Effects of Drilling Parameters and Mud Types on Wear Factors and Mechanisms of SM2535 Casings

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure and Characterization
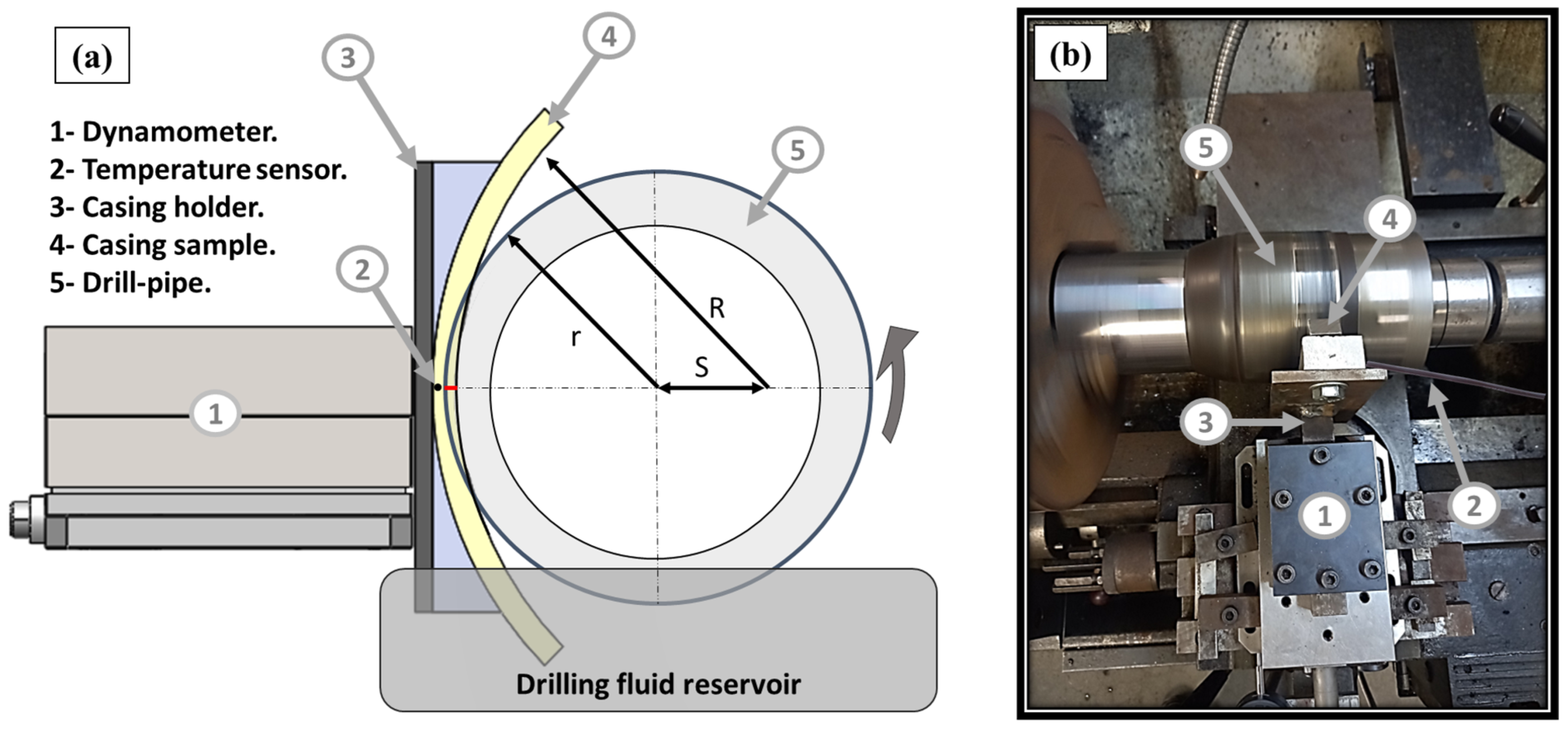
