Mechanical Properties and Tribological Study of Bottom Pouring Stir-Cast A356 Alloy Reinforced with Graphite Solid Lubricant Extracted from Corn Stover


Abstract
:1. Introduction
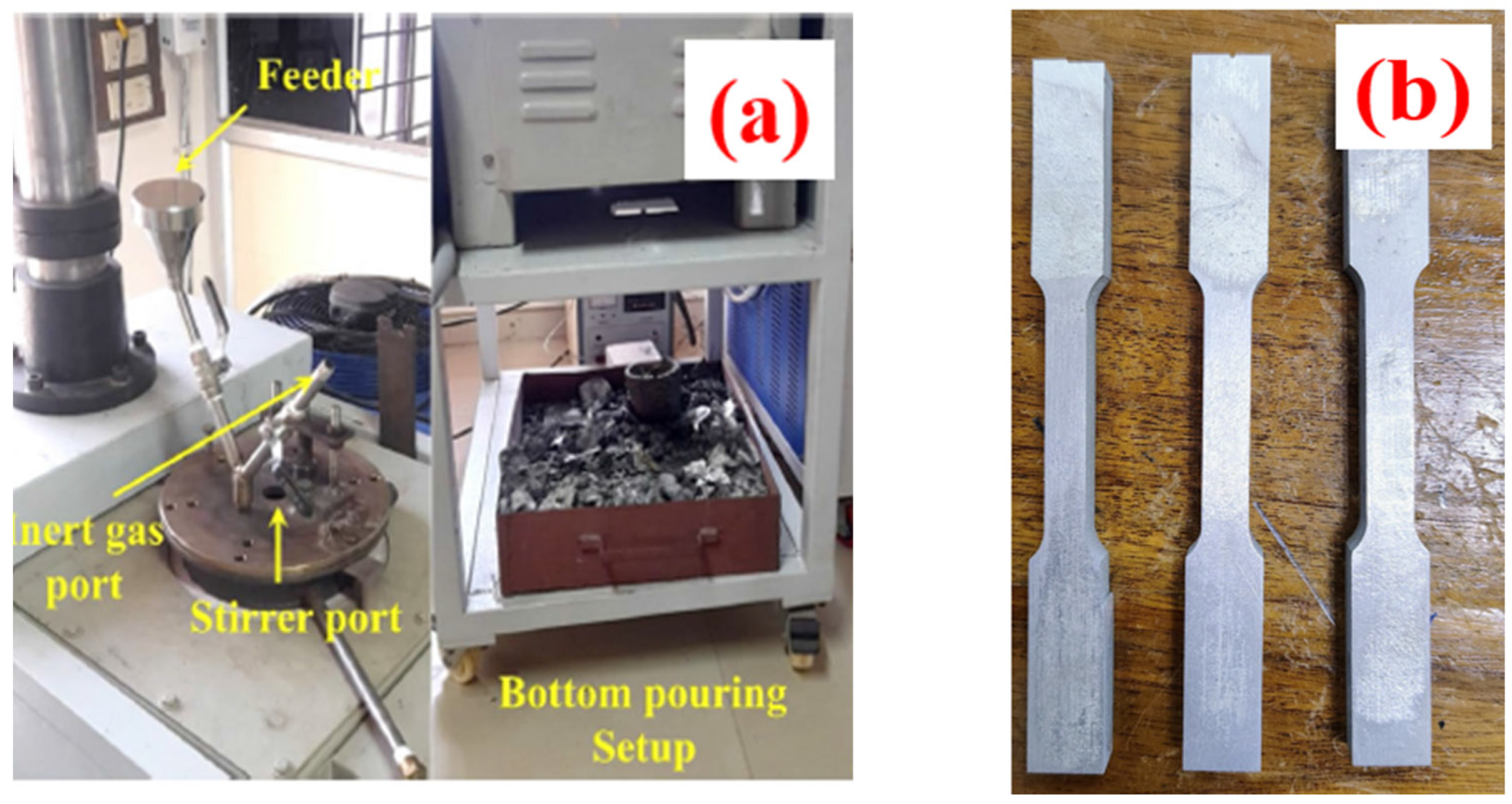
2. Materials and Composite Synthesis
3. Results and Discussion
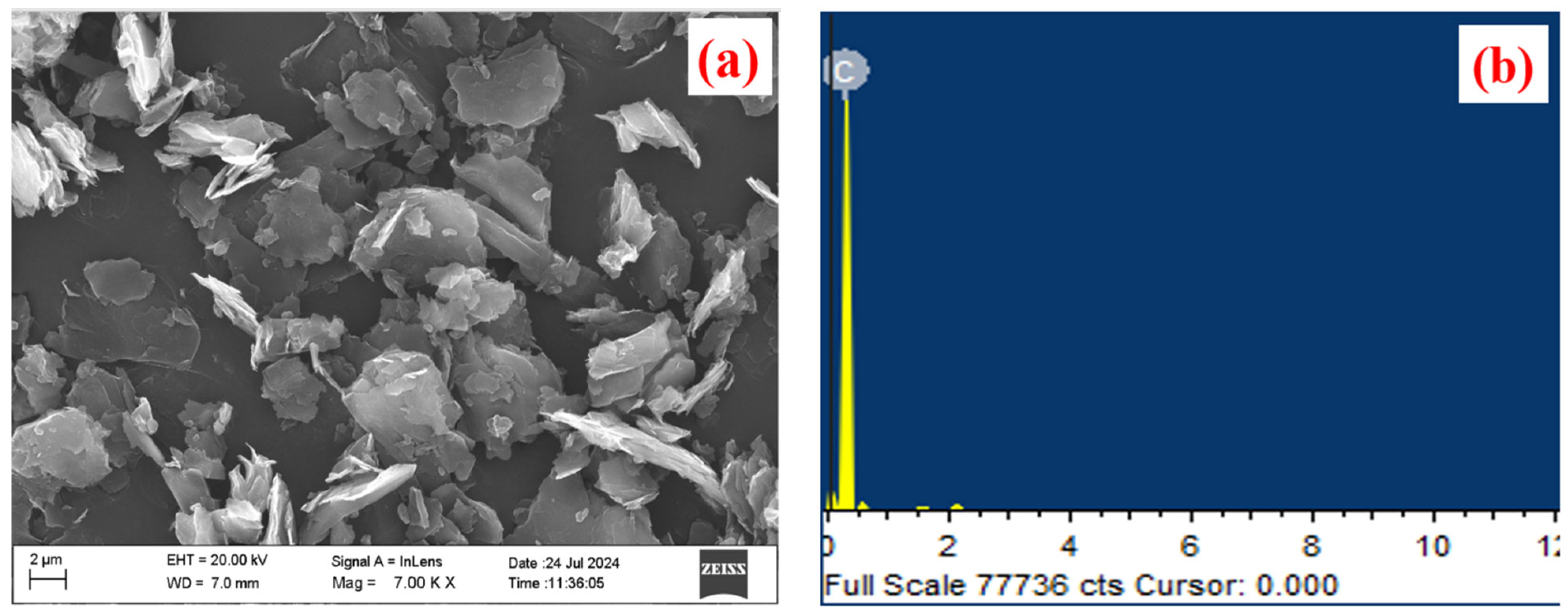
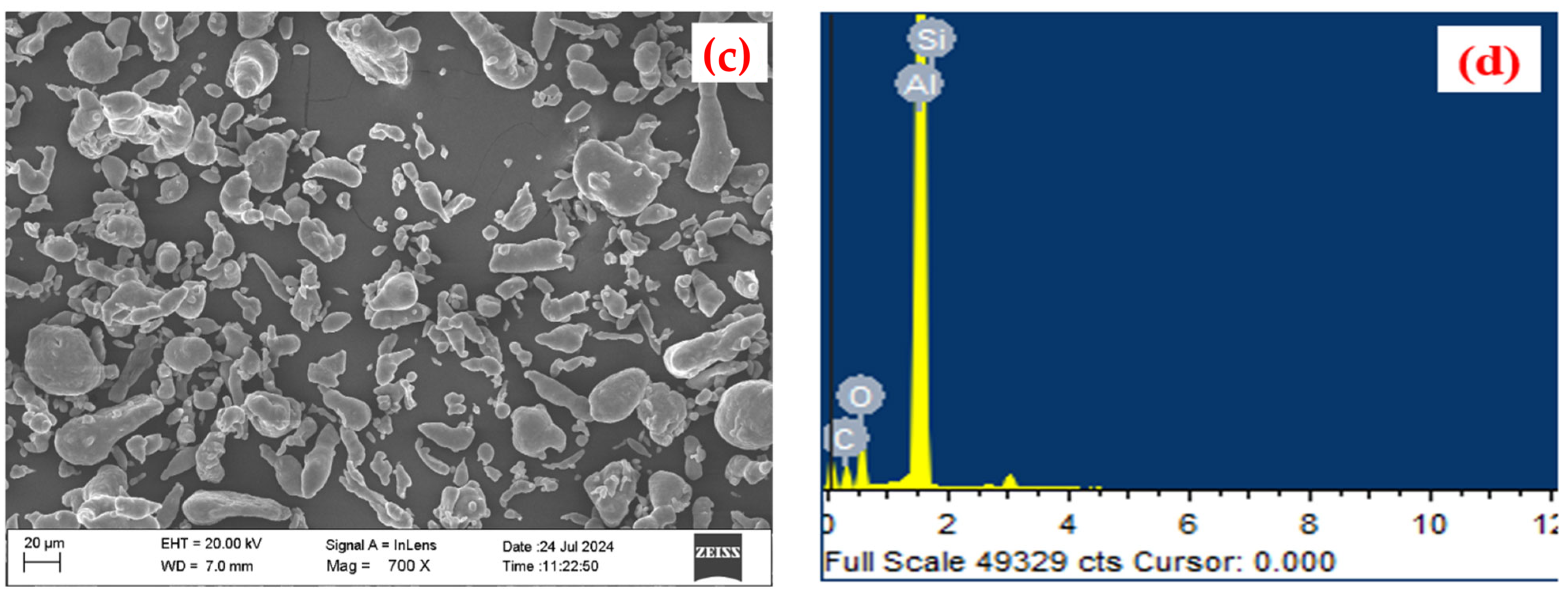
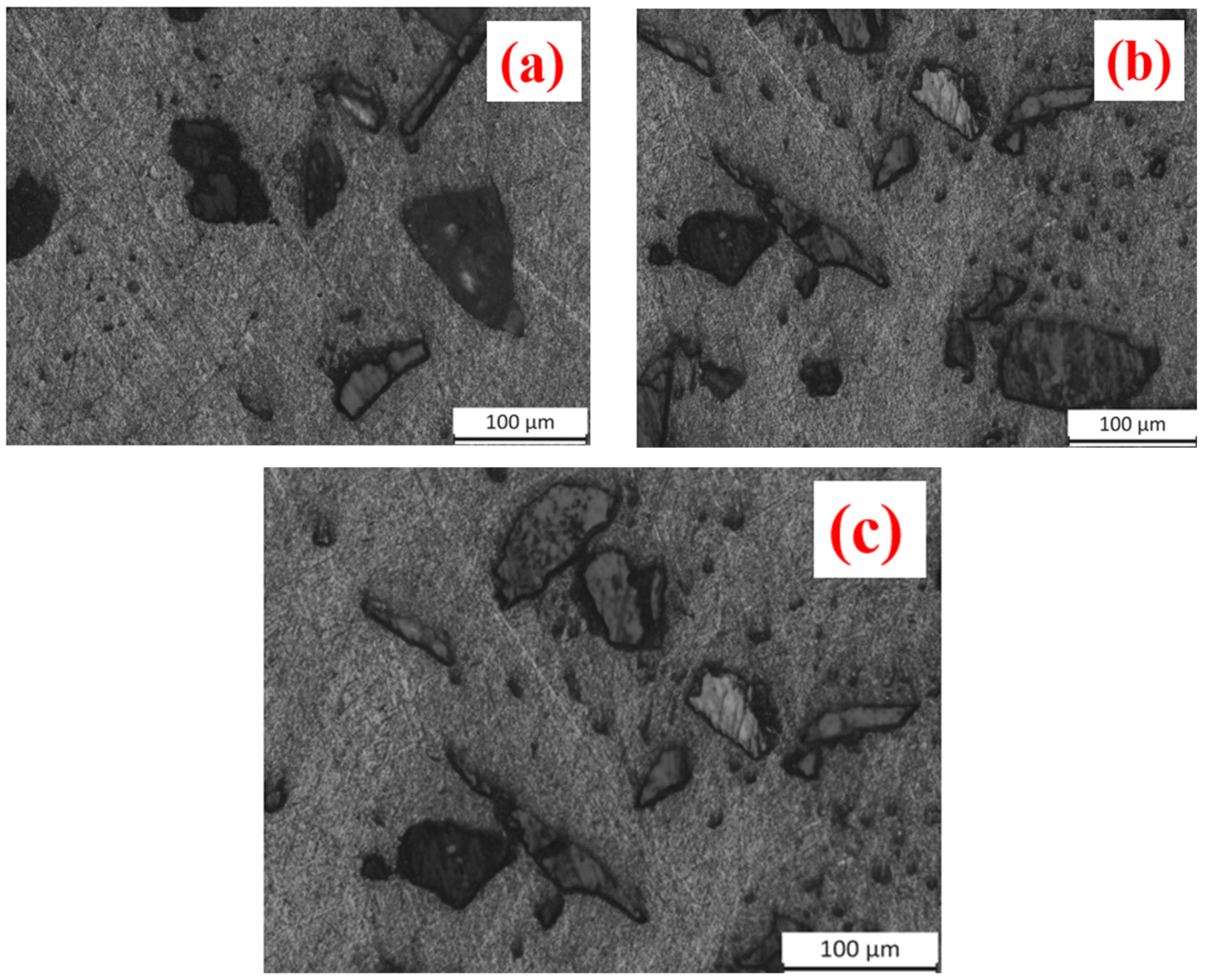
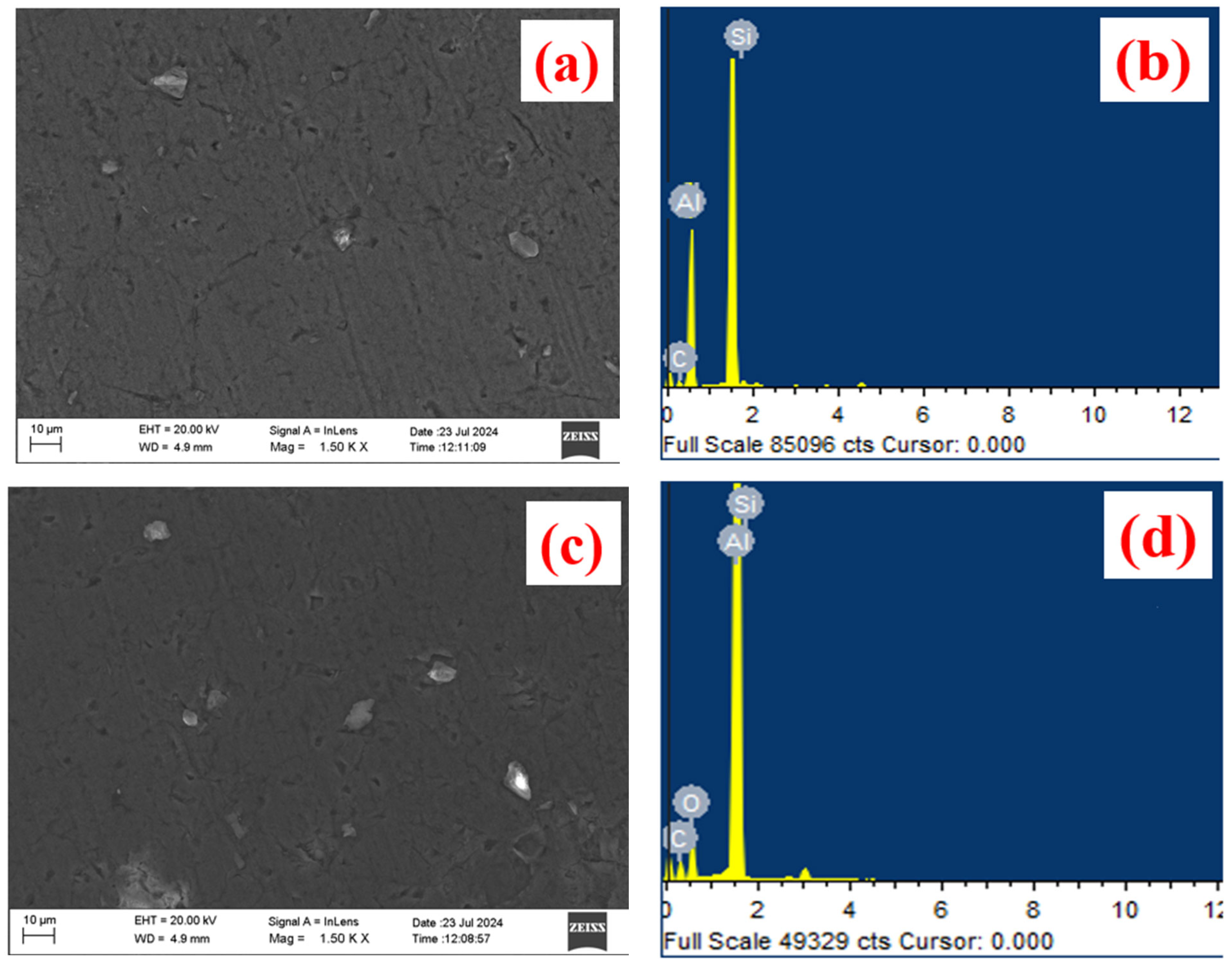
3.1. XRD Analysis and Microstructural Study
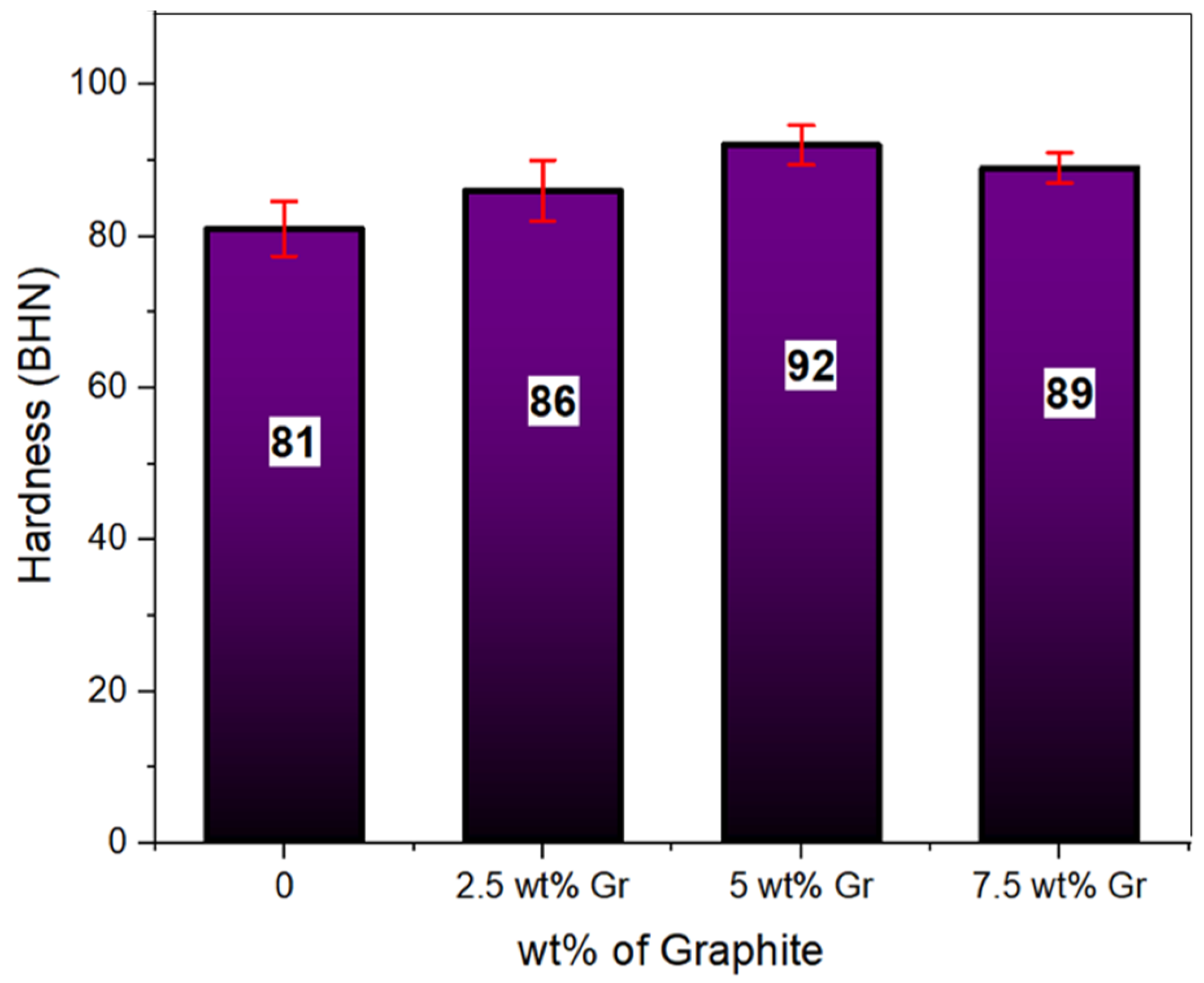
3.2. Hardness of the A356-Gr Composite
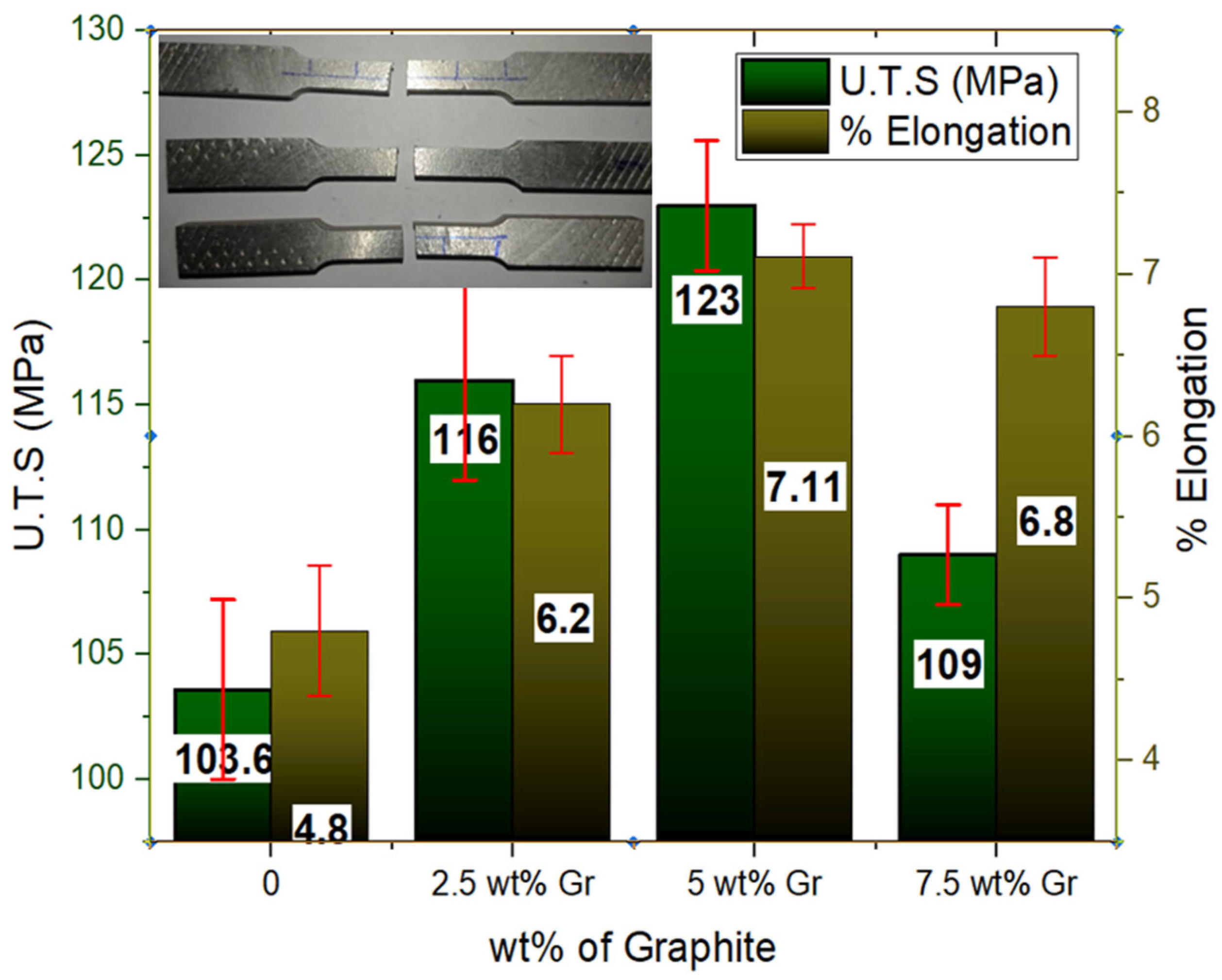
3.3. Tensile Strength and % Elongation of A356—Gr Composite
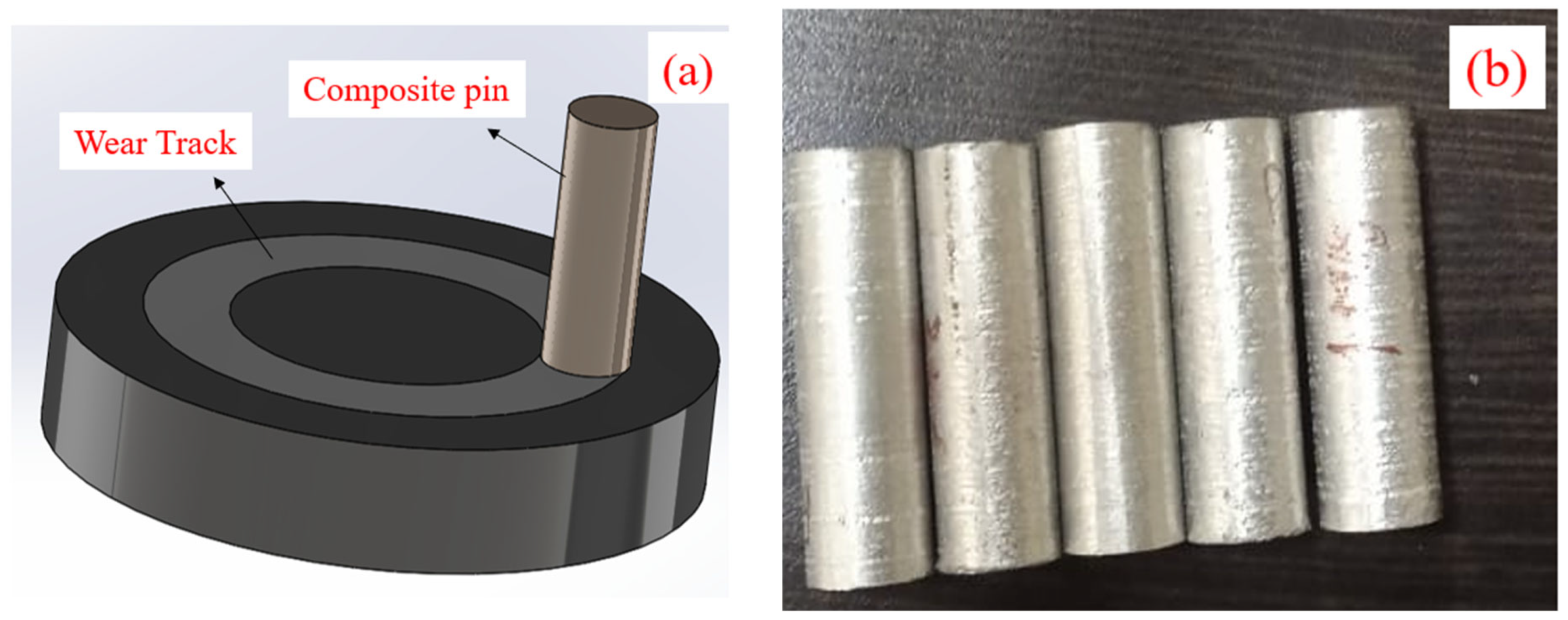
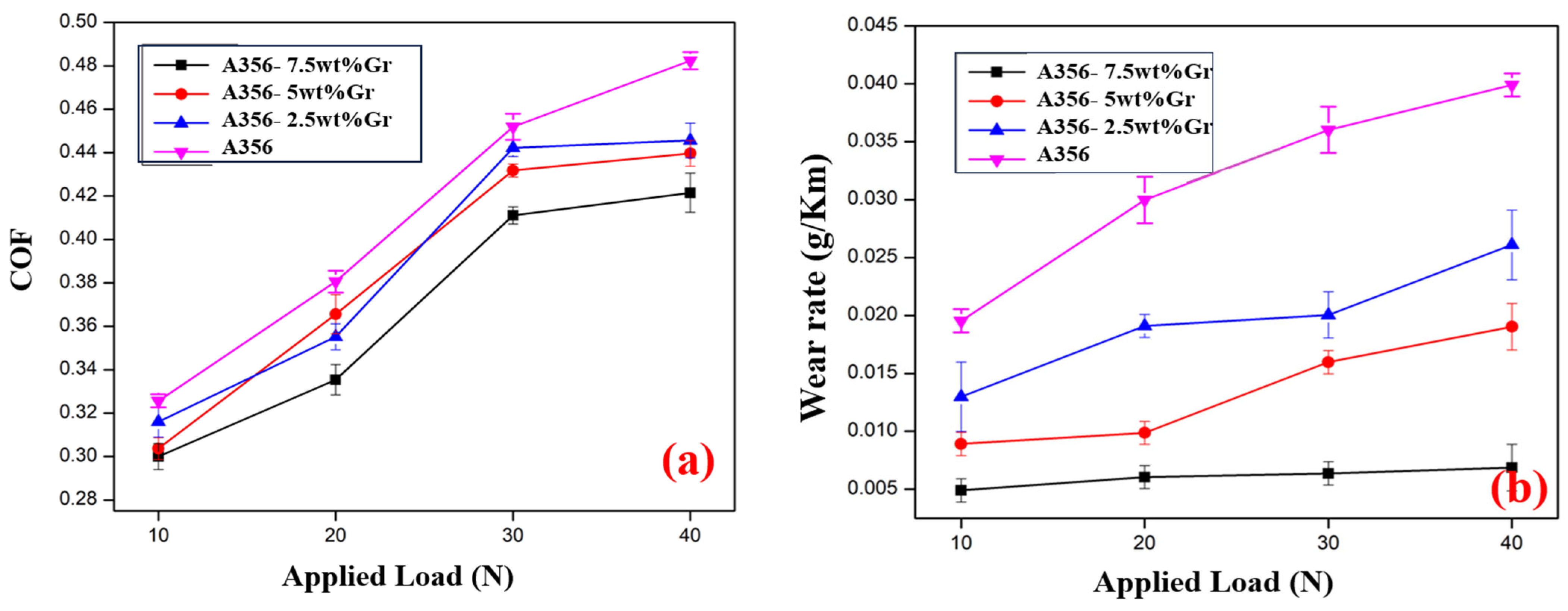
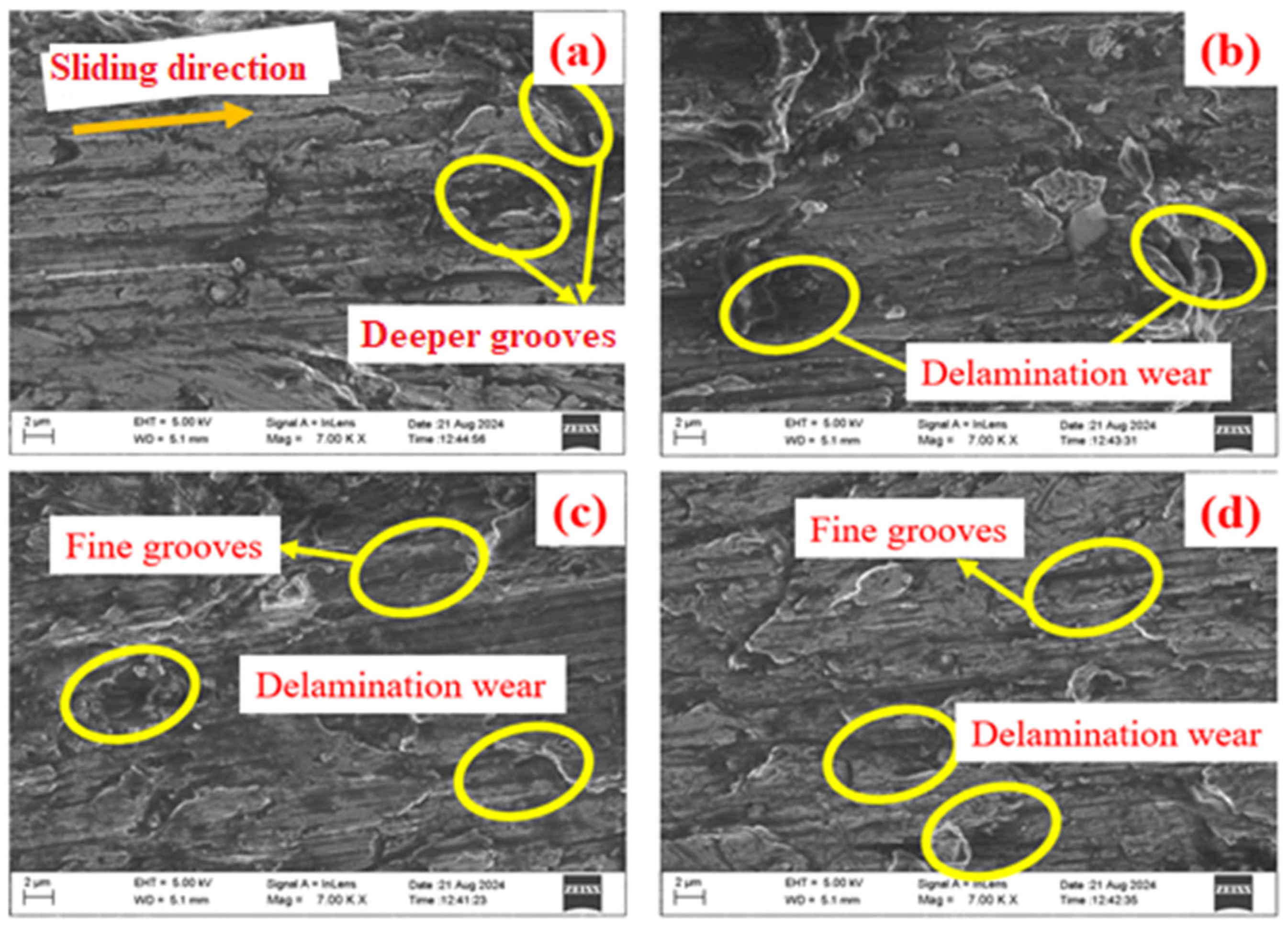
3.4. Tribological Behaviour of the A356-Gr Composite
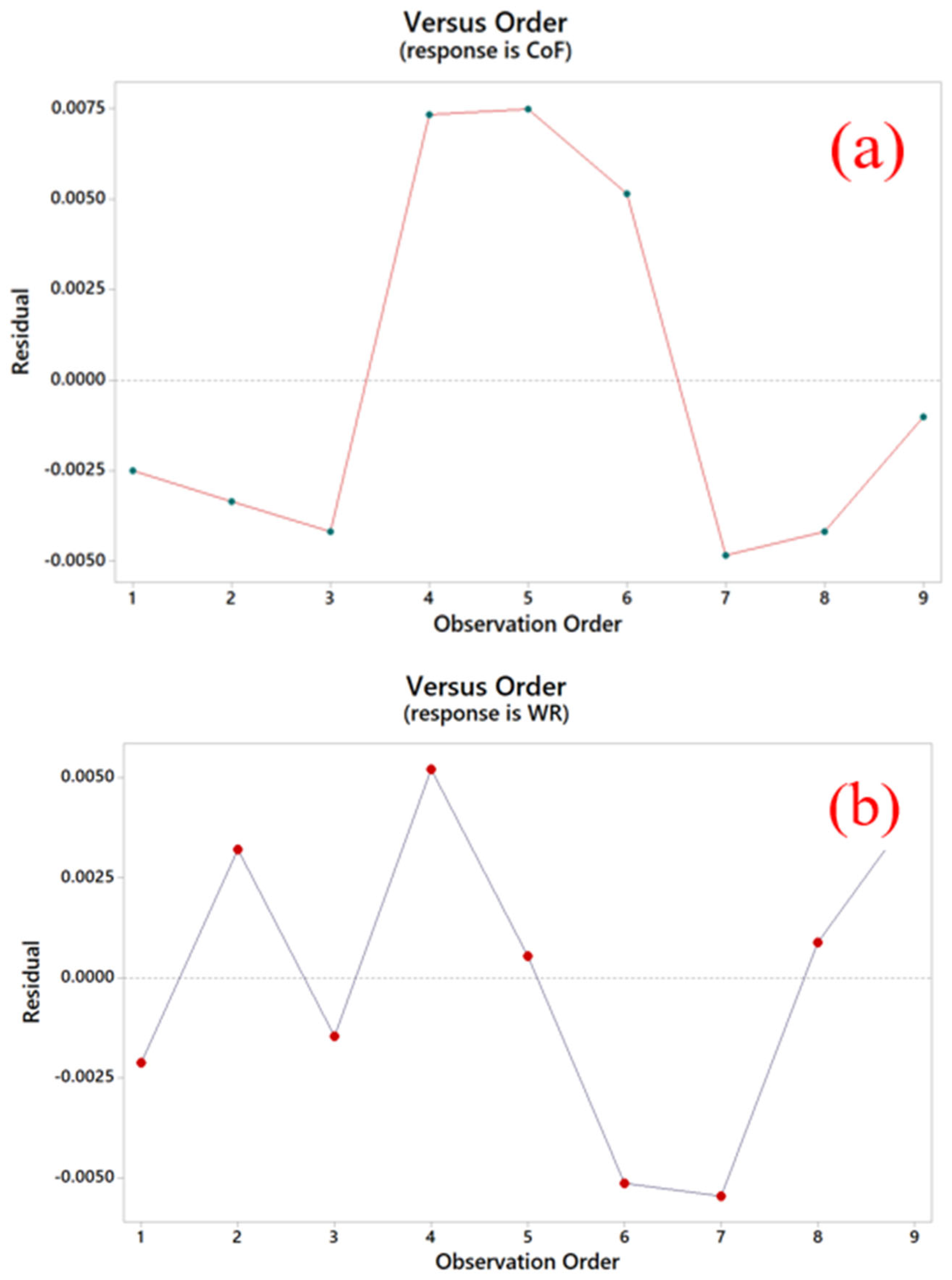
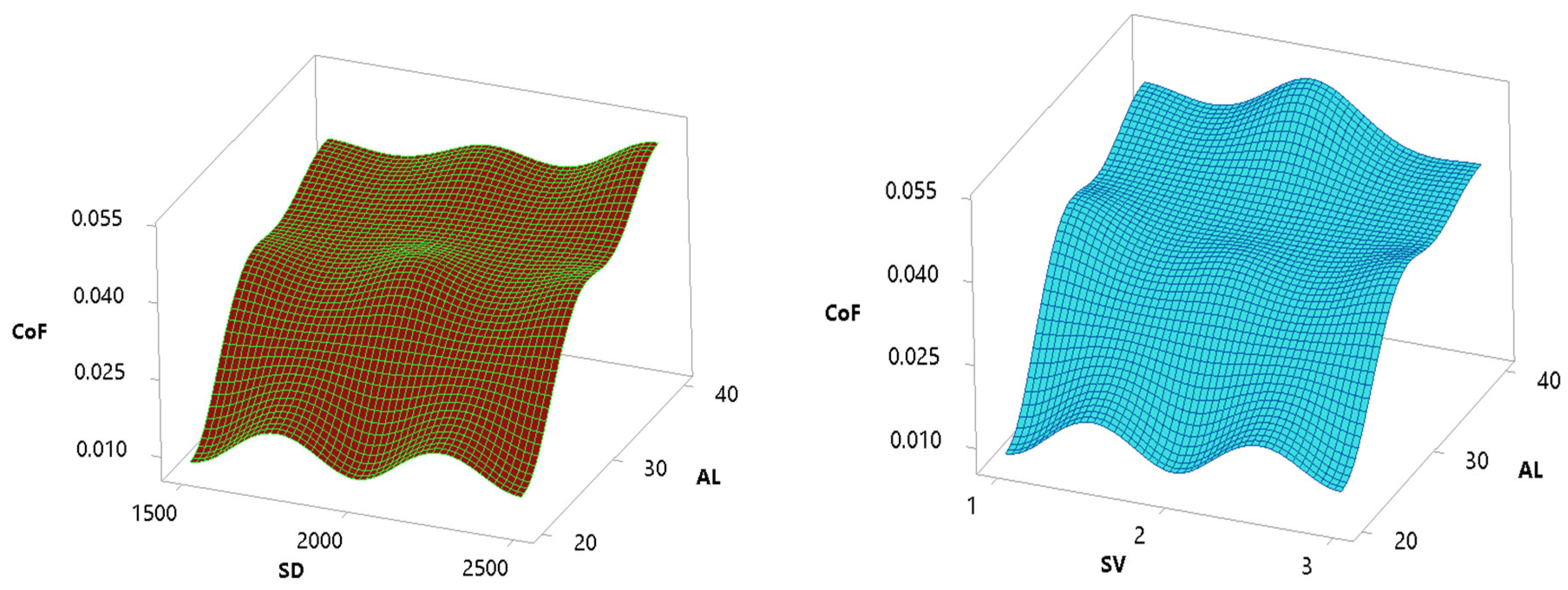
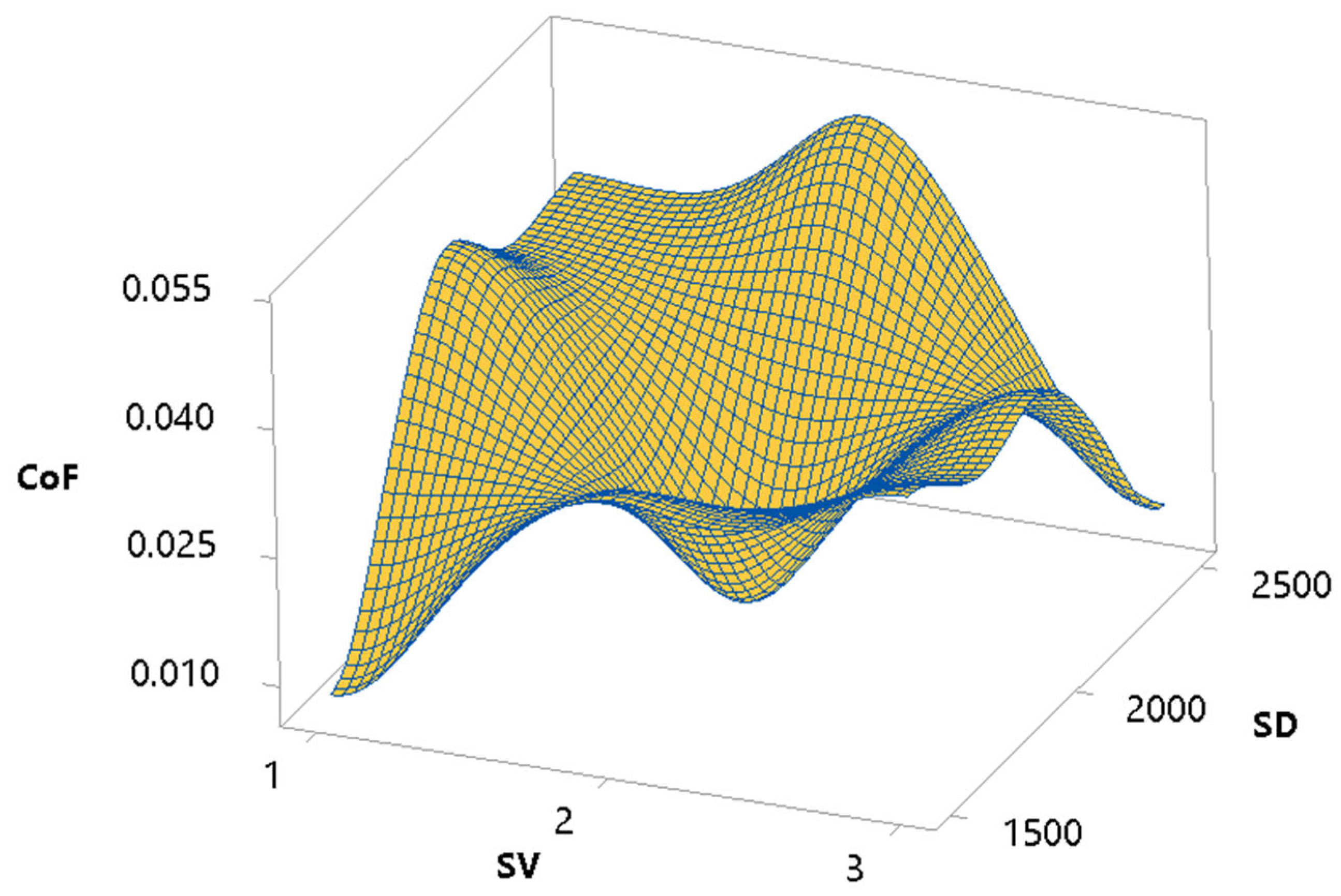
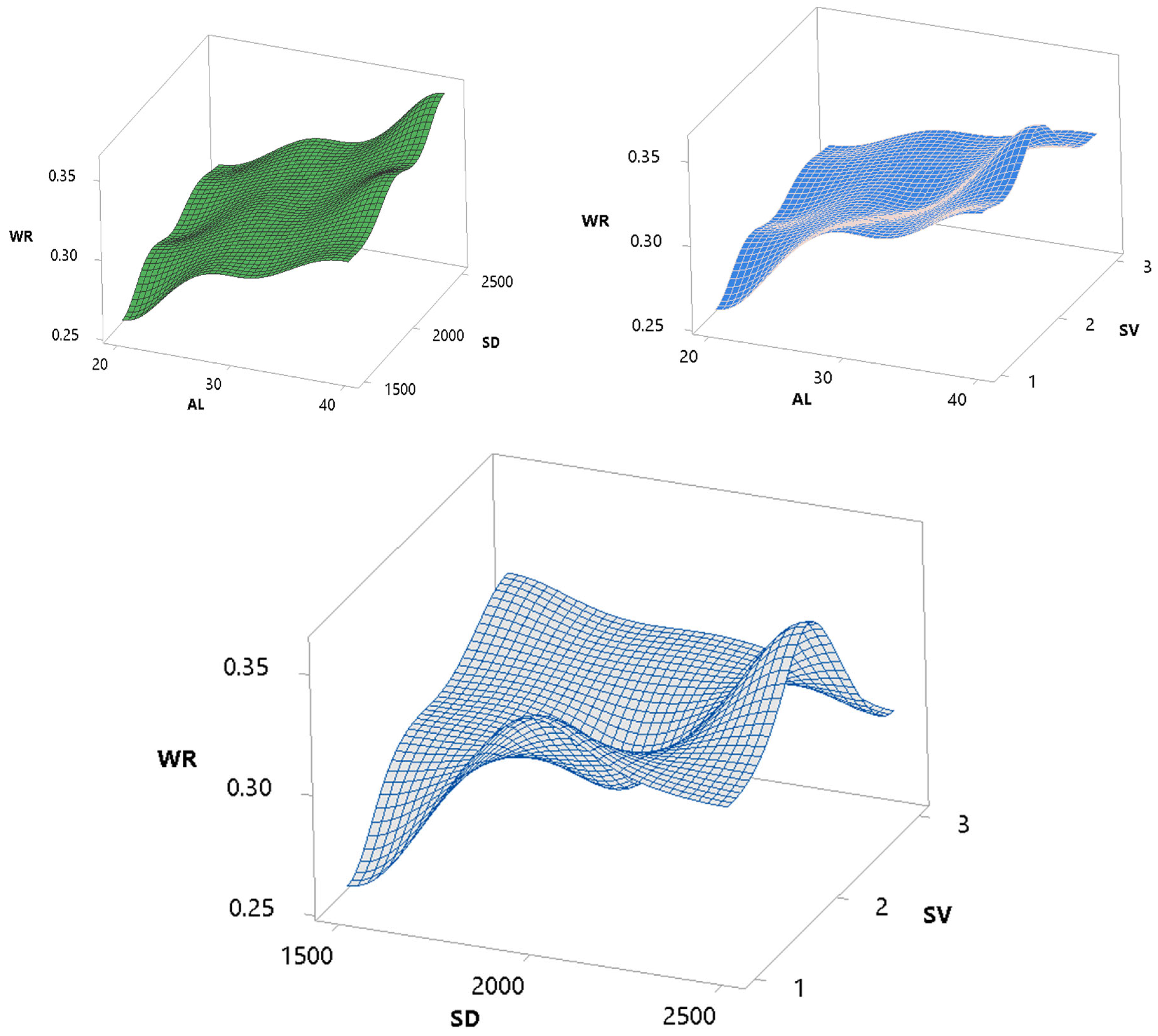
3.5. ANOVA Design of Experiments for Tribological Analysis
4. Conclusions
- 1.
- The U.T.S and % elongation for the A356-Gr were found to be increased up to the 5 wt% Gr addition, and the maximum U.T.S of 123 MPa and 7.11% elongation were attained due to strong interface bonding between Gr and the A356 alloy.
- 1.
