An Unsupervised Vibration Noise Reduction Approach and Its Application in Lubrication Condition Monitoring


Abstract
:1. Introduction
2. Mathematical Models
2.1. Traditional DW Denoising
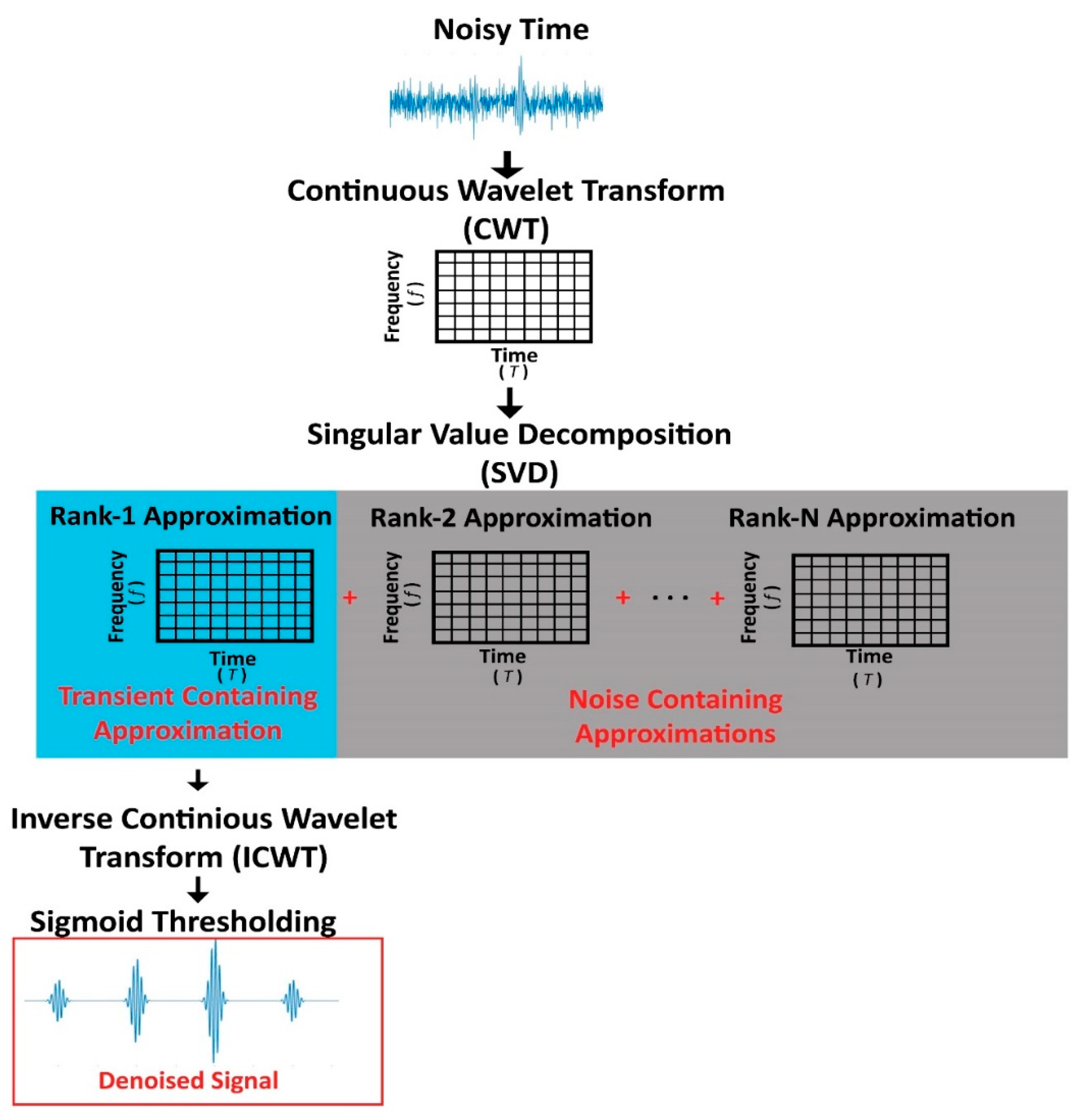
2.2. Data-Driven Denoising Model
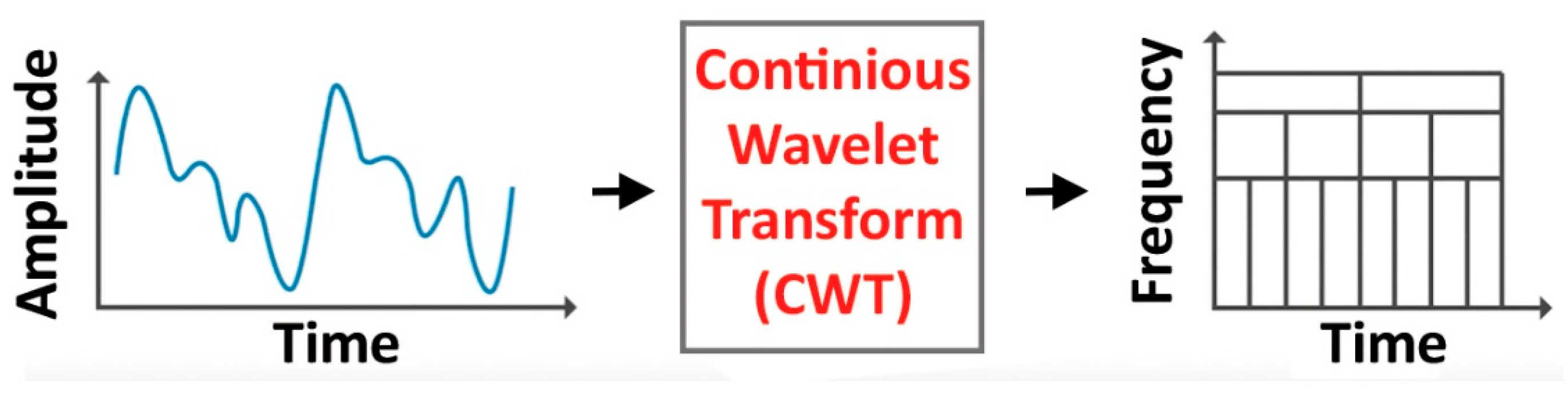
2.2.1. Continuous Wavelet Transform (CWT)
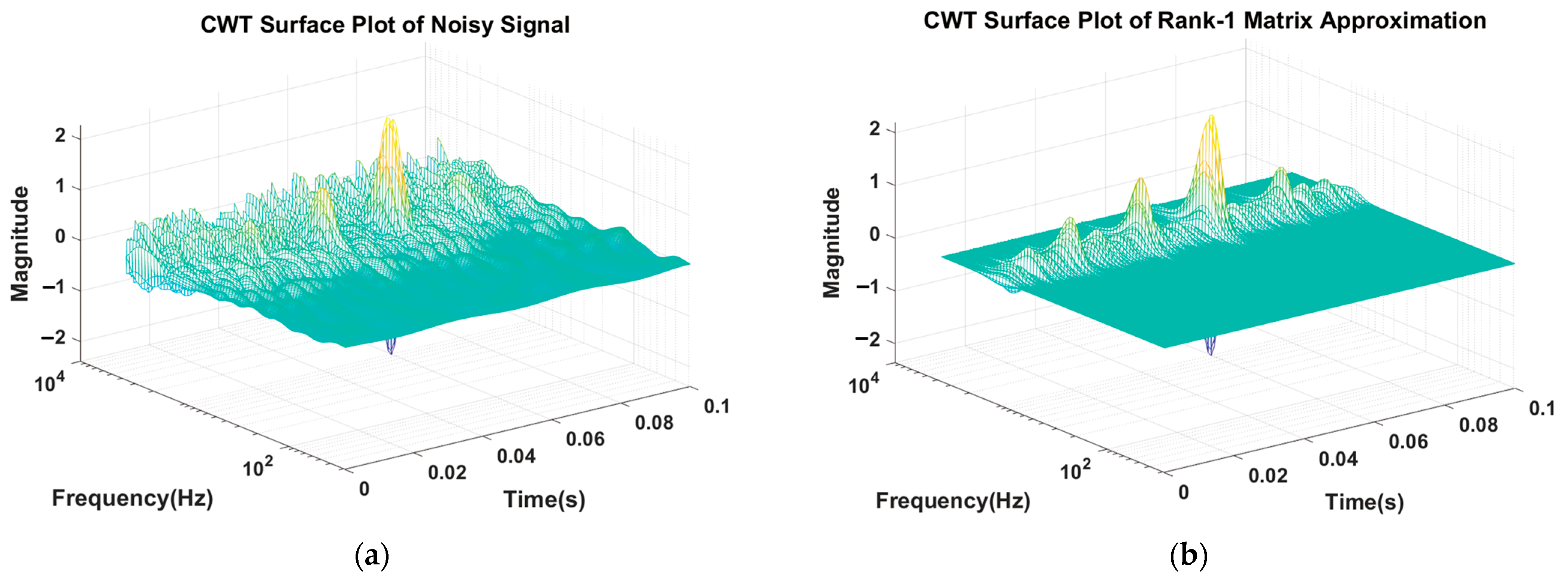
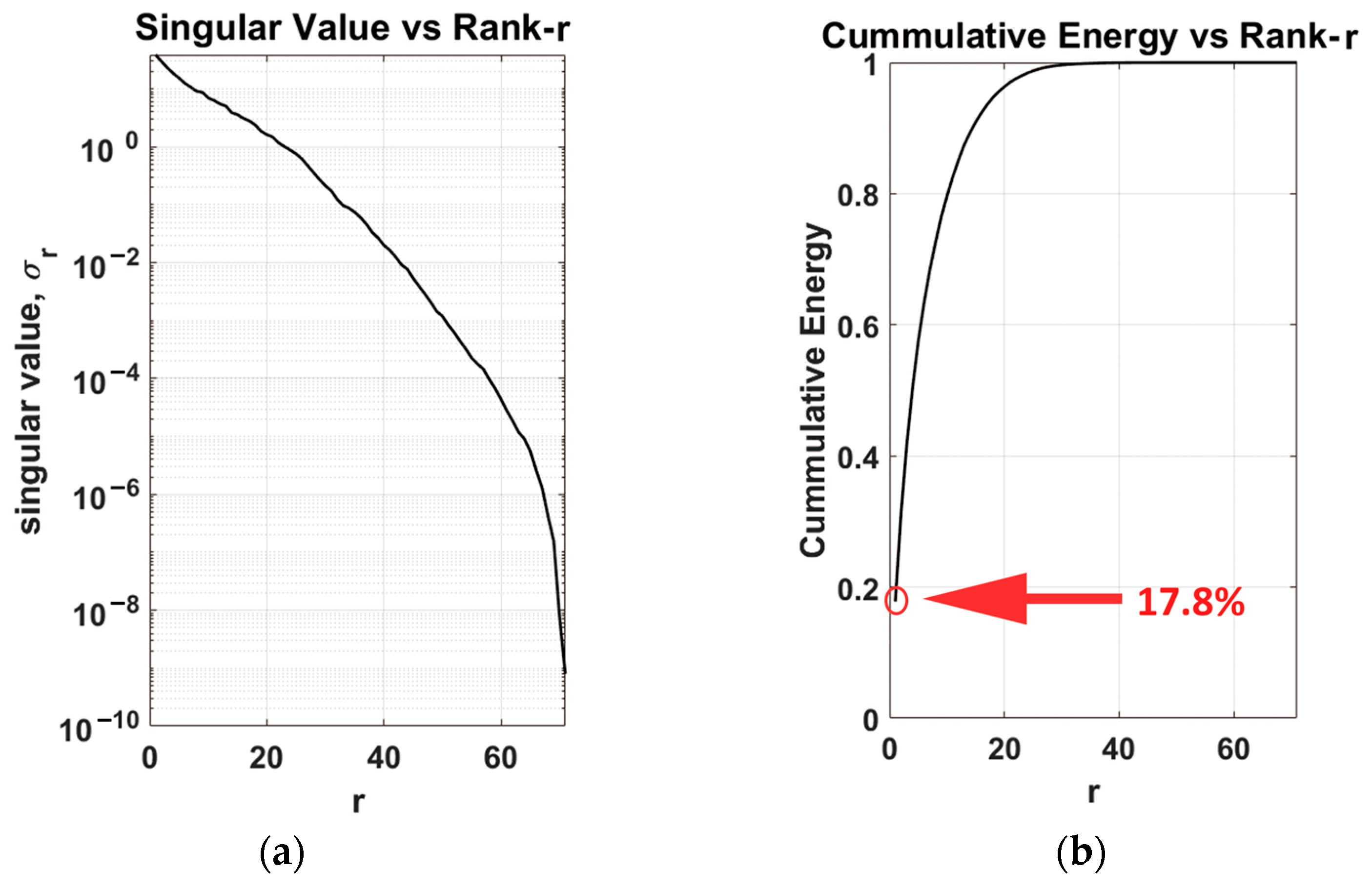
2.2.2. Singular Value Decomposition (SVD)
2.2.3. Sigmoid Thresholding
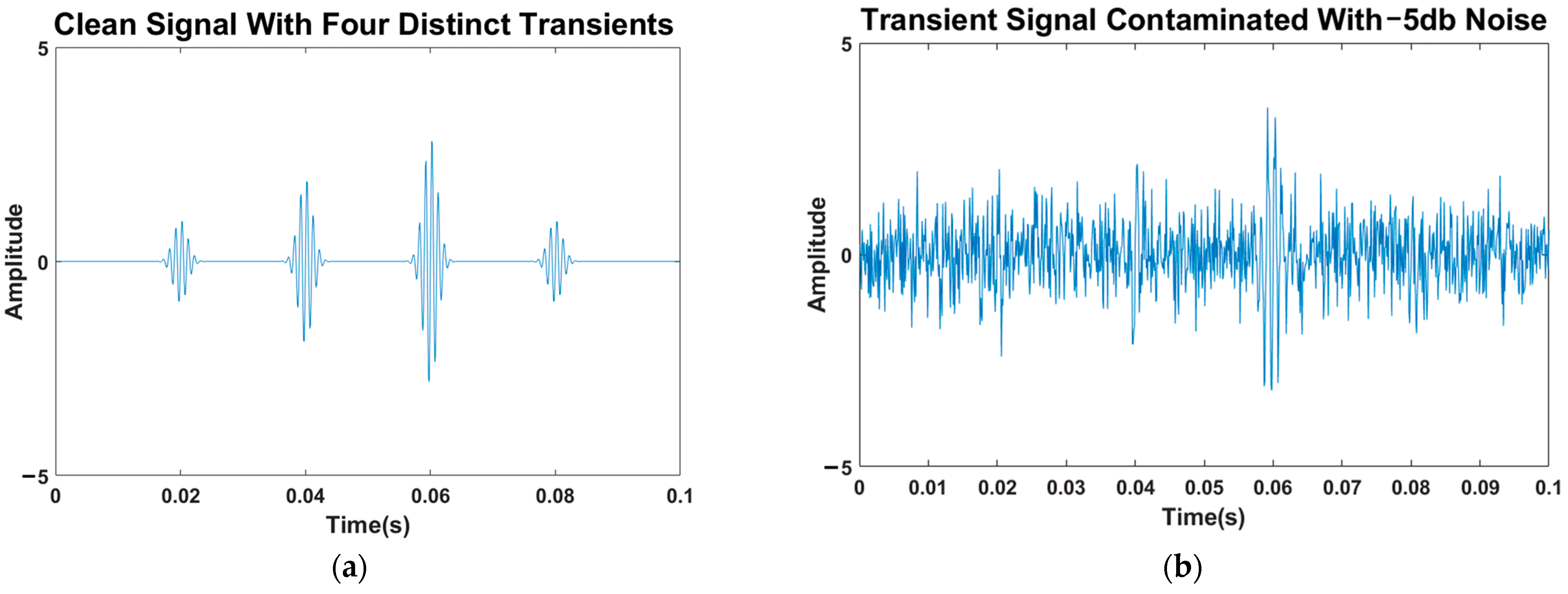
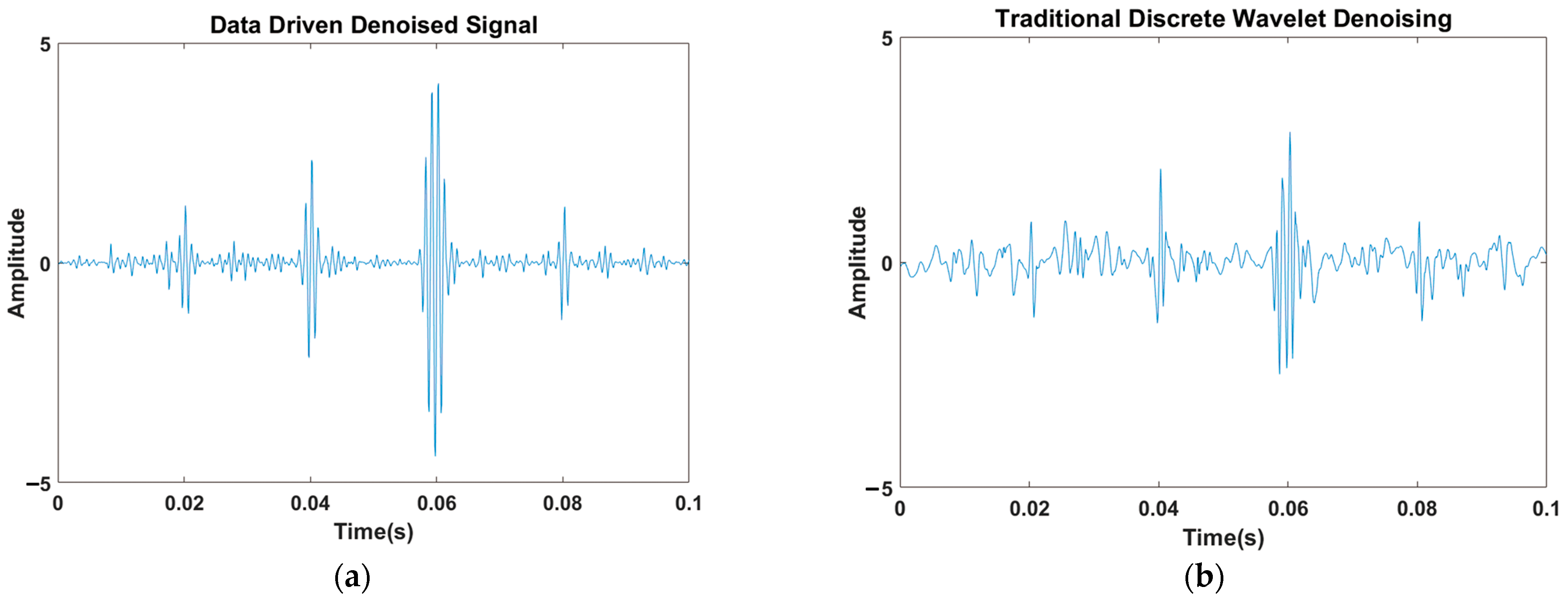
