The Effect of Steel Electropolishing on the Tribological Behavior of a Steel–Bronze Pair in the Mixed and Boundary Lubrication Regimes

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Rig
2.3. Electropolishing Process
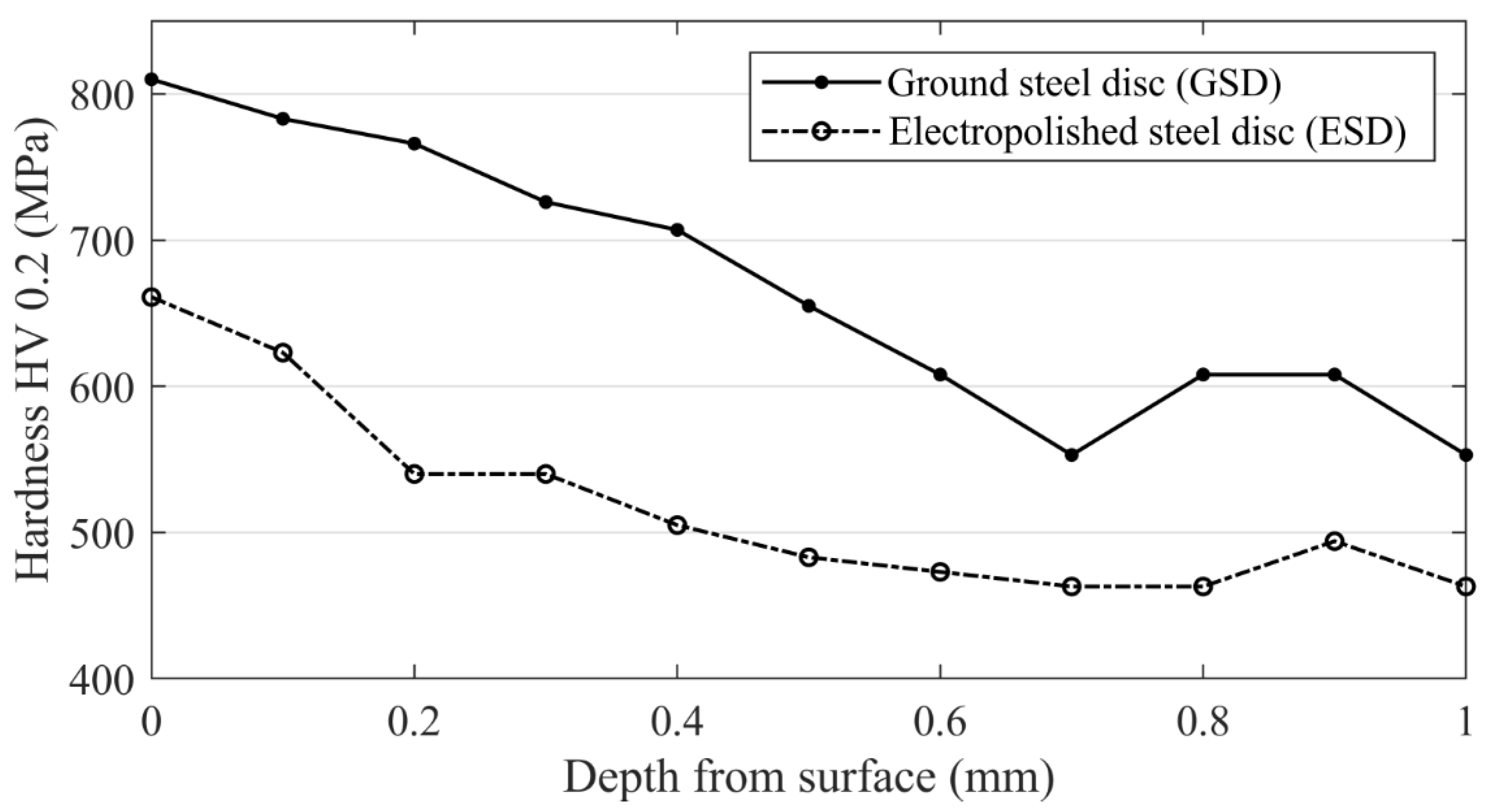
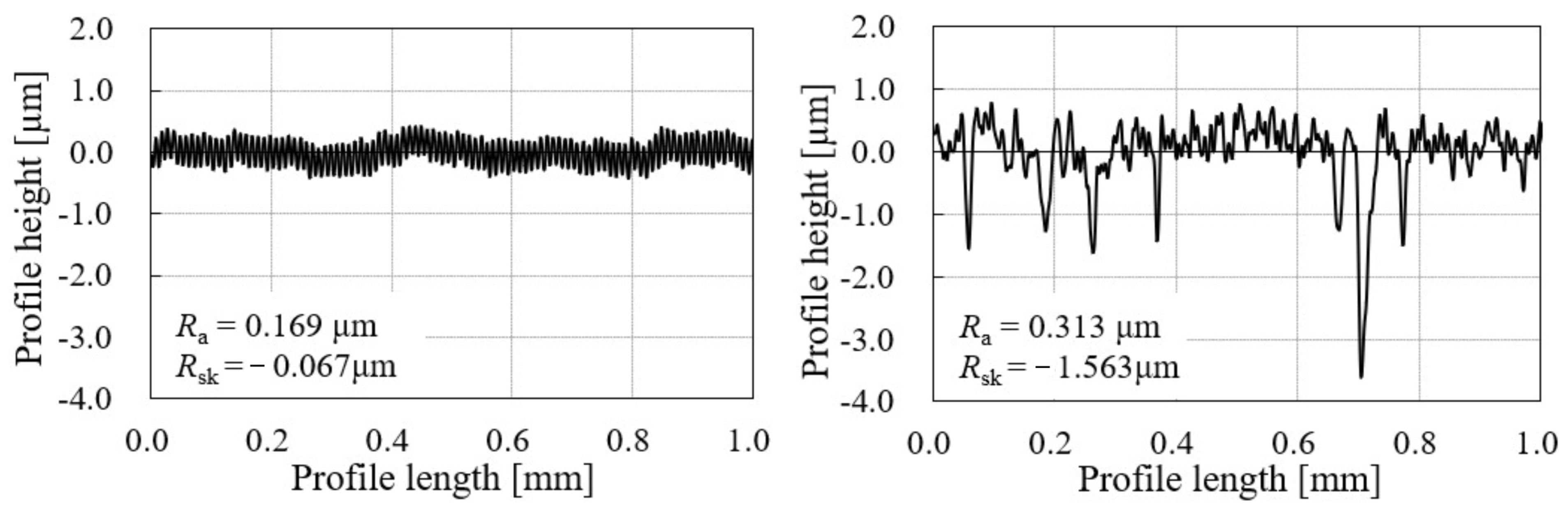
