Fault Diagnosis of Dry Gas Seal Operation Status Based on Acoustic Emission Monitoring


Abstract
1. Introduction
2. Dry Gas Sealing Test Bench and Measurement Method
2.1. Dry Gas Seal Signal Testing System
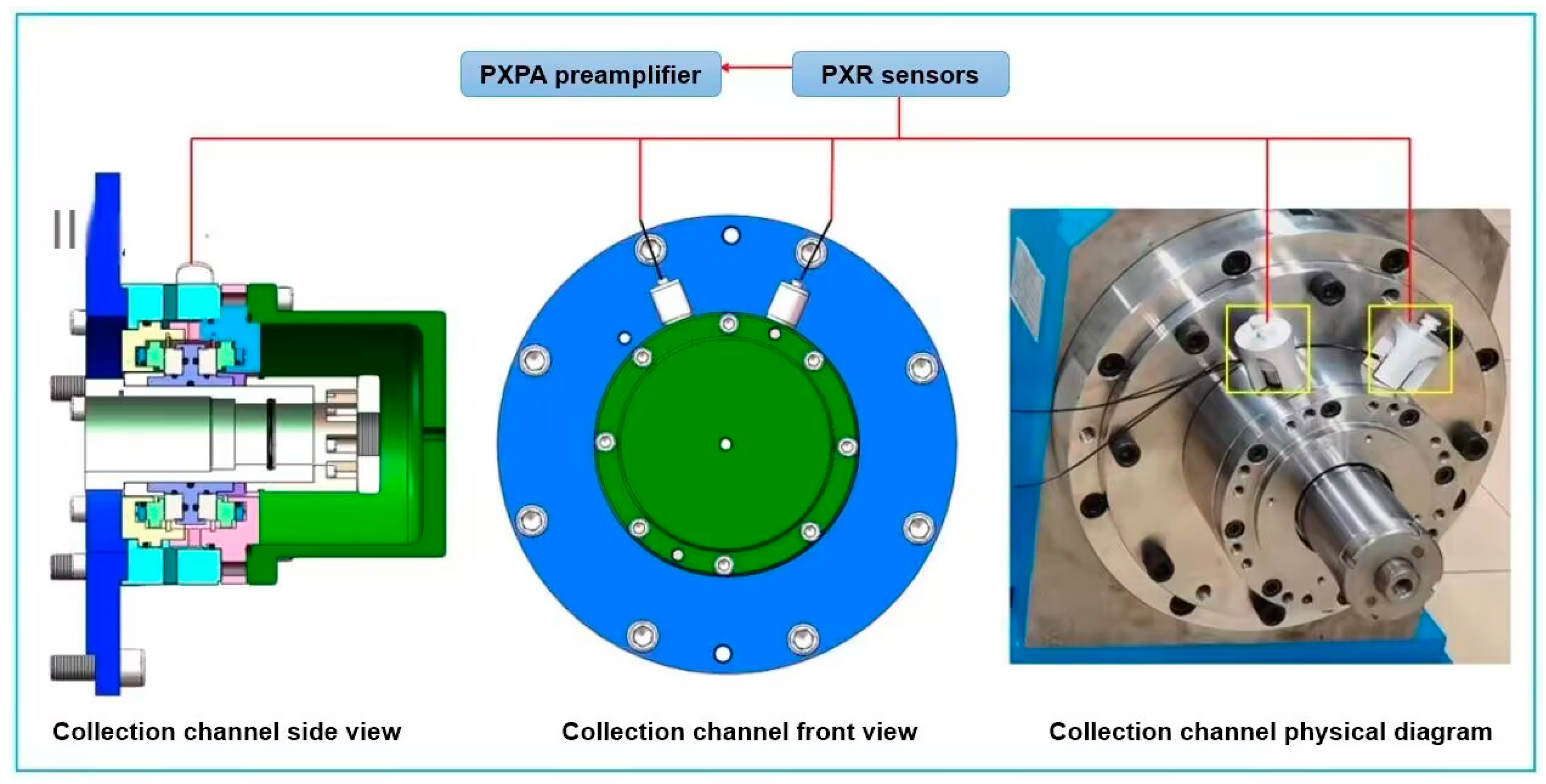
