Comparison of Machining Simulations of Aerospace Alloy Al6061-T6 Using Lagrangian and Smoothed Particle Hydrodynamics Techniques

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Finite Element Model Development
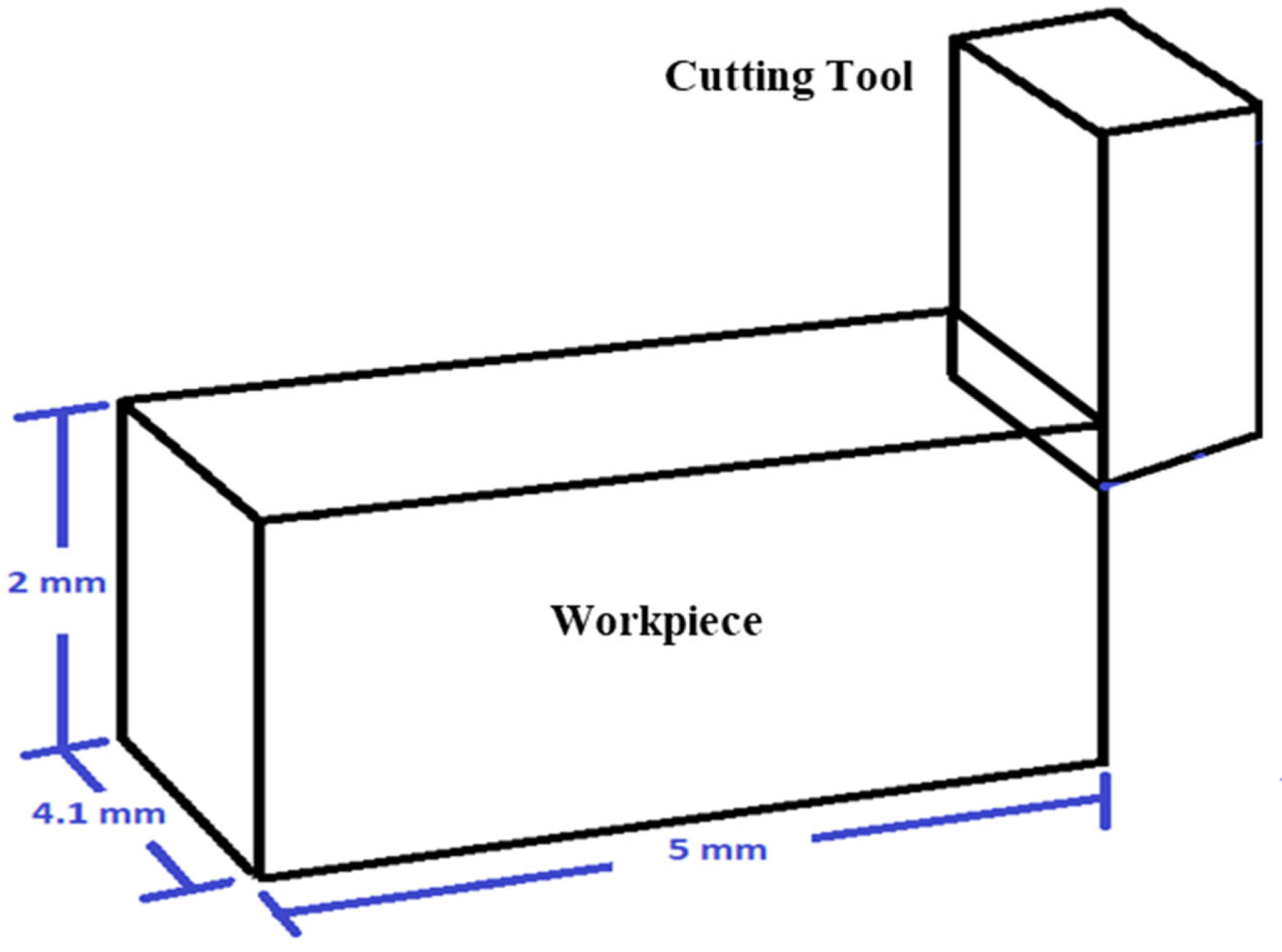
2.1. Model Specifications and Material Model
2.2. Damage Initiation Criterion
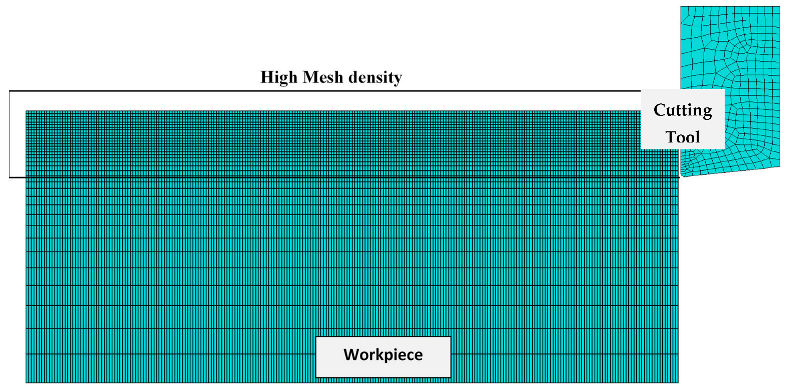
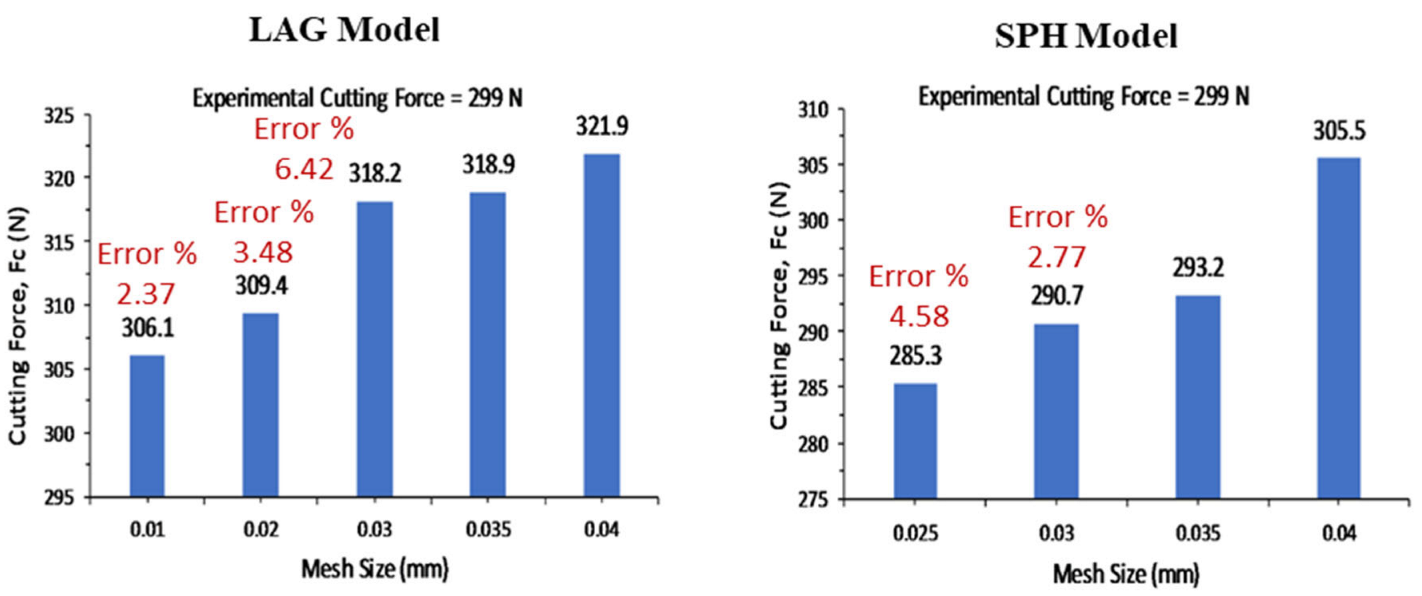
2.3. Meshing and Mesh Convergence
2.4. Friction Model
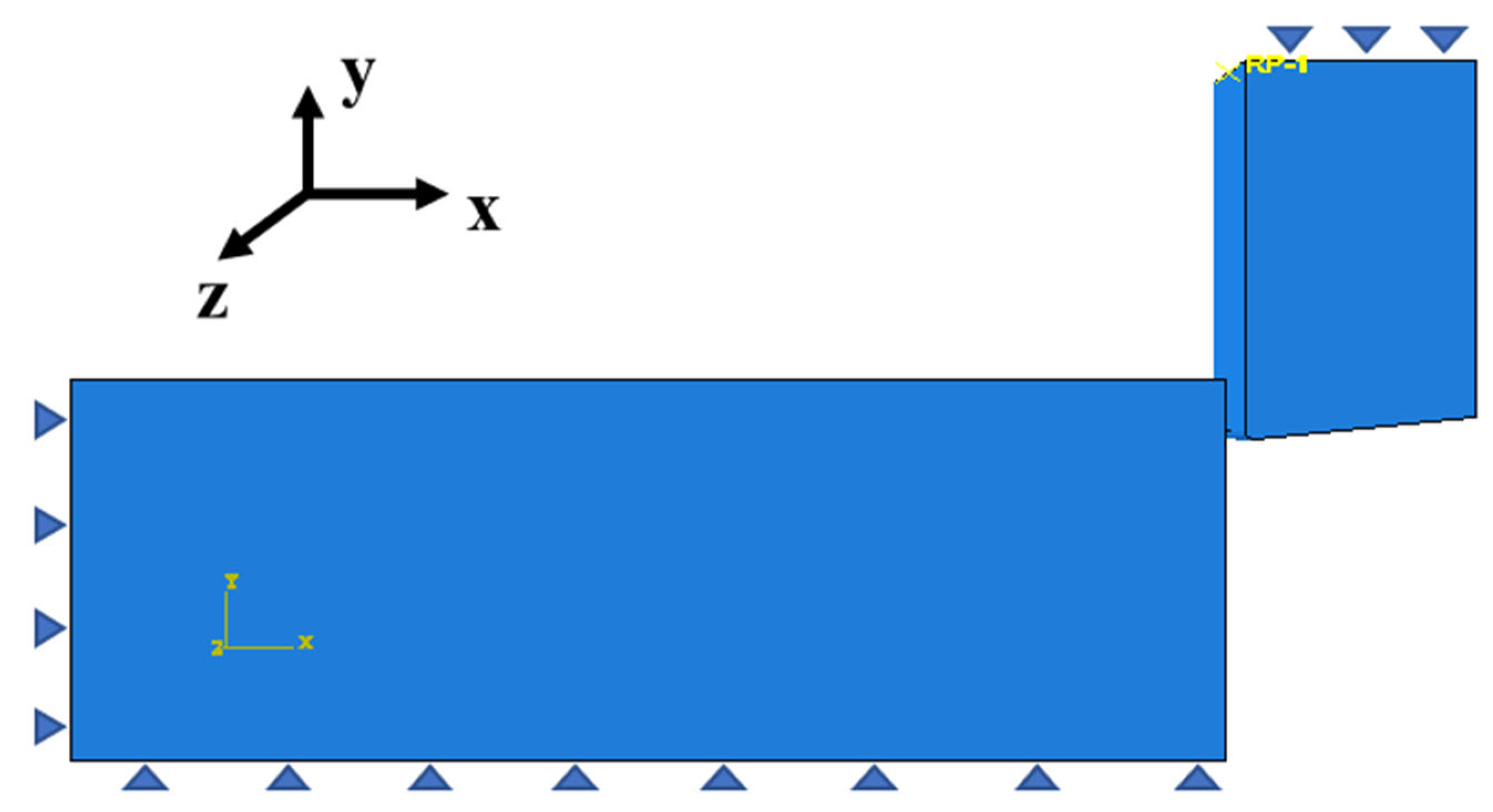
2.5. Boundary Conditions
3. Results and Discussion
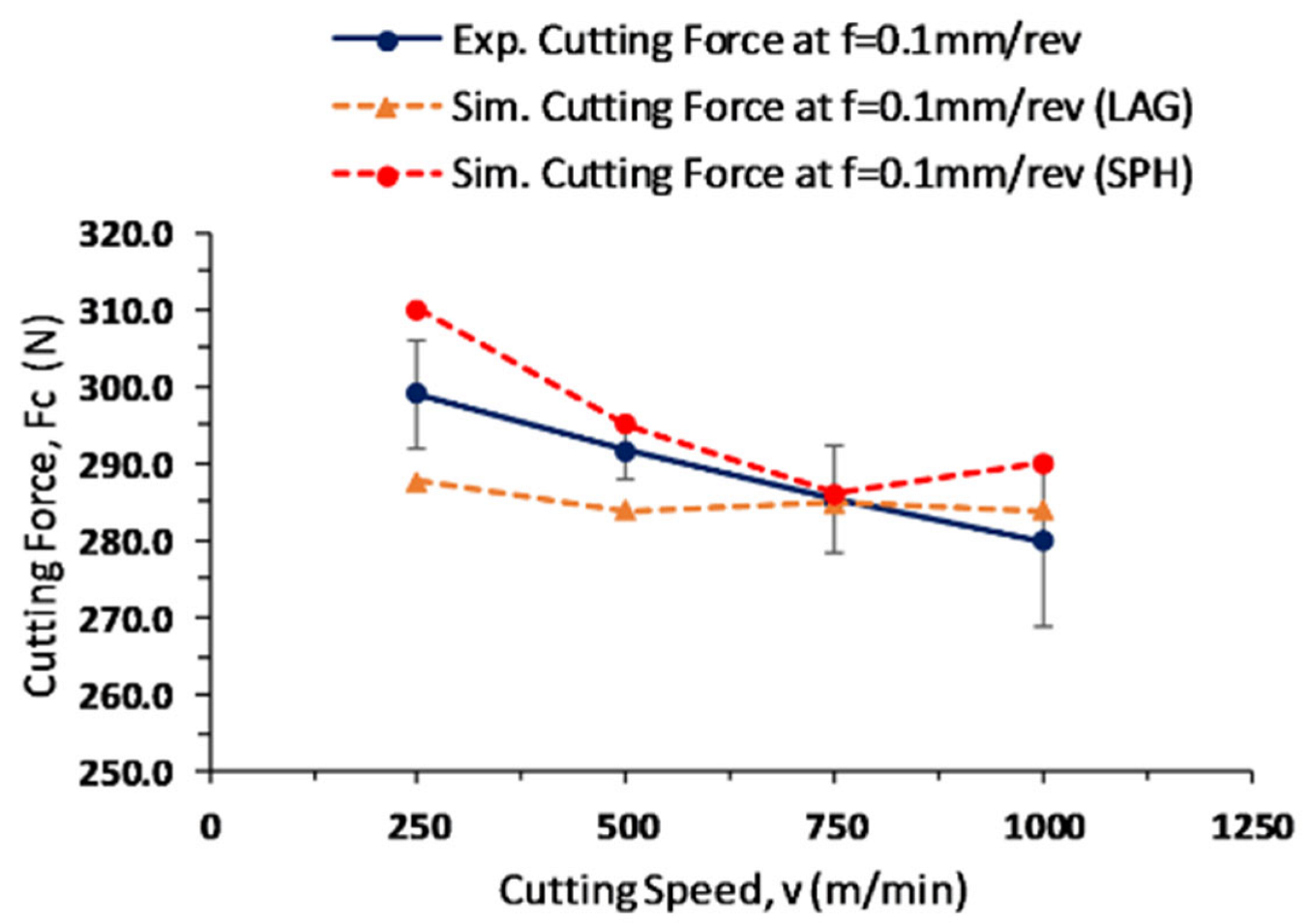
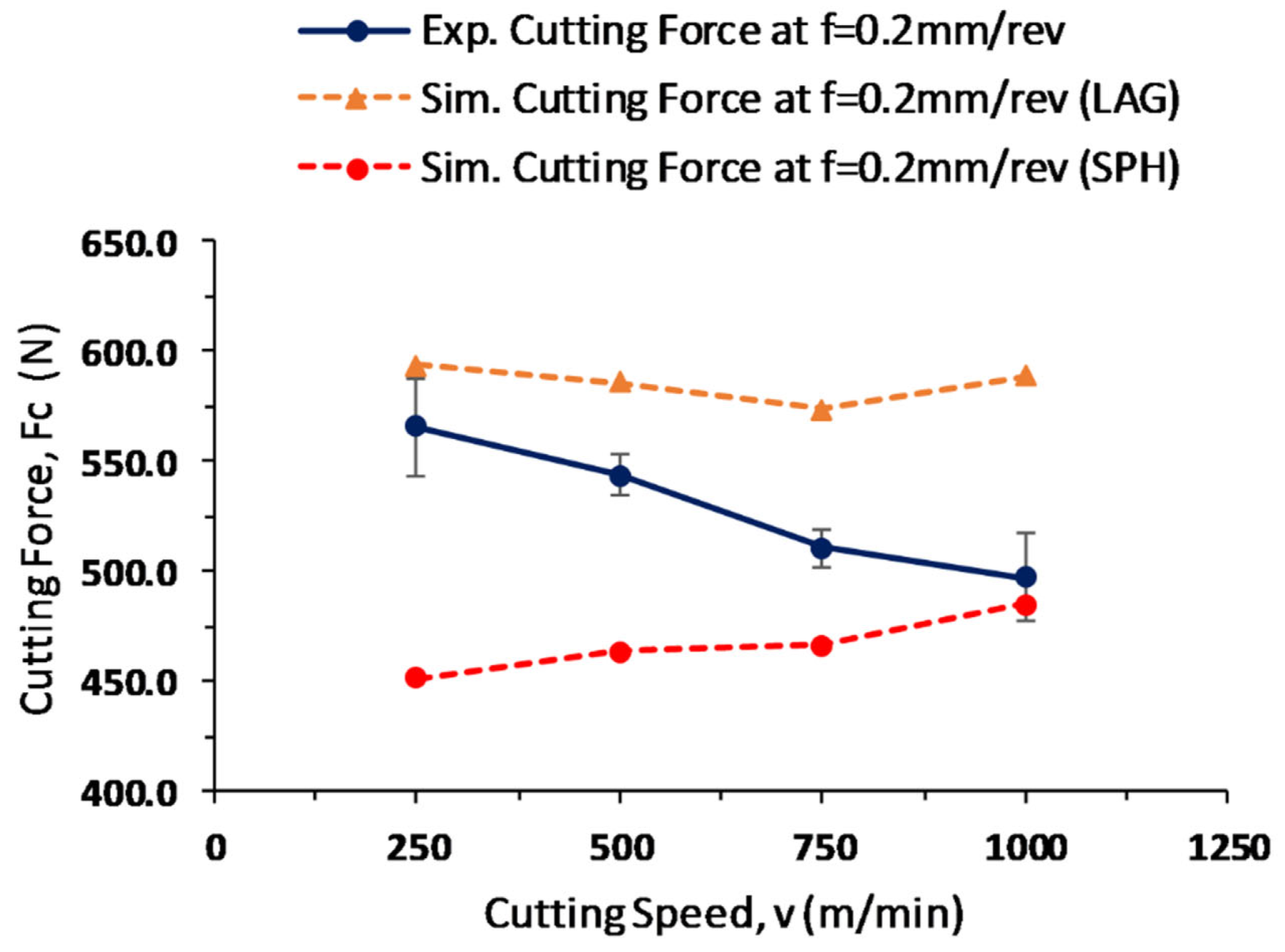
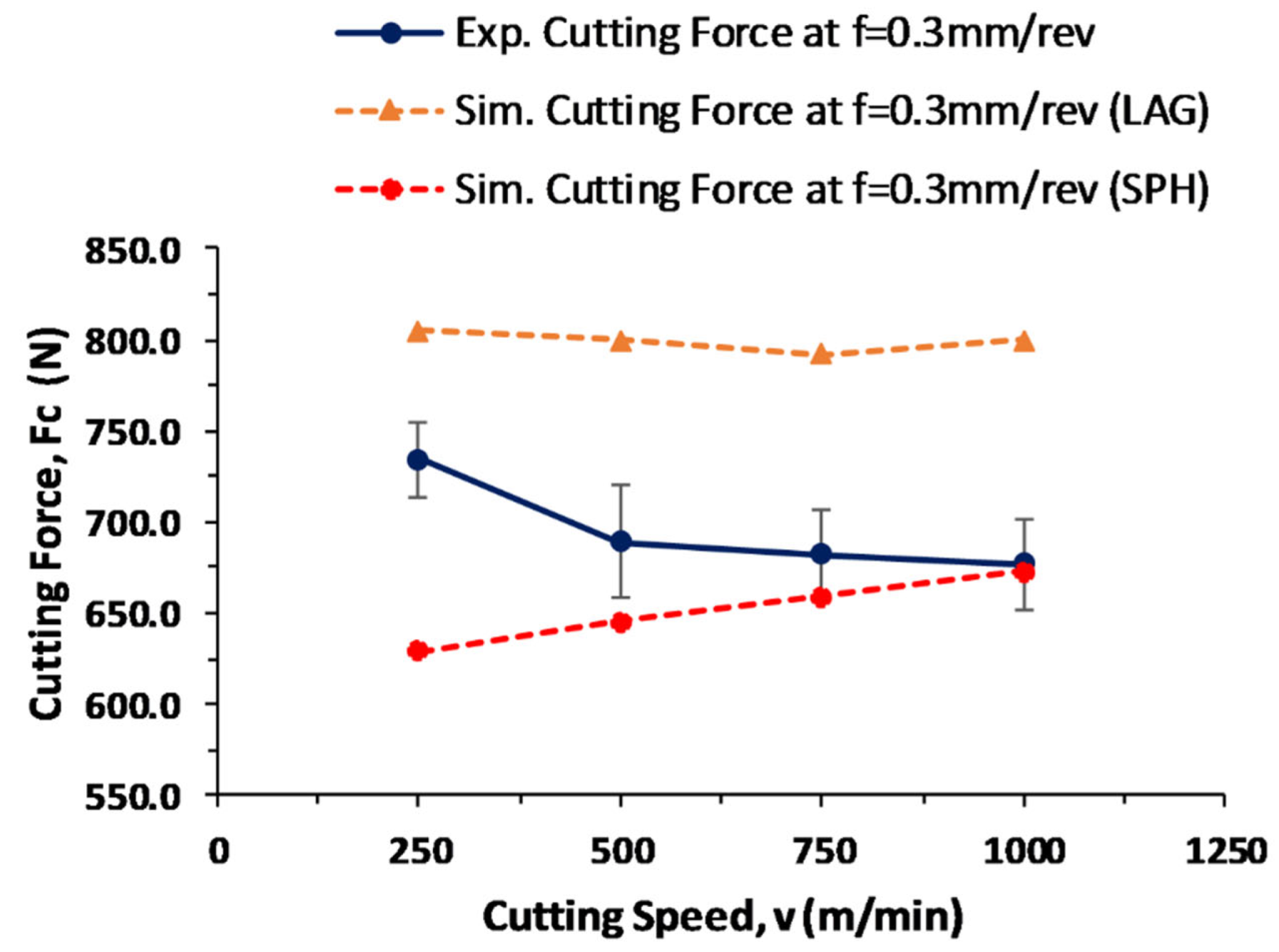
3.1. LAG and SPH Model Results of Cutting Forces
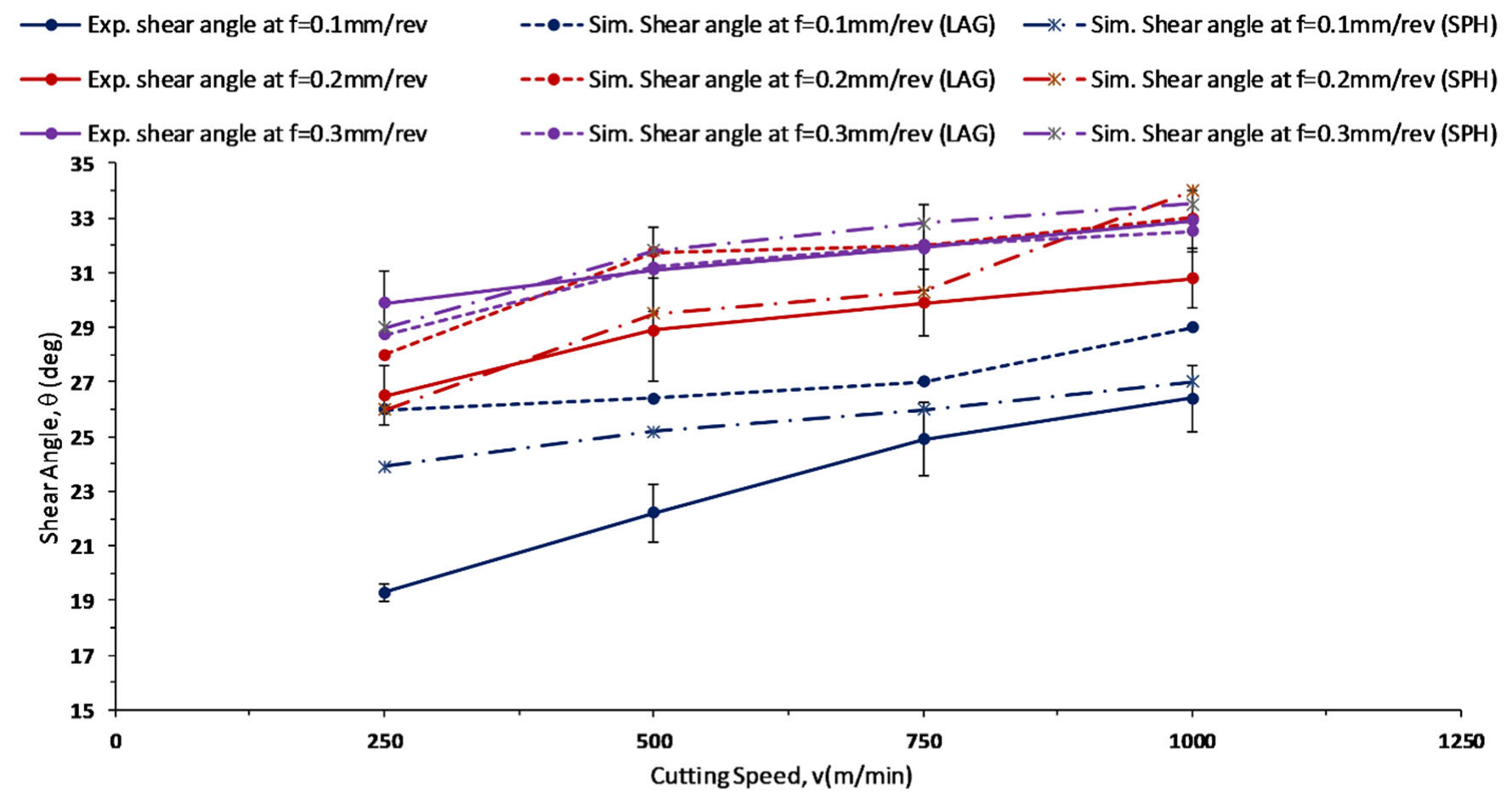
3.2. LAG and SPH Model Results of Shear Angle
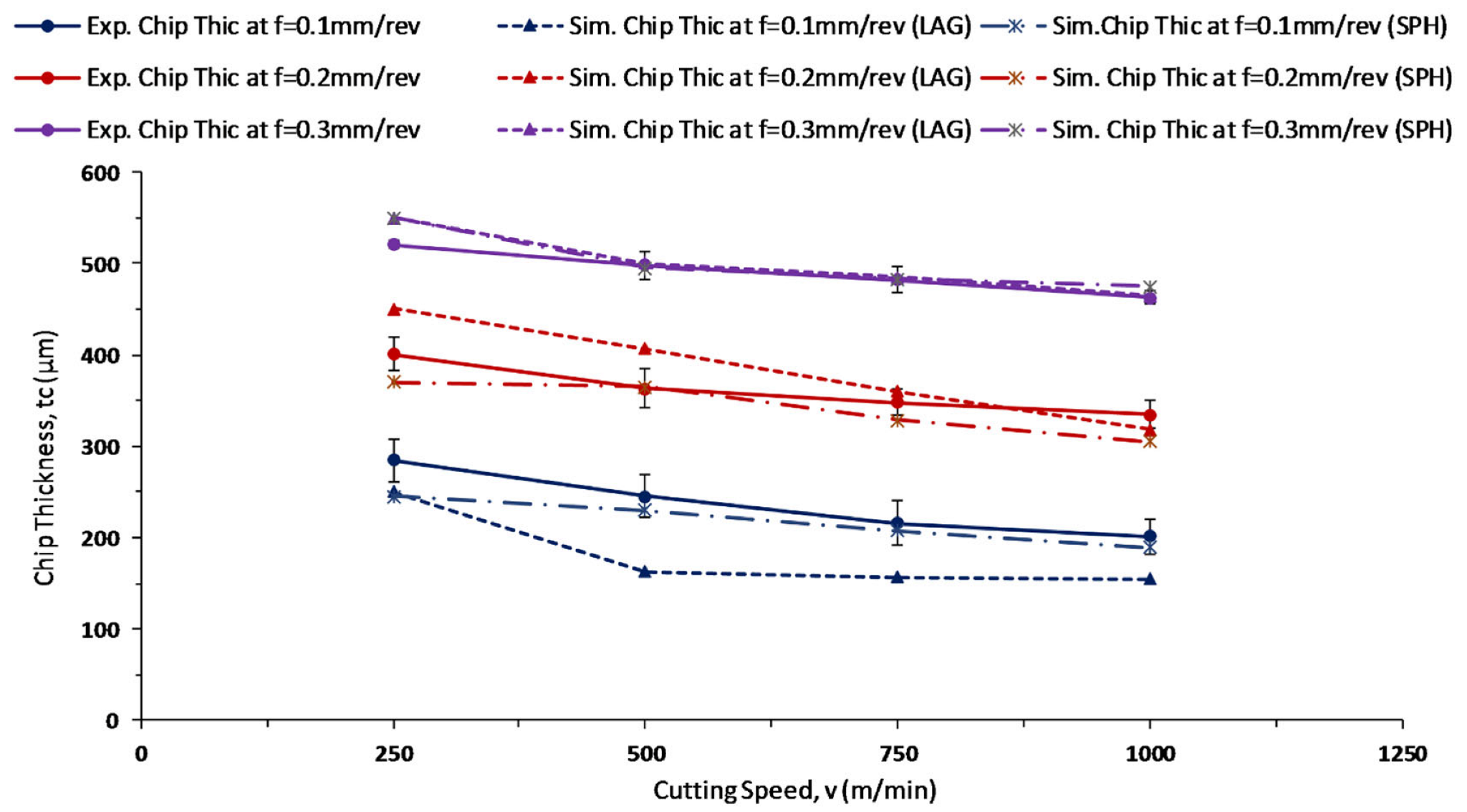
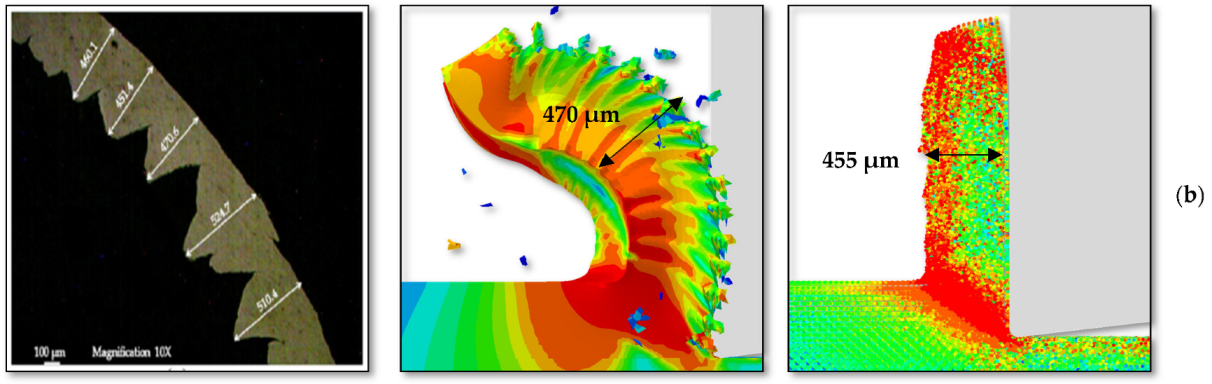
3.3. LAG and SPH Model Results of Chip Thickness
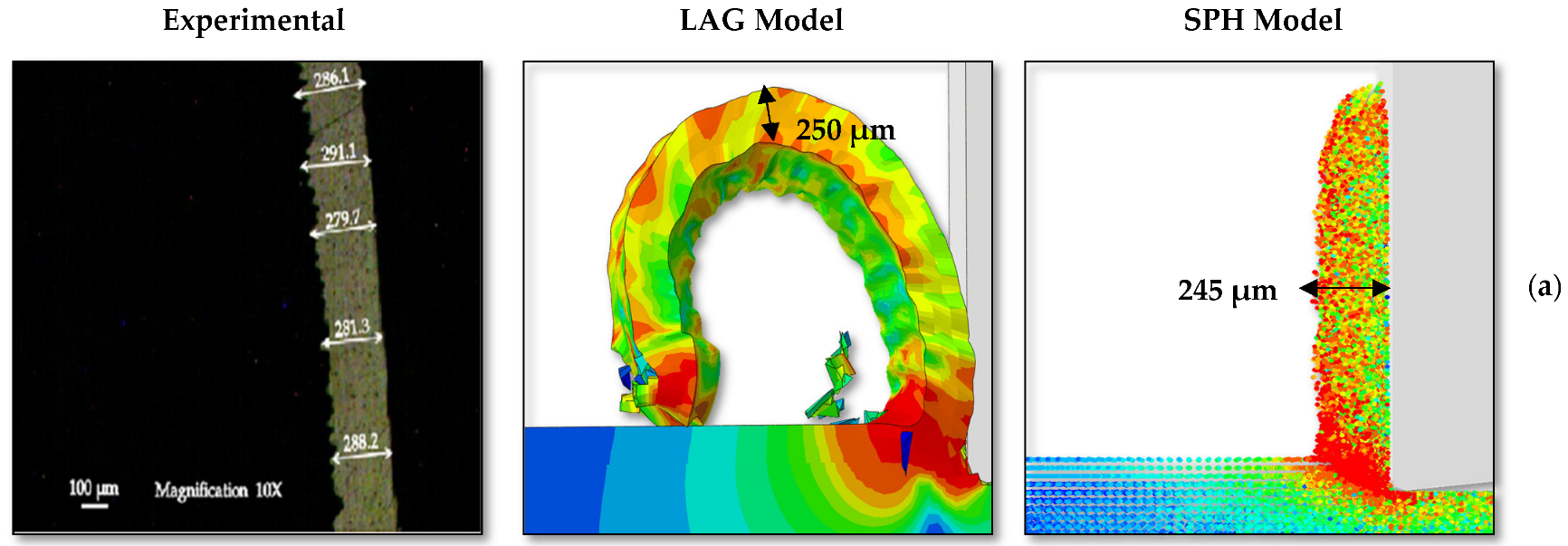
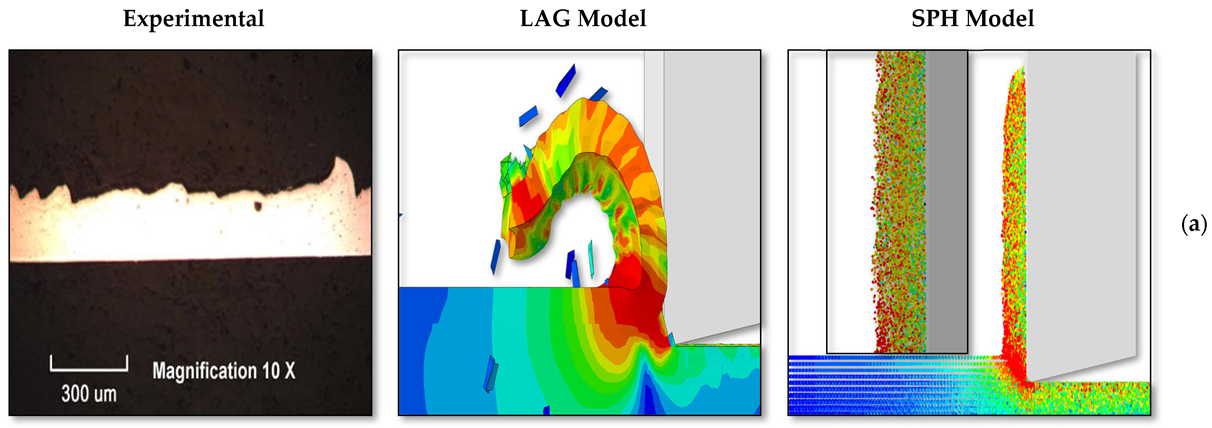
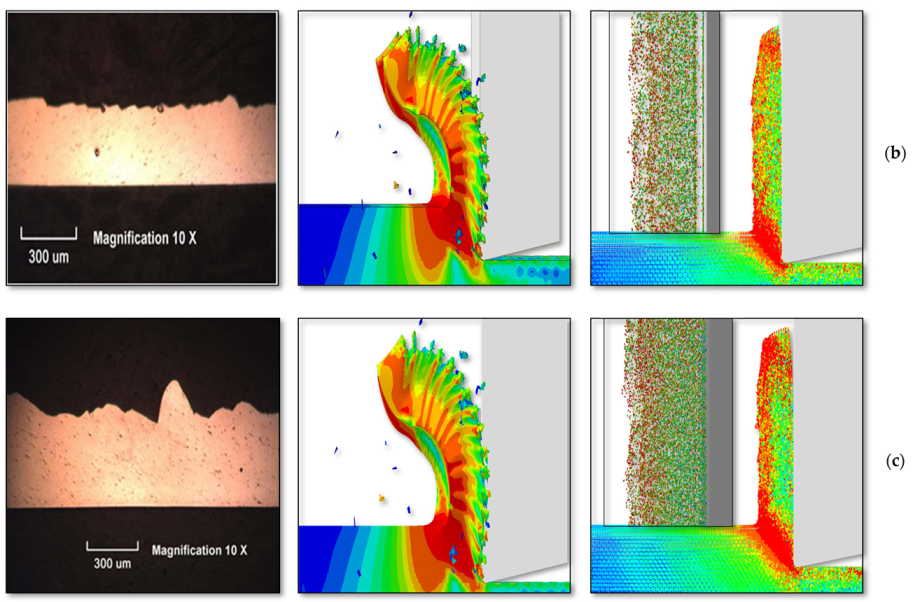
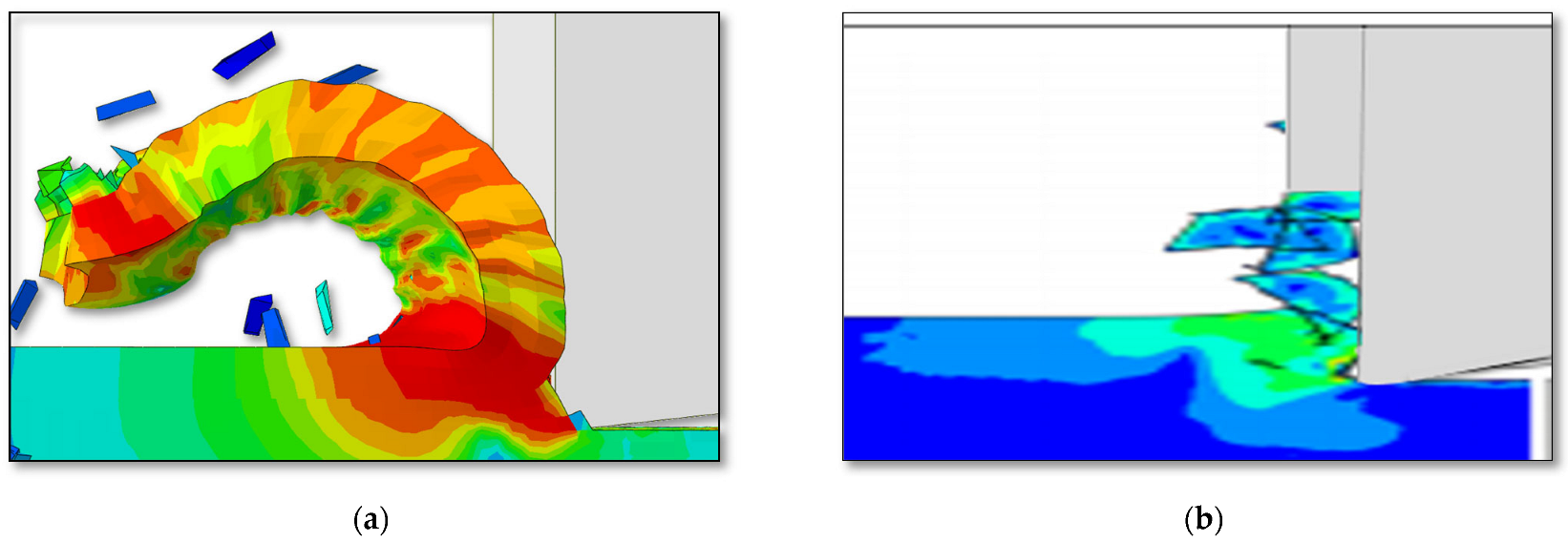
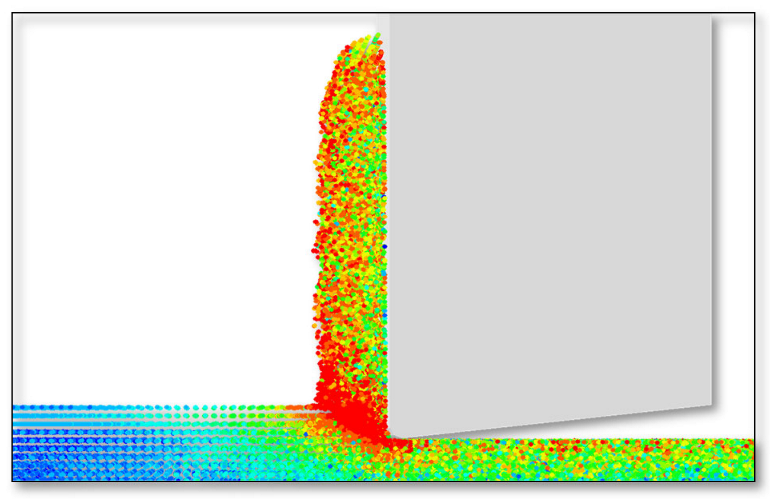
3.4. LAG and SPH Model Results of Chip Morphology
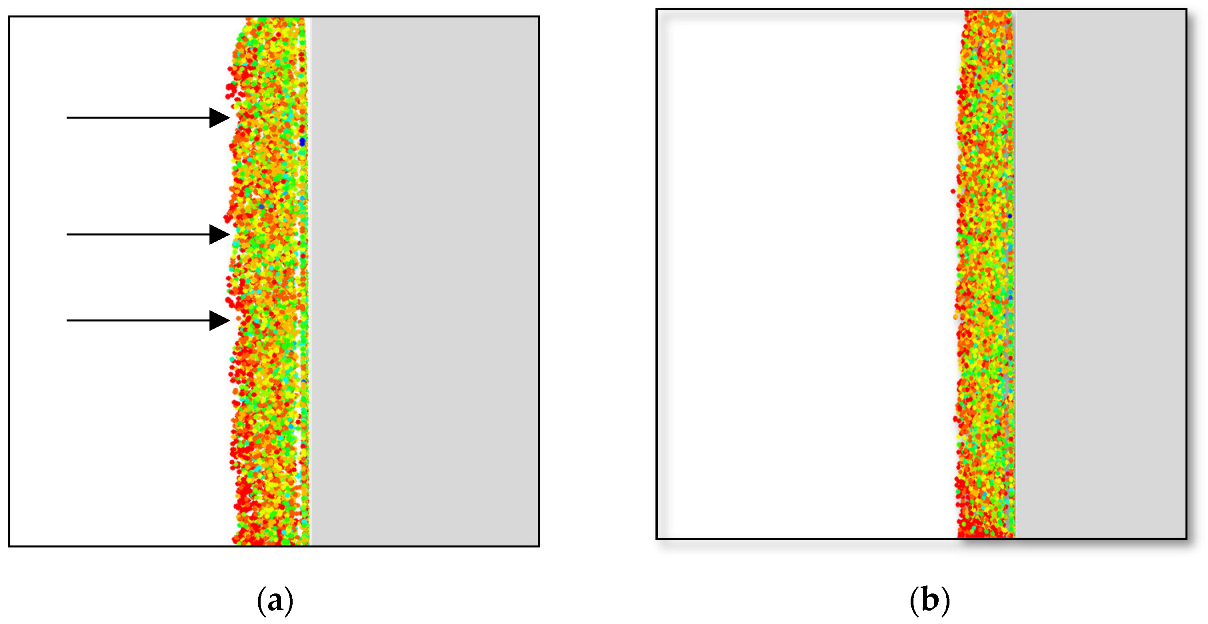
3.5. Chip Separation Criteria
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Limido, J.; Espinosa, C.; Salaün, M.; Lacome, J.-L. A new approach of high speed cutting modelling: SPH method. In Proceedings of the 8th International Conference on Mechanical and Physical Behaviour of Materials under Dynamic Loading, Dijon, France, 26 July 2006. [Google Scholar]
- Wu, Z.; Buck, D.; Jin, D.; Guo, X.; Cao, P.; Zhu, Z. Investigation on Milling Quality of Stone–Plastic Composite Using Response Surface Methodology. JOM 2022, 74, 2063–2070. [Google Scholar] [CrossRef]
- Borsos, B.; Csörgő, A.; Hidas, A.; Kotnyek, B.; Szabó, A.; Kossa, A.; Stépán, G. Two-Dimensional Finite Element Analysis of Turning Processes. Period. Polytech. Mech. Eng. 2017, 61, 44–54. [Google Scholar] [CrossRef]
- İynen, O.; Ekşi, A.K.; Özdemir, M.; Akyıldız, H.K. Experimental and numerical investigation of cutting forces during turning of cylindrical AISI 4340 steel specimens. Mater. Test. 2021, 63, 402–410. [Google Scholar] [CrossRef]
