
Optimization of the Femtosecond Laser Machining Process for Single Crystal Diamond Using Response Surface Methodology


Abstract
1. Introduction
2. Materials and Experiments
2.1. Materials
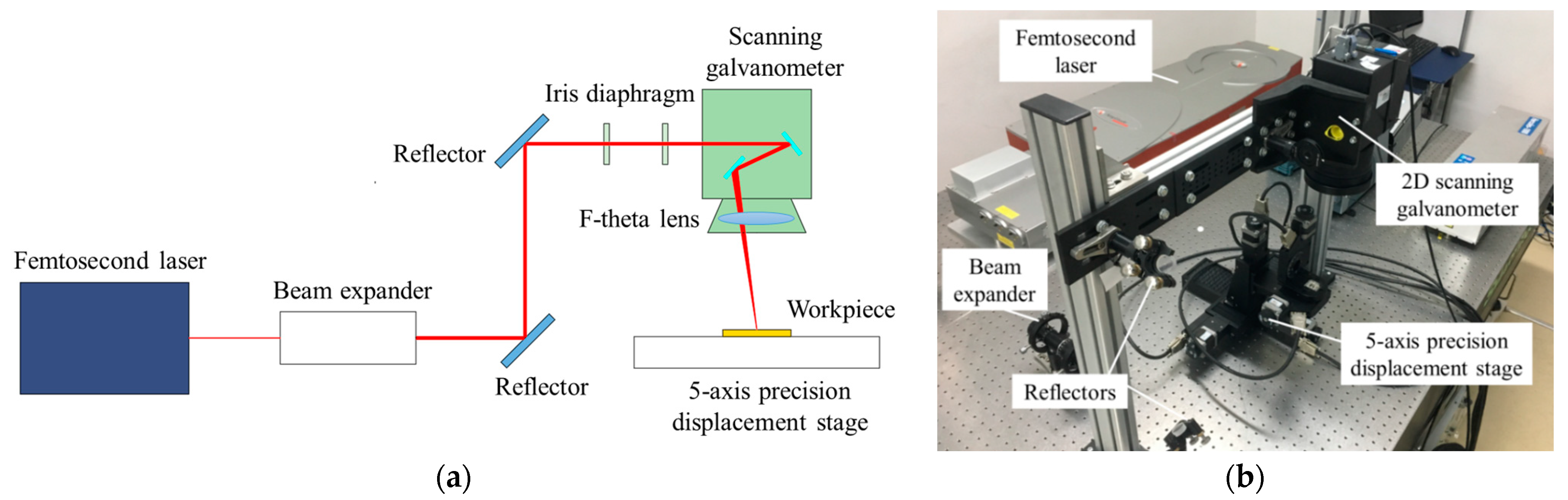
2.2. Experimental Methods and Apparatus
2.3. Single-Factor Experiments Setup