2.2. Acoustic Emission Layout Method
2.3. Test Implementation Plan and Process
3. Analysis of AE Signal Detection Test Results
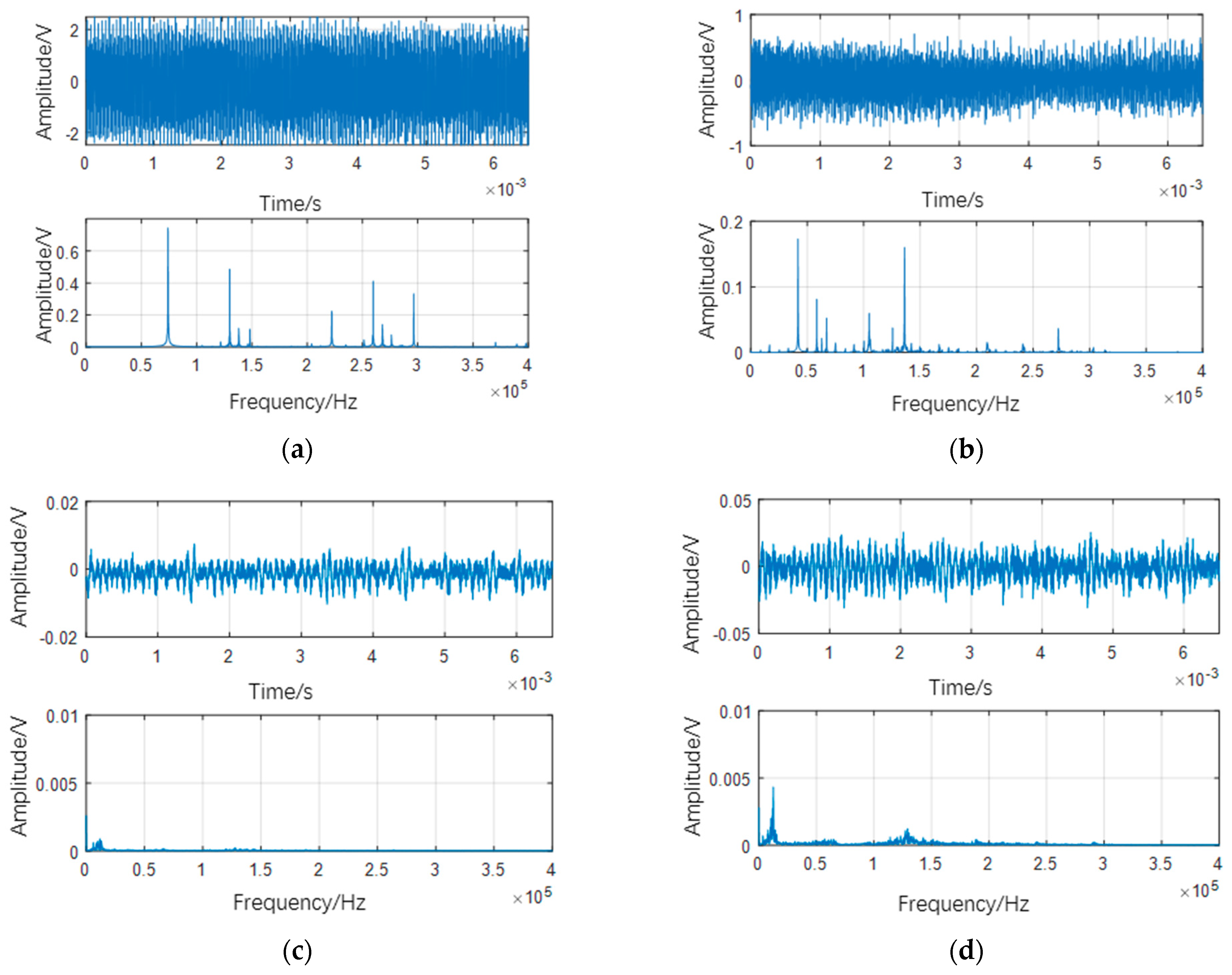
3.1. AE Signal Waveform and Spectrum Analysis
3.2. Identification of AE Signal for Sealing Face Friction