- The presence of an Al2Mg cluster at 7.5 wt% Gr reinforcement led to a decrement in mechanical properties due to the uneven thermal expansions of the cluster and adjacent particles.
- 2.
- The obtained micro Brinell hardness at 5 wt% Gr reinforcement was 13.5%, 6.97%, and 3.37% higher than the A356 alloy, A356—2.5 wt% Gr, and A356—7.5 wt% composite.
- 2.
- The uniform dispersion of reinforcements was identified in the FESEM analysis of the A356—2.5 wt% Gr and A356—5 wt% Gr composite. However, Al2Mg clusters were confirmed in the A356—7.5 wt% Gr composite due to the non-uniform sintering, and the corresponding Al2Mg agglomeration was shown in the XRD pattern.
- 3.
- The wear rate and COF values were found to be decreased with an increase in % Gr addition due to the formation of the self-lubricated MML at the tribo interfaces. The minimum wear rate of 0.00563 g/km and COF of 0.3763 were found at 7.5 wt% Gr reinforcement with an applied load of 40 N.
- 4.
- The ANOVA results confirmed that the optimal process parameters for the minimum wear rate of 0.0052386 g/Km and 0.364 COF were 1 m/s sliding velocity, 1000 m sliding distance, and 20 N applied load conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.Q.; Afsar, A.M.; Jang, J.H.; Han, K.S.; Song, J.I. Room temperature dry and lubricant wear behaviors of Al2O3f/SiCp/Al hybrid metal matrix composites. Wear 2010, 268, 863–870. [Google Scholar] [CrossRef]
