-titanium alloy. Ultrasonics 2013, 53, 1242–1250. [Google Scholar] [CrossRef]
- Mahdy, S.M.A.; Gouda, M.A.; Silberschmidt, V.V. Study of ultrasonically assisted turning of stainless steel and brass alloys. J. Phys. Conf. Ser. 2013, 451, 1012037. [Google Scholar] [CrossRef]
- Muhammad, R.; Maurotto, A.; Roy, A.; Silberschmidt, V. Analysis of forces in vibro-impact and hot vibro-impact turning of advanced alloys. Appl. Mech. Mater. 2011, 70, 315–320. [Google Scholar] [CrossRef]
- Vivekananda, K.; Arka, G.N.; Sahoo, S.K. Finite element analysis and process parameters optimization of ultrasonic vibration assisted turning (UVT). Procedia Mater. Sci. 2014, 6, 1906–1914. [Google Scholar] [CrossRef]
- Lotfi, M.; Amini, S. FE simulation of linear and elliptical ultrasonic vibrations in turning of Inconel 718. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2018, 232, 438–448. [Google Scholar] [CrossRef]
- Nath, C.; Rahman, M.; Andrew, S.S.K. A study on ultrasonic vibration cutting of low alloy steel. J. Mater. Process. Technol. 2007, 192, 159–165. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Fiorentino, A.; Cappellini, C.; Giardini, C. Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools. Wear 2010, 269, 344–350. [Google Scholar] [CrossRef]
- Amini, S.; Mohagheghian, N. Vibratory rotary turning process of Al 7075 workpiece. Mater. Manuf. Process. 2014, 29, 344–349. [Google Scholar] [CrossRef]
- Karaguzel, U.; Olgun, U.; Uysal, E.; Budak, E.; Bakkal, M. Increasing tool life in machining of difficult-to-cut materials using nonconventional turning processes. Int. J. Adv. Manuf. Technol. 2015, 77, 1993–2004. [Google Scholar] [CrossRef]
- Volkov, G.A.; Bratov, V.A.; Gruzdkov, A.A.; Babitsky, V.I.; Petrov, Y.V.; Silberschmidt, V.V. Energy-based analysis of ultrasonically assisted turning. Shock Vib. 2011, 18, 333–341. [Google Scholar] [CrossRef]
- Wayal, V.; Ambhore, N.; Chinchanikar, S.; Bhokse, V. Investigation on cutting force and vibration signals in turning: Mathematical modeling using response surface methodology. J. Mech. Eng. Autom. 2015, 5, 64–68. [Google Scholar]
- Feng, P.; Wang, J.; Zhang, J.; Zheng, J. Drilling induced tearing defects in rotary ultrasonic machining of C/SiC composites. Ceram. Int. 2017, 43, 791–799. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, D.; Feng, P.; Wu, Z.; Yu, D. Effect of processing parameters of rotary ultrasonic machining on surface integrity of potassium dihydrogen phosphate crystals. Adv. Mech. Eng. 2015, 7, 1687814015NHCs606329. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P.; Guo, P.; Zhang, Q. Feasibility study of longitudinal–torsional-coupled rotary ultrasonic machining of brittle material. J. Manuf. Sci. Eng. 2018, 140, 051008. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P.; Guo, P. Experimental and theoretical investigation on critical cutting force in rotary ultrasonic drilling of brittle materials and composites. Int. J. Mech. Sci. 2018, 135, 555–564. [Google Scholar] [CrossRef]
- Cai, W.; Feng, P.; Zhang, J.; Wu, Z.; Yu, D. Effect of temperature on the performance of a giant magnetostrictive ultrasonic transducer. J. Vibroeng. 2016, 18, 1307–1318. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, C.; Feng, P.; Zhang, J. A model for prediction of subsurface damage in rotary ultrasonic face milling of optical K9 glass. Int. J. Adv. Manuf. Technol. 2016, 83, 347–355. [Google Scholar] [CrossRef]
- Zha, H.; Zhang, J.; Feng, P. An experimental study on rotary ultrasonic drilling small-diameter holes of high-volume fraction silicon carbide-reinforced aluminum matrix composites (SiCp/Al). In Proceedings of the 2017 14th International Bhurban Conference on Applied Sciences and Technology, Islamabad, Pakistan, 10–14 January 2017; pp. 34–39. [Google Scholar]