- Niu, Z.; Jiao, F.; Cheng, K. Investigation on Innovative Dynamic Cutting Force Modelling in Micro-milling and Its Experimental Validation. Nanomanufacturing Metrol. 2018, 1, 82–95. [Google Scholar] [CrossRef]
- Rajashekhar Reddy, S.; Kumar, M.S.; Vasu, V. Temperature study in Turning Inconel-718: 3D Simulation and Experimentation. Mater. Today Proc. 2017, 4, 9946–9950. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Yaşar, N.; Günay, M. Finite Element Modeling of Residual Stresses and Cutting Temperature in Hard Turning. In Proceedings of the International Conference on Engineering and Natural Sciences, Sarajevo, Bosnia and Herzegovina, 24–28 May 2016. [Google Scholar]
- Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef]
- Silva, T.F.d.; Soares, R.B.; Jesus, A.M.P.; Rosa, P.A.R.; Reis, A. Simulation Studies of Turning of Aluminium Cast Alloy Using PCD Tools. Procedia CIRP 2017, 58, 555–560. [Google Scholar] [CrossRef]
- Sekhar, C.G.; Sarika, N.; Marimuthu, K.P. Numerical Simulation of Sequential orthogonal cutting of Aluminium 6061 Alloy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 012016. [Google Scholar] [CrossRef]
- Liu, L.; Wu, M.; Li, L.; Cheng, Y. FEM Simulation and Experiment of High-Pressure Cooling Effect on Cutting Force and Machined Surface Quality During Turning Inconel 718. Integr. Ferroelectr. 2020, 206, 160–172. [Google Scholar] [CrossRef]
- Ebrahimi, S.; Araee, A.; Hadad, M. Investigation of the effects of constitutive law on numerical analysis of turning processes to predict the chip morphology, tool temperature, and cutting force. Int. J. Adv. Manuf. Technol. 2019, 105, 4245–4264. [Google Scholar] [CrossRef]
- Asad, M.; Mabrouki, T. On the turning modeling and simulation: 2D and 3D FEM approaches. Mech. Ind. 2014, 15, 427–434. [Google Scholar] [CrossRef]
- Segebade, E.; Gerstenmeyer, M.; Zanger, F.; Schulze, V. Cutting Simulations Using a Commercially Available 2D/3D FEM Software for Forming. Procedia CIRP 2017, 58, 73–78. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K.; Shao, M. Mechanisms and FEM simulation of chip formation in orthogonal cutting in-situ TiB2/7050Al MMC. Materials 2018, 11, 606. [Google Scholar] [CrossRef]
- Hardt, M.; Bergs, T. Three Dimensional Numerical Modeling of Face Turning Using the Coupled-Eulerian-Lagrangian Formulation. Procedia CIRP 2021, 102, 162–167. [Google Scholar] [CrossRef]