- Yadav, A.K.; Pandey, K.M.; Dey, A. Aluminium Metal Matrix Composite with Rice Husk as Reinforcement: A Review. Mater. Today Proc. 2018, 5, 20130–20137. [Google Scholar] [CrossRef]
- Venkatesh, V.S.S.; Deoghare, A.B. Microstructural Characterization and Mechanical Behaviour of SiC and Kaoline Reinforced Aluminium Metal Matrix Composites Fabricated Through Powder Metallurgy Technique. Silicon 2021, 14, 3723–3737. [Google Scholar] [CrossRef]
- Aydin, F.; Durgut, R.; Mustu, M.; Demir, B. Prediction of wear performance of ZK60/CeO2 composites using machine learning models. Tribol. Int. 2023, 177, 107945. [Google Scholar] [CrossRef]
- Reddy, A.P.; Krishna, P.V.; Rao, R.N. Tribological Behaviour of Al6061–2SiC-xGr Hybrid Metal Matrix Nanocomposites Fabricated through Ultrasonically Assisted Stir Casting Technique. Silicon 2019, 11, 2853–2871. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Muthuramalingam, T.; Anbuchezhiyan, G. Effect of B4C and MOS2 reinforcement on micro structure and wear properties of aluminum hybrid composite for automotive applications. Compos. Part B Eng. 2019, 176, 107329. [Google Scholar] [CrossRef]
- Venkatesh, V.S.S.; Deoghare, A.B. Effect of Particulate Type Reinforcements on Mechanical and Tribological Behavior of Aluminium Metal Matrix Composites: A Review. In Recent Advances in Mechanical Engineering; Pandey, K.M., Misra, R.D., Patowari, P.K., Dixit, U.S., Eds.; Springer: Singapore, 2021; pp. 295–303. [Google Scholar]