- Cai, W.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. A bilateral capacitance compensation method for giant magnetostriction ultrasonic processing system. Int. J. Adv. Manuf. Technol. 2017, 90, 2925–2933. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P. Effects of tool vibration on fiber fracture in rotary ultrasonic machining of C/SiC ceramic matrix composites. Compos. Part B Eng. 2017, 129, 233–242. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, D.; Feng, P.; Wu, Z.; Zhang, C. Material removal characteristics of KDP crystal in ultrasonic vibration-assisted scratch process. Mater. Manuf. Process. 2016, 31, 1037–1045. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J.; Zhang, C.; Pei, Z. Modeling the dependency of edge chipping size on the material properties and cutting force for rotary ultrasonic drilling of brittle materials. Int. J. Mach. Tools Manuf. 2016, 101, 18–27. [Google Scholar] [CrossRef]
- Wang, J.; Zha, H.; Feng, P.; Zhang, J. On the mechanism of edge chipping reduction in rotary ultrasonic drilling: A novel experimental method. Precis. Eng. 2016, 44, 231–235. [Google Scholar] [CrossRef]
- Feng, P.; Liang, G.; Zhang, J. Ultrasonic vibration-assisted scratch characteristics of silicon carbide-reinforced aluminum matrix composites. Ceram. Int. 2014, 40, 10817–10823. [Google Scholar] [CrossRef]
- Wang, H.; Cong, W.; Ning, F.; Hu, Y. A study on the effects of machining variables in surface grinding of CFRP composites using rotary ultrasonic machining. Int. J. Adv. Manuf. Technol. 2018, 95, 3651–3663. [Google Scholar] [CrossRef]
- Chu, B.S.; Kim, D.N.; Hong, D.H. Robotic automation technologies in construction: A review. Int. J. Precis. Eng. Manuf. 2008, 9, 85–91. [Google Scholar]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Processing technologies for Nomex honeycomb composites (NHCs): A critical review. Compos. Struct. 2020, 250, 112545. [Google Scholar] [CrossRef]
- Hu, X.P.; Yu, B.H.; Li, X.Y.; Chen, N.C. Research on cutting force model of triangular blade for ultrasonic assisted cutting honeycomb composites. Procedia CIRP 2017, 66, 159–163. [Google Scholar] [CrossRef]
- Pham, A.D.; Ahn, H.J. High precision reducers for industrial robots driving 4th industrial revolution: State of arts, analysis, design, performance evaluation and perspective. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 519–533. [Google Scholar] [CrossRef]
- Kim, S.H.; Nam, E.; Ha, T.I.; Hwang, S.H.; Lee, J.H.; Park, S.H.; Min, B.K. Robotic machining: A review of recent progress. Int. J. Precis. Eng. Manuf. 2019, 20, 1629–1642. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Kang, R.; Sun, J.; Jia, Z.; Dong, Z. Analysis of influence on ultrasonic-assisted cutting force of Nomex honeycomb core material with straight knife. J. Mech. Eng. 2017, 53, 73–82. [Google Scholar] [CrossRef]
- Xiang, D.H.; Wu, B.F.; Yao, Y.L.; Zhao, B.; Tang, J.Y. Ultrasonic vibration assisted cutting of Nomex honeycomb core materials. Int. J. Precis. Eng. Manuf. 2019, 20, 27–36. [Google Scholar] [CrossRef]
- Kang, D.; Zou, P.; Wu, H.; Duan, J.; Wang, W. Study on ultrasonic vibration–assisted cutting of Nomex honeycomb cores. Int. J. Adv. Manuf. Technol. 2019, 104, 979–992. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, X.; Yu, B.; Wu, S. Research on ultrasonic cutting mechanism of Nomex honeycomb composites based on fracture mechanics. J. Mech. Eng. 2015, 51, 205–212. [Google Scholar] [CrossRef]