2.3. Model Validation
3. Application of DD Denoising in Lubrication Condition Monitoring of a Plastic Injection Molding Machine’s Toggle Clamping System
3.1. Materials and Methods
3.1.1. Injection Molding Machine
3.1.2. Data Acquisition System
3.1.3. Experimental Setup
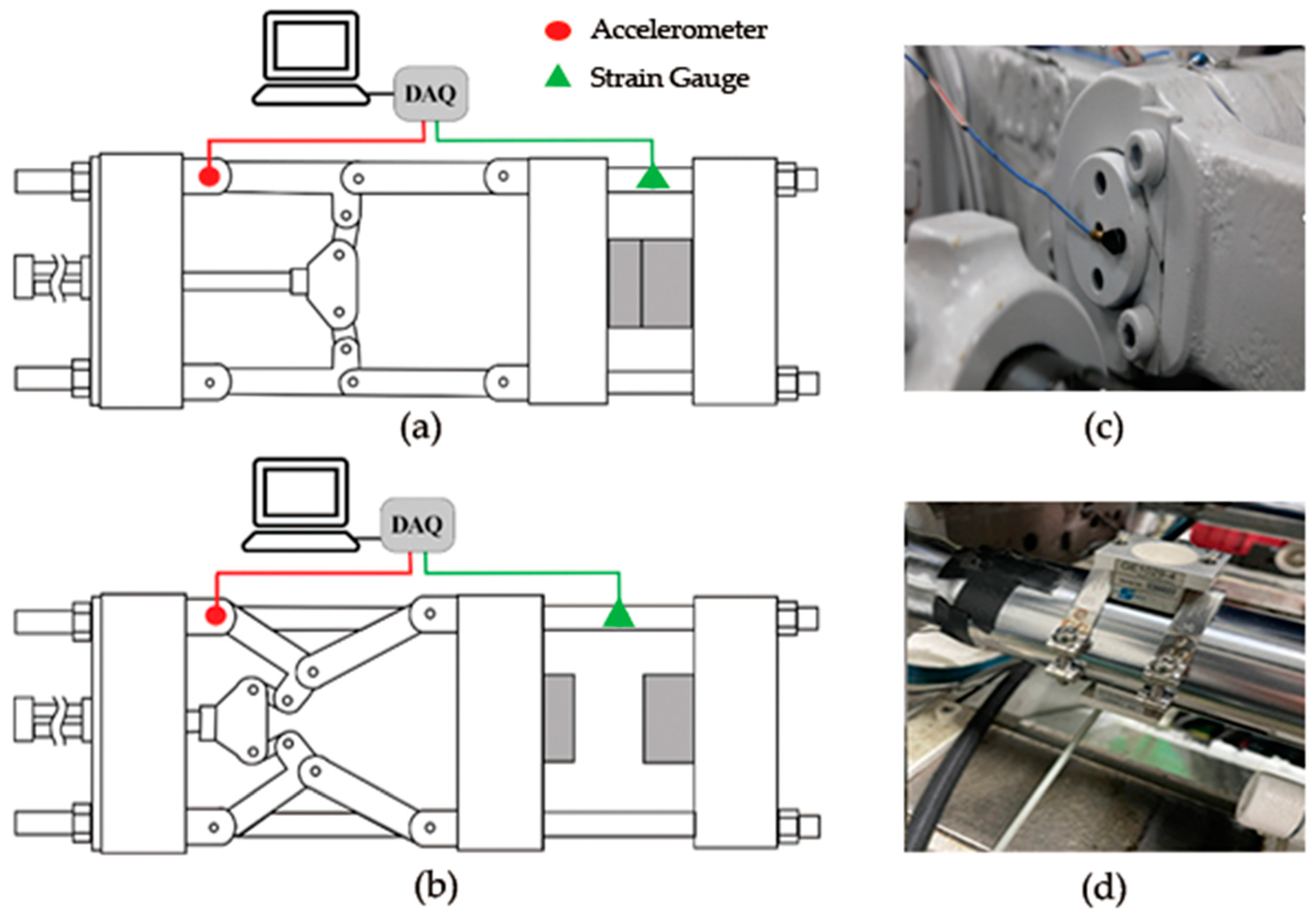
- Figure 10a,b shows schematics of the toggle clamping system investigated in this study.
- The external surface of the stationary pin of the toggle clamping system was properly cleaned with acetone cleaner to remove oil or any other contaminants;
- A PCB Piezotronics accelerometer was first fastened to the stationary pin of the toggle clamping system using quick-setting cyanoacrylate adhesive glue as recommended by the manufacturer’s datasheet. This set up is shown in Figure 10c;
- A strain gauge was connected across the tie bar of the injection molding machine (Figure 10d);
- Both strain gauge and accelerometer were connected to the IMC CRONOSflex DAQ and sampled at 100 Hz and 50,000 Hz, respectively;
- The data from the sensors were transferred from the DAQ system to an in situ PC via an RJ45 cable for further analysis.