2.4. RSM Experiments Setup
3. Results and Discussion
3.1. Single-Factor Experiments
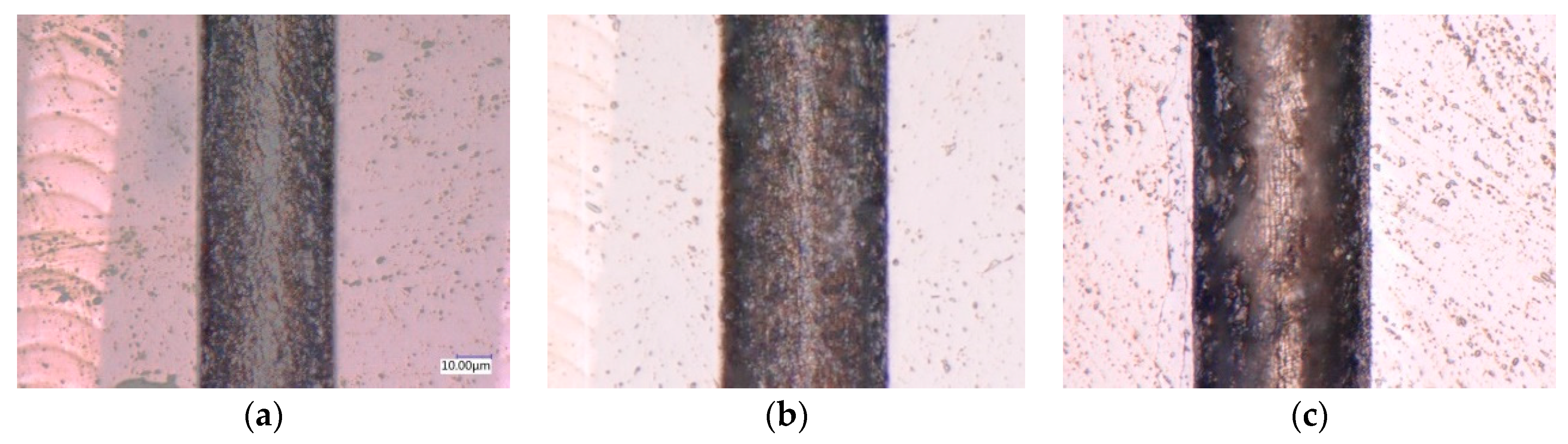
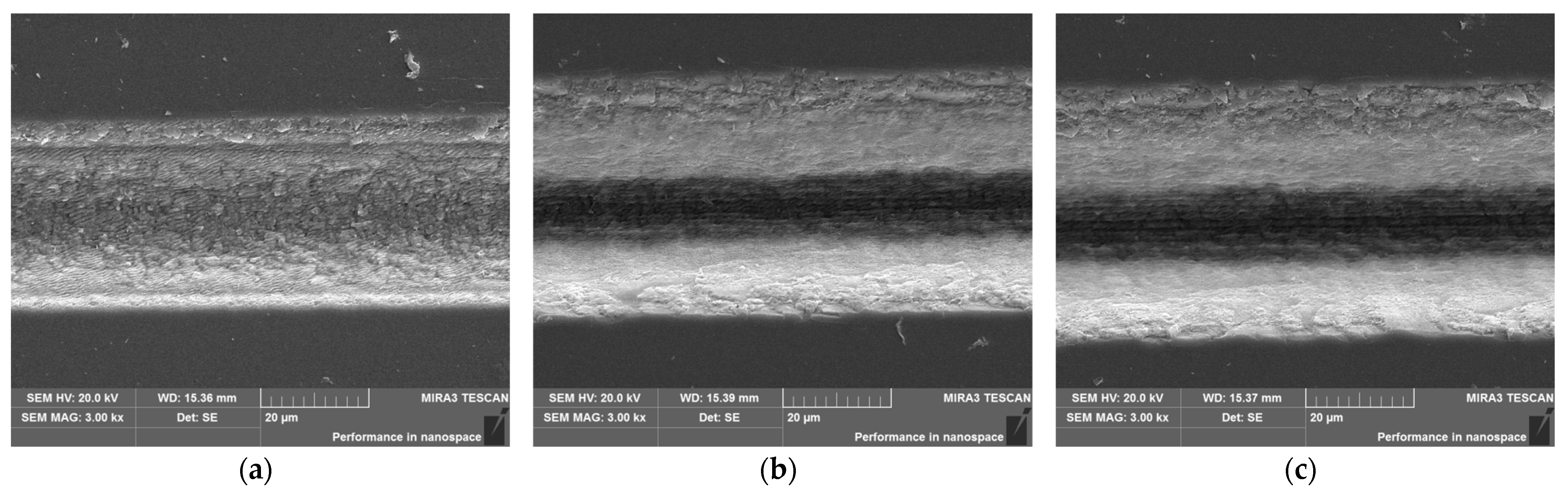
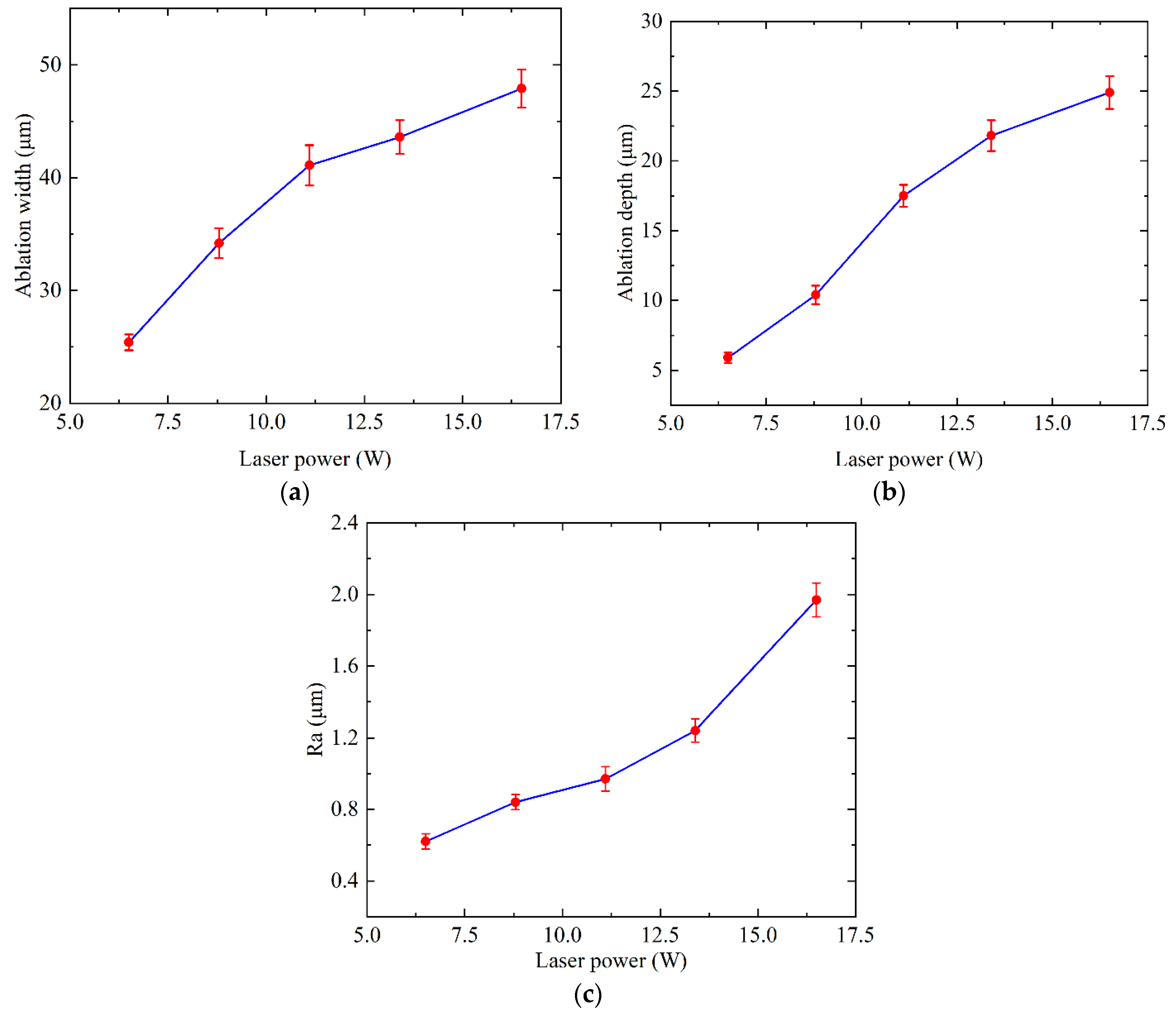
3.1.1. Influence of Laser Power
3.1.2. Influence of Scanning Speed
3.1.3. Influence of Number of Scans