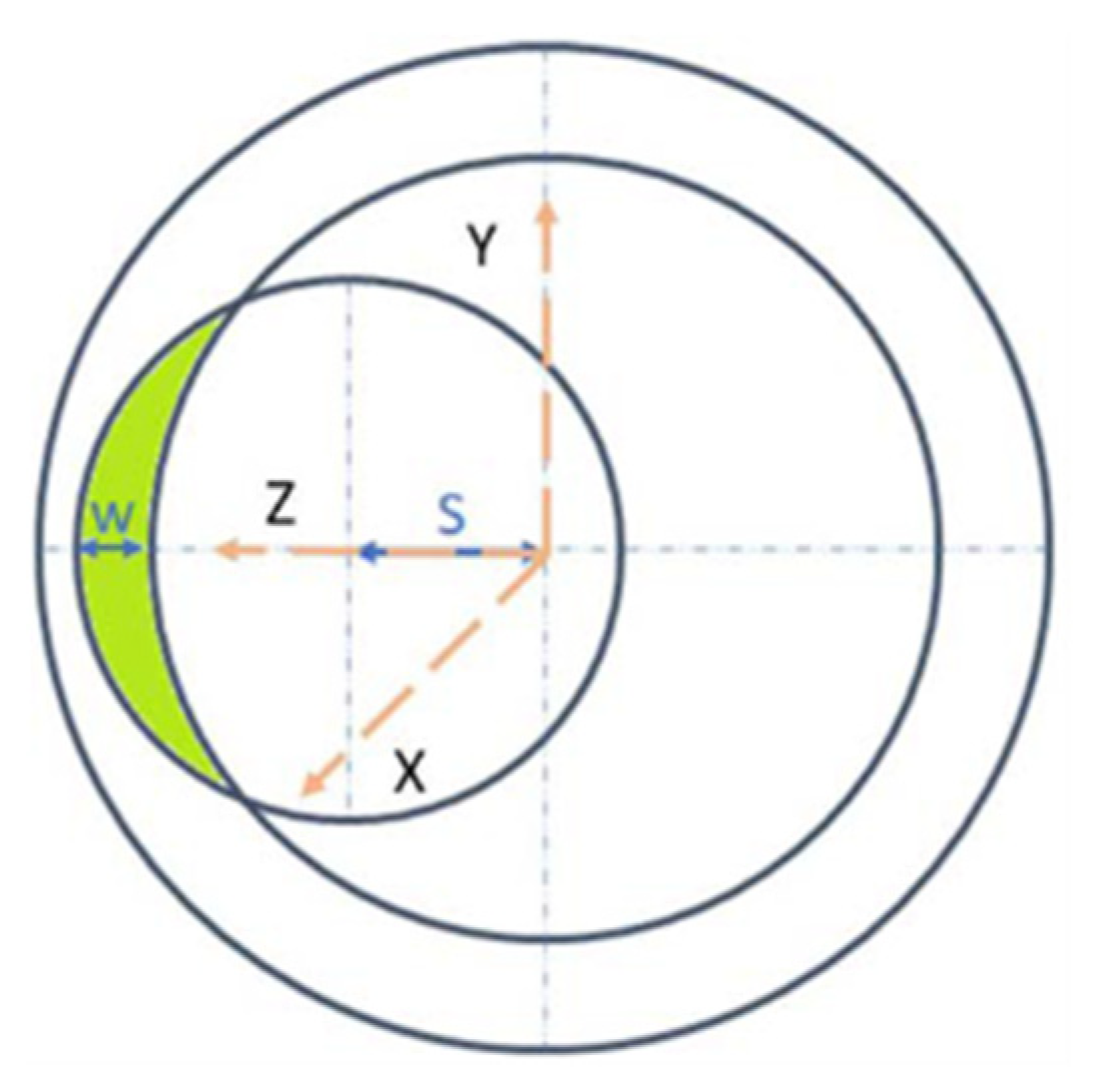
2.1. Experimental Procedure
2.2. Characterization
3. Results and Discussions
3.1. Elemental Composition and Hardness Evaluation
