Comparative Micro-Scale Abrasive Wear Testing of Thermally Sprayed and Hard Chromium Coatings

 ,
,
Abstract
:1. Introduction
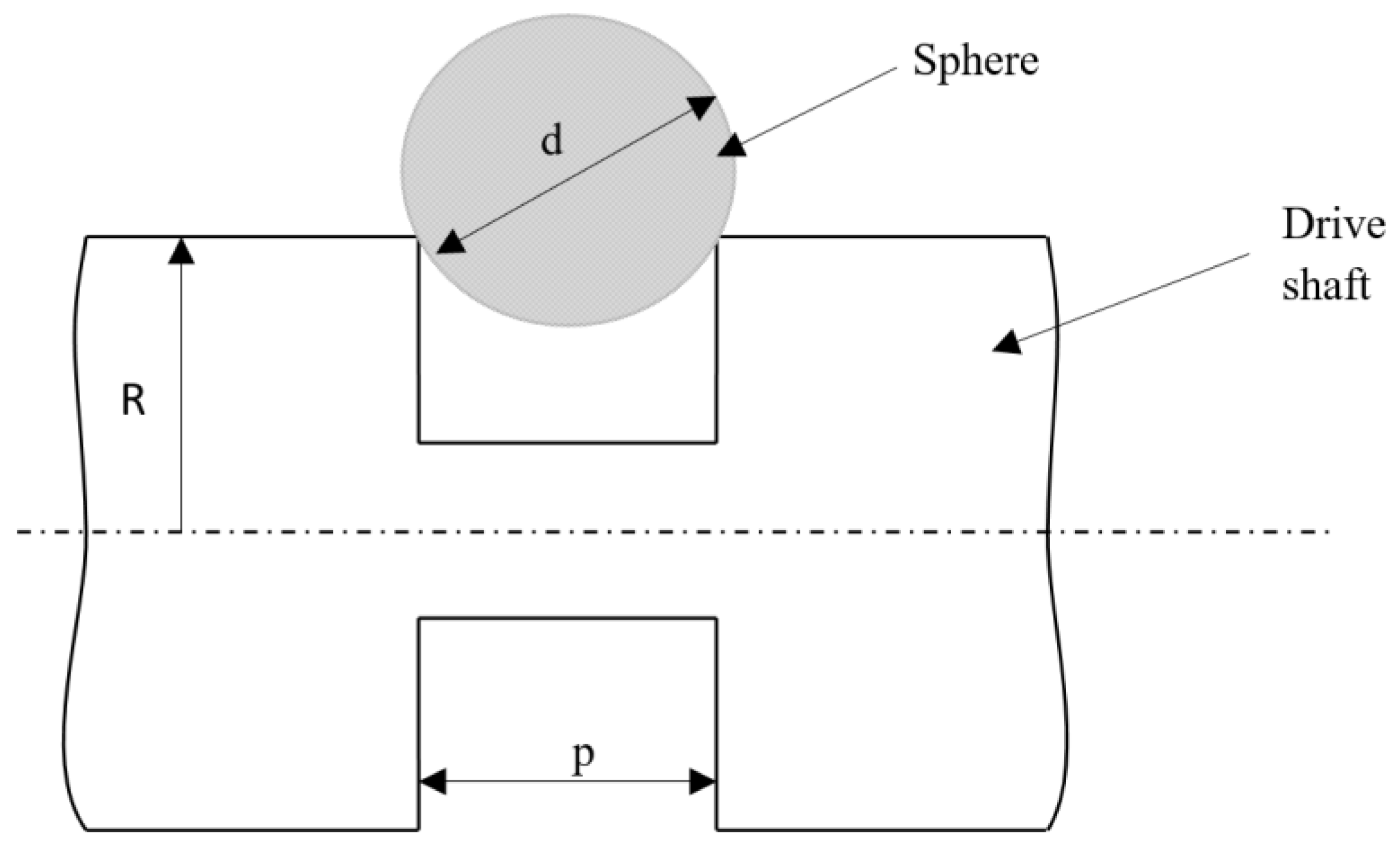
2. Materials and Methods
- -
- Specimen 1 (P1)—hard chromium layer deposited electrochemically;
- -
- Specimen 2 (P2)—alloy layer deposited by thermal spraying with an electric arc with electrode wire G3Si1;
- -
- Specimen 3 (P3)—tungsten carbide (WC10Co4Cr) layer deposited through HVOF (high-velocity oxygen fuel) thermal spraying.