3.2. RSM Experiments
3.2.1. Response Surface Experimental Design and Results
3.2.2. Variance Analysis for RSM Model
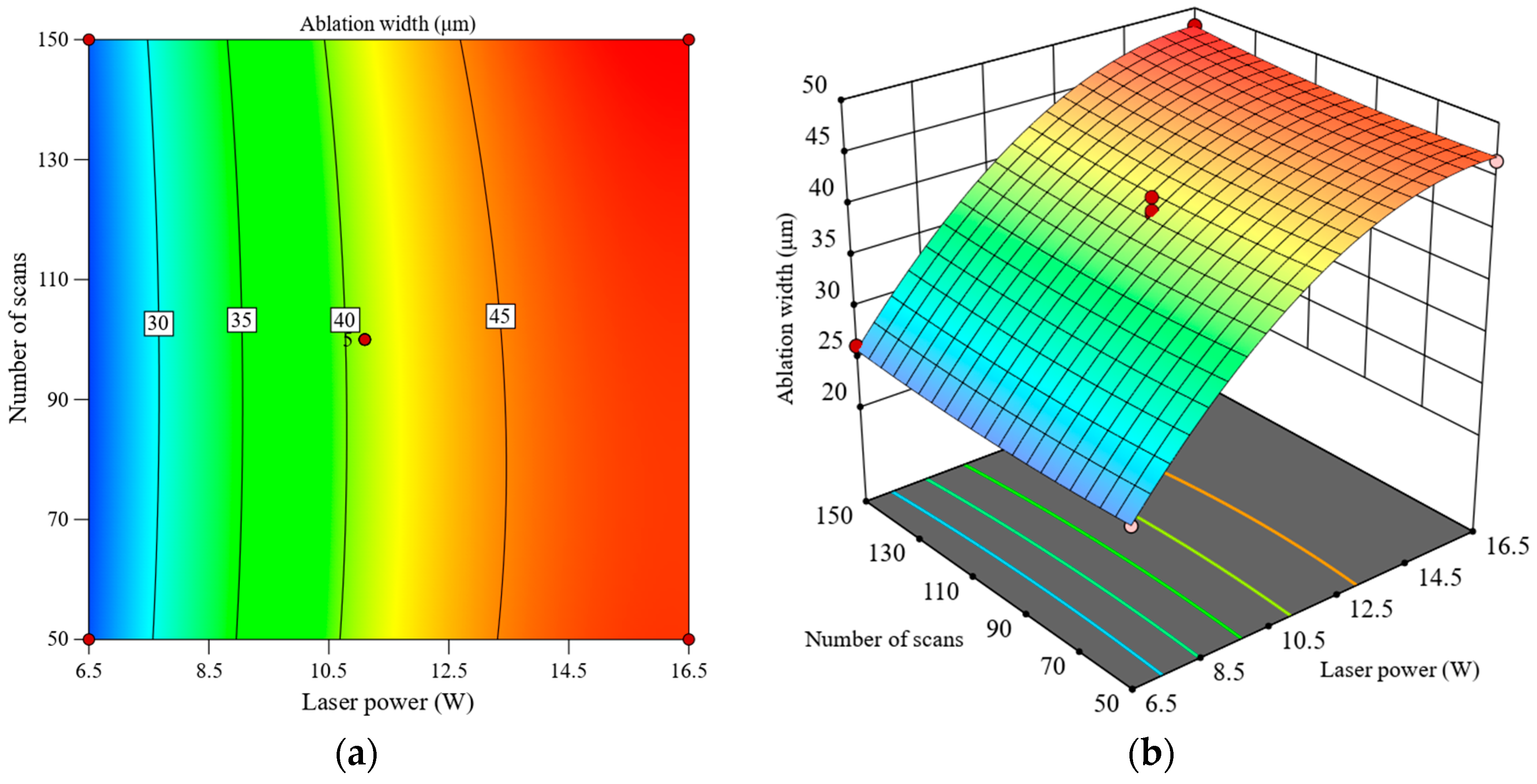
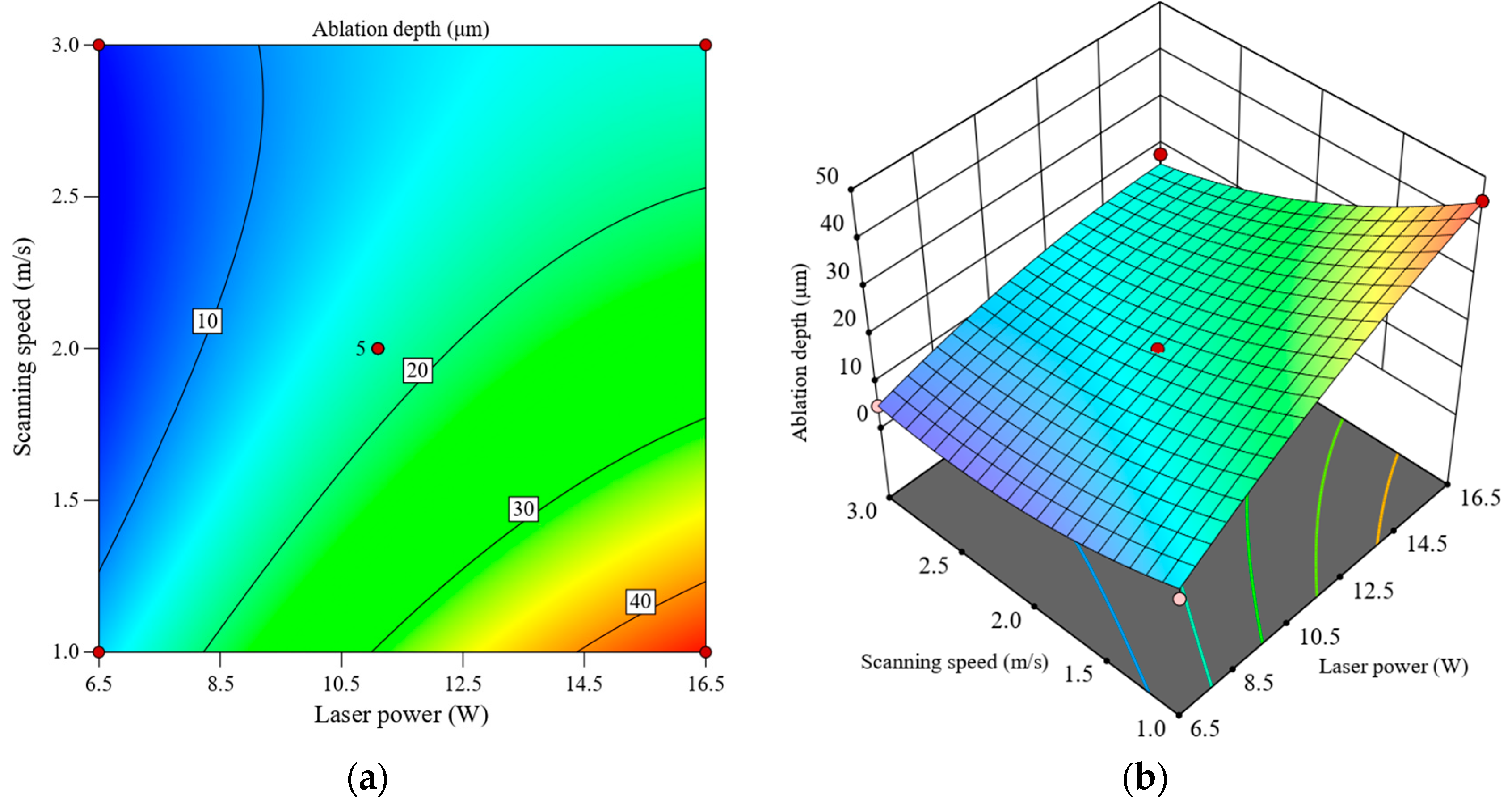
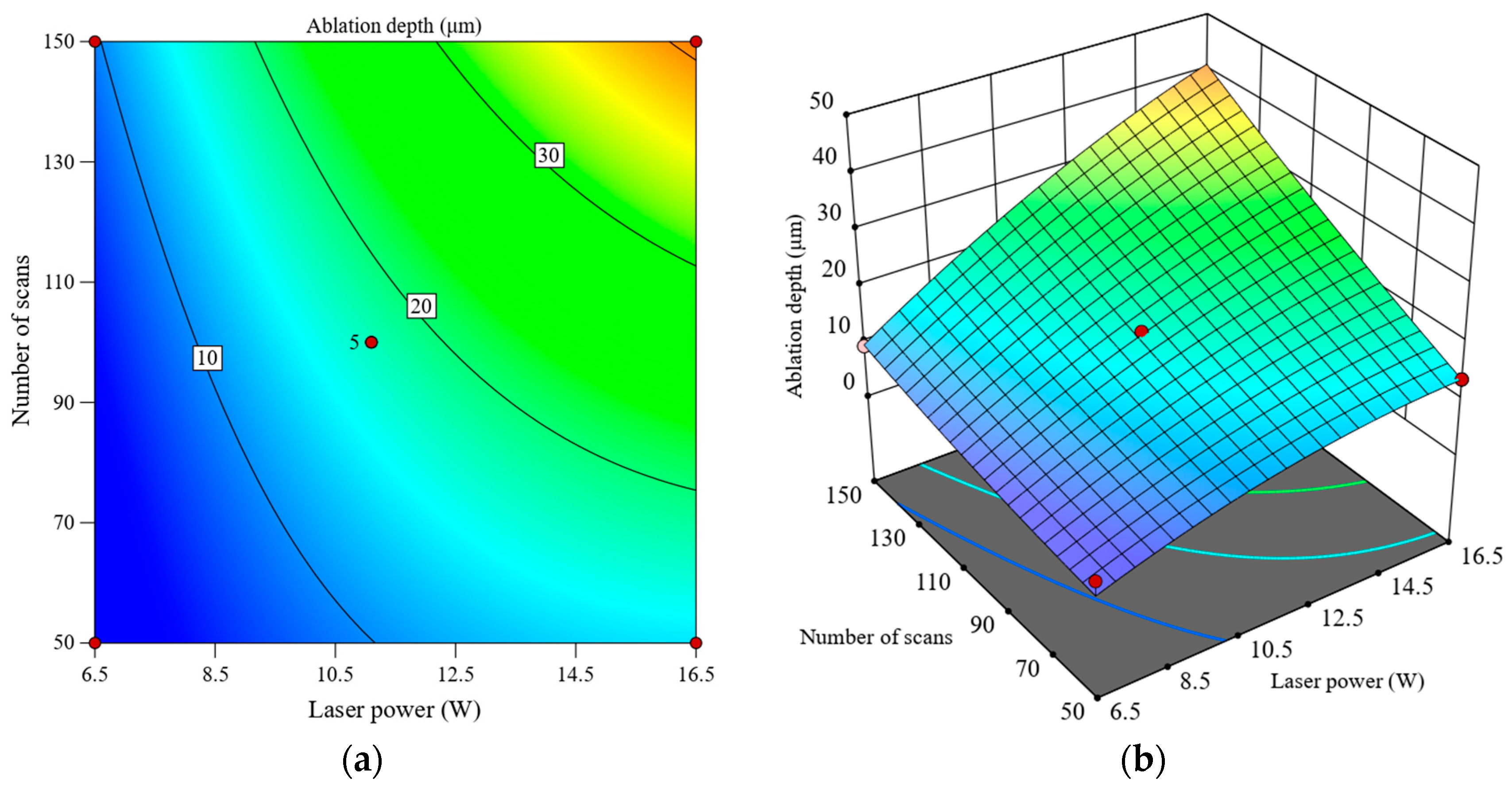
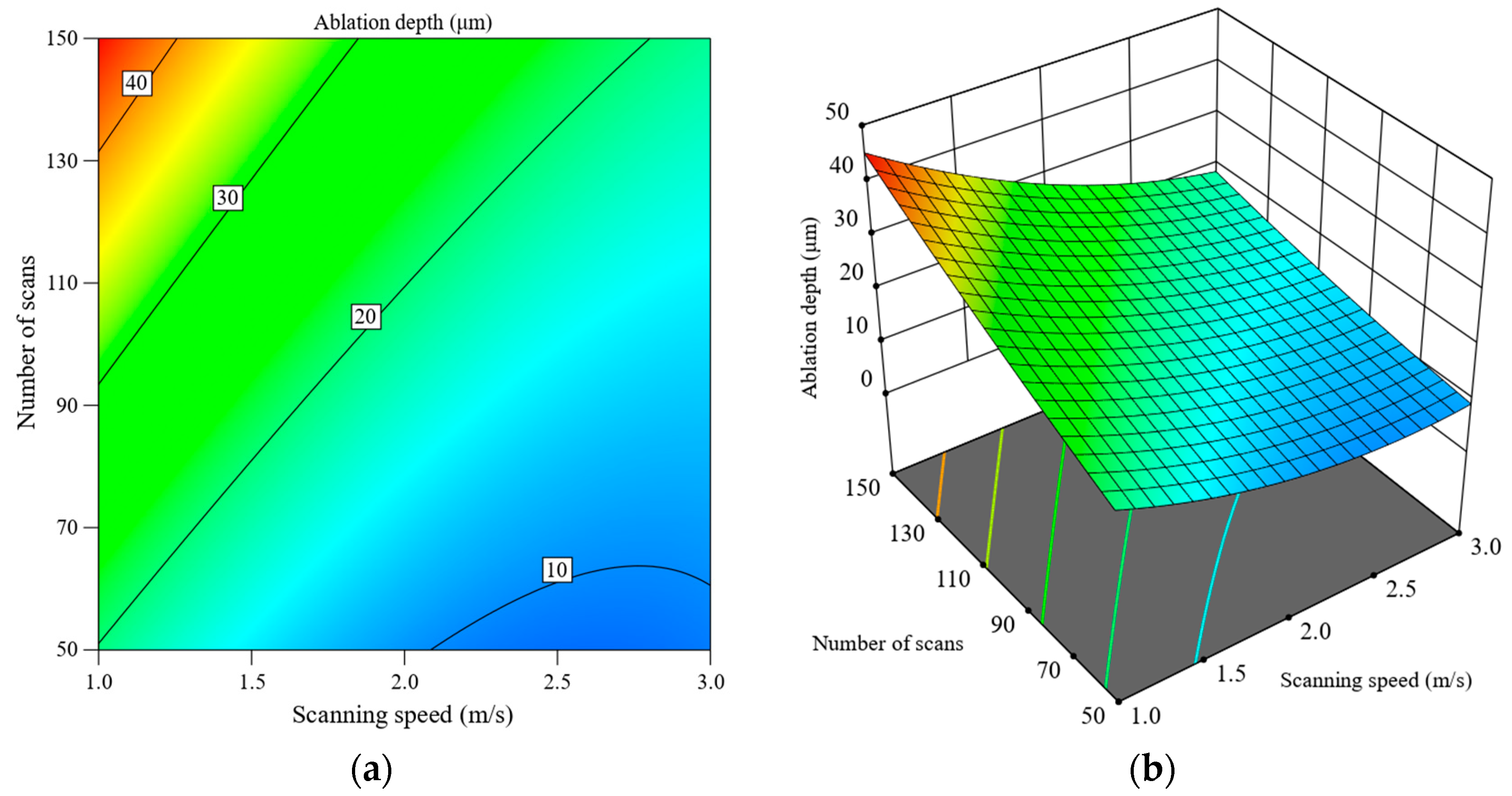