- İynen, O.; Ekşi, A.K.; Akyıldız, H.K.; Özdemir, M. Real 3D turning simulation of materials with cylindrical shapes using ABAQUS/Explicit. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 374. [Google Scholar] [CrossRef]
- Sadeghifar, M.; Sedaghati, R.; Jomaa, W.; Songmene, V. Finite element analysis and response surface method for robust multi-performance optimization of radial turning of hard 300M steel. Int. J. Adv. Manuf. Technol. 2018, 94, 2457–2474. [Google Scholar] [CrossRef]
- Asad, M.; Ijaz, H.; Saleem, W.; Mahfouz, A.S.B.; Ahmad, Z.; Mabrouki, T. Finite Element Analysis and Statistical Optimization of End-Burr in Turning AA2024. Metals 2019, 9, 276. [Google Scholar] [CrossRef]
- Limido, J.; Espinosa, C.; Salaün, M.; Lacome, J.L. SPH method applied to high speed cutting modelling. Int. J. Mech. Sci. 2007, 49, 898–908. [Google Scholar] [CrossRef]
- Espinosaa, C.; Lacomeb, J.L.; Limidoc, J.; Salauna, M.; Mabrua, C.; Chieragattia, R. Modeling High Speed Machining with the SPH Method. In Proceedings of the 10th International LS-DYNA® Users Conference, Detroit, MI, USA, 8–10 June 2008. [Google Scholar]
- Madaj, M.; Píška, M. On the SPH Orthogonal Cutting Simulation of A2024-T351 Alloy. Procedia CIRP 2013, 8, 152–157. [Google Scholar] [CrossRef]
- Ozel, T.; Llanos, I.; Soriano, J.; Arrazola, P.J. 3D Finite Element Modelling of Chip Formation Process for Machining Inconel 718: Comparison of Fe Software Predictions. Mach. Sci. Technol. 2011, 15, 21–46. [Google Scholar] [CrossRef]
- Haddag, B.; Atlati, S.; Nouari, M.; Barlier, C.; Zenasni, M. Analysis of the cutting parameters influence during machining aluminium alloy a2024-t351 with uncoated carbide inserts. Eng. Trans. 2012, 60, 31–39. [Google Scholar]
- Xu, D.; Feng, P.; Li, W.; Ma, Y.; Liu, B. Research on chip formation parameters of aluminum alloy 6061-T6 based on high-speed orthogonal cutting model. Int. J. Adv. Manuf. Technol. 2014, 72, 955–962. [Google Scholar] [CrossRef]
- Daoud, M.; Jomaa, W.; Chatelain, J.F.; Bouzid, A. A machining-based methodology to identify material constitutive law for finite element simulation. Int. J. Adv. Manuf. Technol. 2015, 77, 2019–2033. [Google Scholar] [CrossRef]
- Zhu, L.; Jin, X.; Liu, C. Experimental investigation on 3D chip morphology properties of rotary surface during orthogonal turn-milling of aluminum alloy. Int. J. Adv. Manuf. Technol. 2016, 84, 1253–1268. [Google Scholar] [CrossRef]