3.3. Dry Gas Seal Face Contact Identification
4. Analysis of AE Signal of Typical Seal Fault State
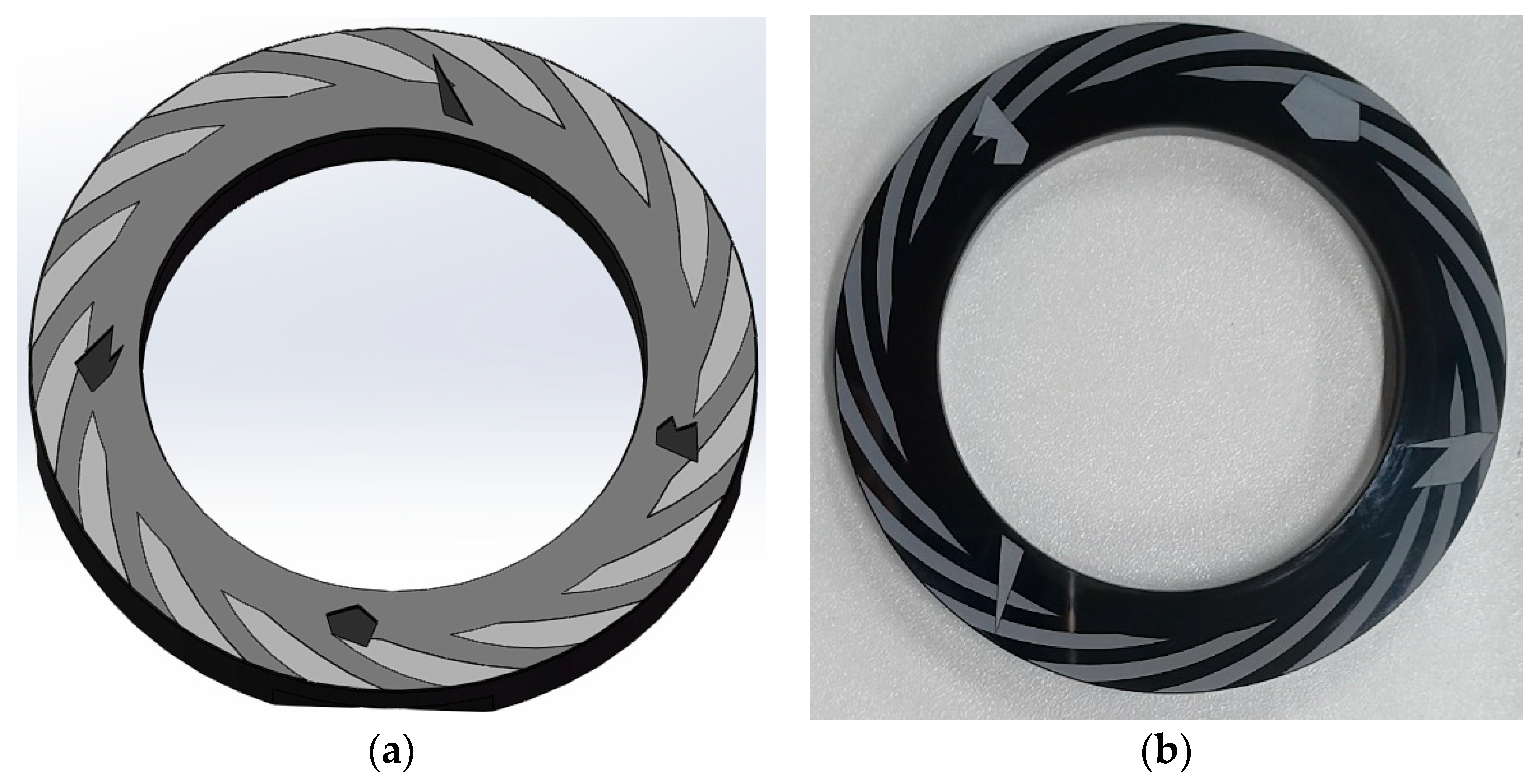
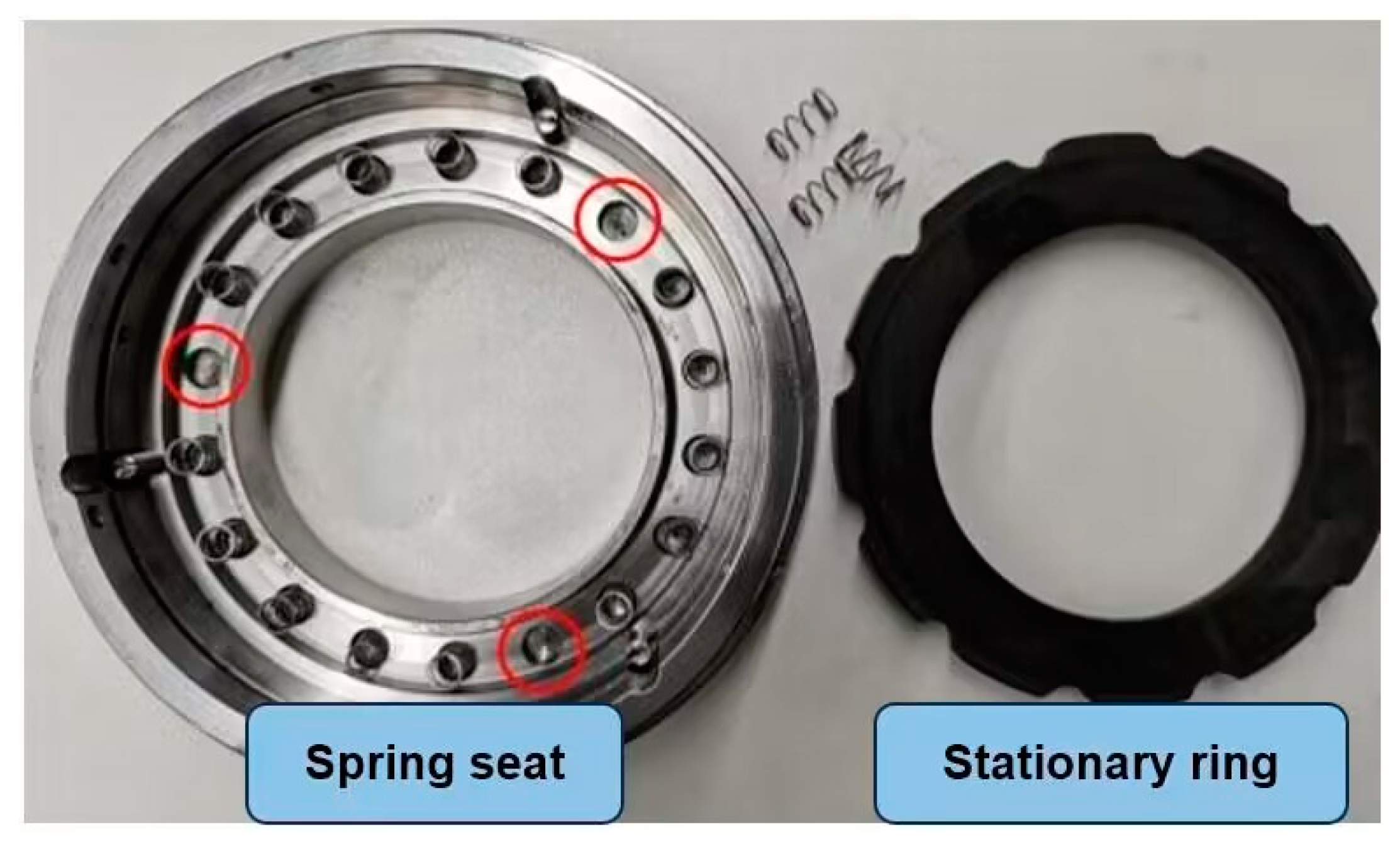
4.1. Typical Fault Sources and Setting Methods for Sealing
