The Enhancement of Oil Delivery and Bearing Performance via a Guiding-Structured Nozzle under Oil–Air Lubrication

 ,
, 
Abstract
:1. Introduction
2. Test Device and Nozzle Structure
3. Results and Discussion
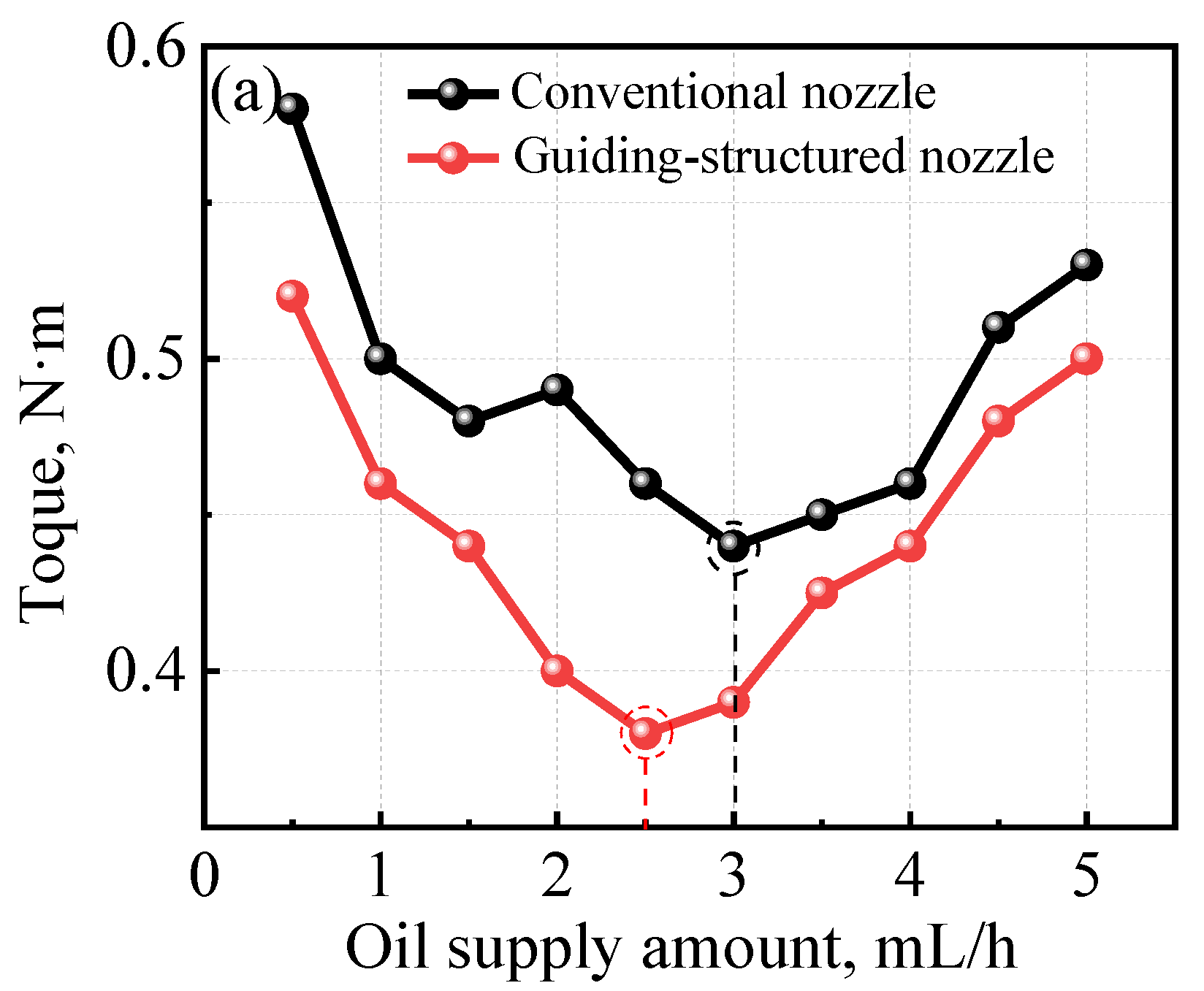
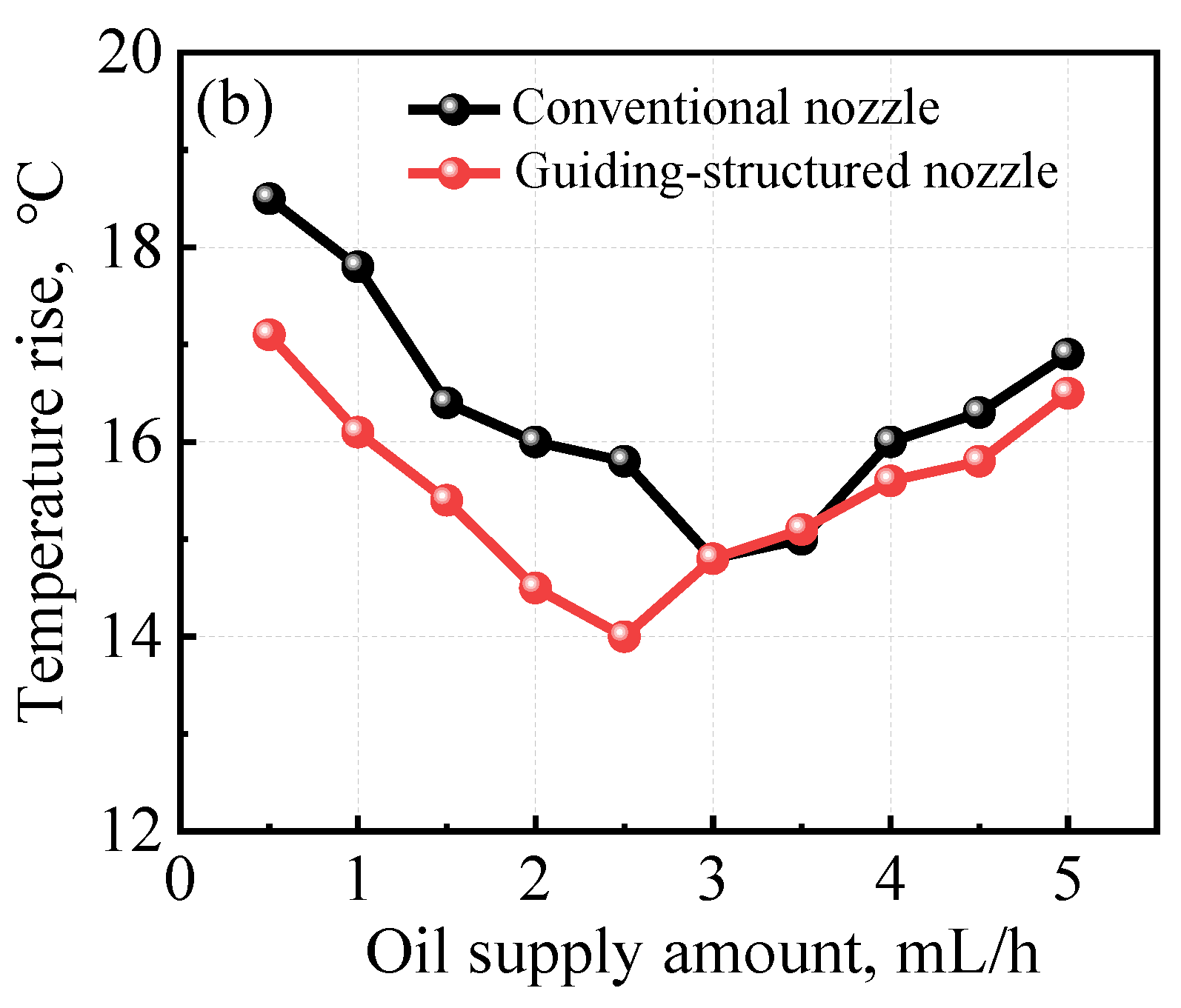