2.4. Impact of Electropolishing on Surface Profile, Topography, and Hardness
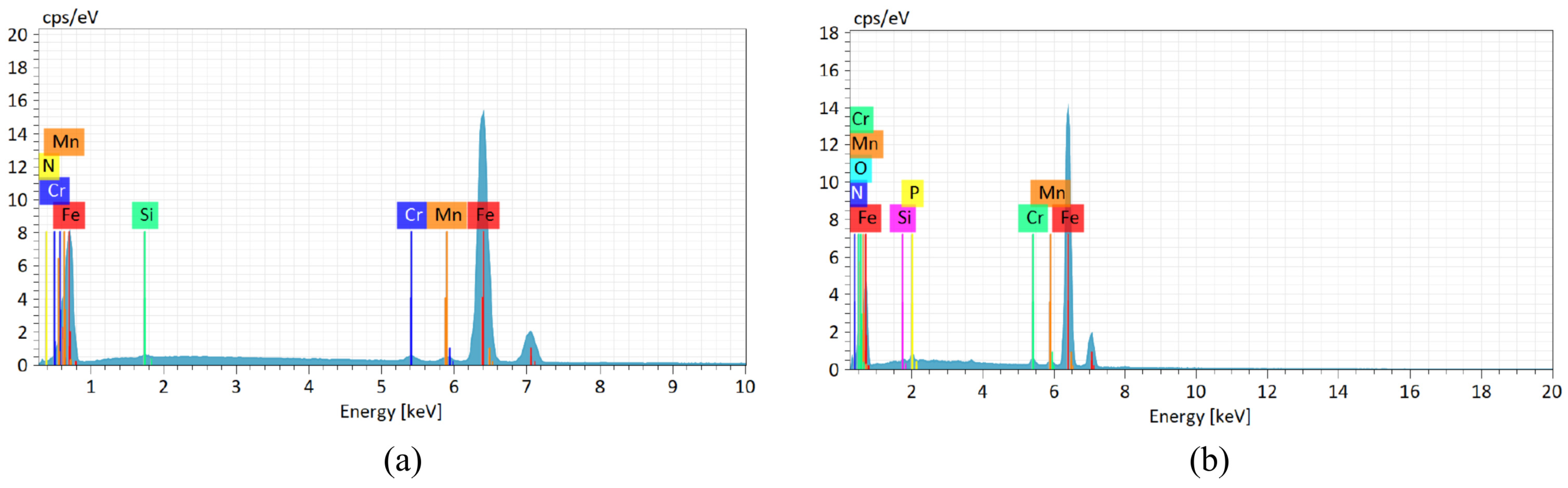
2.5. Chemical Composition of Steel Surfaces
2.6. Variable Selection
3. Results and Discussion
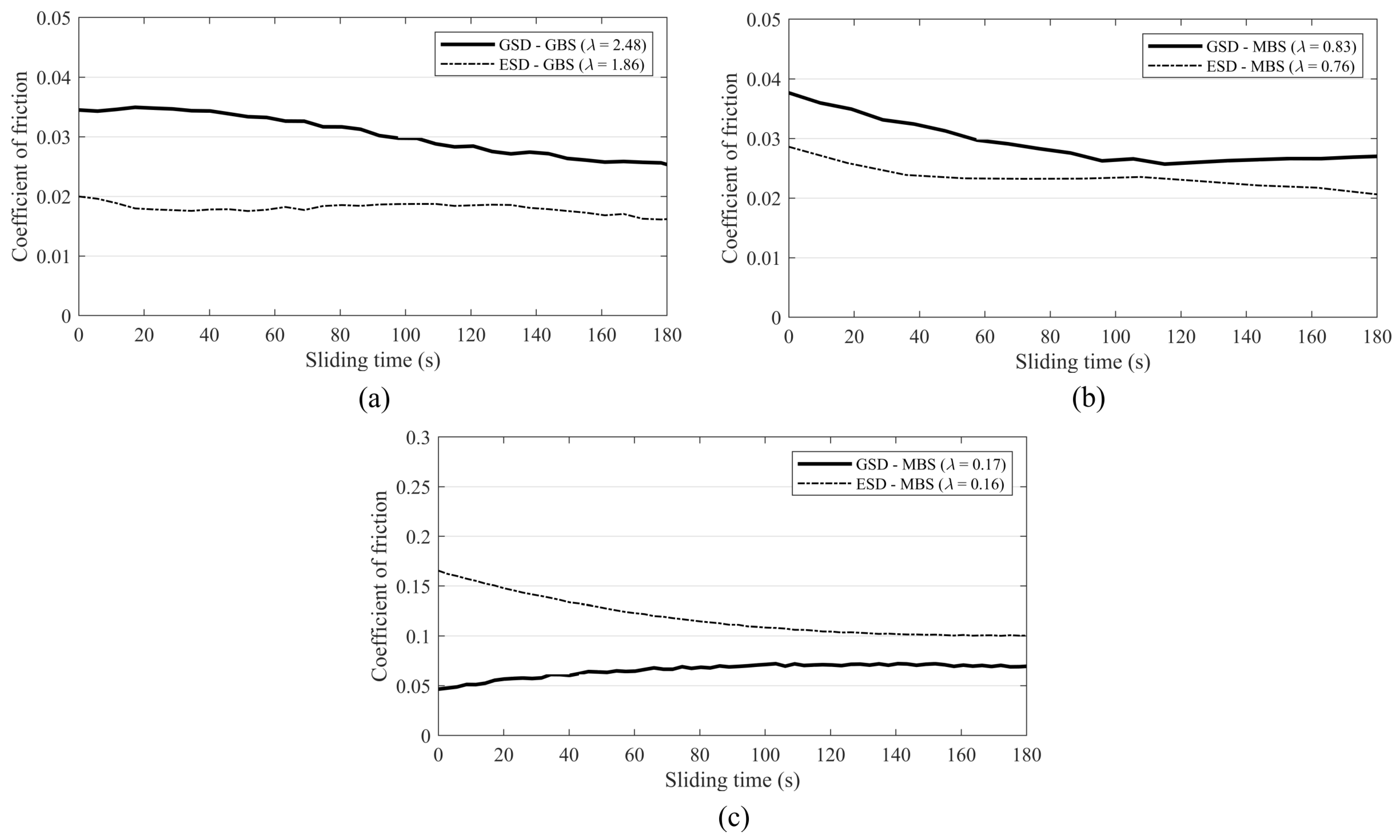
3.1. Sliding Test Results
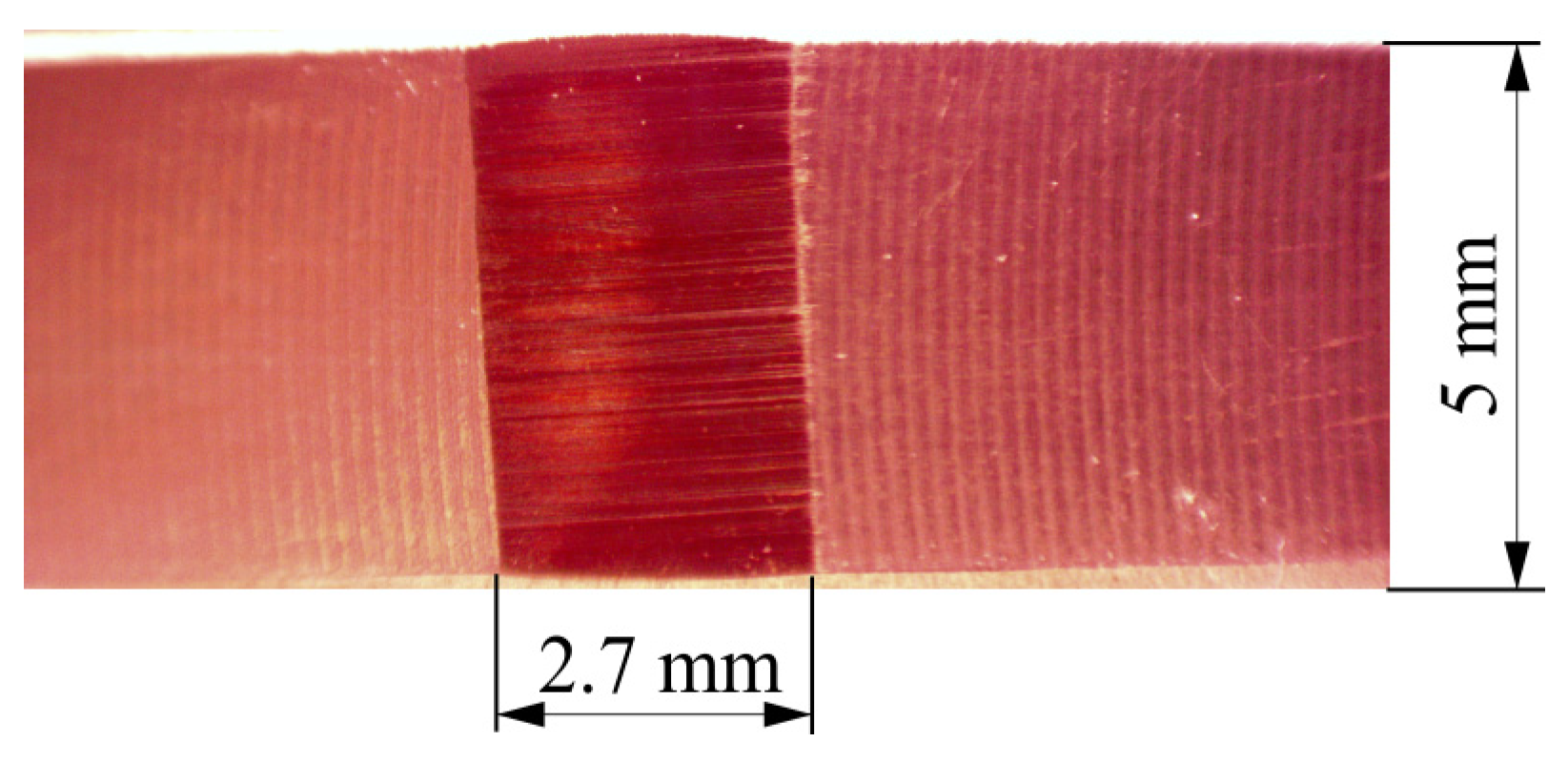
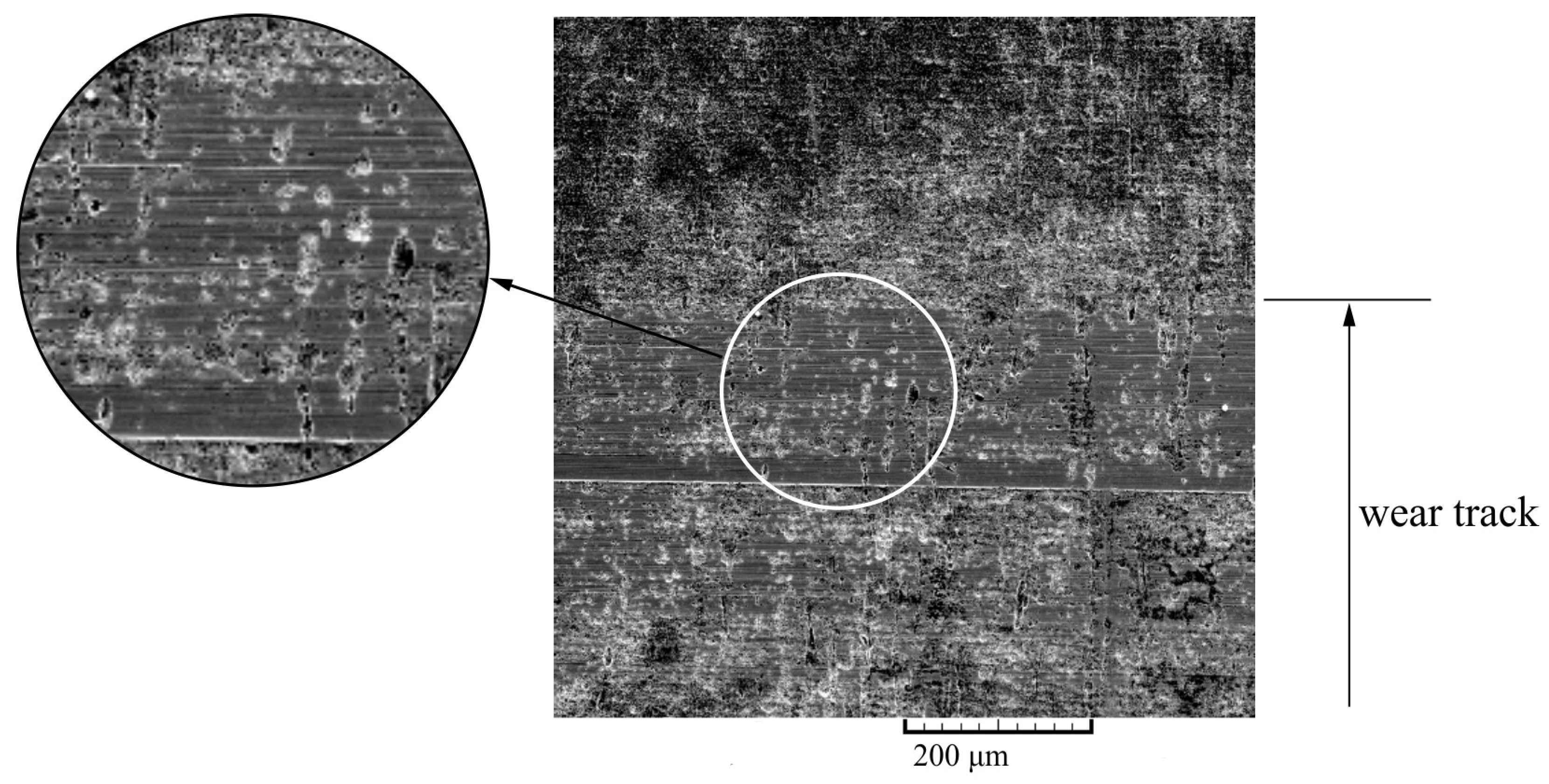