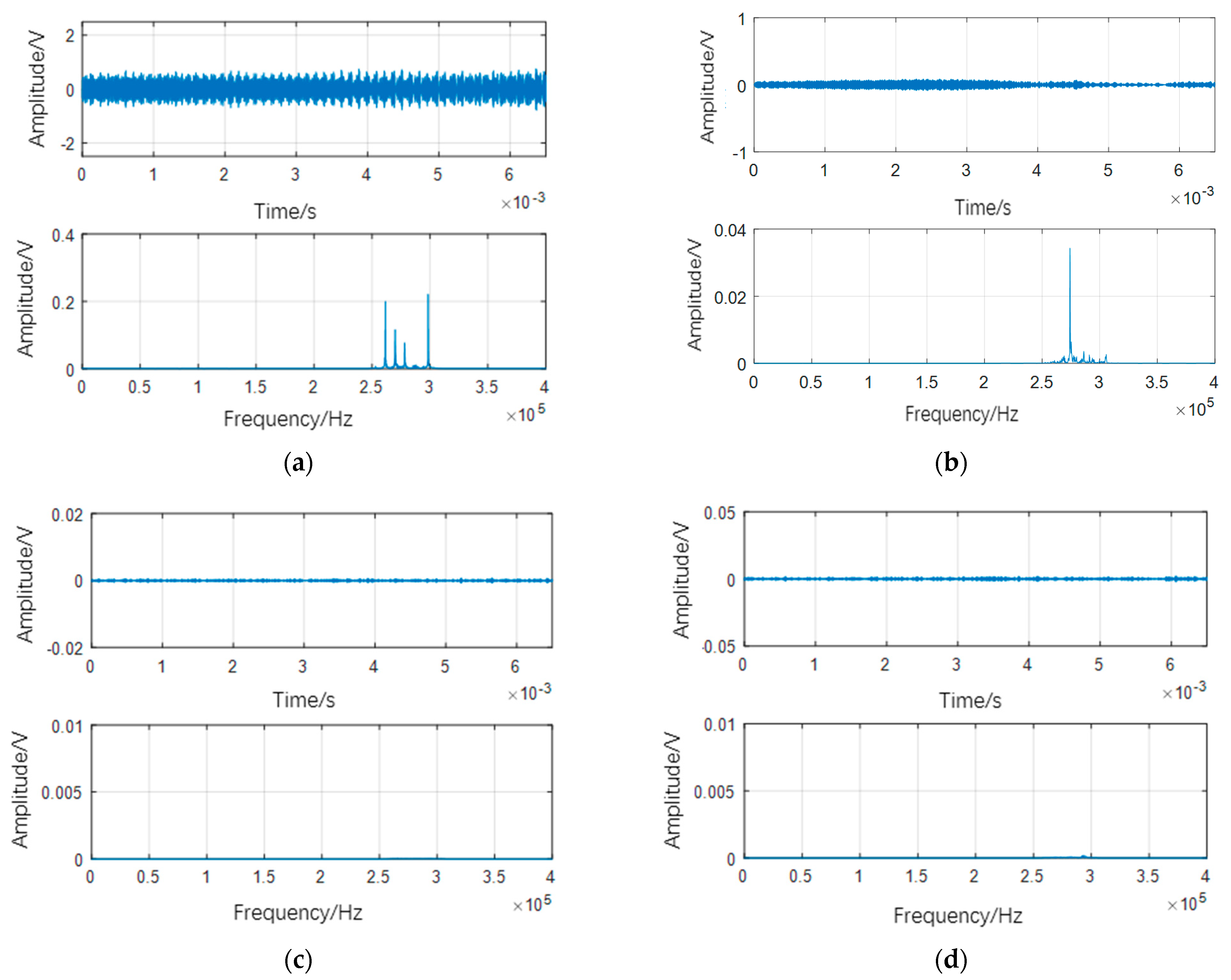
4.2. AE Signal Feature Analysis of End-Face Defects
4.3. Analysis of AE Signal Characteristics of Spring Failure
5. Conclusions
- (1)
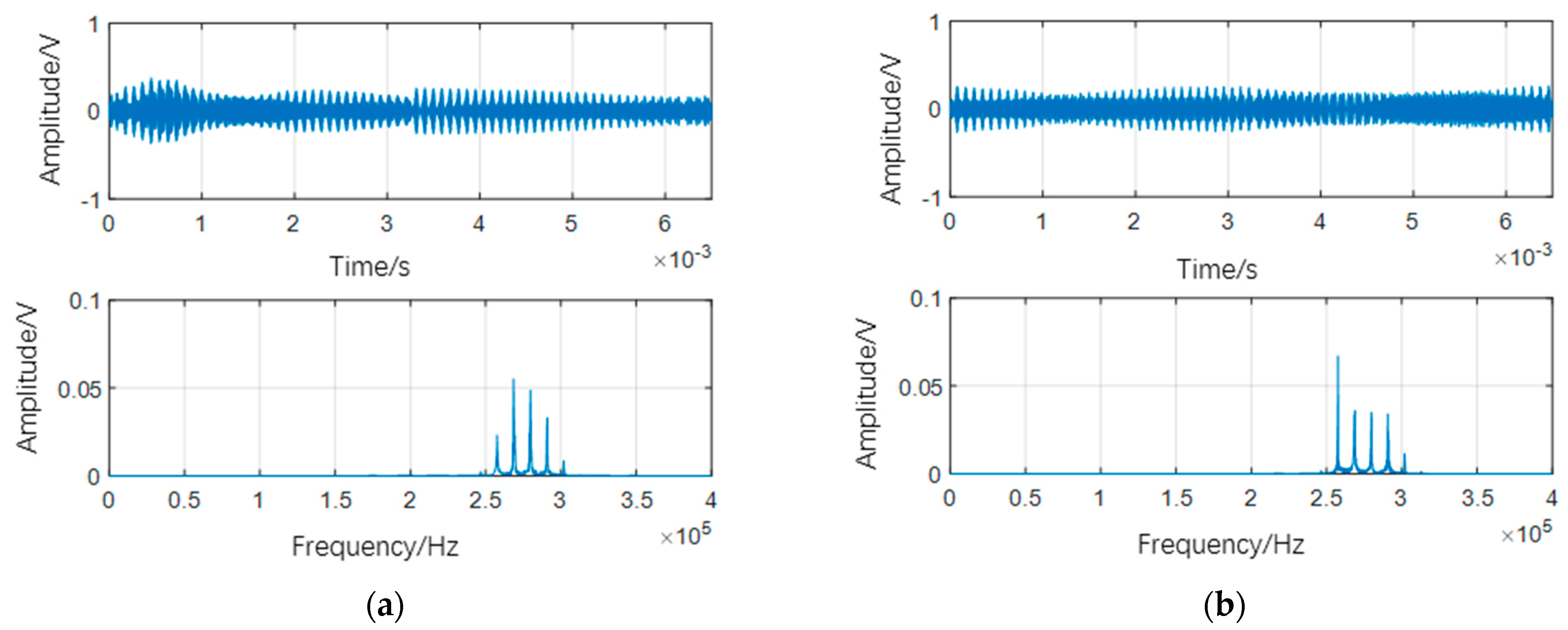