- Akram, S.; Imran, H.; Khan, M.; Mubashar, A.; Warsi, S.; Riaz, U. A numerical investigation and experimental validation on chip morphology of Aluminum Alloy 6061 during orthogonal machining. In Proceedings of the 2016 Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 5–6 April 2016. [Google Scholar]
- Zhu, Z.; Buck, D.; Wu, Z.; Yu, Y.; Guo, X. Frictional behaviour of wood-Plastic composites against cemented carbide during sliding contact. Wood Mater. Sci. Eng. 2022, 1–7. [Google Scholar] [CrossRef]
- Xu, W.; Wu, Z.; Lu, W.; Yu, Y.; Wang, J.; Zhu, Z.; Wang, X. Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology. Forests 2022, 13, 1397. [Google Scholar] [CrossRef]
- Zhu, Z.; Jin, D.; Wu, Z.; Xu, W.; Yu, Y.; Guo, X.; Wang, X. Assessment of Surface Roughness in Milling of Beech Using a Response Surface Methodology and an Adaptive Network-Based Fuzzy Inference System. Machines 2022, 10, 567. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Wu, Z.; Wang, J.; Guo, X.; Zhu, M. Built-up edge formation mechanisms in orthogonal cutting of wood-plastic composite. Wood Mater. Sci. Eng. 2022, 17, 388–396. [Google Scholar] [CrossRef]
- Bashistakumar, M.; Pushkal, B. Finite Element Analysis of Orthogonal Cutting Forces in Machining AISI 1020 Steel Using a Carbide Tip Tool. J. Eng. Sci. 2018, 5, A1–A10. [Google Scholar] [CrossRef]
- Soliman, H.; El-Hossainy, T.; Abdrabou, M. Finite Element Method Based Modeling for Cutting Force Predication in Orthogonal Cutting Process. SAST 2017, 11, 1–14. [Google Scholar]
- Akram, S.; Jaffery, S.H.I.; Khan, M.; Fahad, M.; Mubashar, A.; Ali, L. Numerical and experimental investigation of Johnson–Cook material models for aluminum (Al 6061-T6) alloy using orthogonal machining approach. Adv. Mech. Eng. 2018, 10, 298–316. [Google Scholar] [CrossRef]
- Akram, S.; Uddin, S.; Kazmi, S.W.H.; Jaffery, S.H.I.; Jalil, M.A. Numerical modeling and experimental validation in orthogonal machining of aluminum al 6061-t6 alloy. Mehran Univ. Res. J. Eng. Technol. 2020, 39, 179–194. [Google Scholar] [CrossRef]
- Andhare, A.B.; Kannathsan, K.; Funde, M. Finite Element Simulation for Turning of Haynes 25 Super Alloy. In Advances in Mechanical, Engineering; Kalamkar, V.R., Monkova, K., Eds.; Springer: Singapore, 2021. [Google Scholar]