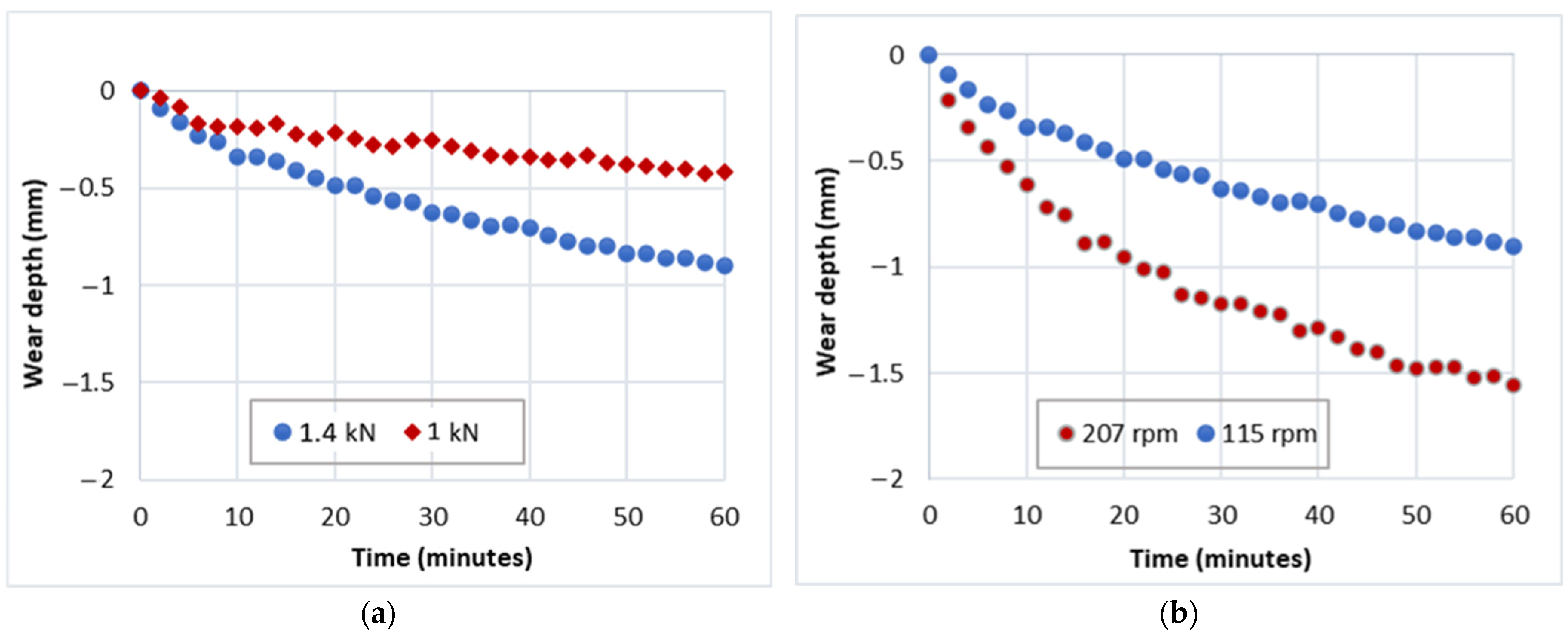
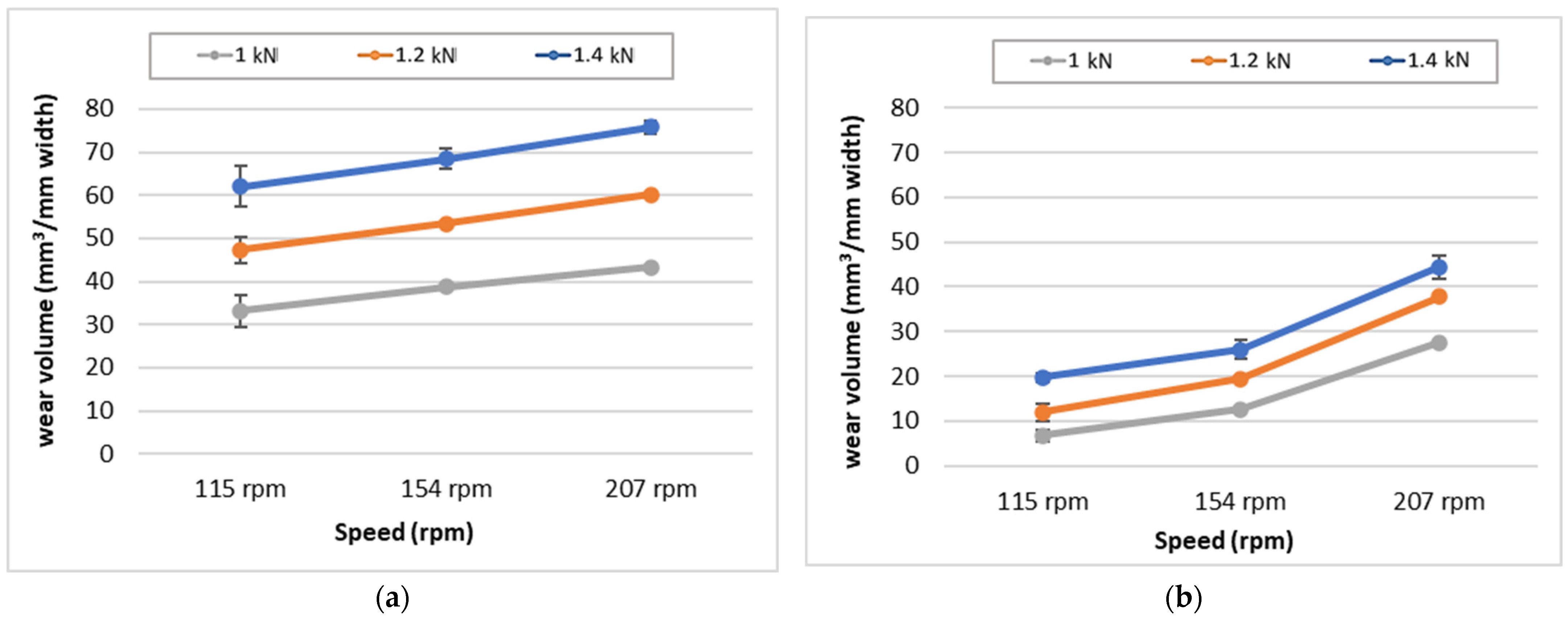
3.2. Casing Wear Depth and Volume
3.3. Specific Wear Rate of SM2535-110 Casing
3.4. Drilling Mud Type Effect on Wear Factor