3.2. Surface Inspection after the Sliding Tests
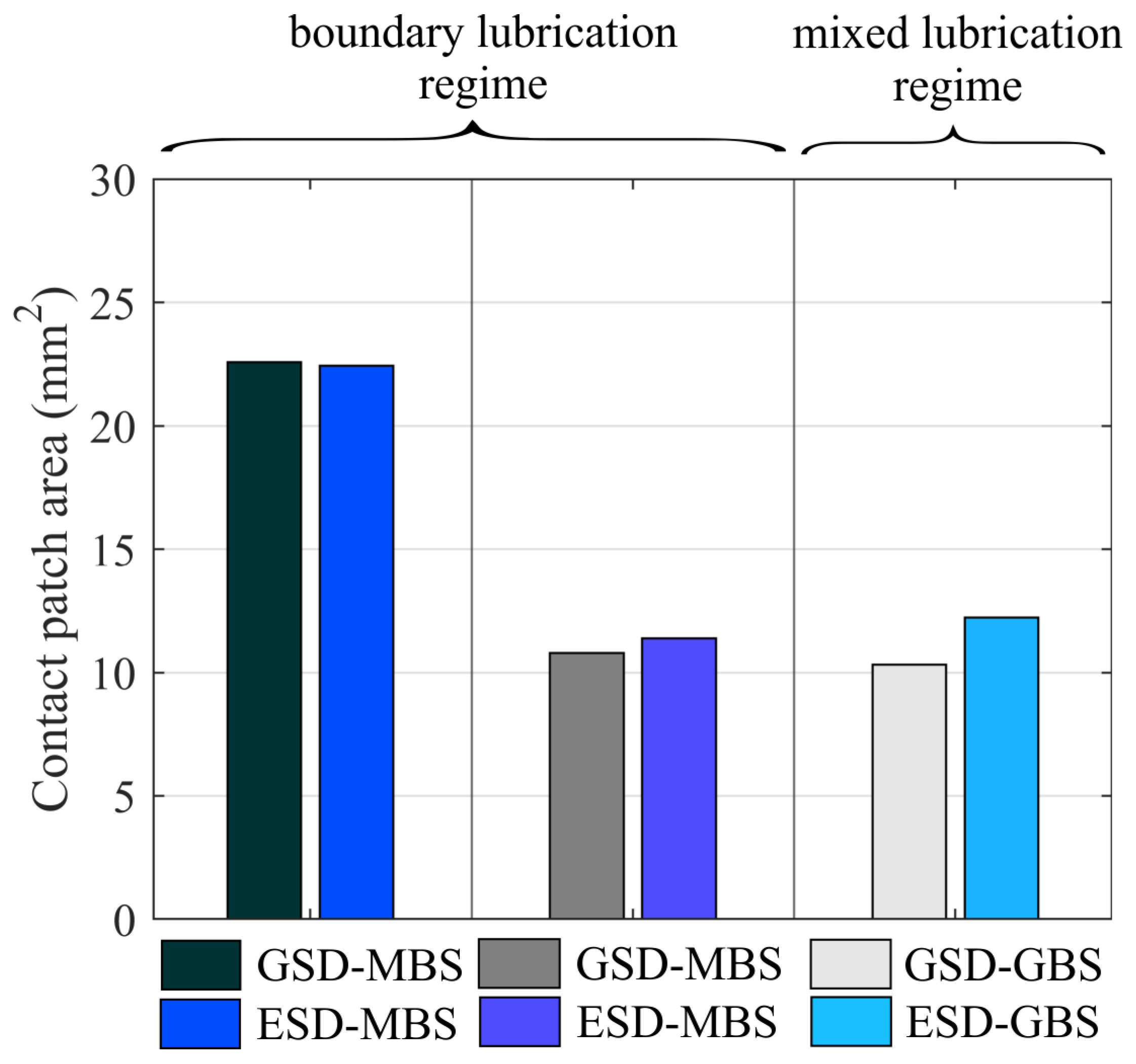
3.3. Stribeck Curve for Non-Conformal Contact
4. Conclusions
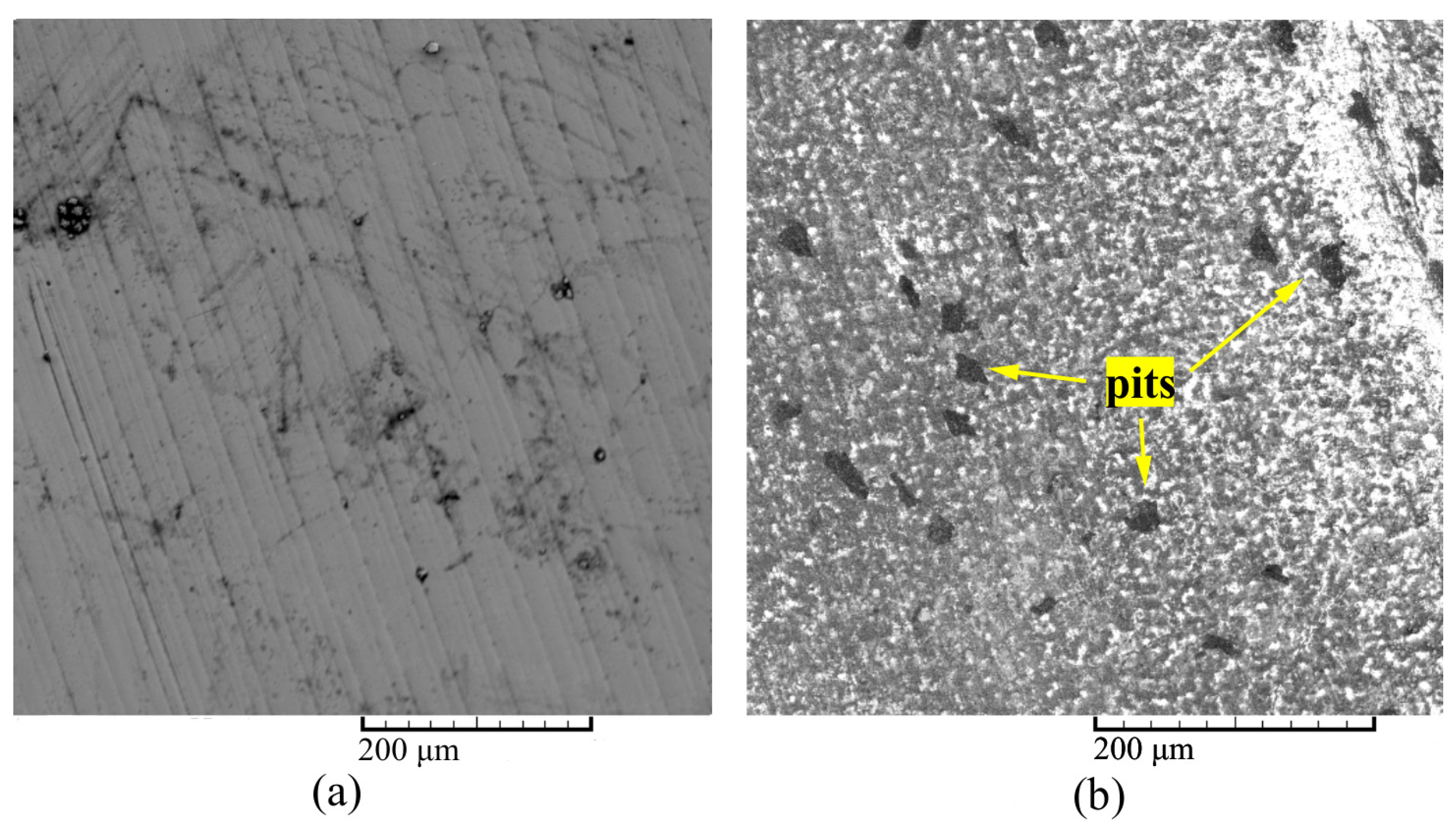
- Electropolishing modifies the steel surface in two ways: by creating surface texture through surface pits and dimples and by generating a surface coating in the form of an oxide surface layer.
- The main advantage of electropolished steel is a lower coefficient of friction, up to 30%, in a mixed lubrication regime and an upper range of boundary lubrication regimes. According to the Stribeck curve, friction reduction should be expected for λ > 0.5, while in lubrication regimes defined by λ < 0.5, the coefficient of friction increases.
- Electropolishing enables faster running-in through an oxide surface layer on a steel surface. Faster running-in could benefit machine components that depend on proper and efficient running-in, such as worm pairs.