3.1.4. Experimental Procedures
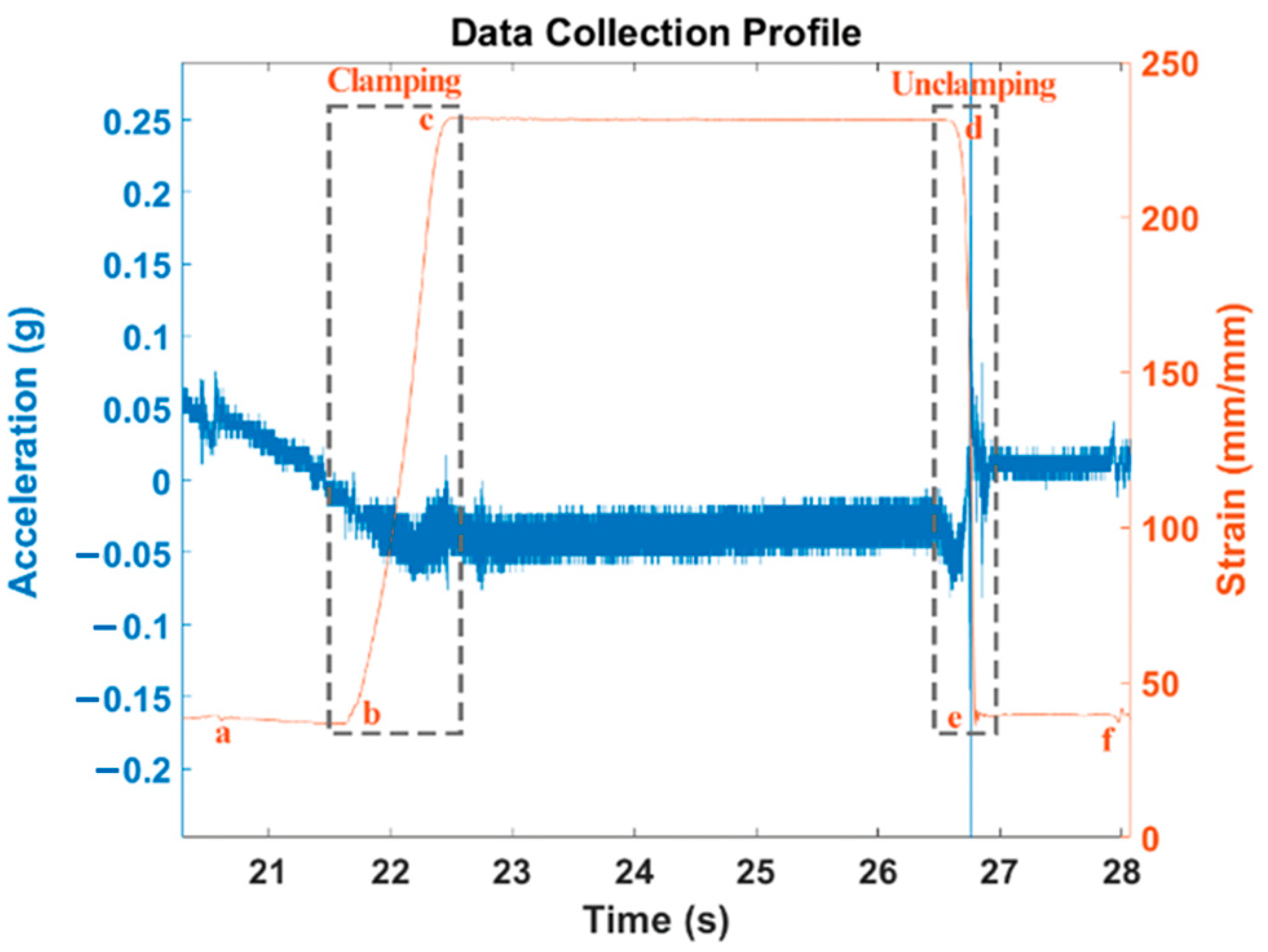
- The clamping force of the CLF-60TX was fixed at 240 kPa;
- Since the lubrication system of the machine was time-controlled, the toggle clamping system was thereafter lubricated for 40 s with an anti-stick, extreme pressure oil. A lubrication time of 40 s injects the maximum quantity of lubricant into the journal and therefore represents complete relubrication;
- The toggle was clamped and unclamped repeatedly, replicating industrial mass production;
- The plastic injection industry currently relies on the machine operator’s experience to determine the number of cycles before relubrication. It is therefore a common practice for the toggle to be relubricated when the experienced machine operator detects a screeching sound during operation. Similarly, in this study, the toggle was completely relubricated for 40 s when a screeching sound was detected by the experience machine operator;