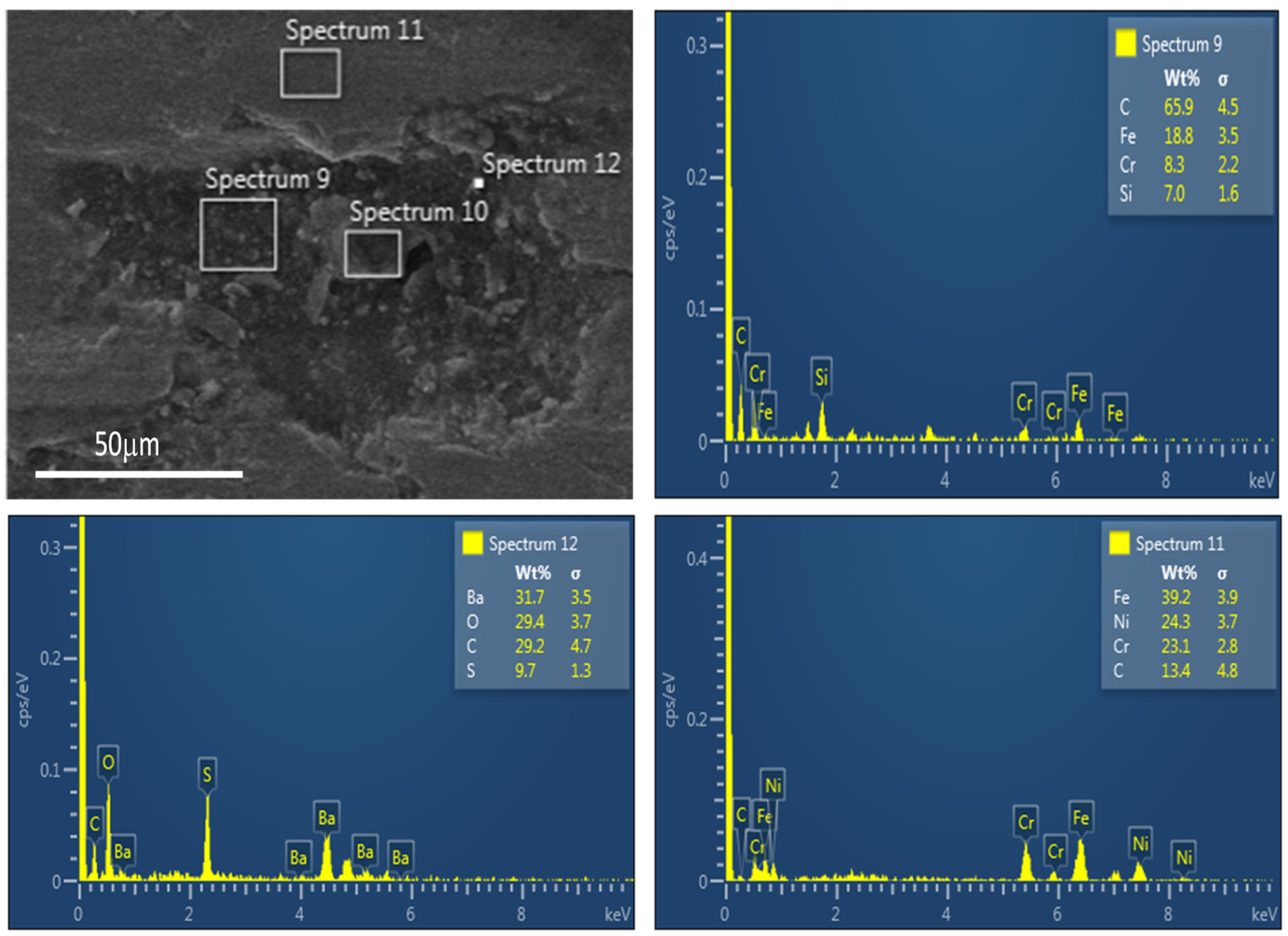
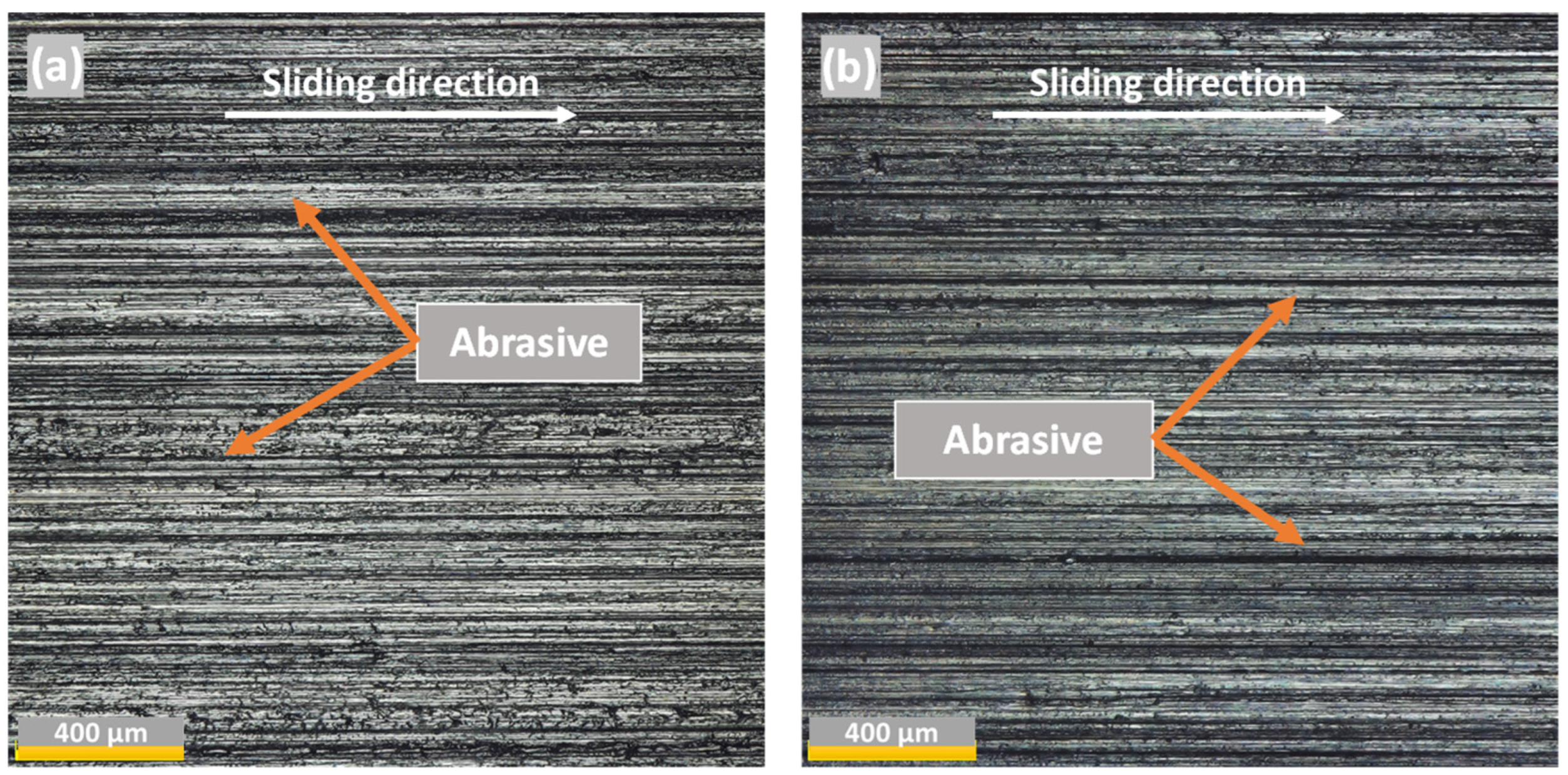
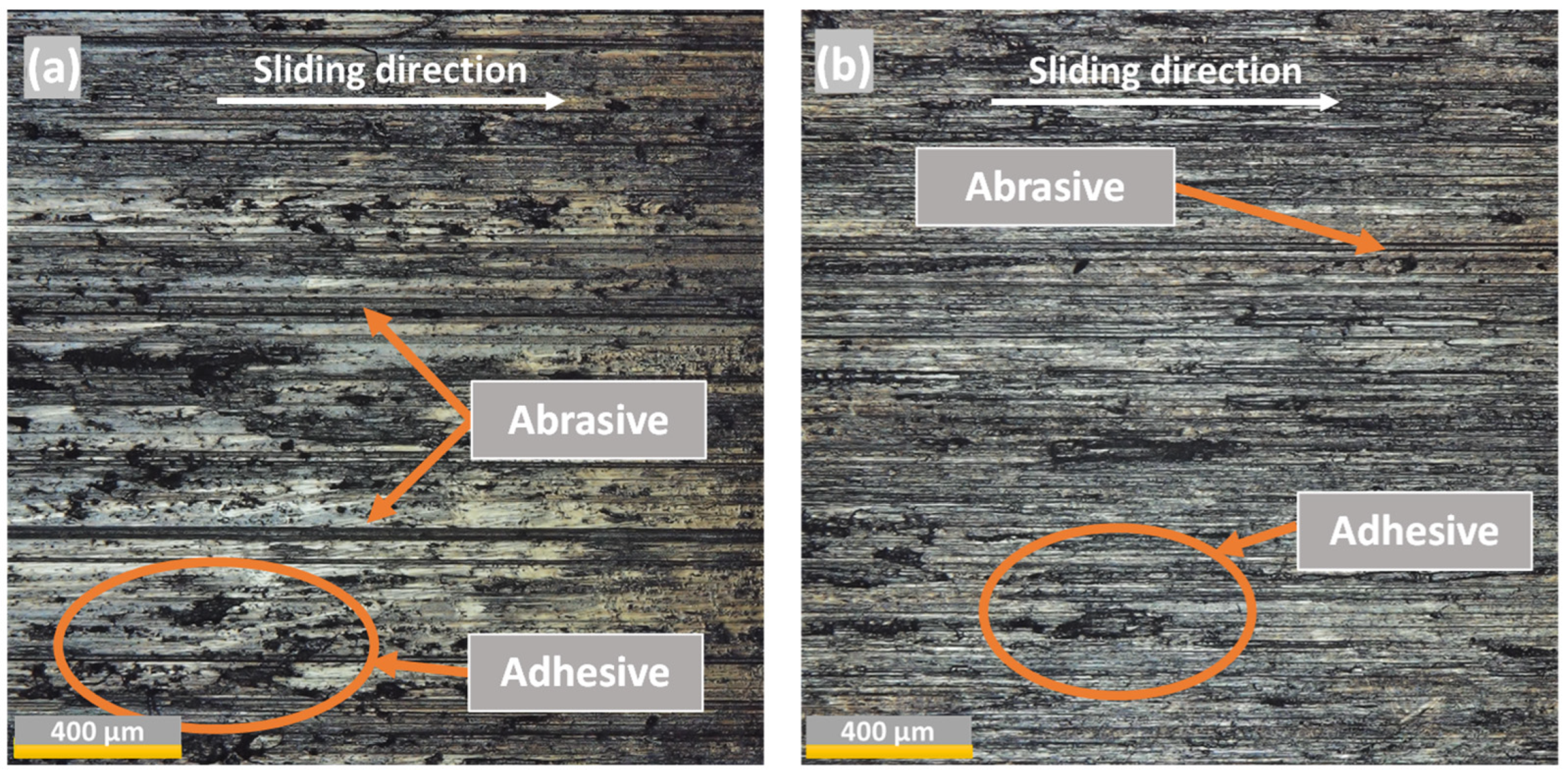
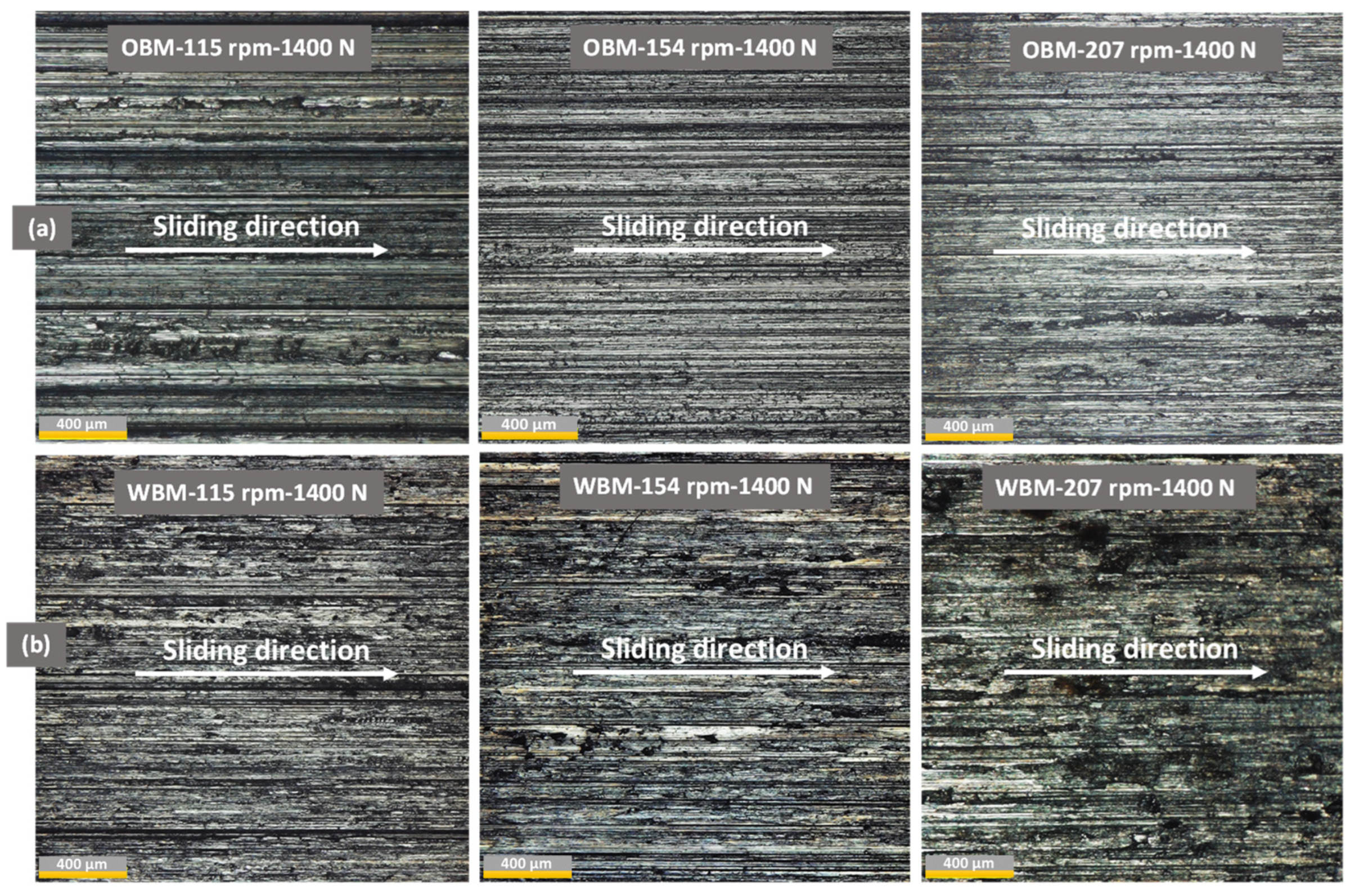
3.5. Wear Mechanisms of SM2535-110 Casing