- Fujian, M.A.; Jifan, W.; Shengfang, Z. Analysis of the effect of tool parameters on ultrasonic cutting performance of Nomex honeycomb cores. Chin. J. Constr. Mach. 2016, 14, 316–322. [Google Scholar]
- Wu, X.; Hu, X.; Yu, B.; Ji, H.; Lu, Z.; Xia, X. Design of ultrasonic cutting tool for an ultrasonic assisted cutting process of Nomex honey-comb materials based on substitution method. China Mech. Eng. 2015, 26, 809. [Google Scholar]
- Xia, Y.; Zhang, J.; Wu, Z.; Feng, P.; Yu, D. Study on the design of cutting disc in ultrasonic-assisted machining of honeycomb composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 611, 012032. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. Experimental study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Process. 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, K.; Zha, H.; Liu, J.; Yuan, X.; Cai, X.; Xu, C.; Ma, Y.; Feng, P.; Feng, F. Surface integrity of Nomex honeycomb composites after ultrasonic vibration machining by using disc cutters. J. Manuf. Process. 2023, 102, 1010–1022. [Google Scholar] [CrossRef]
- Ahmad, S.; Ge, J.; Liang, G. Review on design of hybrid longitudinal-torsional ultrasonic vibration horn for rotary ultrasonic machining (RUM) processes. Procedia CIRP 2023, 119, 608–613. [Google Scholar] [CrossRef]
- Xiang, D.; Wu, B.; Yao, Y.; Liu, Z.; Feng, H. Ultrasonic longitudinal-torsional vibration-assisted cutting of Nomex honeycomb-core composites. Int. J. Adv. Manuf. Technol. 2019, 100, 1521–1530. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Ma, Z.Q. The study of resonant frequency of horn and circular tool of ultrasonic milling system. Appl. Mech. Mater. 2014, 628, 283–286. [Google Scholar] [CrossRef]
- Zarrouk, T.; Nouari, M.; Salhi, J.E. Numerical study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by UCSB cutting tool. Int. J. Adv. Manuf. Technol. 2024, 132, 5351–5366. [Google Scholar] [CrossRef]
- Zarrouk, T.; Nouari, M.; Salhi, J.E.; Abbadi, M.; Abbadi, A. Three-Dimensional Finite Element Modeling of Ultrasonic Vibration-Assisted Milling of the Nomex Honeycomb Structure. Algorithms 2024, 17, 204. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Bouali, A. Enhancing the Machining Performance of Nomex Honeycomb Composites Using Rotary Ultrasonic Machining: A Finite Element Analysis Approach. Materials 2024, 17, 2044. [Google Scholar] [CrossRef] [PubMed]
- Zarrouk, T.; Nouari, M.; Salhi, J.E.; Benbouaza, A. Numerical Simulation of Rotary Ultrasonic Machining of the Nomex Honeycomb Composite Structure. Machines 2024, 12, 137. [Google Scholar] [CrossRef]
- Zha, H.; Shang, W.; Xu, J.; Feng, F.; Kong, H.; Jiang, E.; Ma, Y.; Xu, C.; Feng, P. Tool wear characteristics and strengthening method of the disc cutter for nomex honeycomb composites machining with ultrasonic assistance. Technologies 2022, 10, 132. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zarrouk, T.; Nouari, M.; Salhi, J.-E.; Essaouini, H.; Abbadi, M.; Abbadi, A.; Lahlaouti, M.L. In-Depth Analysis of the Processing of Nomex Honeycomb Composites: Problems, Techniques and Perspectives. Machines 2024, 12, 561. https://doi.org/10.3390/machines12080561
Zarrouk T, Nouari M, Salhi J-E, Essaouini H, Abbadi M, Abbadi A, Lahlaouti ML. In-Depth Analysis of the Processing of Nomex Honeycomb Composites: Problems, Techniques and Perspectives. Machines. 2024; 12(8):561. https://doi.org/10.3390/machines12080561
Chicago/Turabian StyleZarrouk, Tarik, Mohammed Nouari, Jamal-Eddine Salhi, Hilal Essaouini, Mohammed Abbadi, Ahmed Abbadi, and Mohammed Lhassane Lahlaouti. 2024. "In-Depth Analysis of the Processing of Nomex Honeycomb Composites: Problems, Techniques and Perspectives" Machines 12, no. 8: 561. https://doi.org/10.3390/machines12080561