- At the onset of a screeching sound, as detected by the experienced machine operator, the toggle clamping system was completely relubricated for 40 s while allowed to continue its clamping and unclamping motion;
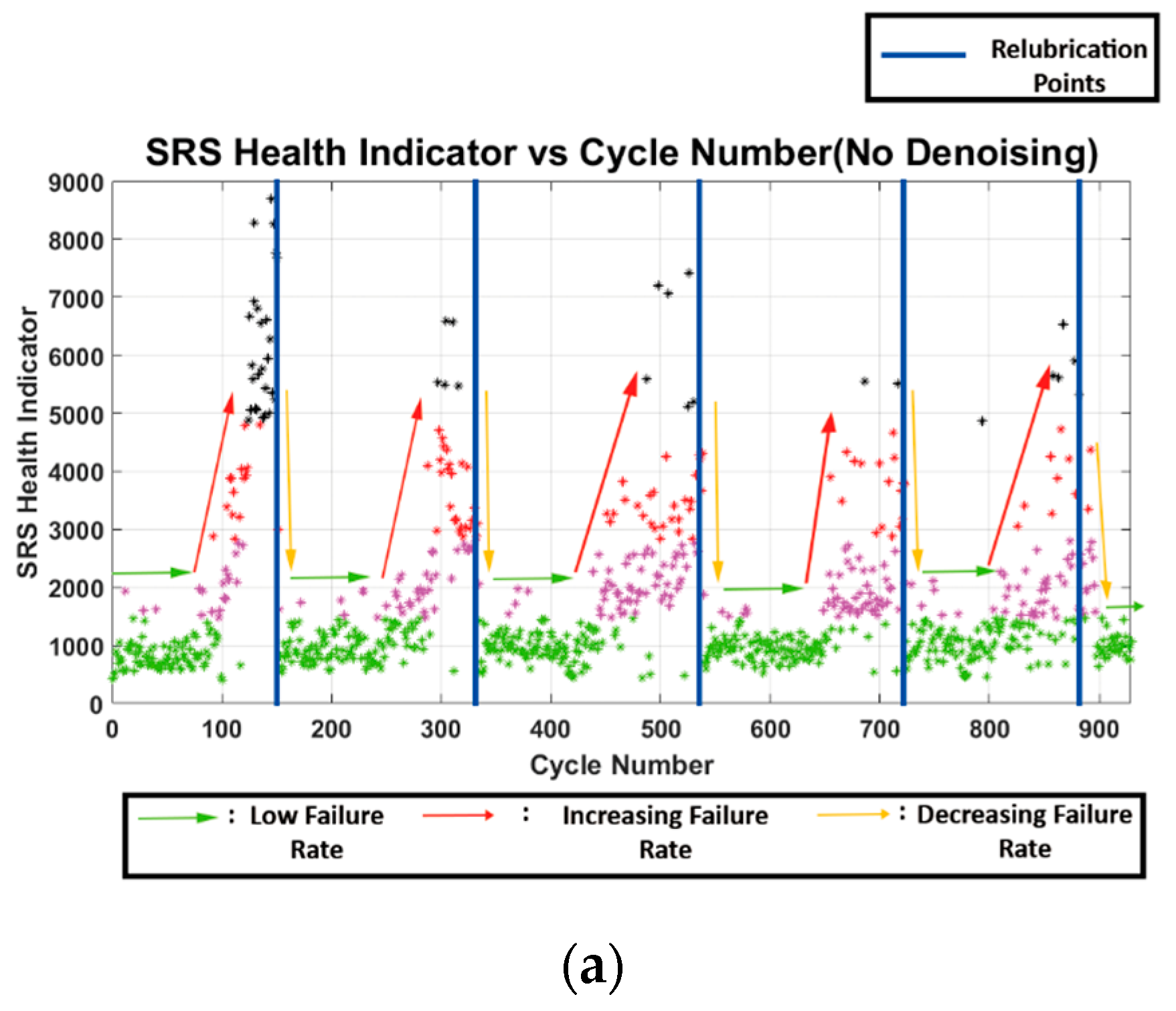
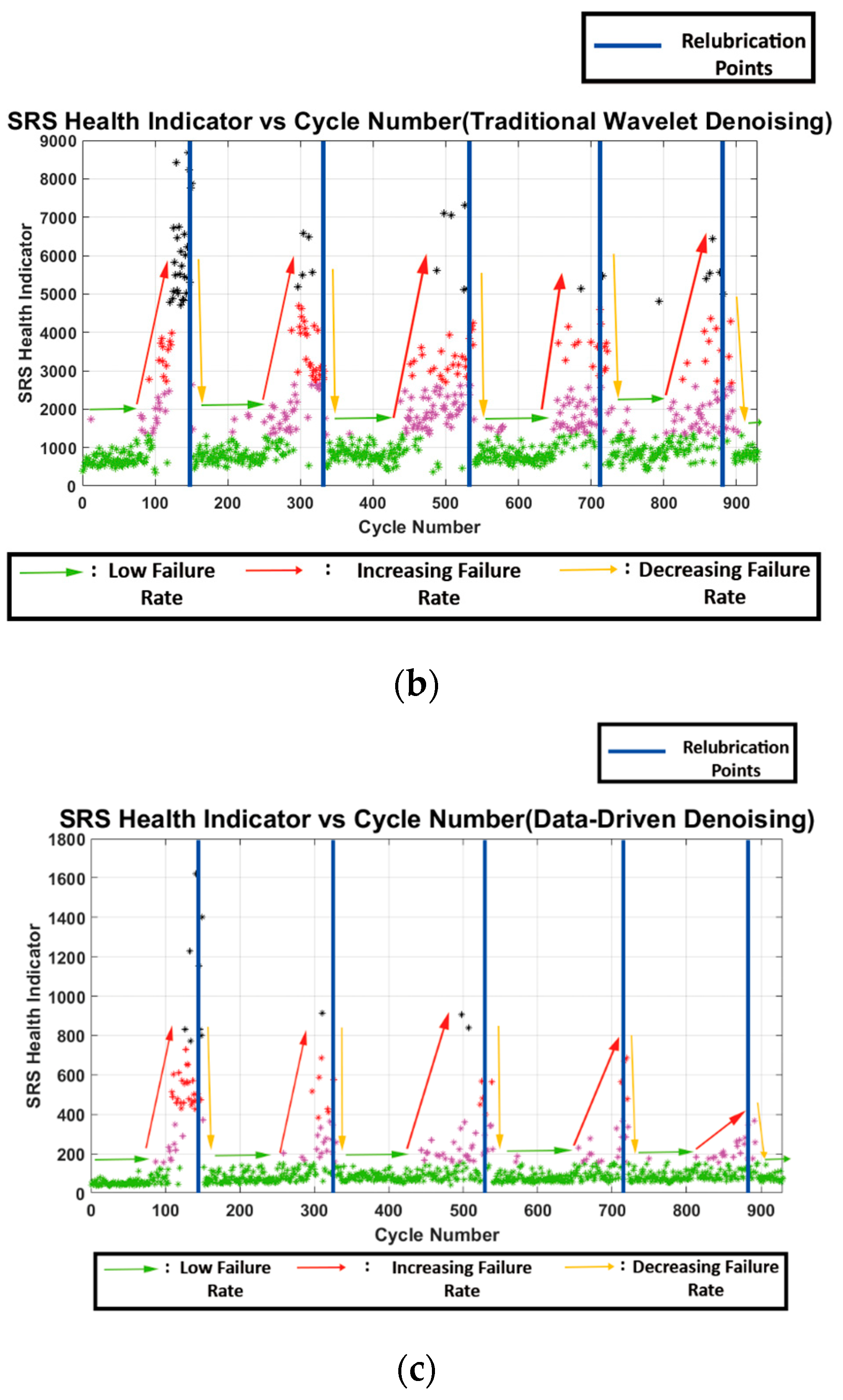
- Relubrication was performed at cycles 150, 330, 530, 710, and 880 as determined by the machine operator;
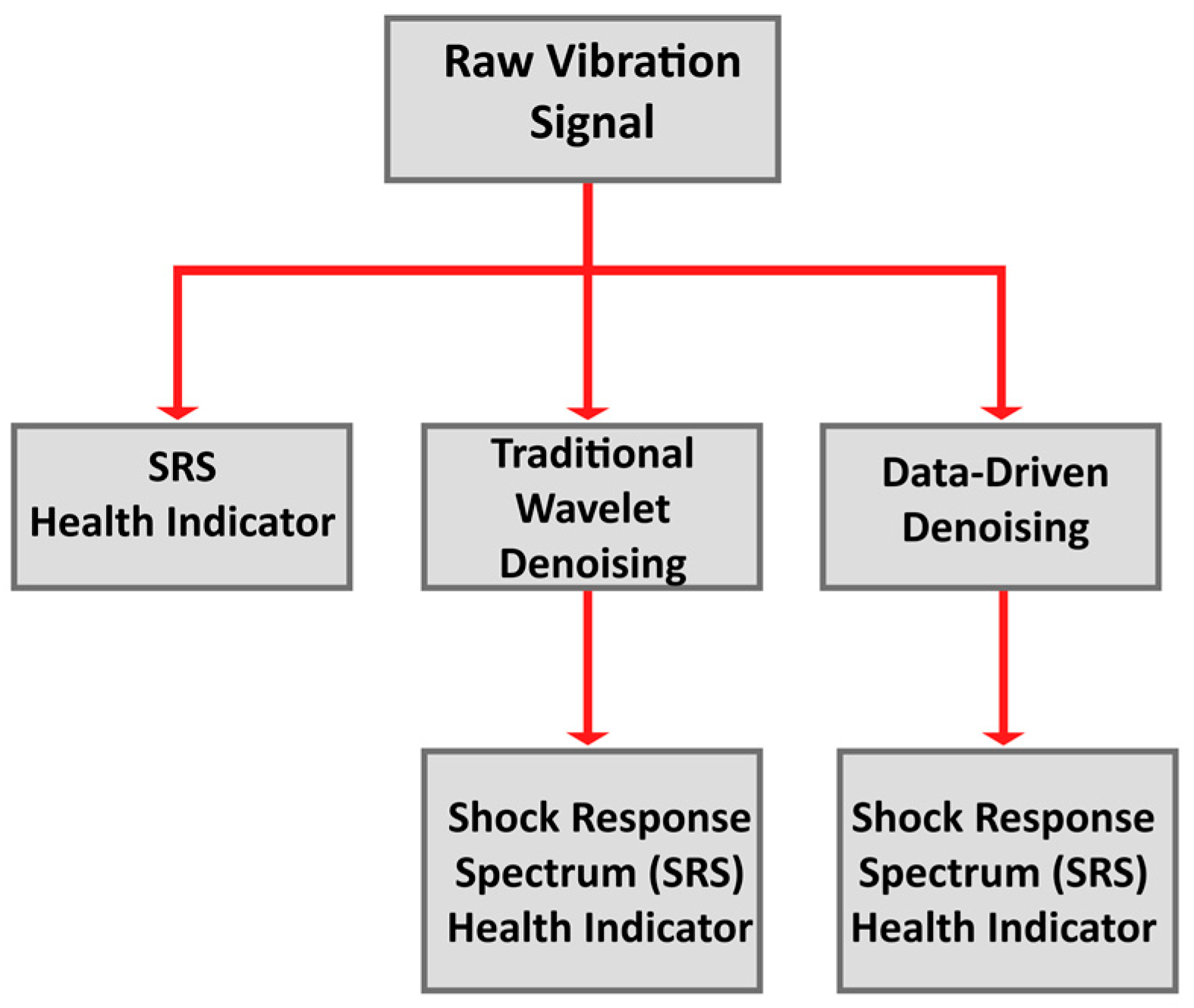
- The reliability of the Shock Response Spectrum (SRS) Health Indicator was evaluated when using (a) raw vibration, (b) vibration denoised with a traditional CW denoising method, and (c) vibration denoised using the DD denoising algorithm. Figure 11 summarizes the described analytical procedures.