4. Conclusions
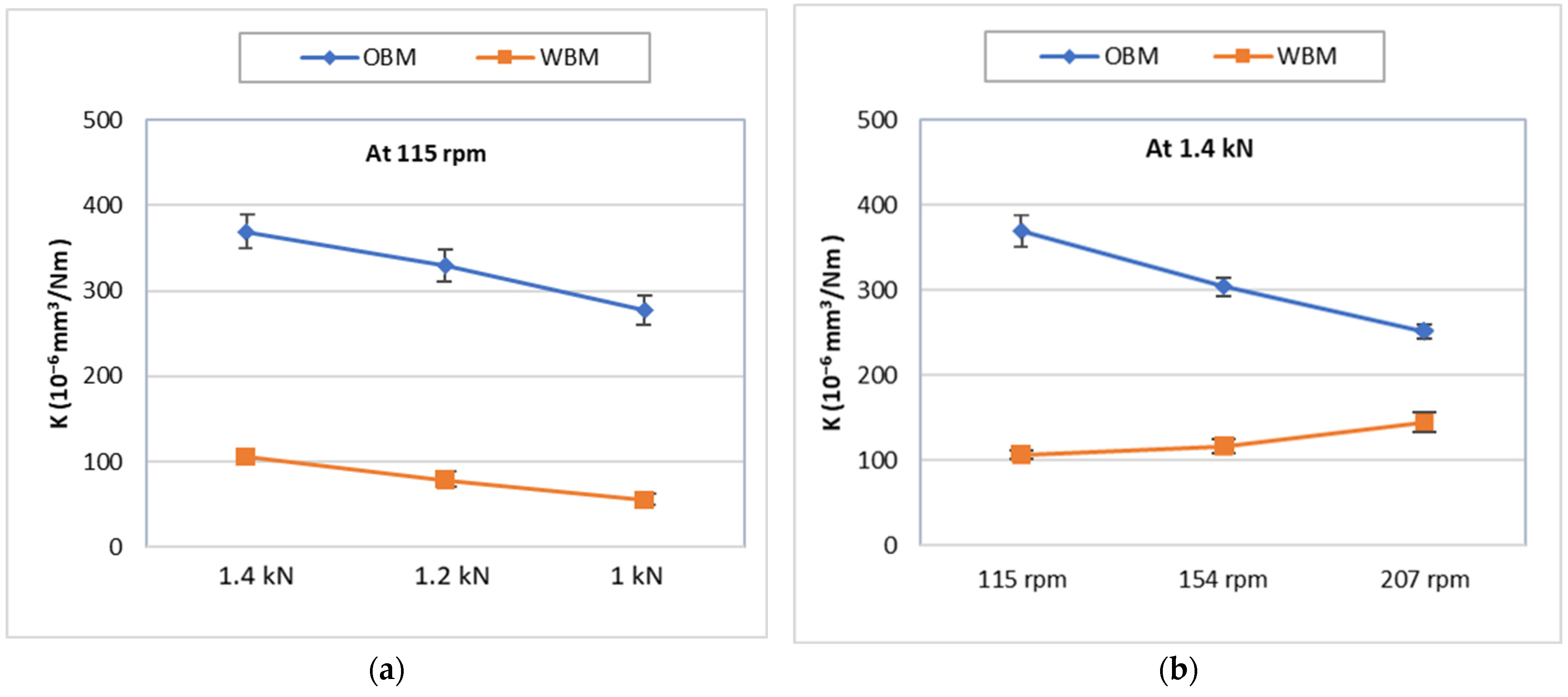
- Under both OBM and WBM, the specific wear rate increases with increasing side load due to the increase in the real area of contact.