- The presented findings suggest electropolishing as an alternative method for surface texturing, as it is a cost- and time-effective method applicable to complex geometries.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature/Abbreviations
| E’ | reduced Young’s modulus [MPa] | |
| ESD | - | electropolished steel disc |
| G | dimensionless materials parameter [-] | |
| GBS | - | ground bronze specimen |
| GSD | - | ground steel disc |
| Hmin | - | dimensionless film thickness parameter [-] |
| hmin | minimum film thickness [m] | |
| MBS | - | milled bronze specimen |
| R’ | reduced radius of curvature [m] | |
| Ra | - | average surface roughness [µm] |
| Rk | - | core roughness depth [µm] |
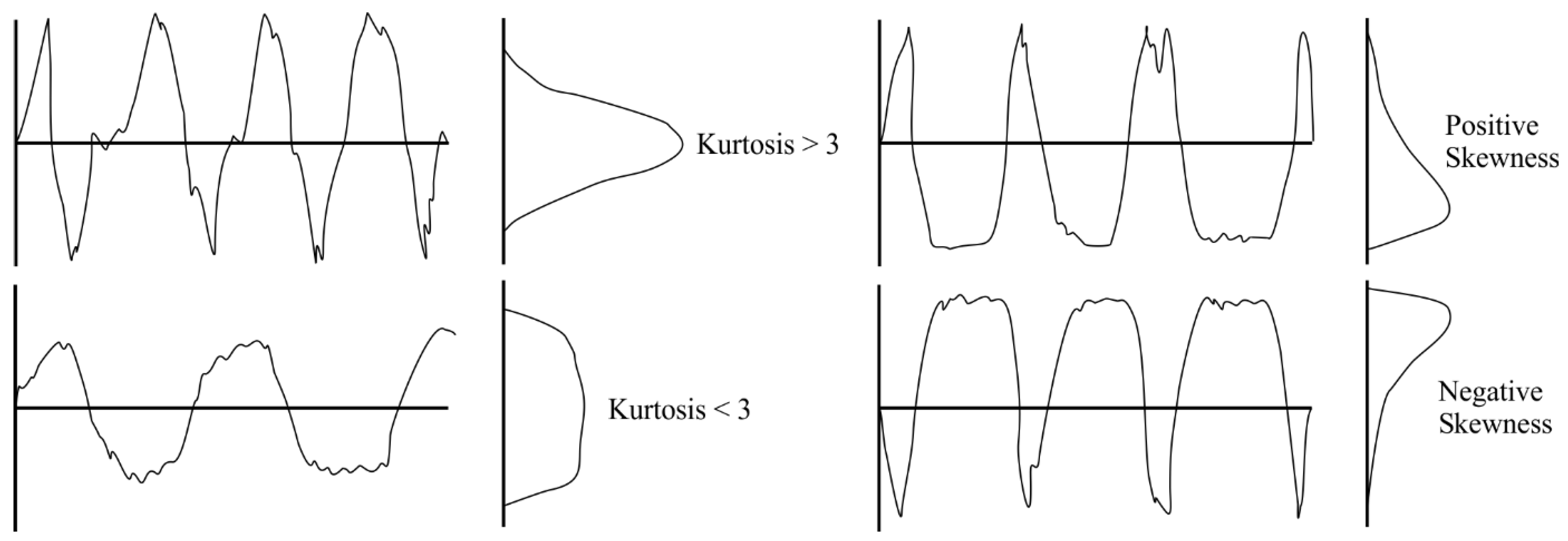
| Rku | - | Kurtosis [-] |
| Rpk | - | reduced peak height [µm] |
| Rq | - | root mean square roughness [µm] |
| Rsk | - | Skewness [-] |
| Rvk | - | reduced valley height [µm] |
| U | dimensionless speed parameter [-] | |
| u | entraining surface velocity [-] | |
| W | dimensionless load parameter [-] | |
| w | - | load per unit length [N/m] |
| α | - | pressure-viscosity coefficient [m2/N] |
| η | - | viscosity at atmospheric pressure and temperature |
| λ | - | ratio of the minimum oil film thickness to the composite surface roughness |
References
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters on the Transition of Lubrication Regime from Boundary to Hydrodynamic. Tribol. Trans. 2004, 47, 299–307. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser Textured Surfaces for Mixed Lubrication: Influence of Aspect Ratio, Textured Area and Dimple Arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef] [Green Version]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Ali, S.; Kurniawan, R.; Moran, X.; Ahmed, F.; Danish, M.; Aslantas, K. Effect of Micro-Dimple Geometry on the Tribological Characteristics of Textured Surfaces. Lubricants 2022, 10, 328. [Google Scholar] [CrossRef]
- Vrbka, M.; Šamánek, O.; Šperka, P.; Návrat, T.; Křupka, I.; Hartl, M. Effect of Surface Texturing on Rolling Contact Fatigue within Mixed Lubricated Non-Conformal Rolling/Sliding Contacts. Tribol. Int. 2010, 43, 1457–1465. [Google Scholar] [CrossRef]
- Vrbka, M.; Křupka, I.; Šamánek, O.; Svoboda, P.; Vaverka, M.; Hartl, M. Effect of Surface Texturing on Lubrication Film Formation and Rolling Contact Fatigue within Mixed Lubricated Non-Conformal Contacts. Meccanica 2011, 46, 491–498. [Google Scholar] [CrossRef]
- Galda, L.; Pawlus, P.; Sep, J. Dimples Shape and Distribution Effect on Characteristics of Stribeck Curve. Tribol. Int. 2009, 42, 1505–1512. [Google Scholar] [CrossRef]
- Gupta, N.; Tandon, N.; Pandey, R.K. An Exploration of the Performance Behaviors of Lubricated Textured and Conventional Spur Gearsets. Tribol. Int. 2018, 128, 376–385. [Google Scholar] [CrossRef]
- Gupta, N.; Tandon, N.; Pandey, R.K.; Vidyasagar, K.E.C.; Kalyanasundaram, D. Tribological and Vibration Studies of Textured Spur Gear Pairs under Fully Flooded and Starved Lubrication Conditions. Tribol. Trans. 2020, 63, 1103–1120. [Google Scholar] [CrossRef]
- Li, W.; Lu, L.; Zeng, D. The Contribution of Topography Formed by Fine Particle Peening Process in Reducing Friction Coefficient of Gear Steel. Tribol. Trans. 2020, 63, 9–19. [Google Scholar] [CrossRef]
- Nakatsuji, T.; Mori, A.; Shimotsuma, Y. Pitting Durability of Electrolytically Polished Medium Carbon Steel Gears. Tribol. Trans. 1995, 38, 223–232. [Google Scholar] [CrossRef]
- Nakatsuji, T.; Mori, A. Pitting Durability of Electrolytically Polished Medium Carbon Steel Gears—Succeeding Report. Tribol. Trans. 1999, 42, 393–400. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness Parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Akamatsu, Y.; Tsushima, N.; Goto, T.; Hibi, K. Influence of Surface Roughness Skewness on Rolling Contact Fatigue Life. Tribol. Trans. 1992, 35, 745–750. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters S Sk and S Ku to Control Friction—A Method for Designing Surface Texturing. Tribol. Trans. 2017, 60, 260–266. [Google Scholar] [CrossRef]
- Křupka, I.; Koutný, D.; Hartl, M. Behavior of Real Roughness Features within Mixed Lubricated Non-Conformal Contacts. Tribol. Int. 2008, 41, 1153–1160. [Google Scholar] [CrossRef]
- Dzierwa, A. Influence of Surface Preparation on Surface Topography and Tribological Behaviours. Arch. Civ. Mech. Eng. 2017, 17, 502–510. [Google Scholar] [CrossRef]
- Senatore, A.; Risitano, G.; Scappaticci, L.; D’Andrea, D. Investigation of the Tribological Properties of Different Textured Lead Bronze Coatings under Severe Load Conditions. Lubricants 2021, 9, 34. [Google Scholar] [CrossRef]
- Lu, X.; Khonsari, M.M. An Experimental Investigation of Dimple Effect on the Stribeck Curve of Journal Bearings. Tribol. Lett. 2007, 27, 169. [Google Scholar] [CrossRef]
- Wang, Y.; Jacobs, G.; König, F.; Zhang, S.; von Goeldel, S. Investigation of Microflow Effects in Textures on Hydrodynamic Performance of Journal Bearings Using CFD Simulations. Lubricants 2023, 11, 20. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Grützmacher, P.G.; Gachot, C.; Costa, H.L. Surface Texturing in Machine Elements − A Critical Discussion for Rolling and Sliding Contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- ISO ISO/TR 14521.2; Gear—Calculation of Load Capacity of Wormgears. International Organization for Standardization: Geneva, Switzerland, 2006.