3.2. Data Acquisition and Treatment
4. Results/Discussion
5. Conclusions
- Noise contamination reduces the reliability of vibration-based condition monitoring systems;
- This study proposed a novel and unsupervised data-driven (DD) Denoising algorithm using the Continuous Wavelet Transform method paired with the singular value decomposition method;
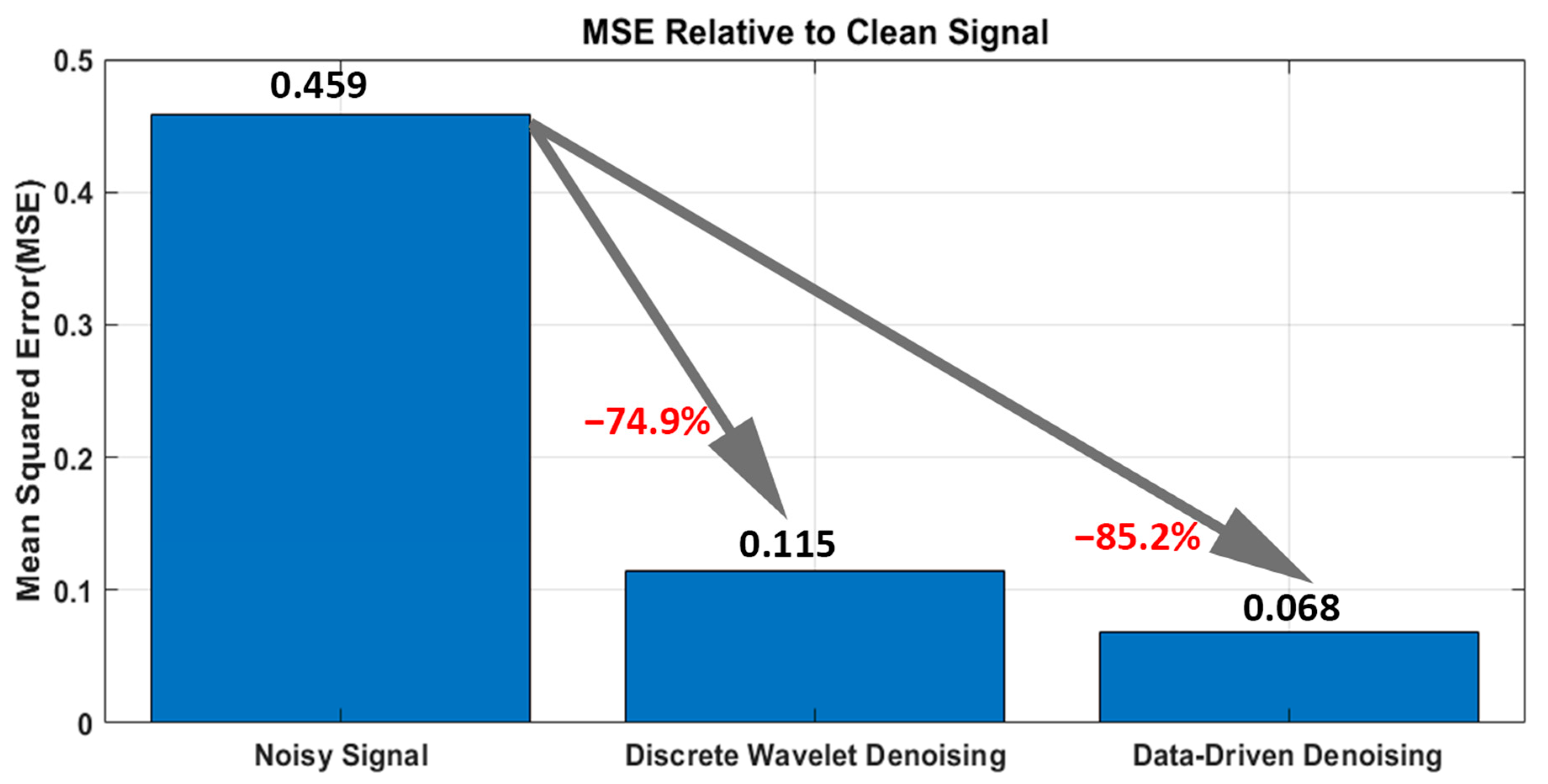
- The proposed model was validated with simulated data. It outperformed the traditional Discrete Wavelet denoising algorithm, resulting in an 85.2% noise reduction;
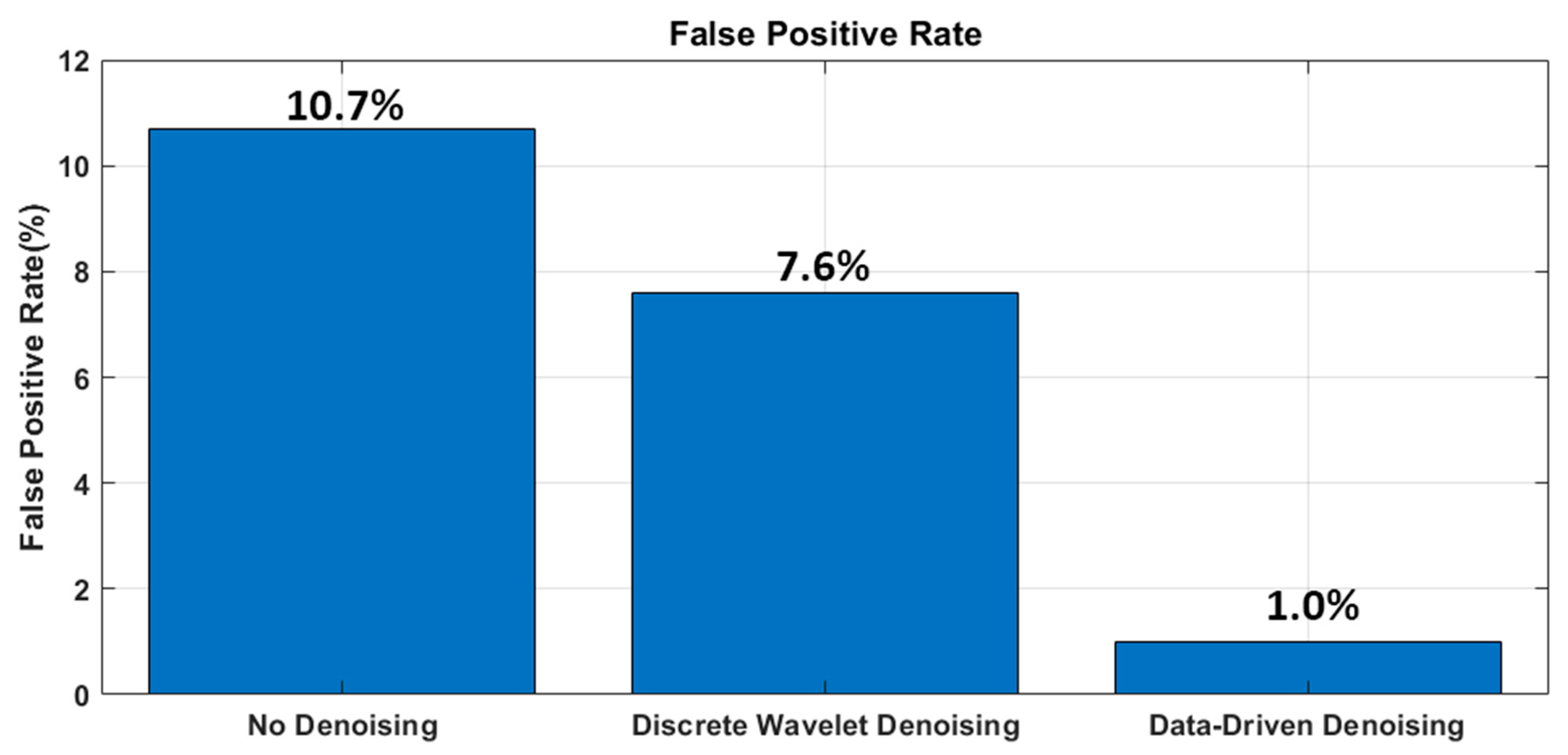
- The DD denoising algorithm was applied to the real time lubrication condition monitoring of the toggle clamping system, thereby improving the system’s robustness. It decreased the false positive rate from 10.7% when no denoising was performed to 1%.