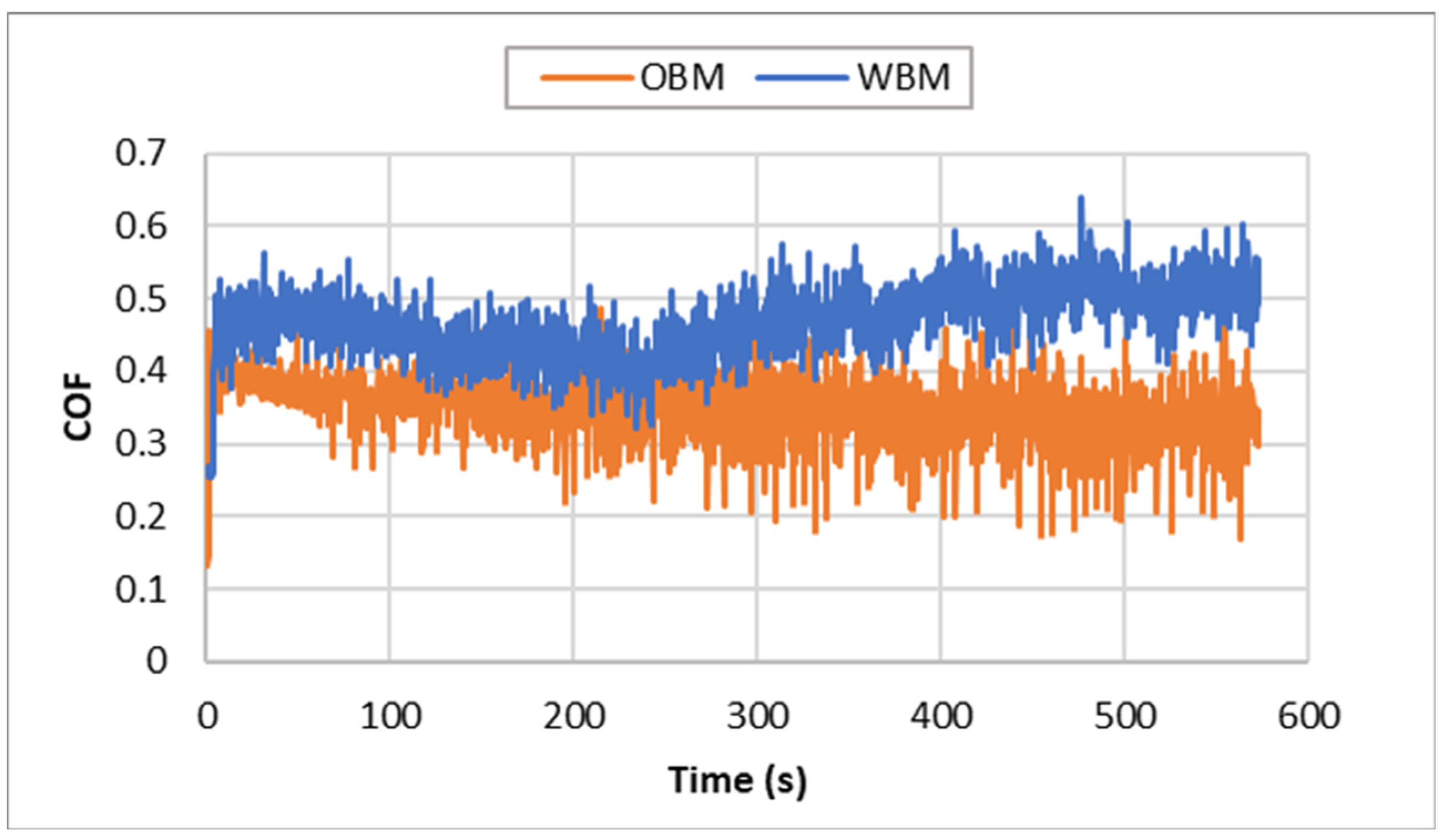
- The casing wear factor decreases with increasing rotational speed for specimens tested under OBM while it increases for specimens tested under WBM. The first is mainly due to the change in the lubrication regime from boundary to hydrodynamic lubrication at higher speeds, while the second is due to the lower viscosity of the WBM and the higher COF.
- The specific wear rate of specimens tested under WBM is two to three times lower than that tested under OBM.