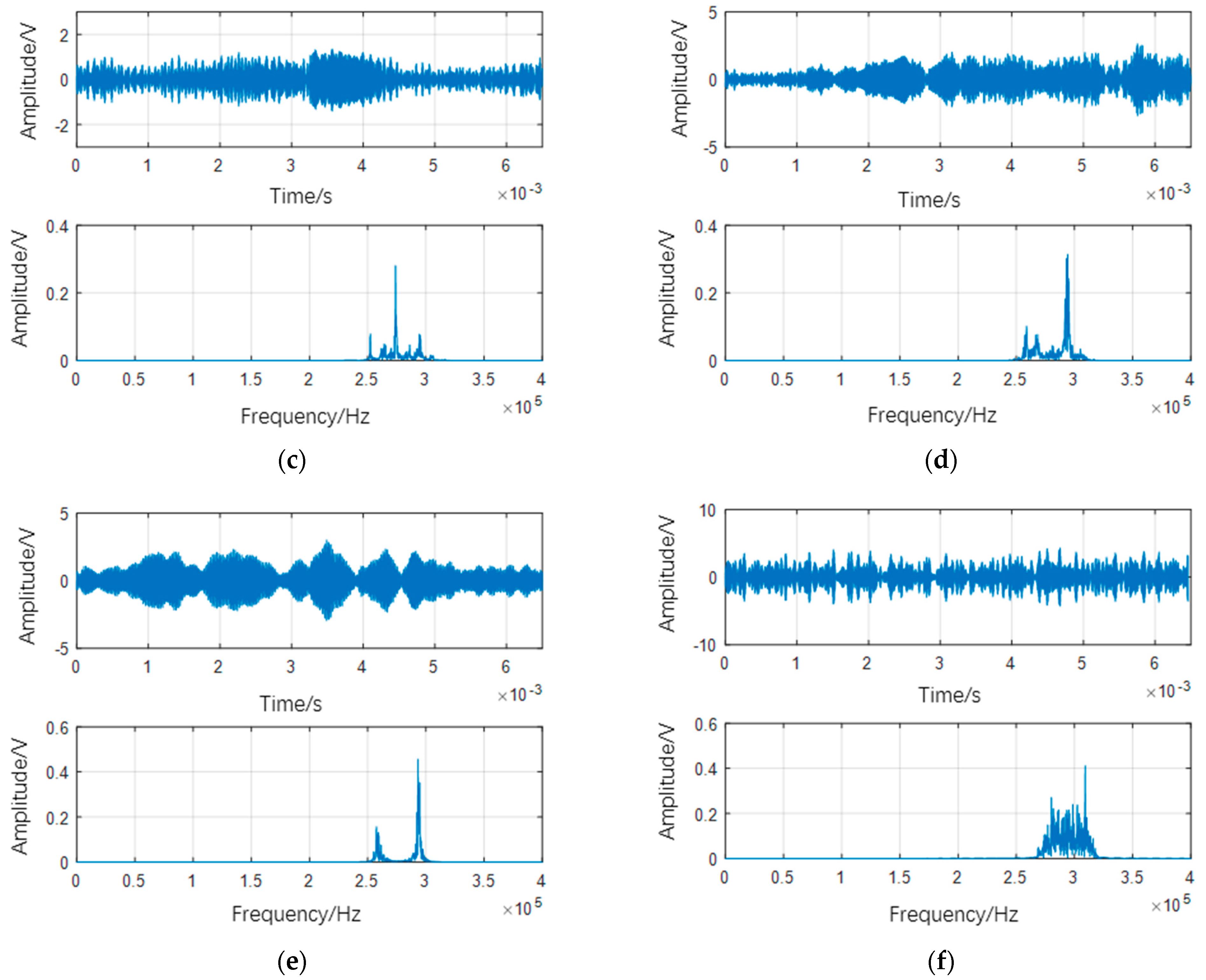
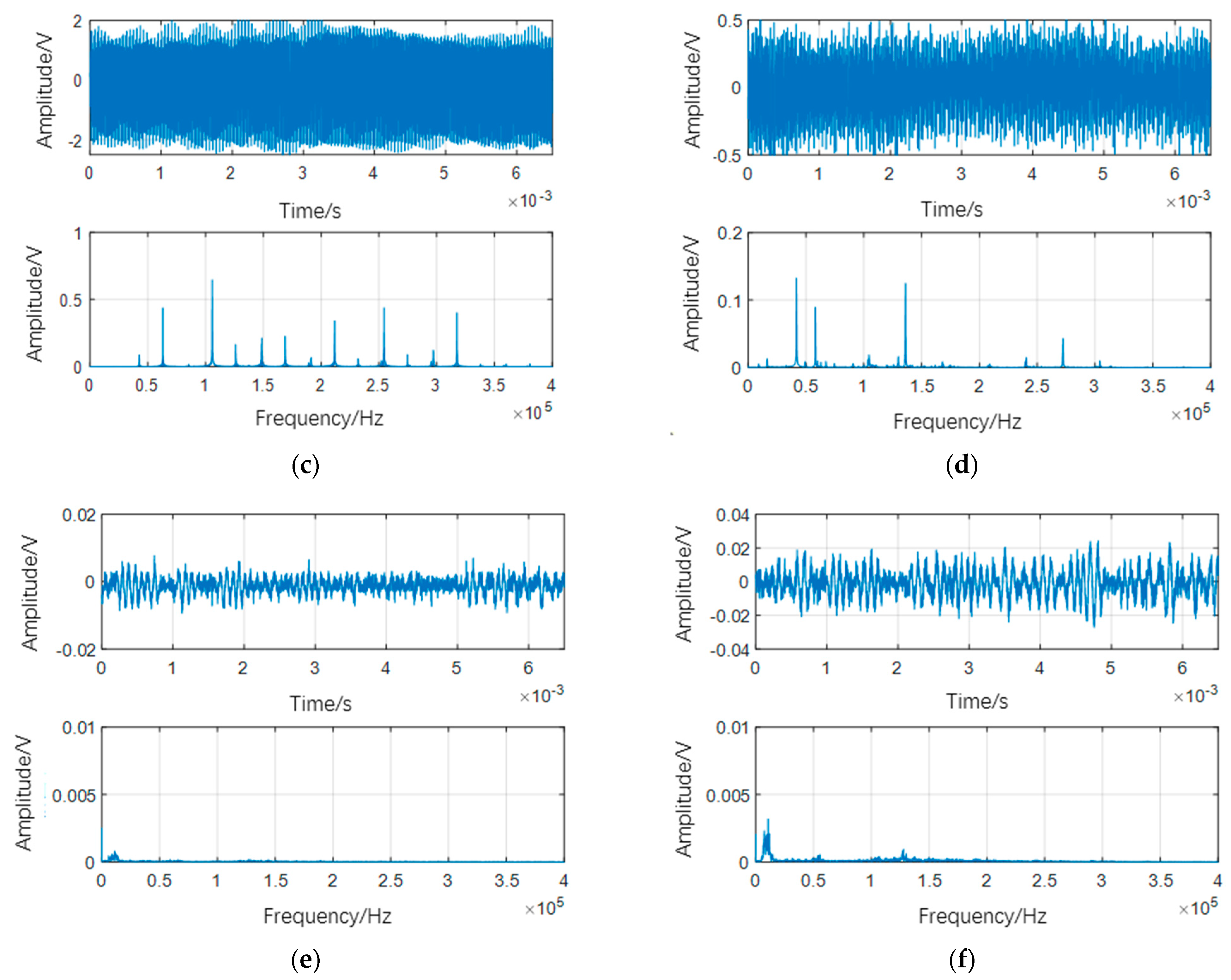
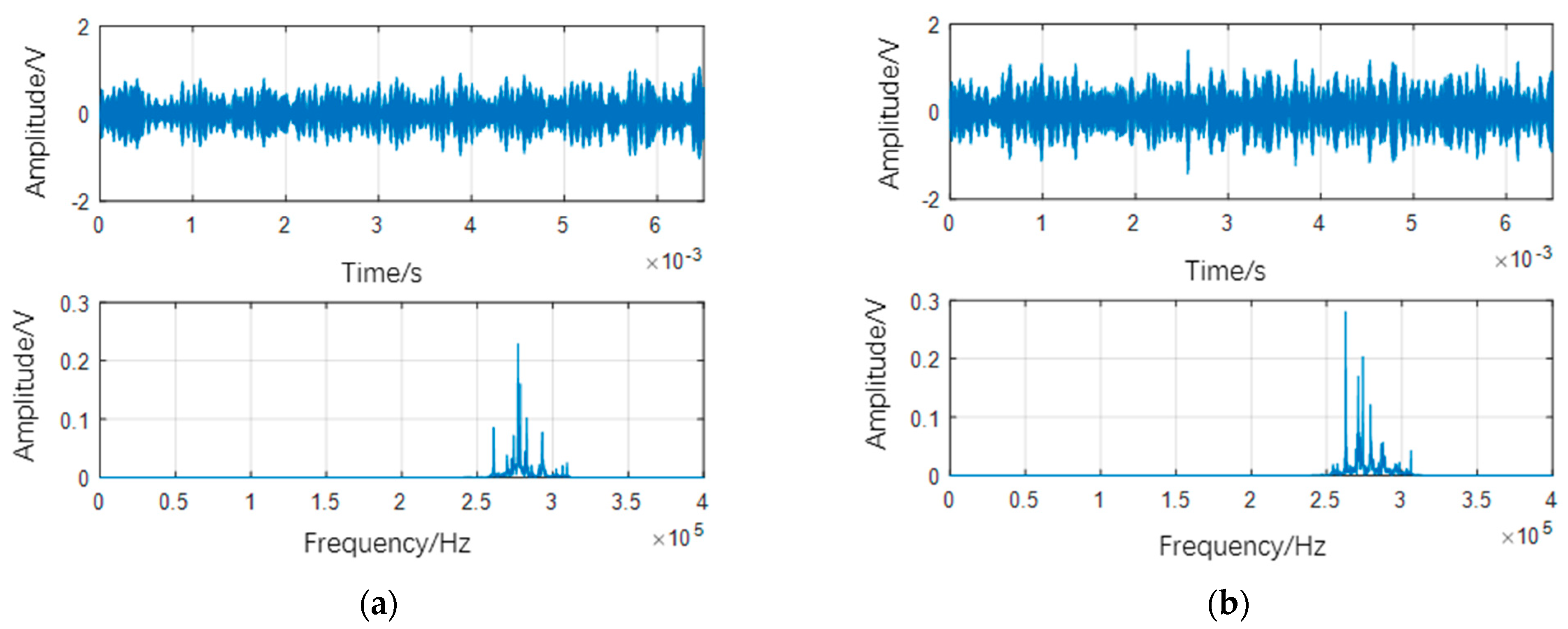
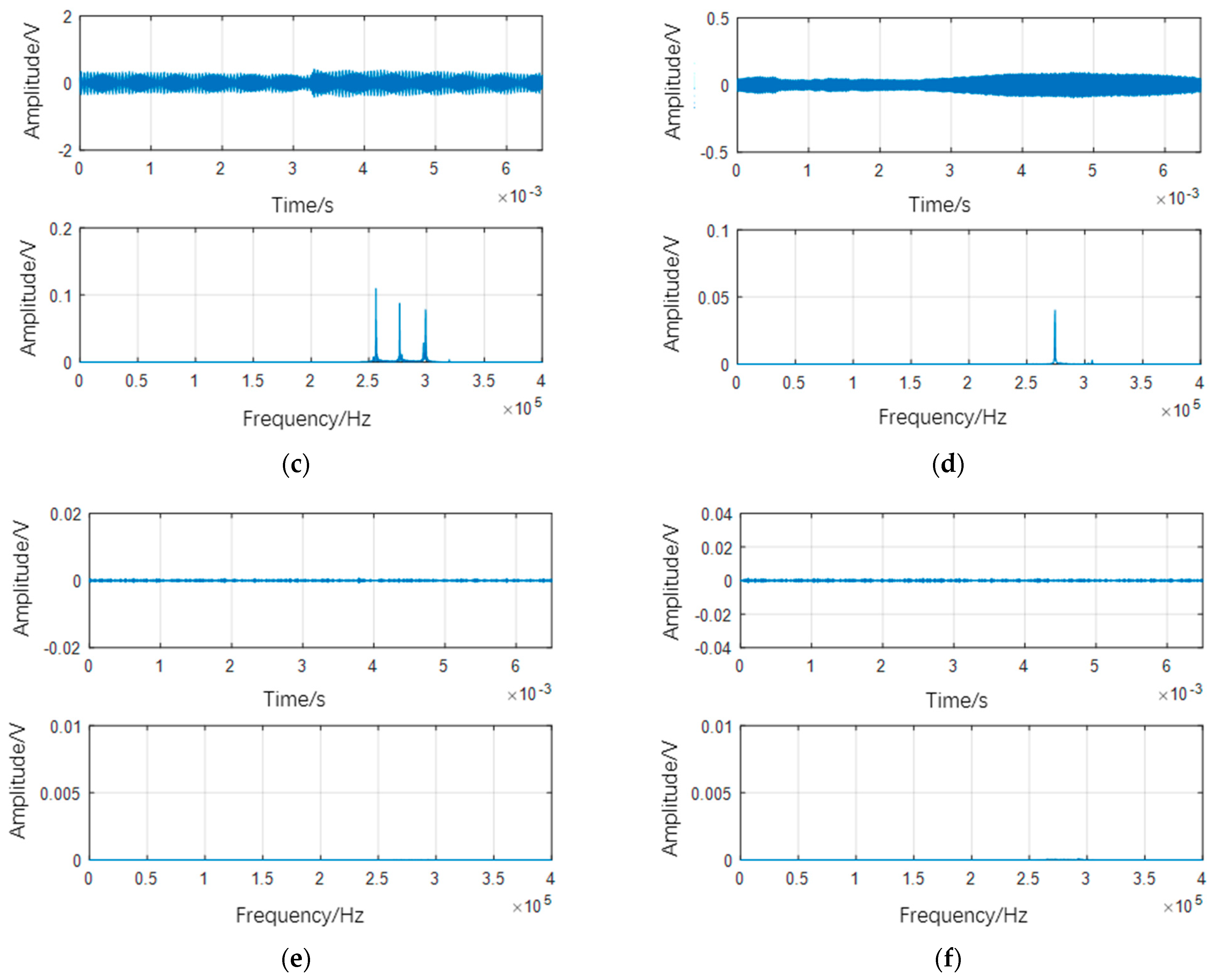
- During the operation of dry gas seals, contact between the sealing end faces generates an AE signal source. According to the experiments and data analysis presented in this article, the frequency range of 240–320 kHz is attributed to the frictional AE signal generated by the end-face contact during the operation of dry gas seals.