3. Results
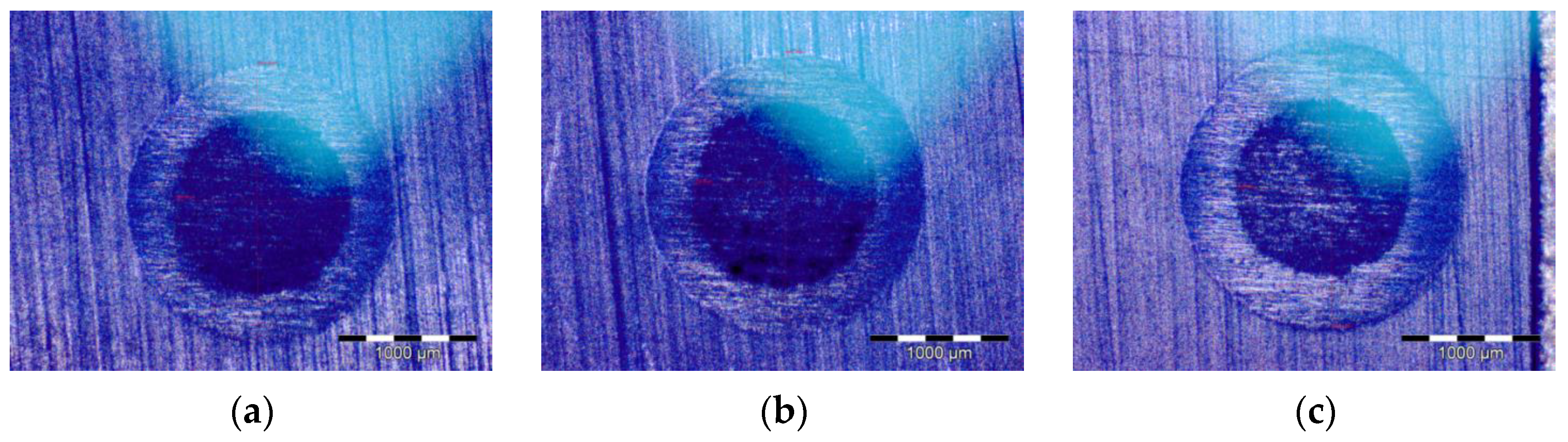
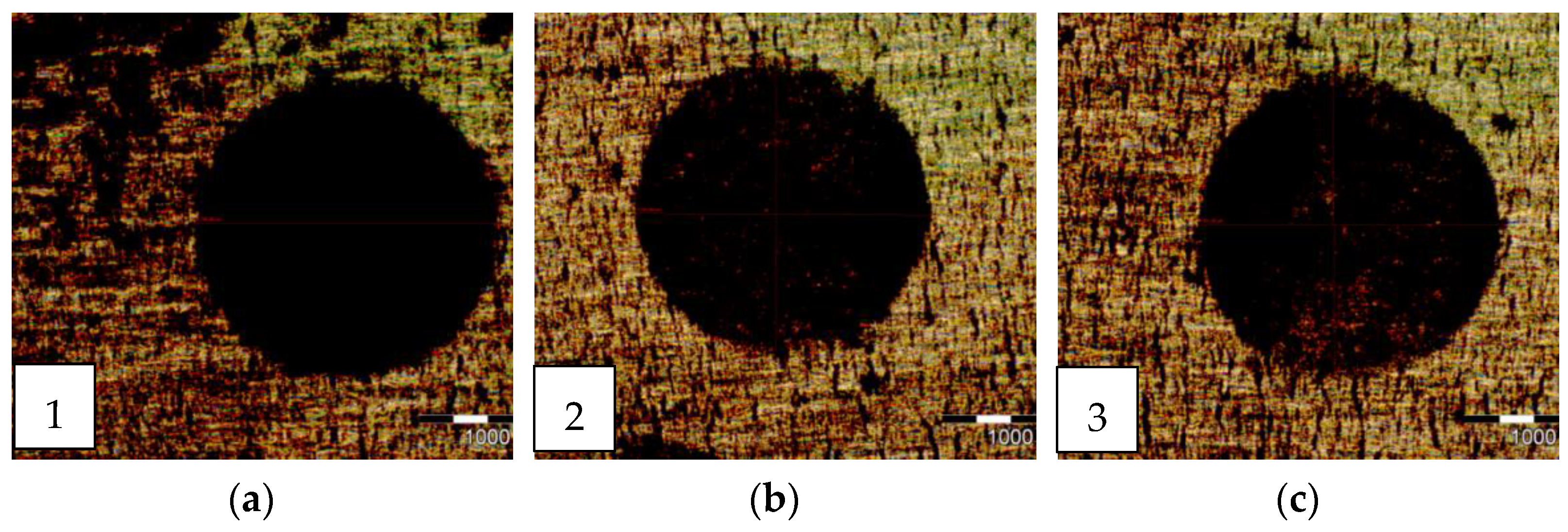
3.1. Optical Analysis of the Wear Imprints
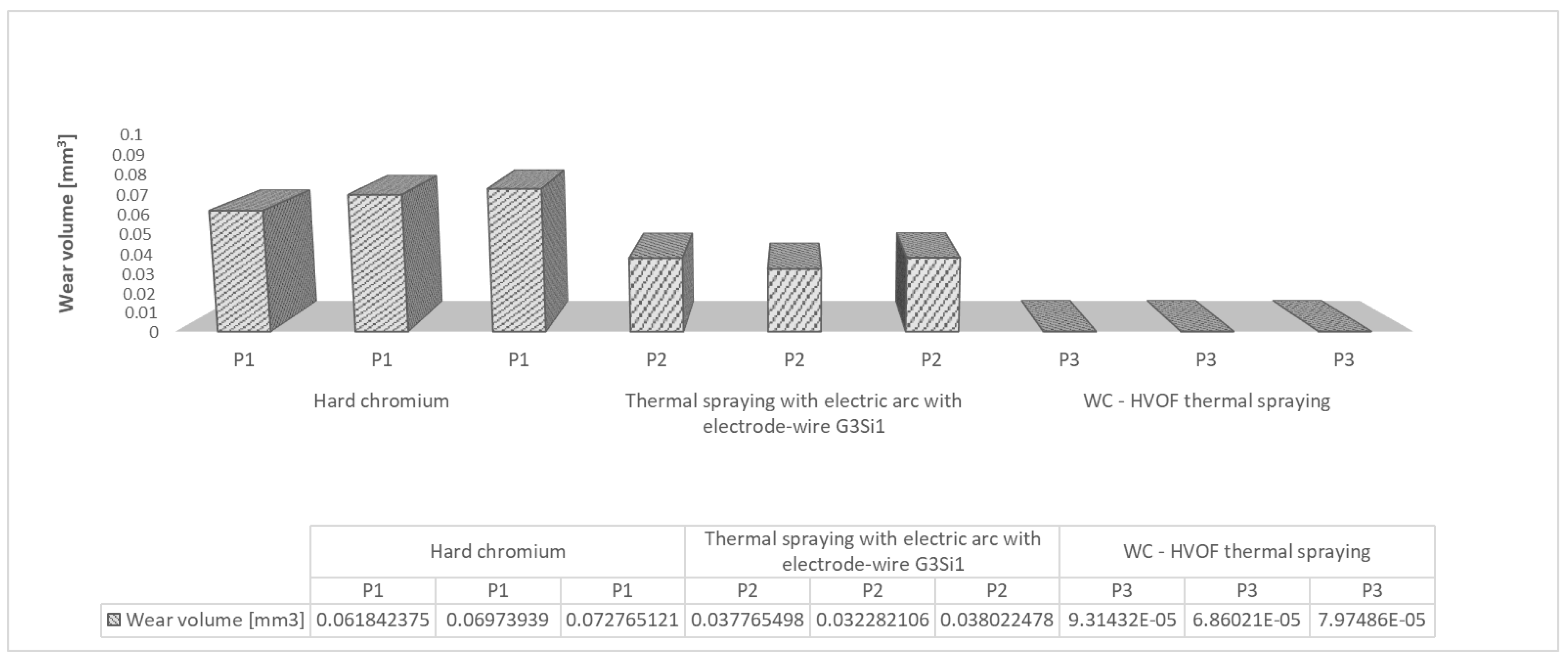