- Miler, D.; Hoić, M.; Domitran, Z.; Žeželj, D. Prediction of Friction Coefficient in Dry-Lubricated Polyoxymethylene Spur Gear Pairs. Mech. Mach. Theory 2019, 138, 205–222. [Google Scholar] [CrossRef]
- Hoar, T.P.; Mowat, J.A.S. Mechanism of Electropolishing. Nature 1950, 165, 64–65. [Google Scholar] [CrossRef]
- Landolt, D. Fundamental Aspects of Electropolishing. Electrochim. Acta 1987, 32, 1–11. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of Surfaces: Theory and Applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Han, W.; Fang, F. Fundamental Aspects and Recent Developments in Electropolishing. Int. J. Mach. Tools Manuf. 2019, 139, 1–23. [Google Scholar] [CrossRef]
- Rangaswamy, P.; Scherer, C.P.; Bourke, M.A.M. Experimental Measurements and Numerical Simulation of Stress and Microstructure in Carburized 5120 Steel Disks. Mater. Sci. Eng. A 2001, 298, 158–165. [Google Scholar] [CrossRef]
- ASTM-E1558; Standard Guide for Electrolytic Polishing of Metallographic Specimens. The American Society for Testing and Materials: West Conshohocken, PA, USA, 1999.
- ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- Ronen, A.; Etsion, I.; Kligerman, Y. Friction-Reducing Surface-Texturing in Reciprocating Automotive Components. Tribol. Trans. 2001, 44, 359–366. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and Wear Behavior of Laser Textured Surface under Lubricated Initial Point Contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Ghaei, A.; Khosravi, M.; Badrossamay, M.; Ghadbeigi, H. Micro-Dimple Rolling Operation of Metallic Surfaces. Int. J. Adv. Manuf. Technol. 2017, 93, 3749–3758. [Google Scholar] [CrossRef]
- Lee, S.J.; Chen, Y.H.; Hung, J.C. The Investigation of Surface Morphology Forming Mechanisms in Electropolishing Process. Int. J. Electrochem. Sci. 2012, 7, 12495–12506. [Google Scholar] [CrossRef]
- Neufeld, P.; Southall, D. Gas Evolution and Pitting in Electropolishing. Trans. IMF 1976, 54, 40–44. [Google Scholar] [CrossRef]
- Imboden, R.L.; Sibley, R.S. Anodic Polishing of Plain Carbon Steels. Trans. Electrochem. Soc. 1942, 82, 227. [Google Scholar] [CrossRef]
- Pendyala, P.; Bobji, M.S.; Madras, G. Evolution of Surface Roughness During Electropolishing. Tribol. Lett. 2014, 55, 93–101. [Google Scholar] [CrossRef]
- Gabe, D.R. Electropolishing of Mild Steel in Phosphoric and Perchloric Acid Containing Electrolytes. Corros. Sci. 1973, 13, 175–185. [Google Scholar] [CrossRef]
- Nakatsuji, T.; Mori, A. Tribological Properties of Eiectrolytically Polished Surfaces of Carbon Steel. Tribol. Trans. 1998, 41, 179–188. [Google Scholar] [CrossRef]
- Dowson, D. Paper 10: Elastohydrodynamics. Proc. Inst. Mech. Eng. Conf. Proc. 1967, 182, 151–167. [Google Scholar] [CrossRef]
- Dowson, D.; Higginson, G.R. Elasto-Hydrodynamic Lubrication, 2nd ed.; Pergamon Press: Oxford, UK, 1977; ISBN 0-08-021303-0. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780123970473. [Google Scholar]
- Hutchings, I.; Shipway, P. Tribology—Friction and Wear of Engineering Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-0-08-100910-9. [Google Scholar]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Planning Surface Texturing for Reduced Friction in Lubricated Sliding Using Surface Roughness Parameters Skewness and Kurtosis. Proc. Inst. Mech. Eng. Part J. Eng. Tribol. 2012, 226, 661–667. [Google Scholar] [CrossRef]
- Ren, N.; Nanbu, T.; Yasuda, Y.; Zhu, D.; Wang, Q. Micro Textures in Concentrated-Conformal-Contact Lubrication: Effect of Distribution Patterns. Tribol. Lett. 2007, 28, 275–285. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Effects of Die Surface Patterning on Lubrication in Strip Drawing. J. Mater. Process. Technol. 2009, 209, 1175–1180. [Google Scholar] [CrossRef]
- Hager, C.H.; Evans, R.D. Friction and Wear Properties of Black Oxide Surfaces in Rolling/Sliding Contacts. Wear 2015, 338–339, 221–231. [Google Scholar] [CrossRef]
- Ueda, M.; Spikes, H.; Kadiric, A. Influence of Black Oxide Coating on Micropitting and ZDDP Tribofilm Formation. Tribol. Trans. 2022, 65, 242–259. [Google Scholar] [CrossRef]
- Zhu, L.; Wu, X.; Zhao, G.; Wang, X. Tribological Characteristics of Bisphenol AF Bis(Diphenyl Phosphate) as an Antiwear Additive in Polyalkylene Glycol and Polyurea Grease for Significantly Improved Lubrication. Appl. Surf. Sci. 2016, 363, 145–153. [Google Scholar] [CrossRef]