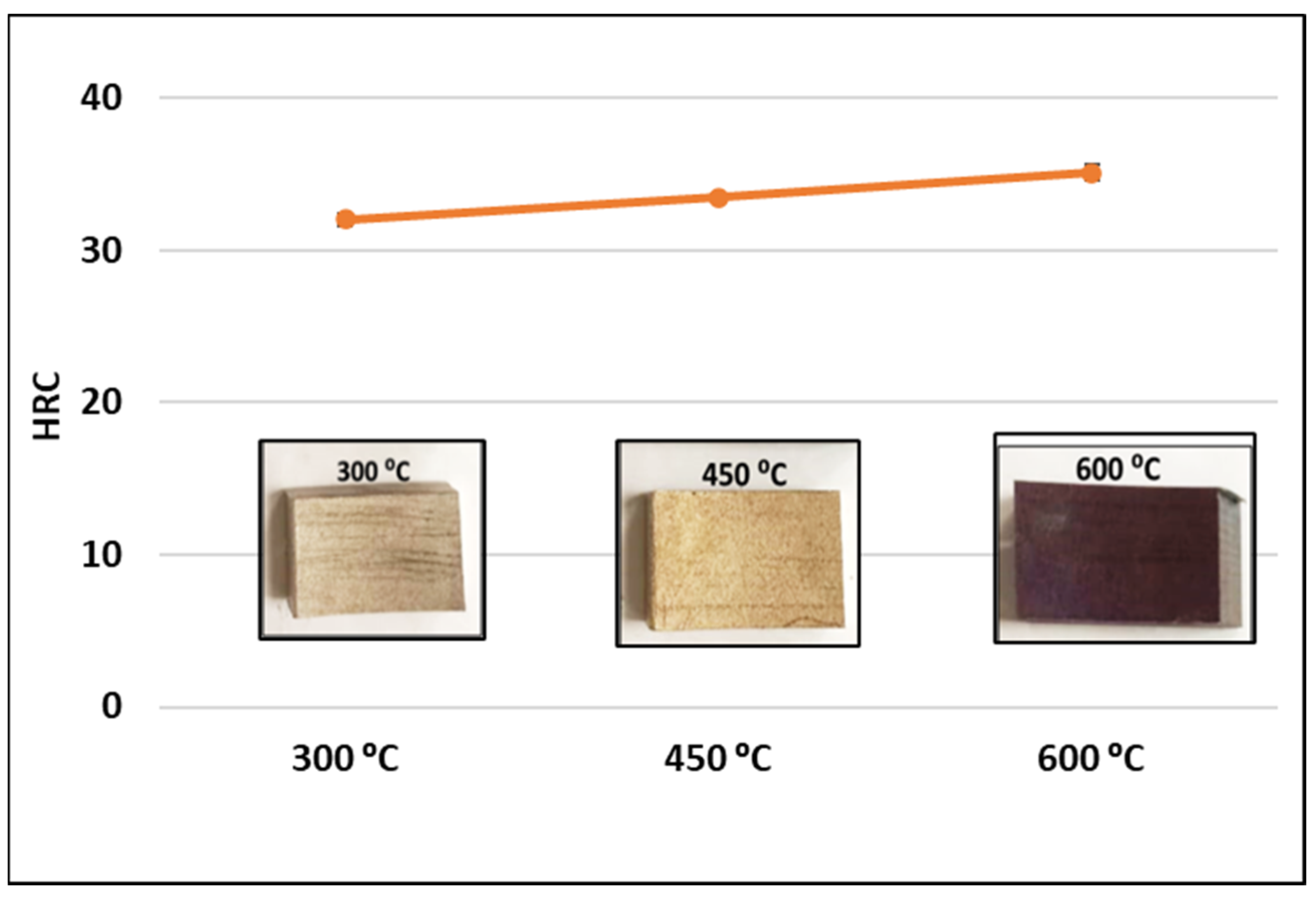
- The hardness values under OBM were lower as compared to that under WBM, which may have contributed to the higher wear resistance of the surface under WBM as compared to that under OBM due to the combined effect of microstructural changes, the work hardening of the surface, and the formation of a thin film protective layer.
- The primary wear mechanism under OBM was abrasion, whereas the primary wear mechanism with WBM lubrication was adhesion and plastic deformation, especially at high side loads.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fischer, A.; Bobzin, K. Friction, Wear and Wear Protection: International Symposium on Friction, Wear and Wear Protection 2008, Aachen, Germany; Wiley: Weinheim, Germany, 2009; ISBN 352732366X. [Google Scholar]
- Andersson, S. Wear Simulation with a Focus on Mild Wear in Rolling and Sliding Contacts. In Friction, Wear and Wear Protection; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 1–19. [Google Scholar]
- Huimei, W.; Yishan, L. The Influence of Drilling Parameters on Casing Wear in Ultra-Deep Directional Well. In ICPTT 2012: Better Pipeline Infrastructure for a Better Life; American Society of Civil Engineers: Reston, VA, USA, 2013; pp. 920–926. [Google Scholar]
- Gao, D.; Sun, L.; Lian, J. Prediction of Casing Wear in Extended-Reach Drilling. Pet. Sci. 2010, 7, 494–501. [Google Scholar] [CrossRef]
- Williamson, J.S. Casing Wear: The Effect of Contact Pressure. J. Pet. Technol. 1981, 33, 2382–2388. [Google Scholar] [CrossRef]
- Rădăcină, D.; Halafawi, M.; Avram, L. Casing Wear Prediction in Horizontal Wells. Pet. Coal 2020, 62, 395–405. [Google Scholar]
- Zhang, Q.; Lian, Z.; Lin, T.; Deng, Z.; Xu, D.; Gan, Q. Casing Wear Analysis Helps Verify the Feasibility of Gas Drilling in Directional Wells. J. Nat. Gas Sci. Eng. 2016, 35, 291–298. [Google Scholar] [CrossRef]
- Best, B. Casing Wear Caused by Tooljoint Hardfacing. SPE Drill. Eng. 1986, 1, 62–70. [Google Scholar] [CrossRef]
- Doering, A.E.R.; Danks, D.R.; Mahmoud, S.E.; Scott, J.L. Evaluation of Worn Tubulars from DEA-42 and Small-Scale Casing Wear Testers. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2011. [Google Scholar]
- Yu, H.; Lian, Z.; Lin, T.; Liu, Y.; Xu, X. Experimental and Numerical Study on Casing Wear in Highly Deviated Drilling for Oil and Gas. Adv. Mech. Eng. 2016, 8, 1687814016656535. [Google Scholar] [CrossRef]
- Chen, Y.; He, C.; Zhou, X.; Yu, H. Analysis of Factors Affecting Drilling Friction and Investigation of the Friction Reduction Tool in Horizontal Wells in Sichuan. Adv. Mech. Eng. 2019, 11, 1687814019862963. [Google Scholar] [CrossRef]
- Yu, H.; Lian, Z.; Lin, T.; Zhu, K. Experimental and Numerical Study on Casing Wear in a Directional Well under in Situ Stress for Oil and Gas Drilling. J. Nat. Gas Sci. Eng. 2016, 35, 986–996. [Google Scholar] [CrossRef]
- Osman, O.A.; Merah, N.; Samuel, R.; Alshalan, M.; Alshaarawi, A. Casing Wear Tests for Precise Wear Factor Evaluation. In Proceedings of the IADC/SPE International Drilling Conference and Exhibition, Galveston, TX, USA, 8–12 March 2022. [Google Scholar] [CrossRef]
- Osman, O.A.; Merah, N.; Abdul Samad, M.; Baig, M.M.A.; Samuel, R.; Alshalan, M.; Alshaarawi, A. Casing Wear and Wear Factors: New Experimental Study and Analysis. Materials 2022, 15, 6544. [Google Scholar] [CrossRef] [PubMed]
- Osman, O.; Merah, N.; Samad, M.; Baig, M.; Samuel, R.; Alshalan, M.; Alshaarawi, A. Wear Factors and Mechanisms of L-80 Steel Casings. Eng. Res. Express 2023, 5, 025076. [Google Scholar] [CrossRef]
- Sridhar, N.; Thodla, R.; Gui, F.; Cao, L.; Anderko, A. Corrosion-Resistant Alloy Testing and Selection for Oil and Gas Production. Corros. Eng. Sci. Technol. 2018, 53, 75–89. [Google Scholar] [CrossRef]