3.2. Wear Coefficient and Wear Volume
3.3. Micro-Hardness
4. Discussion
4.1. Optical Analysis of the Wear Imprints
4.2. Wear Coefficient and Wear Volume
4.3. Micro-Hardness
5. Conclusions
- -
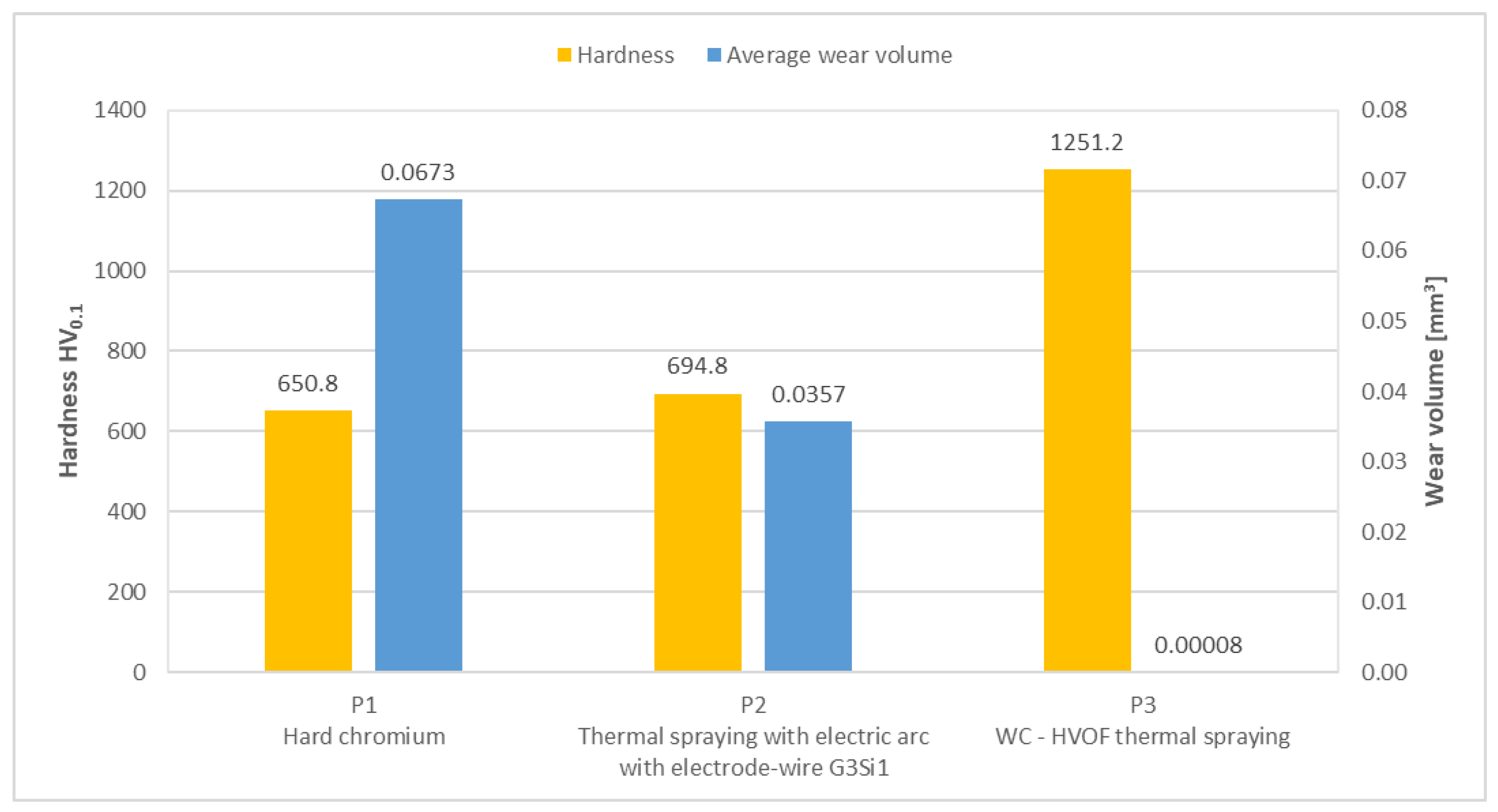
- P1—The hard chromium layer wears much faster than the layers deposited by thermal spraying, with the substrate of the sample being visible after the 900 s cycle.