6. Future Work
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lanza, G.; Niggeschmidt, S.; Werner, P. Optimization of Preventive Maintenance and Spare Part Provision for Machine Tools Based on Variable Operational Conditions. CIRP Ann. 2009, 58, 429–432. [Google Scholar] [CrossRef]
- Ferreiro, S.; Konde, E.; Fernández, S.; Prado, A. Industry 4.0: Predictive Intelligent Maintenance for Production Equipment. In Proceedings of the Third European Conference of the PHM Society 2016, Bilbao, Spain, 5–8 July 2016. [Google Scholar]
- Heng, A.; Zhang, S.; Tan, A.C.C.; Mathew, J. Rotating Machinery Prognostics: State of the Art, Challenges and Opportunities. Mech. Syst. Signal Process. 2009, 23, 724–739. [Google Scholar] [CrossRef]
- Martin, K.F. A Review by Discussion of Condition Monitoring and Fault Diagnosis in Machine Tools. Int. J. Mach. Tools Manuf. 1994, 34, 527–551. [Google Scholar] [CrossRef]
- Jardine, A.K.S.; Lin, D.; Banjevic, D. A Review on Machinery Diagnostics and Prognostics Implementing Condition-Based Maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar]
- Geitner, F.K.; Bloch, H.P. Chapter 1—The Failure Analysis and Troubleshooting System. In Machinery Failure Analysis and Troubleshooting, 4th ed.; Geitner, F.K., Bloch, H.P., Eds.; Butterworth-Heinemann: Oxford, UK, 2012; pp. 1–9. [Google Scholar]
- Bogue, R. Sensors for Condition Monitoring: A Review of Technologies and Applications. Sens. Rev. 2013, 33, 295–299. [Google Scholar] [CrossRef]
- Carden, E.P.; Fanning, P. Vibration Based Condition Monitoring: A Review. Struct. Health Monit. 2004, 3, 355–377. [Google Scholar] [CrossRef]
- Farrar, C.R.; Doebling, S.W. Damage Detection and Evaluation Ii. In Modal Analysis and Testing; Silva, J.M.M., Maia, N.M.M., Eds.; Springer: Dordrecht, The Netherlands, 1999; pp. 345–378. [Google Scholar]
- Sait, A.S.; Sharaf-Eldeen, Y.I. A Review of Gearbox Condition Monitoring Based on Vibration Analysis Techniques Diagnostics and Prognostics. In Rotating Machinery, Structural Health Monitoring, Shock and Vibration; Springer: New York, NY, USA, 2011; Volume 5. [Google Scholar]
- Sinha, J.K.; Elbhbah, K. A Future Possibility of Vibration Based Condition Monitoring of Rotating Machines. Mech. Syst. Signal Process. 2013, 34, 231–240. [Google Scholar] [CrossRef]
- Goyal, D.; Pabla, B.S. The Vibration Monitoring Methods and Signal Processing Techniques for Structural Health Monitoring: A Review. Arch. Comput. Methods Eng. 2016, 23, 585–594. [Google Scholar] [CrossRef]
- Randall, R.B. Vibration-Based Condition Monitoring: Industrial, Aerospace and Automotive Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Al-Obaidi, A.R. Detection of Cavitation Phenomenon within a Centrifugal Pump Based on Vibration Analysis Technique in Both Time and Frequency Domains. Exp. Tech. 2020, 44, 329–347. [Google Scholar] [CrossRef]
- Hory, C.; Martin, N.; Chehikian, A. Spectrogram Segmentation by Means of Statistical Features for Non-Stationary Signal Interpretation. IEEE Trans. Signal Process. 2002, 50, 2915–2925. [Google Scholar] [CrossRef]
- Ravier, P.; Amblard, P.-O. Combining an Adapted Wavelet Analysis with Fourth-Order Statistics for Transient Detection. Signal Process. 1998, 70, 115–128. [Google Scholar] [CrossRef]
- Angrisani, L.; Daponte, P.; D’apuzzo, M. A Method for the Automatic Detection and Measurement of Transients. Part I The Measurement Method. Measurement 1999, 25, 19–30. [Google Scholar]
- Angrisani, L.; Daponte, P.; D’apuzzo, M. A Method for the Automatic Detection and Measurement of Transients. Part II Applications. Measurement 1999, 25, 31–40. [Google Scholar]
- Zhu, Z.K.; Yan, R.; Luo, L.; Feng, Z.H.; Kong, F.R. Detection of Signal Transients Based on Wavelet and Statistics for Machine Fault Diagnosis. Mech. Syst. Signal Process. 2009, 23, 1076–1097. [Google Scholar] [CrossRef]
- Miao, F.; Zhao, R.; Wang, X. A New Method of Denoising of Vibration Signal and Its Application. Shock. Vib. 2020, 2020, 7587840. [Google Scholar] [CrossRef]
- He, Q.; Wang, X.; Zhou, Q. Vibration Sensor Data Denoising Using a Time-Frequency Manifold for Machinery Fault Diagnosis. Sensors 2014, 14, 382–402. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Braun, S. The Synchronous (Time Domain) Average Revisited. Mech. Syst. Signal Process. 2011, 25, 1087–1102. [Google Scholar] [CrossRef]
- Mcfadden, P.D.; Toozhy, M.M. Application of Synchronous Averaging to Vibration Monitoring of Rolling Element Bearings. Mech. Syst. Signal Process. 2000, 14, 891–906. [Google Scholar] [CrossRef]
- Martin, H.R.; Honarvar, F. Application of Statistical Moments to Bearing Failure Detection. Appl. Acoust. 1995, 44, 67–77. [Google Scholar] [CrossRef]
- Lin, J.; Qu, L. Feature Extraction Based on Morlet Wavelet and Its Application for Mechanical Fault Diagnosis. J. Sound Vib. 2000, 234, 135–148. [Google Scholar] [CrossRef]
- Beheshti, S.; Dahleh, M.A. A New Information-Theoretic Approach to Signal Denoising and Best Basis Selection. IEEE Trans. Signal Process. 2005, 53, 3613–3624. [Google Scholar] [CrossRef]
- Xiaogang, D.; Yang, Y.; Xiwen, Q.; Xinmin, W.; Zhansheng, T. Signal Denoising Based on Improved Wavelet Packet Thresholding Function. In Proceedings of the 2010 International Conference on Computer, Mechatronics, Control and Electronic Engineering, Changchun, China, 24–26 August 2010. [Google Scholar]
- Yi, T.-H.; Li, H.-N.; Zhao, X.-Y. Noise Smoothing for Structural Vibration Test Signals Using an Improved Wavelet Thresholding Technique. Sensors 2012, 12, 11205–11220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, W.-X.; Tse, P.W. Development of an Advanced Noise Reduction Method for Vibration Analysis Based on Singular Value Decomposition. NDT E Int. 2003, 36, 419–432. [Google Scholar] [CrossRef] [Green Version]
- Candès, E.J.; Sing-Long, C.A.; Trzasko, J.D. Unbiased Risk Estimates for Singular Value Thresholding and Spectral Estimators. IEEE Trans. Signal Process. 2013, 61, 4643–4657. [Google Scholar] [CrossRef] [Green Version]