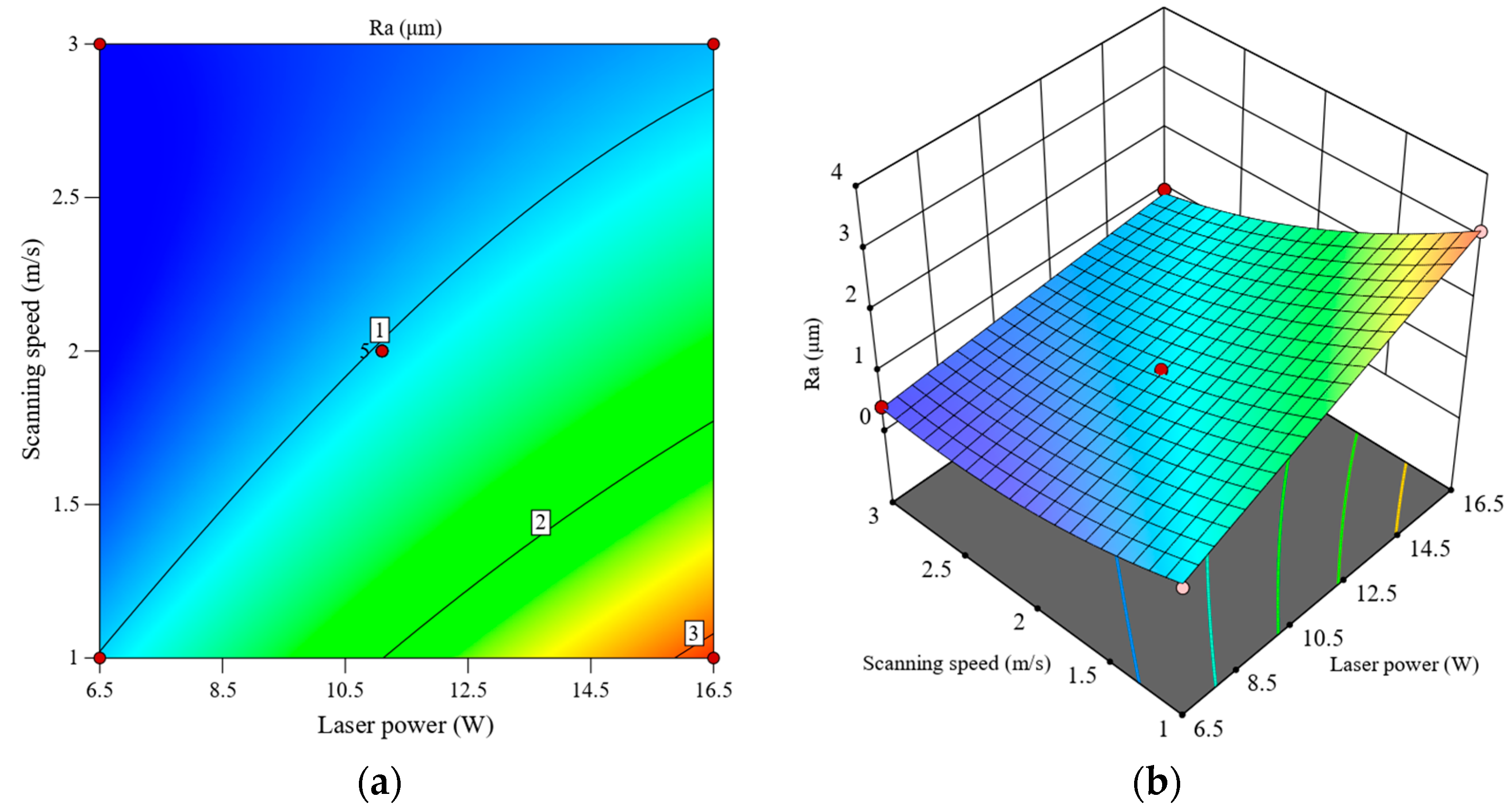
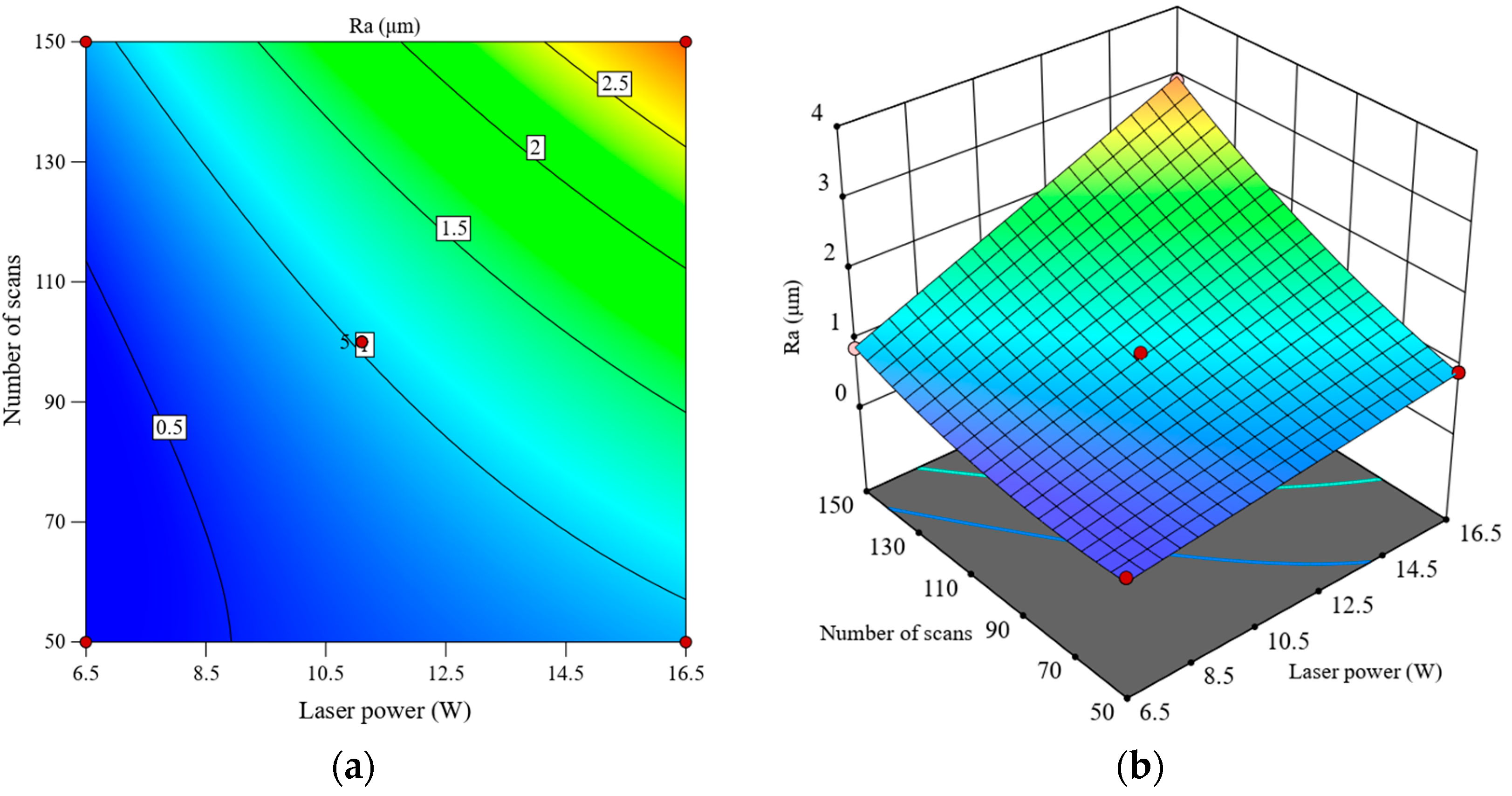
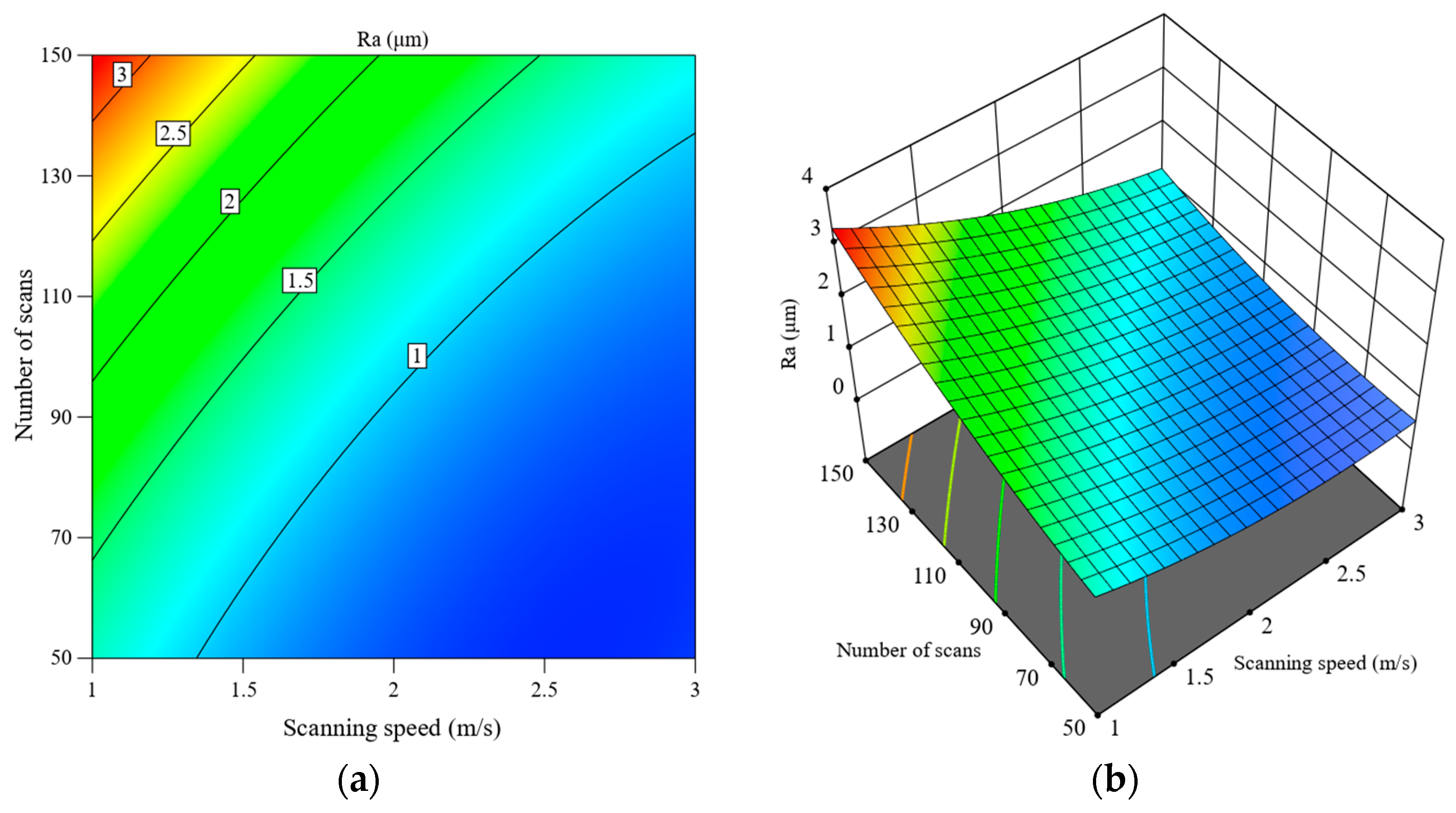
3.2.3. Interactive Effects Analysis of Process Parameters
3.2.4. Model Validation and Parameters Optimization
4. Conclusions
- (1)
- Increasing laser power initially results in greater ablation width and depth, but continued increases in laser power led to a deterioration in surface roughness. Higher scanning speeds reduce ablation depth and improve surface smoothness. Increasing the number of scans further deepens the microgrooves but can negatively impact the surface quality.