- -
- P2—The Fe-based alloy layer deposited by electric arc thermal spraying has a much lower wear resistance than tungsten carbide, which can be explained by the lower hardness, the stresses accumulated on the worn surface, and the surface quality after mechanical processing.
- -
- P3—The tungsten carbide layer deposited by the HVOF process has the best wear resistance due to the surface hardness of over 1200 HV0.1.
- -
- To obtain layers with very high hardness, as required by applications such as hydraulic cylinders, it is recommended to use powdered materials in the HVOF process.
- -
- The advantage of higher porosity, however, is that it contributes decisively to increasing wear resistance. This is explained by the fact that pores form in the accumulators of the lubricant and contribute to the increase in resistance to crushing of the film of lubricant between the two surfaces in contact. Thus, remarkable anti-friction properties are obtained.
- -
- On the other hand, as in the case of sample P2, the wear resistance is affected by the porosity of the layers (approx. 10%). This can affect the coating. In addition, the pores can form microcracks, which lead to the detachment of micro-particles from the thermally sprayed layer.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dumitru, G.M. Rehabilitation of Machinery and Equipment (Reabilitarea Mașinilor și Utilajelor); Bren: Bucharest, Romania, 2004. [Google Scholar]
- Dumitru, G.M.; Radu, C.; Dumitru, B. Reconditioning and Repairing Products (Recondiționarea și Repararea Produselor); Printech: Bucharest, Romania, 2010. [Google Scholar]
- Radut, M.; Coman, P.; Siteanu, E. Reconditioning Parts (Recondiționarea Pieselor); Militara: Bucharest, Romania, 1983. [Google Scholar]
- Huzum, N.; Rantz, G. Technological Processes, Maintenance and Repair of Machinery and Equipment (Procese Tehnologice, Intretinerea si Repararea Masinilor si Utilajelor); Didactica si Pedagogica: Bucharest, Romania, 1997. [Google Scholar]
- Benea, L.; Wenger, F.; Ponthiaux, P.; Celis, J.P. Improved hardness and tribocorrosion properties of nickel coatings by Co-depositing ZrO2 micro-sized dispersed phase during electroplating process. Ann. “Dunarea Jos" Univ. Galati Fascicle IX 2006, 29, 17–26. [Google Scholar]
- Rădoi, M.; Huzum, N.; Rantz, G.; Baciu, E.; Crivac, G.; Dinicica, C.; Dragomir, I. Reconditioning Parts (Reconditionarea Pieselor); Tehnica: Bucharest, Romania, 1986. [Google Scholar]
- Thompson, J.A.; Clyne, T.W. The effect of heat treatment on the stiffness of zirconia top coats in plasma-sprayed TBCs. Acta Mater. 2001, 49, 1565–1575. [Google Scholar] [CrossRef]
- Tudor, A. Friction and Wear of Materials (Frecarea şi Uzarea Materialelor); Bren: Bucharest, Romania, 2002. [Google Scholar]
- Pavelescu, D. Tribology-Friction-Wear-Lubrication (Tribologie. Frecare-Uzare-Ungere); Tribotehnica: Bucharest, Romania, 1977. [Google Scholar]