- Liu, C.; Chen, L.; Zhou, J.; Zhou, H.; Chen, J. Tribological Properties of Adaptive Phosphate Composite Coatings with Addition of Silver and Molybdenum Disulfide. Appl. Surf. Sci. 2014, 300, 111–116. [Google Scholar] [CrossRef]
- Gu, C.; Meng, X.; Xie, Y.; Zhang, D. The Influence of Surface Texturing on the Transition of the Lubrication Regimes between a Piston Ring and a Cylinder Liner. Int. J. Engine Res. 2017, 18, 785–796. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 16MnCr5 | Fe | C | Si | Mn | P | S | Cr | Ni | Mo | As | Al | Cu |
| 97.05 | 0.19 | 0.31 | 1.11 | 0.018 | 0.01 | 1.01 | 0.08 | 0.01 | 0.034 | 0.033 | 0.15 | |
| CuSn12 | Cu | Zn | Al | Si | Mn | Pb | Sn | Fe | P | Ni | As | - |
| 87.8 | 0.25 | <0.01 | <0.01 | <0.01 | 0.57 | 11.05 | 0.04 | 0.17 | <0.01 | 0.02 | - |
| Density at 20 °C (kg/m3) | Kinematic Viscosity (mm2/s) | Viscosity Index (-) | Open Flash Point (°C) | Pour Point (°C) | |
|---|---|---|---|---|---|
| 40 °C | 100 °C | ||||
| 890 | 150 | 14.5 | 95 | 249 | −21 |
| Current Density (A/dm2) | Time (min) | Mass Loss (g) | Ra (μm) | Rq (μm) | Rsk | Rku | Rk (μm) | Rpk (μm) | Rvk (μm) |
|---|---|---|---|---|---|---|---|---|---|
| 15 | 5 | 0.041 | 0.46 | 0.62 | −0.08 | 3.3 | 1.38 | 0.48 | 0.62 |
| 25 | 15 | 0.37 | 0.27 | 0.41 | −0.93 | 6.13 | 0.78 | 0.30 | 0.62 |
| 30 | 5 | 0.18 | 0.27 | 0.37 | −1.15 | 7.13 | 0.93 | 0.34 | 0.98 |
| 30 | 10 | 0.35 | 0.31 | 0.44 | −1.25 | 6.63 | 0.80 | 0.28 | 0.93 |
| 30 | 15 | 0.41 | 0.43 | 0.61 | −1.39 | 6.61 | 1.05 | 0.34 | 0.86 |
| 40 | 15 | 0.47 | 0.34 | 0.44 | −0.51 | 4.44 | 1.02 | 0.38 | 0.75 |
| 50 | 15 | 0.47 | 0.39 | 0.48 | −0.79 | 4.83 | 1.11 | 0.36 | 0.77 |
| Element | Fe | O | P | N | Si | Cr | Mn |
|---|---|---|---|---|---|---|---|
| Ground steel | 96.67 | - | - | 0.85 | 0.25 | 0.95 | 1.35 |
| Electropolished steel | 85.78 | 10.11 | 0.65 | 1.06 | 0.19 | 1.01 | 1.19 |
| R’ | 0.03 m | |
| E’ | 152,000 MPa | |
| u | 0.165 m/s | 1.5 m/s |
| η | 5 × 10−3 Pas (at 60 °C) | |
| α | 23 × 10−9 m2/N | |
| U | 1.81 × 10−12 | 1.65 × 10−11 |
| G | 3445 | |
| W | 2.2 × 10−5 | |
| Steel Disc | Ra (μm) | Rq (μm) | Rsk | Rku | Rk (μm) | Rpk (μm) | Rvk (μm) |
|---|---|---|---|---|---|---|---|
| Ground | 0.21 | 0.24 | −0.07 | 1.88 | 0.67 | 0.10 | 0.14 |
| Ground + Electropolished | 0.27 | 0.37 | −1.15 | 7.13 | 0.93 | 0.34 | 0.98 |
| Bronze specimen | |||||||
| Ground | 0.13 | 0.16 | 0.13 | 2.73 | 0.33 | 0.25 | 0.09 |
| Milled | 0.69 | 0.86 | 0.37 | 2.76 | 2.09 | 0.98 | 0.63 |
| No. | Steel Disc | Bronze Specimen | Sliding Speed (m/s) | λ | Lubrication Regime | Abbreviation | Comparison |
|---|---|---|---|---|---|---|---|
| 1 | Ground | Ground | 3 | 2.48 | Mixed | GSD-GBS | 1 vs. 2 |
| 2 | Ground + Electropolished | Ground | 3 | 1.86 | Mixed | ESD-GBS | |
| 3 | Ground | Milled | 3 | 0.83 | Boundary | GSD-MBS | 3 vs. 4 |
| 4 | Ground + Electropolished | Milled | 3 | 0.76 | Boundary | ESD-MBS | |
| 5 | Ground | Milled | 0.33 | 0.17 | Boundary | GSD-MBS | 5 vs. 6 |
| 6 | Ground + Electropolished | Milled | 0.33 | 0.16 | Boundary | ESD-MBS |
| Element | Fe | O | P | N | Si | Cr | Mn |
|---|---|---|---|---|---|---|---|
| Spectrum 1 (wear track) | 94.31 | 2.38 | 0.21 | 0.55 | 0.26 | 1.02 | 1.27 |
| Spectrum 2 (base surface) | 85.78 | 10.11 | 0.65 | 1.06 | 0.19 | 1.01 | 1.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mašović, R.; Miler, D.; Čular, I.; Jakovljević, S.; Šercer, M.; Žeželj, D. The Effect of Steel Electropolishing on the Tribological Behavior of a Steel–Bronze Pair in the Mixed and Boundary Lubrication Regimes. Lubricants 2023, 11, 325. https://doi.org/10.3390/lubricants11080325
Mašović R, Miler D, Čular I, Jakovljević S, Šercer M, Žeželj D. The Effect of Steel Electropolishing on the Tribological Behavior of a Steel–Bronze Pair in the Mixed and Boundary Lubrication Regimes. Lubricants. 2023; 11(8):325. https://doi.org/10.3390/lubricants11080325
Chicago/Turabian StyleMašović, Robert, Daniel Miler, Ivan Čular, Suzana Jakovljević, Mario Šercer, and Dragan Žeželj. 2023. "The Effect of Steel Electropolishing on the Tribological Behavior of a Steel–Bronze Pair in the Mixed and Boundary Lubrication Regimes" Lubricants 11, no. 8: 325. https://doi.org/10.3390/lubricants11080325