- Akram, S.; Jaffery, S.; Khan, M.; Mubashar, A.; Ali, L. A Numerical Investigation of Effects of Cutting Velocity and Feed Rate on Residual Stresses in Aluminum Alloy Al-6061. Int. J. Mater. Mech. Manuf. 2015, 3, 26–30. [Google Scholar] [CrossRef]
- Valiorgue, F.; Rech, J. Numerical Modeling of Residual Stresses in Turning of a 27MnCr5 Steel. Procedia CIRP 2016, 45, 331–334. [Google Scholar] [CrossRef]
- Boldyrev, I.; Shchurov, I.; Nikonov, A.V. Numerical Simulation of the Aluminum 6061-T6 Cutting and the Effect of the Constitutive Material Model and Failure Criteria on Cutting Forces’ Prediction. Procedia Eng. 2016, 150, 866–870. [Google Scholar] [CrossRef]
- Warsi, S.S.; Agha, M.H.; Ahmad, R.; Jaffery, S.H.I.; Khan, M. Sustainable turning using multi-objective optimization: A study of Al 6061 T6 at high cutting speeds. Int. J. Adv. Manuf. Technol. 2019, 100, 843–855. [Google Scholar] [CrossRef]
- Murugesan, M.; Jung, W.D. Johnson Cook Material and Failure Model Parameters Estimation of AISI-1045 Medium Carbon Steel for Metal Forming Applications. Materials 2019, 12, 609. [Google Scholar] [CrossRef]
- Ijaz, H.; Zain-ul-abdein, M.; Saleem, W.; Asad, M.; Mabrouki, T. Modified Johnson-Cook Plasticity Model with Damage Evolution: Application to Turning Simulation of 2XXX Aluminium Alloy. J. Mech. 2017, 33, 777–788. [Google Scholar] [CrossRef]
- Sumesh, C.S.; Ramesh, A. Numerical Modelling and Optimization of Dry Orthogonal Turning of Al6061 T6 Alloy. Period. Polytech. Mech. Eng. 2018, 62, 196–202. [Google Scholar] [CrossRef]
- Lesuer, D.; Kay, G.; LeBlanc, M. Modeling Large-Strain, High-Rate Deformation in Metals. In Proceedings of the Third Biennial Tri-Laboratory Engineering Conference on Modeling and Simulation, Pleasanton, CA, USA, 3–5 November 1999. [Google Scholar]
- Akbar, F.; Mativenga, P.T.; Sheikh, M.A. An experimental and coupled thermo-mechanical finite element study of heat partition effects in machining. Int. J. Adv. Manuf. Technol. 2009, 46, 491–507. [Google Scholar] [CrossRef]
- Zhang, Y. Numerical Simulation Approaches and Methodologies for Multi-Physic Comprehensions of Titanium Alloy (Ti–6Al–4V) Cutting. Ph.D. Thesis, Institut National des Sciences Appliquées, Lyon, France, September 2011. [Google Scholar]
- Umer, U.; Qudeiri, J.A.; Ashfaq, M.; AL-Ahmari, A.J.J.o.Z.U.-S.A. Chip morphology predictions while machining hardened tool steel using finite element and smoothed particles hydrodynamics methods. J. Zhejiang Univ. Sci. A 2016, 17, 873–885. [Google Scholar] [CrossRef]