- (2)
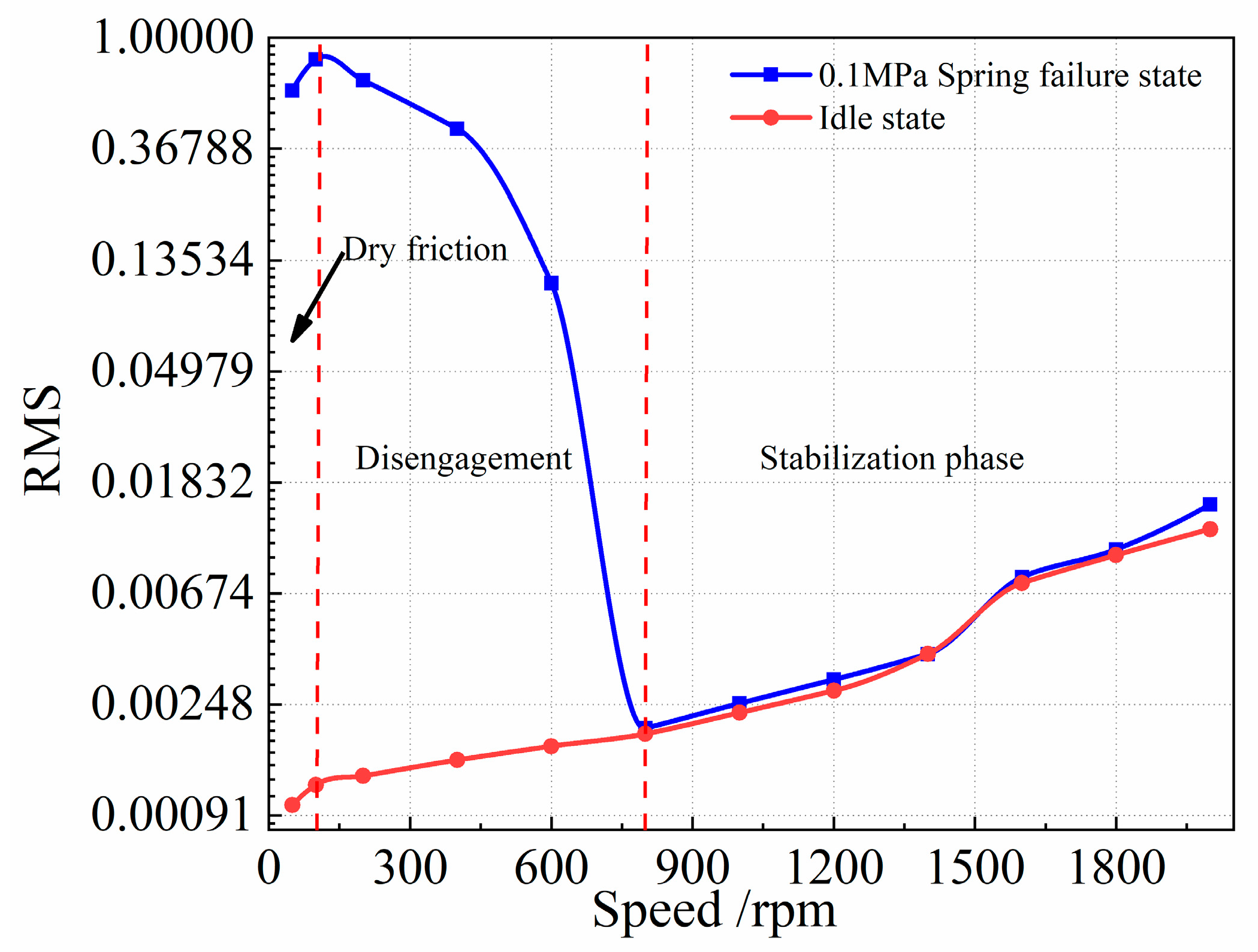
- The root mean square of the AE signal can effectively distinguish between three different states of dry gas seals: low-speed friction, gradual detachment, and stable operation.
- (3)
- When operating under the fault state of a sealing end-face defect, the dynamic pressure effect on the dry gas sealing end face is insufficient, and the sealing end face remains in a continuous rubbing state. The amplitude of the AE signal waveform is high, and the root mean square value continuously increases with the speed.
- (4)
- When operating under a spring failure fault, the end face of the dry gas seal’s rotating and stationary rings completely disengages after 800 revolutions, ensuring stable operation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Sun, J.; Hu, Q.; Da, W. Orientation effect of ordered roughness microstructure on spiral groove dry gas seal. Tribol. Int. 2018, 126, 97–105. [Google Scholar]
- Bob, F. Review of features in Sealing Technology during the last year. Seal. Technol. 2005, 5, 6–11. [Google Scholar]
- Wang, Q.; Chu, F. Experimental determination of the rubbing location by means of acoustic emission and wavelet transform. J. Sound Vib. 2001, 248, 91–103. [Google Scholar] [CrossRef]
- Chen, J.; Tang, L.; Ding, X.; Si, J.; Chen, D.; Sun, B. Frictional vibration performances of dry gas seal rings with DLC film textured surface via chaos theory. Tribol. Trans. 2021, 64, 667–678. [Google Scholar] [CrossRef]
- Sato, I. Rotating machinery diagnosis with acoustic emission techniques. Electr. Eng. Jpn. 1990, 110, 115–127. [Google Scholar] [CrossRef]
- Green, I. Real time monitoring and control of mechanical face seal dynamic behavior. Seal. Technol. 2001, 2001, 6–11. [Google Scholar] [CrossRef]
- Ding, X.; Zhang, H.; Zhang, W.; Su, H. Axial vibration test and analysis on gas film sealing ring system in dry gas seal. J. Vib. Meas. Diagn. 2013, 33, 231–235+337–338. (In Chinese) [Google Scholar]
- Wang, J.; Wang, X.; Zhang, C.; Jia, Q.; Chen, R.; Liu, K. Distribution detection method of film thickness in mechanical seal based on ultrasonic principle. China Mech. Eng. 2019, 30, 684–689. (In Chinese) [Google Scholar]
- Márquez, F.P.G.; Tobias, A.M.; Pérez, J.M.P.; Papaelias, M. Condition monitoring of wind turbines: Techniques and methods. Renew. Energy 2012, 46, 169–178. [Google Scholar] [CrossRef]
- Zhao, X.G.; Chen, C.Z.; Zhou, B.; Liu, X.H. Study on monitoring damage about material of blade in wind turbine based on acoustic emission. Adv. Mater. Res. 2011, 201–203, 2753–2758. [Google Scholar] [CrossRef]
- Bejger, A.; Drzewieniecki, J.B.; Bartoszko, P.; Frank, E. The Use of Coherence Functions of Acoustic Emission Signals as a Method for Diagnosing Wind Turbine Blades. Energies 2023, 16, 7474. [Google Scholar] [CrossRef]
- Al-Ghamd, A.M.; Mba, D. A comparative experimental study on the use of acoustic emission and vibration analysis for bearing defect identification and estimation of defect size. Mech. Syst. Signal Process. 2006, 20, 1537–1571. [Google Scholar] [CrossRef]
- Sadegh, H.; Mehdi, A.N.; Mehdi, A. Classification of acoustic emission signals generated from journal bearing at different lubrication conditions based on wavelet analysis in combination with artistic neural network and genetic algorithm. Tribol. Int. 2016, 95, 426–434. [Google Scholar] [CrossRef]
- Jiang, P.; Sun, W.; Li, W.; Wang, H.; Liu, C. Extreme-Low-Speed Heavy Load Bearing Fault Diagnosis by Using Improved RepVGG and Acoustic Emission Signals. Sensors 2023, 23, 3541. [Google Scholar] [CrossRef] [PubMed]
- Renhart, P.; Maier, M.; Strablegg, C.; Summer, F.; Grün, F.; Eder, A. Monitoring Tribological Events by Acoustic Emission Measurements for Bearing Contacts. Lubricants 2021, 9, 109. [Google Scholar] [CrossRef]
- Hu, F.; He, Q.; Huang, W.; Yin, Y.; Wen, X.; Liu, Y.; Wang, Y. Face grooves for state monitoring in dry gas seals. Tribol. Int. 2023, 189, 108950. [Google Scholar] [CrossRef]
- Li, X.; Fu, P.; Chen, K.; Lin, Z.; Zhang, E. The Contact State Monitoring for Seal End Faces Based on Acoustic Emission Detection. Shock Vib. 2015, 2016, 8726781. [Google Scholar] [CrossRef]
- Towsyfyan, H.; Gu, F.; Ball, A.D.; Liang, B. Tribological behavior diagnostic and fault detection of mechanical seals based on acoustic emission measurements. Friction 2019, 7, 572–586. [Google Scholar] [CrossRef]
- Chai, M.; Hou, X.; Zhang, Z.; Duan, Q. Identification and prediction of fatigue crack growth under different stress ratios using acoustic emission data. Int. J. Fatigue 2022, 160, 106860. [Google Scholar] [CrossRef]