- (2)
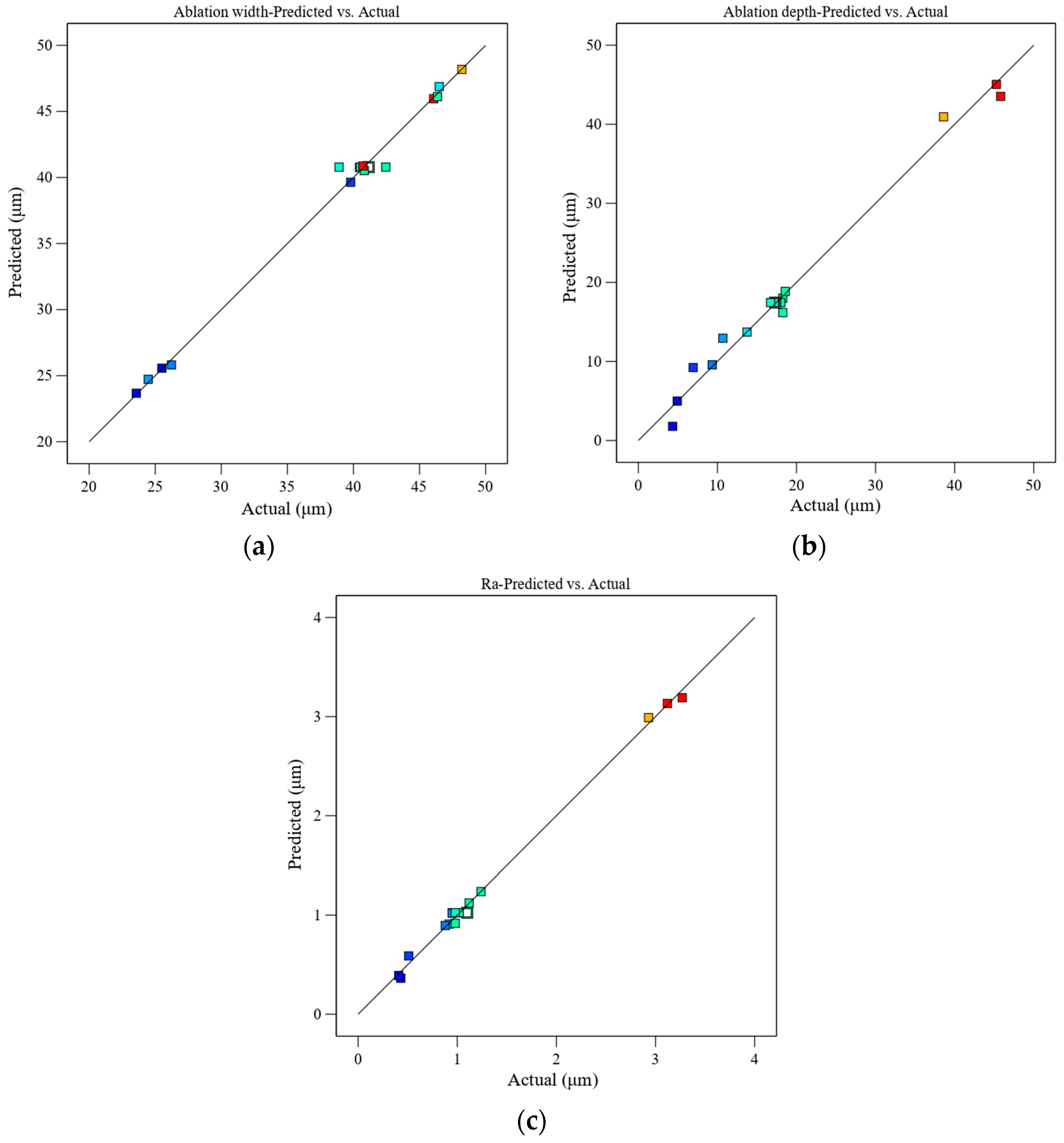
- The ANOVA results confirm that the RSM model is statistically significant and provides reliable predictive capability for the responses. The interactive effects analysis, depicted through response surface and contour plots, revealed that laser power has a dominant influence on ablation width, whereas scanning speed and the number of scans play comparatively minor roles. However, both ablation width and surface roughness are significantly impacted by the combined interaction of these three parameters.
