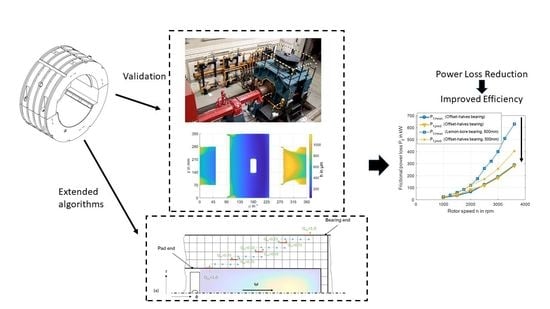
A Design for High-Speed Journal Bearings with Reduced Pad Size and Improved Efficiency

 ,
, 
 , ,
, , 
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Share and Cite
Hagemann, T.; Vetter, D.; Wettmarshausen, S.; Stottrop, M.; Engels, A.; Weißbacher, C.; Bender, B.; Schwarze, H. A Design for High-Speed Journal Bearings with Reduced Pad Size and Improved Efficiency. Lubricants 2022, 10, 313. https://doi.org/10.3390/lubricants10110313
Hagemann T, Vetter D, Wettmarshausen S, Stottrop M, Engels A, Weißbacher C, Bender B, Schwarze H. A Design for High-Speed Journal Bearings with Reduced Pad Size and Improved Efficiency. Lubricants. 2022; 10(11):313. https://doi.org/10.3390/lubricants10110313
Chicago/Turabian StyleHagemann, Thomas, Daniel Vetter, Sören Wettmarshausen, Michael Stottrop, Alexander Engels, Christoph Weißbacher, Beate Bender, and Hubert Schwarze. 2022. "A Design for High-Speed Journal Bearings with Reduced Pad Size and Improved Efficiency" Lubricants 10, no. 11: 313. https://doi.org/10.3390/lubricants10110313
APA StyleHagemann, T., Vetter, D., Wettmarshausen, S., Stottrop, M., Engels, A., Weißbacher, C., Bender, B., & Schwarze, H. (2022). A Design for High-Speed Journal Bearings with Reduced Pad Size and Improved Efficiency. Lubricants, 10(11), 313. https://doi.org/10.3390/lubricants10110313