- Zhao, W.; Ji, S. Mesh Convergence Behavior and the Effect of Element Integration of a Human Head Injury Model. Ann. Biomed. Eng. 2019, 47, 475–486. [Google Scholar] [CrossRef]
- Mohseni-Mofidi, S.; Bierwisch, C. Application of hourglass control to Eulerian smoothed particle hydrodynamics. Comput. Part. Mech. 2021, 8, 51–67. [Google Scholar] [CrossRef]
- Shishova, E.; Spreng, F.; Hamann, D.; Eberhard, P. Tracking of material orientation in updated Lagrangian SPH. Comput. Part. Mech. 2019, 6, 449–460. [Google Scholar] [CrossRef]
- Laakso, S.V.A.; Agmell, M.; Ståhl, J.-E. The mystery of missing feed force—The effect of friction models, flank wear and ploughing on feed force in metal cutting simulations. J. Manuf. Process. 2018, 33, 268–277. [Google Scholar] [CrossRef]
- Saleem, W.; Asad, M.; Zain-ul-abdein, M.; Ijaz, H.; Mabrouki, T. Numerical investigations of optimum turning parameters—AA2024-T351 aluminum alloy. Mach. Sci. Technol. 2016, 20, 634–654. [Google Scholar] [CrossRef]
- Lotfi, M.; Amini, S.; Sajjady, S.A. Development of a friction model based on oblique cutting theory. Int. J. Mech. Sci. 2019, 160, 241–254. [Google Scholar] [CrossRef]
- Filice, L.; Micari, F.; Rizzuti, S.; Umbrello, D. A critical analysis on the friction modelling in orthogonal machining. Int. J. Mach. Tools Manuf. 2007, 47, 709–714. [Google Scholar] [CrossRef]
- Miguélez, M.H.; Muñoz-Sánchez, A.; Cantero, J.L.; Loya, J.A. An efficient implementation of boundary conditions in an ALE model for orthogonal cutting. J. Theor. Appl. Mech. 2009, 47, 599–616. [Google Scholar]
- Rivero-Rodríguez, J.; Pérez-Saborid, M.; Scheid, B. An alternative choice of the boundary condition for the arbitrary Lagrangian-Eulerian method. J. Comput. Phys. 2021, 443, 110494. [Google Scholar] [CrossRef]
- Lotfi, M.; Amini, S.; Aghaei, M. 3D FEM simulation of tool wear in ultrasonic assisted rotary turning. Ultrasonics 2018, 88, 106–114. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Huang, C.; Su, R.; Özel, T.; Liu, Y.; Xu, L. 3D FEM simulation of the turning process of stainless steel 17-4PH with differently texturized cutting tools. Int. J. Mech. Sci. 2019, 155, 417–429. [Google Scholar] [CrossRef]