- (3)
- The optimal combination of parameters was determined to be a laser power of 14.7 W, a scanning speed of 2.77 m/s, and 117 scans. Using these optimized parameters, the actual results achieved were an ablation width of 45.48 μm, an ablation depth of 20.71 μm, and a surface roughness of 1.10 μm, with minimal deviation from the predicted values. This high level of precision affirms the reliability of the RSM model and its effectiveness in optimizing femtosecond laser machining processes for SCD.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rizzo, A.; Goel, S.; Grilli, M.L.; Iglesias, R.; Jaworska, L.; Lapkovskis, V.; Novak, P.; Postolnyi, B.O.; Valerini, D. The Critical Raw Materials in Cutting Tools for Machining Applications: A Review. Materials 2020, 13, 1377. [Google Scholar] [CrossRef] [PubMed]
- Jiang, G.; Jianguo, Z.; Yanan, P.; Renke, K.; Yoshiharu, N.; Paul, S.; Xiaobin, Y.; Baorui, W.; Dongming, G. A Critical Review on the Chemical Wear and Wear Suppression of Diamond Tools in Diamond Cutting of Ferrous Metals. Int. J. Extrem. Manuf. 2020, 2, 012001. [Google Scholar] [CrossRef]
- Li, G.; Rahim, M.Z.; Pan, W.; Wen, C.; Ding, S. The Manufacturing and the Application of Polycrystalline Diamond Tools—A Comprehensive Review. J. Manuf. Process. 2020, 56, 400–416. [Google Scholar] [CrossRef]
- Shimaoka, T.; Yamada, H.; Chayahara, A. Fabrication of Self-Standing Large (111) Single Crystal Diamond Using Bulk Growth of (100) CVD Diamond and Lift-off Process. Diam. Relat. Mater. 2024, 142, 110781. [Google Scholar] [CrossRef]
- Zhang, T.; Pramanik, G.; Zhang, K.; Gulka, M.; Wang, L.; Jing, J.; Xu, F.; Li, Z.; Wei, Q.; Cigler, P.; et al. Toward Quantitative Bio-Sensing with Nitrogen-Vacancy Center in Diamond. ACS Sens. 2021, 6, 2077–2107. [Google Scholar] [CrossRef] [PubMed]
- Heupel, J.; Pallmann, M.; Körber, J.; Merz, R.; Kopnarski, M.; Stöhr, R.; Reithmaier, J.P.; Hunger, D.; Popov, C. Fabrication and Characterization of Single-Crystal Diamond Membranes for Quantum Photonics with Tunable Microcavities. Micromachines 2020, 11, 1080. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Zhang, G.; Huo, Z.; Huang, Z.; Wu, L. A Review of Diamond Synthesis, Modification Technology, and Cutting Tool Application in Ultra-Precision Machining. Mater. Des. 2024, 237, 112577. [Google Scholar] [CrossRef]
- Luo, H.; Ajmal, K.M.; Liu, W.; Yamamura, K.; Deng, H. Polishing and Planarization of Single Crystal Diamonds: State-of-the-Art and Perspectives. Int. J. Extrem. Manuf. 2021, 3, abe915. [Google Scholar] [CrossRef]
- Mouhamadali, F.; Equis, S.; Saeidi, F.; Best, J.P.; Cantoni, M.; Hoffmann, P.; Wasmer, K. Nanosecond Pulsed Laser-Processing of CVD Diamond. Opt. Lasers Eng. 2020, 126, 105917. [Google Scholar] [CrossRef]
- Lin, Z.; Ji, L.; Wang, W. Precision Machining of Single Crystal Diamond Cutting Tool via Picosecond Laser Irradiation. Int. J. Refract. Met. Hard Mater. 2023, 114, 106226. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, C.; Liu, F.; Cheng, G.J. Understanding Femtosecond Laser Internal Scribing of Diamond by Atomic Simulation: Phase Transition, Structure and Property. Carbon N. Y. 2021, 175, 352–363. [Google Scholar] [CrossRef]
- Ali, B.; Litvinyuk, I.V.; Rybachuk, M. Femtosecond Laser Micromachining of Diamond: Current Research Status, Applications and Challenges. Carbon N. Y. 2021, 179, 209–226. [Google Scholar] [CrossRef]
- Gololobov, V.M.; Kononenko, V.V.; Konov, V.I. Laser Nanoablation of a Diamond Surface in Air and Vacuum. Opt. Laser Technol. 2020, 131, 106396. [Google Scholar] [CrossRef]
- Ashikkalieva, K.K.; Kononenko, T.V.; Ashkinazi, E.E.; Obraztsova, E.A.; Mikhutkin, A.A.; Timofeev, A.A.; Konov, V.I. Internal Structure and Conductivity of Laser-Induced Graphitized Wires inside Diamond. Diam. Relat. Mater. 2022, 128, 109243. [Google Scholar] [CrossRef]
- Wang, F.; Shan, C.; Yan, J.P.; Fu, J.; Garuma Abdisa, D.; Zhu, T.F.; Wang, W.; Chen, F.; Zhang, J.W.; Wang, H.X.; et al. Application of Femtosecond Laser Technique in Single Crystal Diamond Film Separation. Diam. Relat. Mater. 2016, 63, 69–74. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, H.; Yu, T.; Hong, M. Fabrication of High Hardness Microarray Diamond Tools by Femtosecond Laser Ablation. Opt. Laser Technol. 2021, 140, 107014. [Google Scholar] [CrossRef]
- Ackerl, N.; Warhanek, M.; Gysel, J.; Wegener, K. Ultra-Short Pulsed Laser Conditioning of Metallic-Bonded Diamond Grinding Tools. Mater. Des. 2020, 189, 108530. [Google Scholar] [CrossRef]
- Han, R.; Song, G.; Liu, X.; Zhang, Z.; Liu, L. The Mathematical Model for the Prediction and Optimization of Weld Bead Geometry in All-Position Low-Power Pulsed Laser-MAG Hybrid Welding. Int. J. Adv. Manuf. Technol. 2023, 126, 5245–5258. [Google Scholar] [CrossRef]
- Hu, T.; Yuan, S.; Wei, J.; Liu, Y.; Zhang, Z. Micro-Grooves Machining and Optimizing on SiC/SiC Composites by Femtosecond Laser-Based on Response Surface Methodology. Ceram. Int. 2024, 50, 1665–1682. [Google Scholar] [CrossRef]
- Chatterjee, S.; Mahapatra, S.S.; Xu, J.; Brabazon, D. Influence of Parameters on Performance Characteristics and Defects during Laser Microdrilling of Titanium Alloys Using RSM. Int. J. Adv. Manuf. Technol. 2023, 129, 4569–4587. [Google Scholar] [CrossRef]
- Bibili Nzengue, A.G.; Mpofu, K.; Mathe, N.R.; Muvunzi, R. Optimising a Processing Window for the Production of Aluminium Silicon-12 Samples via Selective Laser Melting. J. Mater. Res. Technol. 2024, 28, 1062–1073. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Density (kg/m3) | 3515 |
| Thermal conductivity (W/mK) | 2000 |
| Thermal expansion coefficient (10−6 K−1) | 1.1 |
| Elastic modulus (GPa) | 960 |
| Refractive index | 2.417 |
| Absorptivity (@1030 nm) | 0.25 |
| Process Parameters | Value |
|---|---|
| Laser power P (W) | 6.5, 8.8, 11.1, 13.4, 16.5 |