- Dumitru, G.M.; Radu, C.; Dumitru, B. Reconditioning Parts in Machine Construction (Recondiționarea Pieselor în Construcția de Mașini); Printech: Bucharest, Romaia, 2018. [Google Scholar]
- Dumitru, G.M.; Iacobescu, G. The interface characterization for ceramic layers coated by thermal spraying. UPB Sci. Bul. D Mech. Eng. 2017, 79, 115–126. [Google Scholar]
- Li, M.; Christofides, P.D. Multi-scale modeling and analysis of an industrial HVOF thermal spray process. Chem. Eng. Sci. 2005, 60, 3649–3669. [Google Scholar] [CrossRef]
- Schwetzke, R.; Kreye, H. Microstructure and properties of tungsten carbide coatings sprayed with various high-velocity oxygen fuel spray systems. J. Therm. Spray Technol. 1999, 8, 433–439. [Google Scholar] [CrossRef]
- Hawthorne, H.M.; Arsenault, B.; Immarigeon, J.P.; Glegoux, J.; Parameswaran, V.R. Comparison of slurry and dry erosion behaviour of some HVOF thermal sprayed coatings. Wear 1999, 225–229 Pt 2, 825–834. [Google Scholar] [CrossRef]
- Garfias Bulnes, A.; Albaladejo Fuentes, V.; Garcia Cano, I.; Dosta, S. Understanding the Influence of High Velocity Thermal Spray Techniques on the Properties of Different Anti-Wear WC-Based Coatings. Coatings 2020, 10, 1157. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings; Wiley: Chichester, UK, 2008. [Google Scholar]
- Castro, R.M.; Rocha, A.S.; Mercado Curi, E.I.; Peruch, F. A Comparison of Microstructural, Mechanical and Tribological, Properties of WC-10Co4Cr-HVOF Coating and Hard Chrome to Use in Hydraulic Cylinders, Am. J. Mater. Sci. 2018, 8, 15–26. [Google Scholar]
- Paraschiv, D. Technologies for Reconditioning and Processing Metal Surfaces (Tehnologii de Recondiţionare şi Procesări ale Suprafeţelor Metalice); Junimea: Iasi, Romania, 2005. [Google Scholar]
- Rajendran, P.R.; Duraisamy, T.; Chidambaram Seshadri, R.; Mohankumar, A.; Ranganathan, S.; Balachandran, G.; Murugan, K.; Renjith, L. Optimisation of HVOF Spray Process Parameters to Achieve Minimum Porosity and Maximum Hardness in WC-10Ni-5Cr Coatings. Coatings 2022, 12, 339. [Google Scholar] [CrossRef]
- Lou, M.; Alpas, A.T. Characterization of Lubricated Friction Behavior of Thermal Spray Steel Coatings in Comparison with Grey Cast Iron. Lubricants 2020, 8, 9. [Google Scholar] [CrossRef]
- Ding, X.; Wang, Q.; Tian, Y.; Yang, C.; Yuan, C.; Ramachandran, C.S. Microstructure and Wear Performance of CeO2-Modified Micro-Nano Structured WC-CoCr Coatings Sprayed with HVOF. Lubricants 2023, 11, 188. [Google Scholar] [CrossRef]
- Flitney, B. Alternatives to Chrome for Hydraulic Actuators. Seal. Technol. 2007, 10, 8–12. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.-M.; Borner, T.; Koivuluoto, H.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Matikainen, V.; Nylen, P.; Sassatelli, P.; et al. Tribology of HVOF- and HVAF-sprayed WC-10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Tudor, A.; Vlase, M. Material Wear (Uzarea Materialelor); Bren: Bucharest, Romania, 2010. [Google Scholar]