- Muir, C.; Swaminathan, B.; Almansour, A.S.; Sevener, K.; Smith, C.; Presby, M.; Kiser, J.D.; Pollock, T.M.; Daly, S. Damage mechanism identification in composites via machine learning and acoustic emission. npj Comput. Mater. 2021, 7, 95. [Google Scholar] [CrossRef]
- Huang, W.; Lin, Y.; Liu, Y.; Liu, X.; Gao, Z.; Wang, Y. Face rub-impact monitoring of a dry gas seal using acoustic emission. Tribol. Lett. 2013, 52, 253–259. [Google Scholar] [CrossRef]
- Huang, W.; Lin, Y.; Gao, Z.; Fan, W.; Suo, S.; Wang, Y. An acoustic emission study on the starting and stopping processes of a dry gas seal for pumps. Tribol. Lett. 2013, 49, 379–384. [Google Scholar] [CrossRef]
- Fan, W.; Huang, W.; Liu, Y.; Yin, Y.; Liu, X.; Wang, Y. State evolution of dry gas seal during repeated start stop operation using acoustic emission method. Tribol. Trans. 2020, 63, 173–181. [Google Scholar] [CrossRef]
- Li, X.; Fu, P.; Zhang, Z. Measurement of film thickness in mechanical seals based on AE technology. J. Sichuan Univ. (Eng. Sci. Ed.) 2014, 46, 198–204. (In Chinese) [Google Scholar]
- Li, X.; Fu, P.; Cao, W.; Chen, K. The study of acoustic emission monitoring for contact state of seal end faces. J. Vib. Shock 2016, 35, 83–89. (In Chinese) [Google Scholar]
- Yin, Y.; Liu, X.; Huang, W.; Liu, Y.; Hu, S. Gas face seal status estimation based on acoustic emission monitoring and support vector machine regression. Adv. Mech. Eng. 2020, 12, 168781402092132. [Google Scholar] [CrossRef]
- Wang, L.; Wood, R. Acoustic emissions from aggregated hybrid contacts. Tribol. Int. 2009, 42, 1629–1637. [Google Scholar] [CrossRef]
- Towsyfyan, H.; Gu, F.; Ball, A.D.; Liang, B. Modeling acoustic emissions generated by tribological behavior of mechanical seals for condition monitoring and fault detection. Tribol. Int. 2018, 125, 46–58. [Google Scholar] [CrossRef]
- Zhang, P.; Gu, B.; Zhou, J.; Wei, L. On hydrodynamic lubrication characteristics of ferrofluid film in a spiral groove mechanical seal. Ind. Lubr. Tribol. 2018, 70, 1783–1797. [Google Scholar] [CrossRef]
- Gao, Z.; Lin, Y.; Huang, W.; Suo, S.; Wang, Y. Acoustic emission characteristics of dry gas seals during startup. J. Tsinghua Univ. (Sci. Tech.) 2013, 53, 319–322+329. (In Chinese) [Google Scholar]
- Towsyfyan, H. Investigation of the Non-Linear Tribological Behavior of Mechanical Seals for Online Condition Monitoring. Ph.D. Thesis, University of Huddersfield, Huddersfield, UK, 2017. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lib Ref | Model | Performance Parameter |
|---|---|---|
| Drive motor | YE2-160M1-2 | Rated speed: 2940 r/min |
| Air circuit control system | CYTYF120-O2Q-00 | Maximum pressure: 16 MPa |
| Dry gas sealing test bench | CYTYF015C-01-00 | Rated power: 11 kW, maximum speed: 3000 r/min |
| Variable frequency starter | Y500-X0150C3 | Rated power: 15 kW |
| Acoustic emission collector | PXDAQ24260B | Maximum sampling frequency: 2.5 MHz, threshold: 35 dB, number of channels: 2, signal bandwidth: 13 kHz~1035 kHz, Hit Definition Time: 800 μs, Peak Definition Time: 200 μs |
| Working Parameters | No Seal Idling, Normal Condition, End-Face Defects | |
|---|---|---|
| Inlet pressure (MPa) | 0.1 MPa | |
| Motor speed (r/min) | 0–2000 r/min | |
| Sampling frequency (kHz) | 1250 kHz | |
| Channel settings | 1# channel | Acoustic emission signal s1 |
| 2# channel | Acoustic emission signal s2 | |
| 3# channel | Speed signal V | |
| Parameter | Value |
|---|---|
| Sampling frequency | 1,250,000 Hz |
| Low-frequency cutoff frequency (LF) | 235,000 Hz |
| High-frequency cutoff frequency (HF) | 305,000 Hz |
| Normalized angular frequency (NAF) | NAF1 = 2 × LF/Fs; NAF2 = 2 × HF/Fs; |
| Frequency vector | [0 NAF1 −0.1 NAF1 NAF2 NAF2 +0.1 1] |
| Passband and stopband parameters | [0 0 1 1 0 0] |
| Passband and stopband weights | [1 1 1] |
| Transfer function | remez |
| Filter order | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Yu, S.; Liu, Z.; Wang, S.; Lu, J. Fault Diagnosis of Dry Gas Seal Operation Status Based on Acoustic Emission Monitoring. Lubricants 2024, 12, 35. https://doi.org/10.3390/lubricants12020035
Ding J, Yu S, Liu Z, Wang S, Lu J. Fault Diagnosis of Dry Gas Seal Operation Status Based on Acoustic Emission Monitoring. Lubricants. 2024; 12(2):35. https://doi.org/10.3390/lubricants12020035
Chicago/Turabian StyleDing, Junhua, Shurong Yu, Zhu Liu, Shipeng Wang, and Junjie Lu. 2024. "Fault Diagnosis of Dry Gas Seal Operation Status Based on Acoustic Emission Monitoring" Lubricants 12, no. 2: 35. https://doi.org/10.3390/lubricants12020035
APA StyleDing, J., Yu, S., Liu, Z., Wang, S., & Lu, J. (2024). Fault Diagnosis of Dry Gas Seal Operation Status Based on Acoustic Emission Monitoring. Lubricants, 12(2), 35. https://doi.org/10.3390/lubricants12020035