- Sivaramakrishnaiah, M.; Nandakumar, P.; Rangajanardhana, G. Numerical and Experimental Validation of Chip Morphology. Int. J. Adv. Res. Eng. Technol. 2019, 10, 503–508. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K. A Study on Cutting Force of Machining In Situ TiB2 Particle-Reinforced 7050Al Alloy Matrix Composites. Metals 2017, 7, 197. [Google Scholar] [CrossRef]
- Rodríguez, J.M.; Carbonell, J.M.; Jonsén, P. Numerical Methods for the Modelling of Chip Formation. Arch. Comput. Methods Eng. 2018, 27, 387–412. [Google Scholar] [CrossRef]
- Bil, H.; Kılıç, S.E.; Tekkaya, A.E. A comparison of orthogonal cutting data from experiments with three different finite element models. Int. J. Mach. Tools Manuf. 2004, 44, 933–944. [Google Scholar] [CrossRef]
- Jomaa, W.; Mechri, O.; Lévesque, J.; Songmene, V.; Bocher, P.; Gakwaya, A. Finite element simulation and analysis of serrated chip formation during high–speed machining of AA7075–T651 alloy. J. Manuf. Process. 2017, 26, 446–458. [Google Scholar] [CrossRef]
- Opoz, T.; Chen, X. Chip Formation Mechanism Using Finite Element Simulation. Stroj. Vestn. J. Mech. Eng. 2016, 62, 636–646. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties of Al6061-T6 (Workpiece Material) | |
|---|---|
| Density | 27,000 kg/m3 = 2.7 × 10−9 T/mm3 |
| Young’s modulus | 68.9 GPa = 68,900 MPa |
| Poisson ratio | 0.33 |
| Transition temperature | 20 °C |
| Thermal conductivity | 61–148 W/m·K = 61–148 mW/mm·K |
| Thermal expansion coefficient | 2.34 × 10−5/°C |
| Specific heat | 1765 × 106–900 × 106 J/kg·K = 175 × 106–900 × 106 mJ/T·C |
| Inelastic heat fraction | 0.9 |
| Tmelt | 650 °C |
| A | 324 MPa |
| B | 114 MPa |
| n | 0.42 |
| C | 0.002 |
| m | 1.34 |
| 1 s−1 | |
| Damage Model Parameters | |
|---|---|
| Initial Failure Strain, D1 | −0.77 |
| Exponential Factor, D2 | 1.45 |
| Triaxiality Factor, D3 | −0.47 |
| Strain Rate Factor, D4 | 0.0 |
| Temperature Factor, D5 | 1.60 |
| Sr. No. | Speed (m/min) | Feed Rate (mm/rev) | Avg. Shear Angle, Deg | Shear Angle, Deg LAG Model, (Sim.) | Error % | Shear Angle, Deg SPH Model, (Sim.) | Error % |
|---|---|---|---|---|---|---|---|
| 1 | 250 | 0.1 | 19.3 | 26.0 | 34.7 | 23.9 | 23.8 |
| 2 | 500 | 0.1 | 22.2 | 26.4 | 18.1 | 25.2 | 13.5 |
| 3 | 750 | 0.1 | 24.9 | 27.0 | 8.4 | 26.0 | 4.4 |
| 4 | 1000 | 0.1 | 26.4 | 29.0 | 9.8 | 27.0 | 2.3 |
| 5 | 250 | 0.2 | 26.5 | 28.0 | 5.7 | 26.0 | 1.8 |