- Gheta, R.A. Research on the Reconditioning by Thermal Spraying of Some Components of Hydraulic Equipment. Ph.D. Thesis, University Politehnica of Bucharest, Bucharest, Romania, 2019. [Google Scholar]
- Petrescu, A.M.; Tudor, A.; Chişiu, G.; Stoica, N.A.; Cihak Bayr, U. Tribological characteristics of the cooper layer deposit on the electronic circuit boards and of the soldering alloy SAC 307 deposit on the cooper-PCB assembly used in electronic industry. IOP Conf. Ser. Mater. Sci. Eng. 2017, 174, 012–026. [Google Scholar]
- Samodurova, M.; Shaburova, N.; Samoilova, O.; Moghaddam, A.O.; Pashkeev, K.; Ul’yanitckiy, V.; Trofimov, E. Properties of WC–10%Co–4%Cr Detonation Spray Coating Deposited on the Al–4%Cu–1%Mg Alloy. Materials 2021, 14, 1206. [Google Scholar] [CrossRef] [PubMed]
- Ksiazek, M.; Nejman, I.; Boron, L. Investigation on Microstructure, Mechanical and Wear Properties of HVOF Sprayed Composite Coatings (WC–Co + CR) On Ductile Cast Iron. Materials 2021, 14, 3282. [Google Scholar] [CrossRef] [PubMed]
- Wu, M.; Pan, L.; Duan, H.; Wan, C.; Yang, T.; Gao, M.; Yu, S. Study on Wear Resistance and Corrosion Resistance of HVOF Surface Coating Refabricate for Hydraulic Support Column. Coatings 2021, 11, 1457. [Google Scholar] [CrossRef]
- Keshavamurthy, R.; Sudhan, J.M.; Kumar, A.; Ranjan, V.; Singh, P.; Singh, A. Wear Behaviour of Hard Chrome and Tungsten Carbide-HVOF Coatings. Mater. Today Proc. 2018, 5, 24587–24594. [Google Scholar] [CrossRef]
- Ma, W.; Ge, Y.; Zhang, L.; Chen, F.; Zheng, Y.; Qi, Z. Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating. Coatings 2021, 11, 24. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Procedure For Obtaining Hard Coatings | Layer Thickness [μm] | Support Material | Deposited Material |
|---|---|---|---|---|
| P1 | Hard chromium | ~20 | Steel alloy with approx. 2% Cr | Gadolinium chromium |
| P2 | Thermal spraying with electric arc with electrode wire G3Si1 | 100—hard layer 75—adhesion surface | Structural Steel S235 | G3Si1 wear layer wire and Ni layer of adhesion (intermediate) |
| P3 | HVOF thermal spraying | ~200 | Structural Steel S275 | WC10Co4Cr powder (Participation 10—4) |
| Roughness [μm] | ||||
|---|---|---|---|---|
| Sample | Determination 1 | Determination 2 | Determination 3 | MEAN |
| P1 | 0.31 | 0.27 | 0.23 | 0.27 |
| P2 | 0.33 | 0.25 | 0.37 | 0.31 |
| P3 | 0.23 | 0.19 | 0.25 | 0.22 |
| Sample | Experiment Number | FN [N] | Time t [s] |
|---|---|---|---|
| P1 | 1 | 0.480 | 900 |
| 2 | 0.482 | 900 | |
| 3 | 0.483 | 900 | |
| P2 | 1 | 0.602 | 900 |
| 2 | 0.605 | 900 | |
| 3 | 0.600 | 900 | |
| P3 | 1 | 0.553 | 900 |
| 2 | 0.538 | 900 | |
| 3 | 0.543 | 900 |
| Imprint No. | External Diameter [μm] | Internal Diameter [μm] |
|---|---|---|
| 1 | 2003.29 | 1282.50 |
| 2 | 2061.78 | 1324.66 |
| 3 | 2083.72 | 1259.68 |
| Average | 2049.60 | 1288.95 |
| Imprint No. | External Diameter [μm] | Mean [μm] | |
|---|---|---|---|