- Al-Saeedi, M.J.; Al-Enezi, D.; Sounderrajan, M.; Saxena, A.K.; Gumballi, G.K.; McKinnell, D.C. First Implementation of CRA Casing in Sour HPHT Reservoirs in Deep Wells in Kuwait. In Proceedings of the North Africa Technical Conference and Exhibition, Cairo, Egypt, 15–17 April 2013; p. SPE-164603-MS. [Google Scholar]
- Li, L.F. Corrosion-Resistant Alloys for Tubings and Casings and Alloy Material Selection in Oil and Gas Wells. Adv. Mater. Res. 2013, 690–693, 276–279. [Google Scholar] [CrossRef]
- Nippon Steel Tubular Products. Available online: https://www.tubular.nipponsteel.com/octg-material/data-sheet/sm2535-110 (accessed on 23 November 2022).
- Moore, M.A. The Relationship between the Abrasive Wear Resistance, Hardness and Microstructure of Ferritic Materials. Wear 1974, 28, 59–68. [Google Scholar] [CrossRef]
- API 5CT Chemical Composition of Casing Pipe. Available online: https://www.hu-steel.com/product89_991.html (accessed on 5 March 2022).
- Yaqoob, M.S.T. Empirical Analysis of Localized Casing Wear with Variations in Contact Pressure and Drilling Conditions. Ph.D. Thesis, Technische Universität Clausthal, Clausthal-Zellerfeld, Germany, 2021. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Introduction. In Engineering Tribology; Elsevier: Amsterdam, The Netherlands, 2006; pp. 1–9. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | SM2535-110 | Drill Pipe | Counterface (DP-TJ) |
|---|---|---|---|
| Fe | 35.5% | 96.2% | 92.4% |
| C | 0.02% | 0.4% | 0.9% |
| Cr | 25.7% | 1.4% | 3.8% |
| Ni | 32% | 0% | 0% |
| Mo | 4.1% | 0% | 0% |
| Mn | 0.7% | 0% | 0% |
| Casing Property | Unit | Values |
|---|---|---|
| Ultimate tensile strength value | (MPa) | ≥792 |
| Yield strength value | (MPa) | 758–965 |
| Casing hardness value | (HRC) | ≤33 |
| Outer DP diameter | (mm) [in] | (245) [9–5/8] |
| Casing thickness | (mm) [in] | (110) [0.44] |
| SM2535-110 | Counterface (DP-TJ) | |
|---|---|---|
| Hardness | 31.73 ± 1.9 | 57.94 ± 0.8 |
| Type of Mud | Sample Number | Speed (rpm) | Side Load (kN) | K (10−6 mm3/Nm) |
|---|---|---|---|---|
| OBM | S1 | 115 | 1 | 277.13 |
| S2 | 115 | 1.2 | 329.53 | |
| S3 | 115 | 1.4 | 369.52 | |
| S4 | 154 | 1 | 241.66 | |
| S5 | 154 | 1.2 | 277.42 | |
| S6 | 154 | 1.4 | 304.82 | |
| S7 | 207 | 1 | 188.38 | |
| S8 | 207 | 1.2 | 223.17 | |
| S9 | 207 | 1.4 | 251.06 | |
| WBM | S10 | 115 | 1 | 54.88 |
| S11 | 115 | 1.2 | 78.48 | |
| S12 | 115 | 1.4 | 106.27 | |
| S13 | 154 | 1 | 77.33 | |
| S14 | 154 | 1.2 | 98.12 | |
| S15 | 154 | 1.4 | 115.81 | |
| S16 | 207 | 1 | 124.05 | |
| S17 | 207 | 1.2 | 134.85 | |
| S18 | 207 | 1.4 | 144.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osman, O.; Merah, N.; Abdul Samad, M.; Al-Shaarawi, A.; Alshalan, M. Effects of Drilling Parameters and Mud Types on Wear Factors and Mechanisms of SM2535 Casings. Lubricants 2023, 11, 420. https://doi.org/10.3390/lubricants11100420
Osman O, Merah N, Abdul Samad M, Al-Shaarawi A, Alshalan M. Effects of Drilling Parameters and Mud Types on Wear Factors and Mechanisms of SM2535 Casings. Lubricants. 2023; 11(10):420. https://doi.org/10.3390/lubricants11100420
Chicago/Turabian StyleOsman, Omer, Necar Merah, Mohammed Abdul Samad, Amjad Al-Shaarawi, and Meshari Alshalan. 2023. "Effects of Drilling Parameters and Mud Types on Wear Factors and Mechanisms of SM2535 Casings" Lubricants 11, no. 10: 420. https://doi.org/10.3390/lubricants11100420
APA StyleOsman, O., Merah, N., Abdul Samad, M., Al-Shaarawi, A., & Alshalan, M. (2023). Effects of Drilling Parameters and Mud Types on Wear Factors and Mechanisms of SM2535 Casings. Lubricants, 11(10), 420. https://doi.org/10.3390/lubricants11100420