- Liu, J.; Li, Y.; Cheng, C.; Li, W.; Qin, X. Effect of temperature on the structure and mechanical properties of SiC–TiB2 composite ceramics by solid-phase spark plasma sintering. Ceram. Int. 2022, 48, 23151–23158. [Google Scholar] [CrossRef]
- Basavarajappa, S.; Chandramohan, G.; Mahadevan, A.; Thangavelu, M.; Subramanian, R.; Gopalakrishnan, P. Influence of sliding speed on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2007, 262, 1007–1012. [Google Scholar] [CrossRef]
- Singh, J. Fabrication characteristics and tribological behavior of Al/SiC/Gr hybrid aluminum matrix composites: A review. Friction 2016, 4, 191–207. [Google Scholar] [CrossRef]
- Chou, S.-N.; Huang, J.-L.; Lii, D.-F.; Lu, H.-H. The mechanical properties of Al2O3/aluminum alloy A356 composite manufactured by squeeze casting. J. Alloys Compd. 2006, 419, 98–102. [Google Scholar] [CrossRef]
- Maleki, K.; Alizadeh, A.; Hajizamani, M. Compressive strength and wear properties of SiC/Al6061 composites reinforced with high contents of SiC fabricated by pressure-assisted infiltration. Ceram. Int. 2021, 47, 2406–2413. [Google Scholar] [CrossRef]
- Ajay, C.V.; Mohammed, K.T.; Hariharasakthisudhan, P.; Kumar, V.N.; Vishnu, R. Characteristics Study of Mechanical and Tribological Behaviour of Gr/Sn Dispersed Al-7Si Alloy Matrix Composite Processed Through Bottom Pouring Stir Casting Technique. Silicon 2023, 15, 5089–5104. [Google Scholar] [CrossRef]