| Scanning speed v (m/s) | 1.0, 1.5, 2.0, 2.5, 3.0 |
| Number of scans N | 50, 75, 100, 125, 150, 175, 200 |
| Defocusing distance D (mm) | 0 |
| Pulse repetition rate f (kHz) | 175 |
| Process Parameters | Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Laser power P (W) | 6.5 | 11.1 | 16.5 |
| Scanning speed v (m/s) | 1 | 2 | 3 |
| Number of scans N | 50 | 100 | 150 |
| No. | Process Parameters | Measured Values | ||||
|---|---|---|---|---|---|---|
| Laser Power P (W) | Scanning Speed v (m/s) | Number of Scans N | Ablation Width WA (μm) | Ablation Depth hA (μm) | Surface Roughness Ra (μm) | |
| 1 | 16.5 | 2 | 50 | 46.49 | 13.74 | 0.92 |
| 2 | 11.1 | 3 | 150 | 40.46 | 18.28 | 1.12 |
| 3 | 11.1 | 2 | 100 | 38.91 | 16.73 | 0.98 |
| 4 | 6.5 | 3 | 100 | 23.57 | 4.92 | 0.41 |
| 5 | 11.1 | 1 | 150 | 40.72 | 45.82 | 3.27 |
| 6 | 6.5 | 1 | 100 | 24.47 | 10.69 | 0.95 |
| 7 | 6.5 | 2 | 50 | 25.50 | 4.34 | 0.43 |
| 8 | 11.1 | 2 | 100 | 40.88 | 18.03 | 0.95 |
| 9 | 16.5 | 2 | 150 | 48.20 | 38.60 | 2.93 |
| 10 | 11.1 | 2 | 100 | 41.16 | 17.32 | 1.10 |
| 11 | 11.1 | 1 | 50 | 40.82 | 18.58 | 1.24 |
| 12 | 16.5 | 3 | 100 | 46.36 | 18.27 | 0.98 |
| 13 | 6.5 | 2 | 150 | 26.23 | 9.35 | 0.88 |
| 14 | 16.5 | 1 | 100 | 46.07 | 45.28 | 3.12 |
| 15 | 11.1 | 3 | 50 | 39.79 | 6.94 | 0.51 |
| 16 | 11.1 | 2 | 100 | 40.52 | 17.21 | 1.02 |
| 17 | 11.1 | 2 | 100 | 42.45 | 17.94 | 1.07 |
| Source | Sum of Squares | DOF | Mean Square | F-Value | p-Value | Prob. > F |
|---|---|---|---|---|---|---|
| Model | 1057.30 | 9 | 117.48 | 114.12 | <0.0001 | significant |
| P | 953.75 | 1 | 953.75 | 926.50 | <0.0001 | |
| v | 0.4050 | 1 | 0.4050 | 0.3935 | 0.5504 | |
| N | 1.19 | 1 | 1.19 | 1.16 | 0.3174 | |
| Pv | 0.3692 | 1 | 0.3692 | 0.3587 | 0.5681 | |
| PN | 0.2773 | 1 | 0.2773 | 0.2693 | 0.6198 | |
| vN | 0.1482 | 1 | 0.1482 | 0.1440 | 0.7156 | |
| P2 | 132.92 | 1 | 132.92 | 129.12 | <0.0001 | |
| v2 | 3.50 | 1 | 3.50 | 3.40 | 0.1076 | |
| N2 | 1.39 | 1 | 1.39 | 1.35 | 0.2826 | |
| Residual | 7.21 | 7 | 1.03 | |||
| Lack of Fit | 0.6982 | 3 | 0.2327 | 0.14 | 0.9290 | not significant |
| Pure Error | 6.51 | 4 | 1.63 | |||
| Cor. Total | 1064.51 | 16 | ||||
| Standard deviation = 1.01 | R2 = 0.9932 | |||||
| Mean = 38.39 | Adjusted R2 = 0.9845 | |||||
| Coefficient of variation = 2.64 | Adeq Precision = 31.4887 | |||||
| Source | Sum of Squares | DOF | Mean Square | F-Value | p-Value | Prob. > F |
|---|---|---|---|---|---|---|
| Model | 2523.64 | 9 | 280.40 | 58.86 | <0.0001 | significant |
| P | 937.23 | 1 | 937.23 | 196.75 | <0.0001 | |
| v | 675.58 | 1 | 675.58 | 141.82 | <0.0001 | |
| N | 610.64 | 1 | 610.64 | 128.19 | <0.0001 | |
| Pv | 109.73 | 1 | 109.73 | 23.04 | 0.0020 | |
| PN | 94.77 | 1 | 94.77 | 19.90 | 0.0029 | |
| vN | 63.20 | 1 | 63.20 | 13.27 | 0.0083 | |
| P2 | 29.31 | 1 | 29.31 | 6.15 | 0.0422 | |
| v2 | 71.50 | 1 | 71.50 | 15.01 | 0.0061 | |
| N2 | 2.96 | 1 | 2.96 | 0.6211 | 0.4565 | |
| Residual | 33.34 | 7 | 4.76 | |||
| Lack of Fit | 32.18 | 3 | 10.73 | 3.67 | 0.1436 | not significant |
| Pure Error | 1.17 | 4 | 0.2923 | |||
| Cor. Total | 2556.98 | 16 | ||||
| Standard deviation = 2.18 | R2 = 0.9870 | |||||
| Mean = 18.94 | Adjusted R2 = 0.9702 | |||||
| Coefficient of variation = 11.52 | Adeq Precision = 25.8398 | |||||
| Source | Sum of Squares | DOF | Mean Square | F-Value | p-Value | Prob. > F |
|---|---|---|---|---|---|---|
| Model | 12.95 | 9 | 1.44 | 222.39 | <0.0001 | significant |
| P | 3.48 | 1 | 3.48 | 538.48 | <0.0001 | |
| v | 4.03 | 1 | 4.03 | 622.70 | <0.0001 | |
| N | 3.40 | 1 | 3.40 | 525.41 | <0.0001 | |
| Pv | 0.6316 | 1 | 0.6316 | 97.60 | <0.0001 | |
| PN | 0.6009 | 1 | 0.6009 | 92.85 | <0.0001 | |
| vN | 0.5041 | 1 | 0.5041 | 77.89 | <0.0001 | |
| P2 | 0.0001 | 1 | 0.0001 | 0.0149 | 0.9062 | |
| v2 | 0.3615 | 1 | 0.3615 | 55.86 | 0.0001 | |
| N2 | 0.2001 | 1 | 0.2001 | 30.92 | 0.0009 | |
| Residual | 0.0453 | 7 | 0.0065 | |||
| Lack of Fit | 0.0300 | 3 | 0.0100 | 2.61 | 0.1885 | not significant |
| Pure Error | 0.0153 | 4 | 0.0038 | |||
| Cor. Total | 13.00 | 16 | ||||
| Standard deviation = 0.0804 | R2 = 0.9965 | |||||
| Mean = 1.29 | Adjusted R2 = 0.9920 | |||||
| Coefficient of variation = 6.25 | Adeq Precision = 45.8217 | |||||
| No. | Laser Power P (W) | Scanning Speed v (m/s) | Number of Scans N | Ablation Width WA (μm) | Ablation Depth hA (μm) | Surface Roughness Ra (μm) | |
|---|---|---|---|---|---|---|---|
| 4 | 6.5 | 3 | 100 | Actual | 23.57 | 4.92 | 0.41 |
| Predicted | 23.67 | 4.99 | 0.391 | ||||
| Error | 0.42% | 1.42% | 4.63% | ||||
| 8 | 11.1 | 2 | 100 | Actual | 40.88 | 18.03 | 0.95 |
| Predicted | 40.78 | 17.45 | 1.024 | ||||
| Error | 0.24% | 4.0% | 7.79% | ||||
| 3 | 16.5 | 2 | 150 | Actual | 48.20 | 38.6 | 2.93 |
| Predicted | 48.17 | 40.94 | 2.99 | ||||
| Error | 0.06% | 6.06% | 2.05% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, J.; Ming, C.; Zhang, G.; Chen, C.; Zeng, Q.; Li, Y. Optimization of the Femtosecond Laser Machining Process for Single Crystal Diamond Using Response Surface Methodology. Machines 2024, 12, 614. https://doi.org/10.3390/machines12090614
Yin J, Ming C, Zhang G, Chen C, Zeng Q, Li Y. Optimization of the Femtosecond Laser Machining Process for Single Crystal Diamond Using Response Surface Methodology. Machines. 2024; 12(9):614. https://doi.org/10.3390/machines12090614
Chicago/Turabian StyleYin, Jiu, Chuanbo Ming, Guangfu Zhang, Chang Chen, Qi Zeng, and Yuan Li. 2024. "Optimization of the Femtosecond Laser Machining Process for Single Crystal Diamond Using Response Surface Methodology" Machines 12, no. 9: 614. https://doi.org/10.3390/machines12090614
APA StyleYin, J., Ming, C., Zhang, G., Chen, C., Zeng, Q., & Li, Y. (2024). Optimization of the Femtosecond Laser Machining Process for Single Crystal Diamond Using Response Surface Methodology. Machines, 12(9), 614. https://doi.org/10.3390/machines12090614