- Ashok, K.; Kalaiselvi, A.; Vijaykumar, V.R. Adaptive Impulse Detection Based Selective Window Median Filter for Removal of Random-Valued Impulse Noise in Digital Images. COMPEL—Int. J. Comput. Math. Electr. Electron. Eng. 2016, 35, 1604–1616. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, X.; Yang, Y.; Deng, W. An Efficient Denoising Source Separation (Dss) of Rotating Machine Fault Signals Based on Empirical Mode Decomposition (Emd). Xibei Gongye Daxue Xuebao J. Northwestern Polytech. Univ. 2013, 31, 272–276. [Google Scholar]
- Chakraborty, A.; Okaya, D.A. Frequency-Time Decomposition of Seismic Data Using Wavelet-Based Methods. Geophysics 1995, 60, 1906–1916. [Google Scholar] [CrossRef] [Green Version]
- Ramesh Babu, T.; Srikanth, S.; Sekhar, A.S. Hilbert-Huang Transform for Detection and Monitoring of Crack in a Transient Rotor. Mech. Syst. Signal Process. 2008, 22, 905–914. [Google Scholar] [CrossRef]
- Boashash, B. Chapter 15—Time-Frequency Diagnosis and Monitoring. In Time Frequency Analysis; Boashash, B., Ed.; Elsevier Science: Oxford, UK, 2003; pp. 627–682. [Google Scholar]
- Rioul, O.; Duhamel, P. Fast Algorithms for Discrete and Continuous Wavelet Transforms. IEEE Trans. Inf. Theory 1992, 38, 569–586. [Google Scholar] [CrossRef] [Green Version]
- Zeng, C.; Lin, H.; Jiang, Q.; Xu, M. Qrs Complex Detection Using Combination of Mexican-Hat Wavelet and Complex Morlet Wavelet. J. Comput. 2013, 8, 2951–2958. [Google Scholar] [CrossRef]
- Duval-Destin, M.; Muschietti, M.A.; Torrésani, B. Continuous Wavelet Decompositions, Multiresolution, and Contrast Analysis. SIAM J. Math. Anal. 1993, 24, 739–755. [Google Scholar] [CrossRef]
- Luchtenburg, D.M. Data-Driven Science and Engineering: Machine Learning, Dynamical Systems, and Control (Brunton, Steven L. and Kutz, J. Nathan; 2020) [Bookshelf]. IEEE Control. Syst. Mag. 2021, 41, 95–102. [Google Scholar] [CrossRef]
- Chitsaz, N.; Azarnivand, A.; Araghinejad, S. Pre-Processing of Data-Driven River Flow Forecasting Models by Singular Value Decomposition (Svd) Technique. Hydrol. Sci. J. 2016, 61, 2164–2178. [Google Scholar] [CrossRef] [Green Version]
- Donoho, D.L.; Johnstone, I.M. Adapting to Unknown Smoothness Via Wavelet Shrinkage. J. Am. Stat. Assoc. 1995, 90, 1200–1224. [Google Scholar] [CrossRef]
- Wang, Z.; Bovik, A.C. Mean Squared Error: Love It or Leave It? A New Look at Signal Fidelity Measures. IEEE Signal Process. Mag. 2009, 26, 98–117. [Google Scholar] [CrossRef]
- Tang, S.H.; Kong, Y.M.; Sapuan, S.M.; Samin, R.; Sulaiman, S. Design and Thermal Analysis of Plastic Injection Mould. J. Mater. Process. Technol. 2006, 171, 259–267. [Google Scholar] [CrossRef]
- Min, B.H. A Study on Quality Monitoring of Injection-Molded Parts. J. Mater. Process. Technol. 2003, 136, 1–6. [Google Scholar] [CrossRef]
- Kulkarni, V.; Karande, P.; Joshi, N.; Hambir, P.; Gurav, S. Design and Material Selection of Screw Feeder of Injection Molding Machine. Int. J. Eng. Adv. Technol. 2020, 9, 1812–1816. [Google Scholar]
- Pun, K.-F.; Hui, I.-K.; Lewis, W.G.; Lau, H.C.W. A Multiple-Criteria Environmental Impact Assessment for the Plastic Injection Molding Process: A Methodology. J. Clean. Prod. 2003, 11, 41–49. [Google Scholar] [CrossRef]
- Kitayama, S.; Hashimoto, S.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Multi-Objective Optimization for Minimizing Weldline and Cycle Time Using Variable Injection Velocity and Variable Pressure Profile in Plastic Injection Molding. Int. J. Adv. Manuf. Technol. 2020, 107, 3351–3361. [Google Scholar] [CrossRef]
- Ambs, L.; Frerker, M.M. The Use of Variable Speed Drives to Retrofit Hydraulic Injection Molding Machines. Energy Eng. 1998, 95, 55–76. [Google Scholar] [CrossRef]
- Yazawa, S.; Minami, I.; Prakash, B. Reducing Friction and Wear of Tribological Systems through Hybrid Tribofilm Consisting of Coating and Lubricants. Lubricants 2014, 2, 90–112. [Google Scholar] [CrossRef] [Green Version]
- Morgan, W.J.; Chu, H.-Y. Development of a Reliable Vibration Based Health Indicator for Monitoring the Lubricating Condition of the Toggle Clamping System of a Plastic Injection Molding Machine. Appl. Sci. 2022, 12, 196. [Google Scholar] [CrossRef]
- Motahari-Nezhad, M.; Jafari, S.M. Bearing Remaining Useful Life Prediction under Starved Lubricating Condition Using Time Domain Acoustic Emission Signal Processing. Expert Syst. Appl. 2021, 168, 114391. [Google Scholar] [CrossRef]
- Asgharbeygi, N.; Maleki, A. Geodesic K-Means Clustering. In Proceedings of the 2008 19th International Conference on Pattern Recognition, Tampa, FL, USA, 8–11 December 2008. [Google Scholar]
- Amin, M.A.; Yan, H. High Speed Detection of Retinal Blood Vessels in Fundus Image Using Phase Congruency. Soft Comput. 2011, 15, 1217–1230. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Values |
|---|---|
| Frequency (f0) | 1000 Hz |
| Impulse Period (p) | 0.02 s |
| Damping Ratio (ζ) | 0.01 |
| Sampling Rate (fs) | 10 kHz |
| Initial Magnitude (A) | 1~4 |
| Time Array (t) | Range: 0.0001~0.1 s, Time Steps 0.0001 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morgan, W.J.; Chu, H.-Y. An Unsupervised Vibration Noise Reduction Approach and Its Application in Lubrication Condition Monitoring. Lubricants 2023, 11, 90. https://doi.org/10.3390/lubricants11020090
Morgan WJ, Chu H-Y. An Unsupervised Vibration Noise Reduction Approach and Its Application in Lubrication Condition Monitoring. Lubricants. 2023; 11(2):90. https://doi.org/10.3390/lubricants11020090
Chicago/Turabian StyleMorgan, Wani J., and Hsiao-Yeh Chu. 2023. "An Unsupervised Vibration Noise Reduction Approach and Its Application in Lubrication Condition Monitoring" Lubricants 11, no. 2: 90. https://doi.org/10.3390/lubricants11020090
APA StyleMorgan, W. J., & Chu, H.-Y. (2023). An Unsupervised Vibration Noise Reduction Approach and Its Application in Lubrication Condition Monitoring. Lubricants, 11(2), 90. https://doi.org/10.3390/lubricants11020090