- Santhosh, N.; Praveena, B.A.; Jain, R.; Hasan, M.A.; Islam, S.; Khan, M.A.; Razak, A.; Daniyal, M. Analysis of friction and wear of aluminium AA 5083/WC composites for building applications using advanced machine learning models. Ain Shams Eng. J. 2023, 14, 102090. [Google Scholar] [CrossRef]
- Huang, W.; Lin, Q.; Zhang, X. Investigation of Tribological Properties of Magnesium Alloys under Dry Sliding and Lubrication Condition. Proc. Inst. Mech. Eng. Part J. 2011, 225, 35–42. [Google Scholar] [CrossRef]
- Manohar, G.; Pandey, K.M.; Maity, S.R. Effect of microwave sintering on the microstructure and mechanical properties of AA7075/B4C/ZrC hybrid nano composite fabricated by powder metallurgy techniques. Ceram. Int. 2021, 47, 32610–32618. [Google Scholar] [CrossRef]
- Manohar, G.; Pandey, K.M.; Maity, S.R. Effect of compaction pressure on mechanical properties of AA7075/B4C/graphite hybrid composite fabricated by powder metallurgy techniques. Mater. Today Proc. 2020, 38, 2157–2161. [Google Scholar] [CrossRef]
- Ramadoss, N.; Pazhanivel, K.; Anbuchezhiyan, G. Synthesis of B4C and BN reinforced Al7075 hybrid composites using stir casting method. J. Mater. Res. Technol. 2020, 9, 6297–6304. [Google Scholar] [CrossRef]
- Han, N.L.; Wang, Z.G.; Wang, W.L.; Zhang, G.D.; Shi, C.X. Low-cycle fatigue behavior of a particulate SiC/2024Al composite at ambient and elevated temperature. Compos. Sci. Technol. 1999, 59, 147–155. [Google Scholar] [CrossRef]