| 6 | 500 | 0.2 | 28.9 | 31.8 | 12.8 | 29.5 | 1.4 |
| 7 | 750 | 0.2 | 29.9 | 32.0 | 10.0 | 30.3 | 4.8 |
| 8 | 1000 | 0.2 | 30.8 | 33.0 | 7.1 | 34.0 | 10.4 |
| 9 | 250 | 0.3 | 29.9 | 28.8 | 3.7 | 29.0 | 3.0 |
| 10 | 500 | 0.3 | 31.1 | 31.2 | 0.3 | 31.8 | 2.3 |
| 11 | 750 | 0.3 | 31.9 | 32.0 | 0.3 | 32.8 | 2.8 |
| 12 | 1000 | 0.3 | 32.9 | 32.5 | 1.2 | 33.5 | 1.8 |
| Sr. No. | Speed (m/min) | Feed Rate (mm/rev) | Avg. Chip Thickness, µm | Chip Thickness, µM LAG Model, (Sim.) | Error % | Chip Thickness, µm SPH Model, (Sim.) | Error % |
|---|---|---|---|---|---|---|---|
| 1 | 250 | 0.1 | 285 | 250 | 12.4 | 245 | 14.1 |
| 2 | 500 | 0.1 | 245 | 163 | 33.6 | 230 | 6.4 |
| 3 | 750 | 0.1 | 216 | 157 | 27.5 | 208 | 3.9 |
| 4 | 1000 | 0.1 | 201 | 155 | 23.1 | 189 | 6.2 |
| 5 | 250 | 0.2 | 401 | 451 | 12.4 | 370 | 7.8 |
| 6 | 500 | 0.2 | 363 | 407 | 12 | 365 | 0.5 |
| 7 | 750 | 0.2 | 348 | 360 | 3.3 | 329 | 5.6 |
| 8 | 1000 | 0.2 | 335 | 318 | 5.2 | 305 | 9 |
| 9 | 250 | 0.3 | 521 | 550 | 5.5 | 550 | 5.5 |
| 10 | 500 | 0.3 | 498 | 500 | 0.3 | 495 | 0.7 |
| 11 | 750 | 0.3 | 482 | 485 | 0.6 | 483 | 0.1 |
| 12 | 1000 | 0.3 | 463 | 465 | 0.3 | 475 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nawaz, M.N.; Khan, S.Z.; Asif, M.; Aljabri, A.; Zaidi, A.A.; Mahmoud, E.R.I. Comparison of Machining Simulations of Aerospace Alloy Al6061-T6 Using Lagrangian and Smoothed Particle Hydrodynamics Techniques. Lubricants 2022, 10, 310. https://doi.org/10.3390/lubricants10110310
Nawaz MN, Khan SZ, Asif M, Aljabri A, Zaidi AA, Mahmoud ERI. Comparison of Machining Simulations of Aerospace Alloy Al6061-T6 Using Lagrangian and Smoothed Particle Hydrodynamics Techniques. Lubricants. 2022; 10(11):310. https://doi.org/10.3390/lubricants10110310
Chicago/Turabian StyleNawaz, Muhammad N., Sohaib Z. Khan, Muhammad Asif, Abdulrahman Aljabri, Asad A. Zaidi, and Essam R. I. Mahmoud. 2022. "Comparison of Machining Simulations of Aerospace Alloy Al6061-T6 Using Lagrangian and Smoothed Particle Hydrodynamics Techniques" Lubricants 10, no. 11: 310. https://doi.org/10.3390/lubricants10110310
APA StyleNawaz, M. N., Khan, S. Z., Asif, M., Aljabri, A., Zaidi, A. A., & Mahmoud, E. R. I. (2022). Comparison of Machining Simulations of Aerospace Alloy Al6061-T6 Using Lagrangian and Smoothed Particle Hydrodynamics Techniques. Lubricants, 10(11), 310. https://doi.org/10.3390/lubricants10110310