| Determination 1 | Determination 2 | ||
| 1 | 1768.00 | - | 1768.00 |
| 2 | 1724.49 | 1675.52 | 1700.01 |
| 3 | 1761.20 | 1781.61 | 1771.41 |
| Average | 1751.23 | 1728.57 | 1746.47 |
| Imprint No. | External Diameter [μm] | Mean [μm] | |
|---|---|---|---|
| Determination 1 | Determination 2 | ||
| 1 | 394.40 | - | 394.40 |
| 2 | 394.40 | 335.92 | 365.16 |
| 3 | 379.44 | - | 379.44 |
| Average | 389.41 | 389.41 | 379.67 |
| Imprint No. | Time [s] | Sliding Length L [mm] | Mean Diameter of the Imprint b [mm] | Load Force FN [N] | Wear Coefficient k [mm3/Nm] | Wear Volume V [mm3] |
|---|---|---|---|---|---|---|
| 1 | 900 | 214,982 | 2.003 | 0.480 | 5.99 × 10−7 | 6184 × 10−5 |
| 2 | 900 | 2.061 | 0.482 | 6.73 × 10−7 | 6974 × 10−5 | |
| 3 | 900 | 2.083 | 0.483 | 7.01 × 10−7 | 7277 × 10−5 | |
| Average | 2.049 | 0.482 | 6.58 × 10−7 | 6811 × 10−5 |
| Imprint No. | Time [s] | Sliding Length L [mm] | Mean Diameter of the Imprint b [mm] | Load Force FN [N] | Wear Coefficient k [mm3/Nm] | Wear Volume V [mm3] |
|---|---|---|---|---|---|---|
| 1 | 900 | 214,982 | 1768 | 0.602 | 2.92 × 10−7 | 3777 × 10−5 |
| 2 | 900 | 1700.005 | 0.605 | 2.48 × 10−7 | 3228 × 10−5 | |
| 3 | 900 | 1771.405 | 0.6 | 2.95 × 10−7 | 3802 × 10−5 | |
| Average | 1746.47 | 0.602 | 2.78 × 10−7 | 3602 × 10−5 |
| Imprint No. | Time [s] | Sliding Length L [mm] | Mean Diameter of the Imprint b [mm] | Load Force FN [N] | Wear Coefficient k [mm3/Nm] | Wear Volume V [mm3] |
|---|---|---|---|---|---|---|
| 1 | 900 | 214,982 | 0.394 | 0.553 | 7.83 × 10−10 | 9.31 × 10−5 |
| 2 | 900 | 0.365 | 0.538 | 5.93 × 10−10 | 6.86 × 10−5 | |
| 3 | 900 | 0.379 | 0.543 | 6.83∙× 10−10 | 7.97 × 10−5 | |
| Average | 0.379 | 0.545 | 6.83 × 10−10 | 8.05 × 10−5 |
| Determination | P1 | P2 | P3 |
|---|---|---|---|
| HV0.1 | HV0.1 | HV0.1 | |
| 1 | 643 | 586 | 1415 |
| 2 | 662 | 630 | 1179 |
| 3 | 660 | 789 | 1106 |
| 4 | 648 | 811 | 1183 |
| 5 | 641 | 658 | 1373 |
| Average | 650.8 | 694.8 | 1251.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chișiu, G.; Gheța, R.-A.; Stoica, A.-M.; Stoica, N.-A. Comparative Micro-Scale Abrasive Wear Testing of Thermally Sprayed and Hard Chromium Coatings. Lubricants 2023, 11, 350. https://doi.org/10.3390/lubricants11080350
Chișiu G, Gheța R-A, Stoica A-M, Stoica N-A. Comparative Micro-Scale Abrasive Wear Testing of Thermally Sprayed and Hard Chromium Coatings. Lubricants. 2023; 11(8):350. https://doi.org/10.3390/lubricants11080350
Chicago/Turabian StyleChișiu, Georgiana, Roxana-Alexandra Gheța, Alina-Maria Stoica, and Nicolae-Alexandru Stoica. 2023. "Comparative Micro-Scale Abrasive Wear Testing of Thermally Sprayed and Hard Chromium Coatings" Lubricants 11, no. 8: 350. https://doi.org/10.3390/lubricants11080350
APA StyleChișiu, G., Gheța, R.-A., Stoica, A.-M., & Stoica, N.-A. (2023). Comparative Micro-Scale Abrasive Wear Testing of Thermally Sprayed and Hard Chromium Coatings. Lubricants, 11(8), 350. https://doi.org/10.3390/lubricants11080350