- Pazhouhanfar, Y.; Eghbali, B. Microstructural characterization and mechanical properties of TiB2 reinforced Al6061 matrix composites produced using stir casting process. Mater. Sci. Eng. A 2018, 710, 172–180. [Google Scholar] [CrossRef]
- Hasan, M.S.; Kordijazi, A.; Rohatgi, P.K.; Nosonovsky, M. Triboinformatics Approach for Friction and Wear Prediction of Al-Graphite Composites Using Machine Learning Methods. J. Tribol. 2022, 144, 011701. [Google Scholar] [CrossRef]
- Radhika, N.; Karthik, R.; Gowtham, S.; Ramkumar, S. Synthesis of Cu-10Sn/SiC Metal Matrix Composites and Experimental Investigation of its Adhesive Wear Behaviour. Silicon 2019, 11, 345–354. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Kumar, H.G.P.; Xavior, M.A. Assessment of Mechanical and Tribological Properties of Al 2024-SiC-Graphene Hybrid Composites. Procedia Eng. 2017, 174, 992–999. [Google Scholar] [CrossRef]
- Venkatesh, V.S.S.; Deoghare, A.B. Modelling and Optimisation of Wear Parameters for Spark Plasma Sintered Al-SiC-Kaoline Hybrid Composite. Adv. Mater. Process. Technol. 2022, 8, 1286–1304. [Google Scholar] [CrossRef]
- Han, T.; Zhang, S.; Zhang, C. Unlocking the secrets behind liquid superlubricity: A state-of-the-art review on phenomena and mechanisms. Friction 2022, 10, 1137–1165. [Google Scholar] [CrossRef]
- Han, T.; Zhang, C.; Luo, J. Macroscale Superlubricity Enabled by Hydrated Alkali Metal Ions. Langmuir 2018, 34, 11281–11291. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Ti | Mg | C | Fe | Remaining |
|---|---|---|---|---|---|---|
| Wt% | 6.56 | 0.06 | 0.36 | 1.65 | 0.08 | Aluminium |
| Composite Code | wt% of A356 | wt% of Graphite Reinforcement |
|---|---|---|
| A356 | 100 | 0 |
| C1 | 97.5 | 2.5 |
| C2 | 95 | 5 |
| C3 | 92.5 | 7.5 |
| Applied Load (AL in Newtons) | Sliding Distance (SL in Meters) | Sliding Velocity (SL in m/s) |
|---|---|---|
| 20 | 1500 | 1 |
| 30 | 2000 | 2 |
| 30 | 2500 | 3 |
| Run Number | Applied Load (N) | Sliding Distance (m) | Sliding Velocity (m/s) | COF | Wear Rate (g/km) |
|---|---|---|---|---|---|
| 1 | 20 | 1500 | 1 | 0.008 | 0.26 |
| 2 | 20 | 2000 | 2 | 0010 | 0.28 |
| 3 | 20 | 2500 | 3 | 0.012 | 0.29 |
| 4 | 30 | 1500 | 2 | 0.036 | 0.3 |
| 5 | 30 | 2000 | 3 | 0.039 | 0.31 |
| 6 | 30 | 2500 | 1 | 0.04 | 0.318 |
| 7 | 40 | 1500 | 3 | 0.042 | 0.322 |
| 8 | 40 | 2000 | 1 | 0.046 | 0.342 |
| 9 | 40 | 2500 | 2 | 0.052 | 0.36 |
| Source | DOF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Applied Load (AL) | 2 | 0.006273 | 0.003136 | 227.65 | 0.004 |
| Sliding Distance (SD) | 2 | 0.001244 | 0.000622 | 45.13 | 0.022 |
| Sliding Velocity (SV) | 2 | 0.000081 | 0.000040 | 2.94 | 0.254 |
| Error | 2 | 0.000028 | 0.000014 | ||
| Total | 8 | 0.007625 |
| Source | DOF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Applied Load (AL) | 2 | 0.002217 | 0.001108 | 255.77 | 0.004 |
| Sliding Distance (SD) | 2 | 0.000054 | 0.000027 | 6.23 | 0.038 |
| Sliding Velocity (SV) | 2 | 0.000005 | 0.000002 | 0.54 | 0.650 |
| Error | 2 | 0.000009 | 0.000004 | ||
| Total | 8 | 0.002284 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venkatesh, V.S.S.; Vundavilli, P.R. Mechanical Properties and Tribological Study of Bottom Pouring Stir-Cast A356 Alloy Reinforced with Graphite Solid Lubricant Extracted from Corn Stover. Lubricants 2024, 12, 341. https://doi.org/10.3390/lubricants12100341
Venkatesh VSS, Vundavilli PR. Mechanical Properties and Tribological Study of Bottom Pouring Stir-Cast A356 Alloy Reinforced with Graphite Solid Lubricant Extracted from Corn Stover. Lubricants. 2024; 12(10):341. https://doi.org/10.3390/lubricants12100341
Chicago/Turabian StyleVenkatesh, Vavilada Satya Swamy, and Pandu Ranga Vundavilli. 2024. "Mechanical Properties and Tribological Study of Bottom Pouring Stir-Cast A356 Alloy Reinforced with Graphite Solid Lubricant Extracted from Corn Stover" Lubricants 12, no. 10: 341. https://doi.org/10.3390/lubricants12100341
APA StyleVenkatesh, V. S. S., & Vundavilli, P. R. (2024). Mechanical Properties and Tribological Study of Bottom Pouring Stir-Cast A356 Alloy Reinforced with Graphite Solid Lubricant Extracted from Corn Stover. Lubricants, 12(10), 341. https://doi.org/10.3390/lubricants12100341