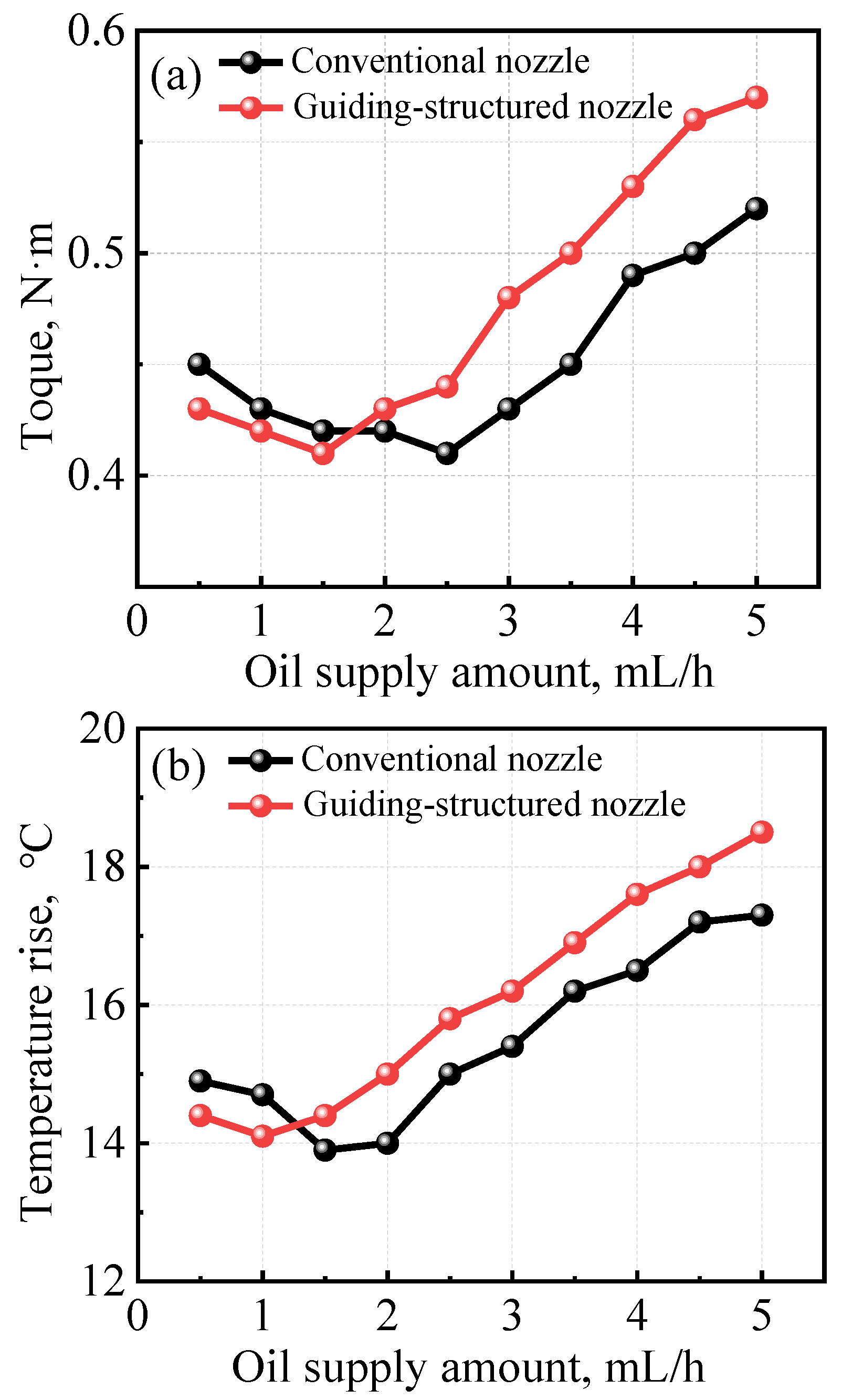
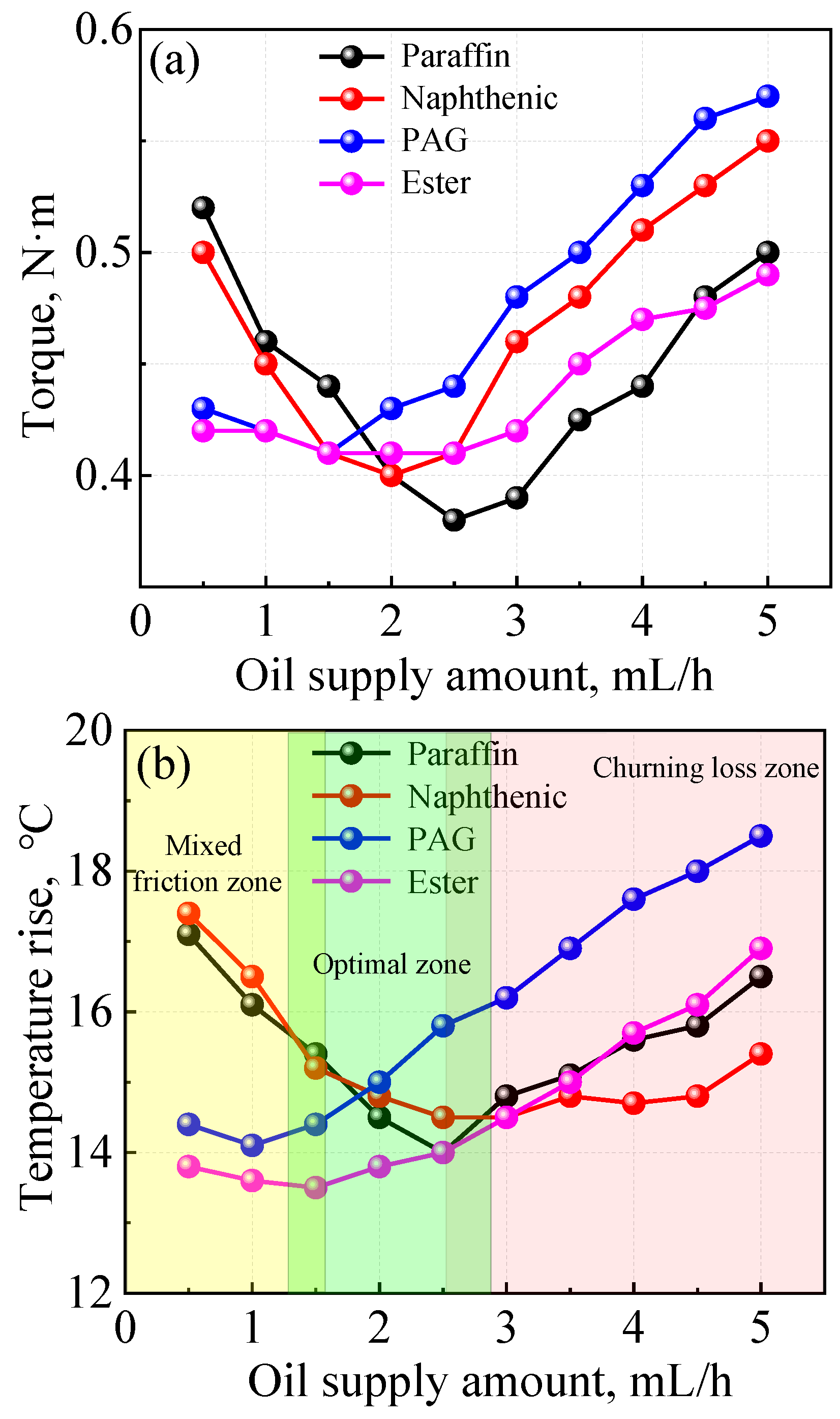
3.1. Nozzle Type and Lubricant Type on the Torque and Temperature Rise
3.2. Oil–Air Injection Pattern and Oil Droplet Distributions
4. Conclusions
- (1)
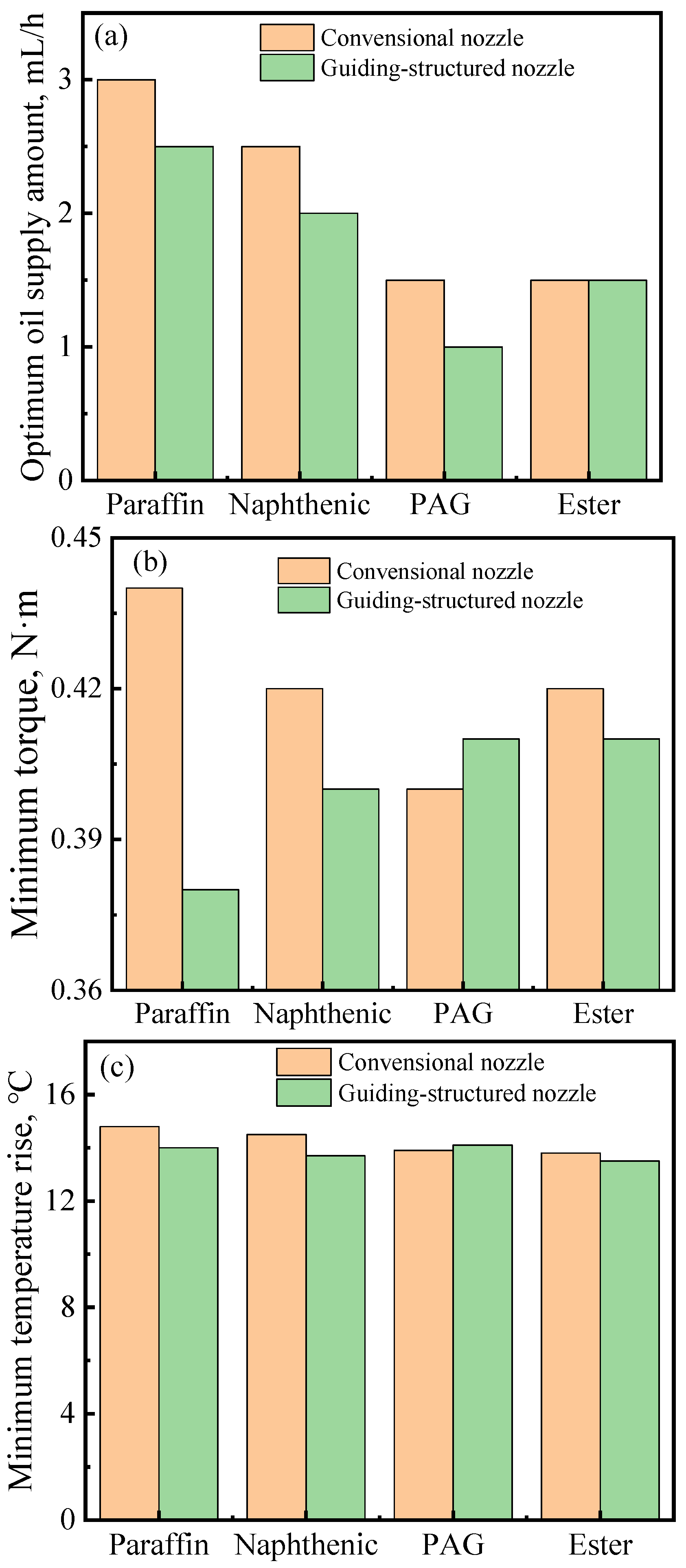
- With an increase in the oil supply amount, both torque and temperature initially decrease and then increase, resulting in an optimal oil supply amount at the turning point. All the results indicate that the guiding-structured nozzle exhibits smaller values for the optimal oil supply amount compared to those of the conventional nozzle, highlighting its superior oil delivery capability.
- (2)
- The synthetic oils exhibit a reduction in the optimal oil supply amount, torque, and temperature rise within the mixed lubrication regime primarily due to their propensity for forming an anti-friction absorption layer on surfaces. Beyond the optimum value, churning loss is predominantly influenced by the properties of bulk oils. Via comprehensive comparisons, it can be concluded that PAG oil demonstrates superior performance.
- (3)
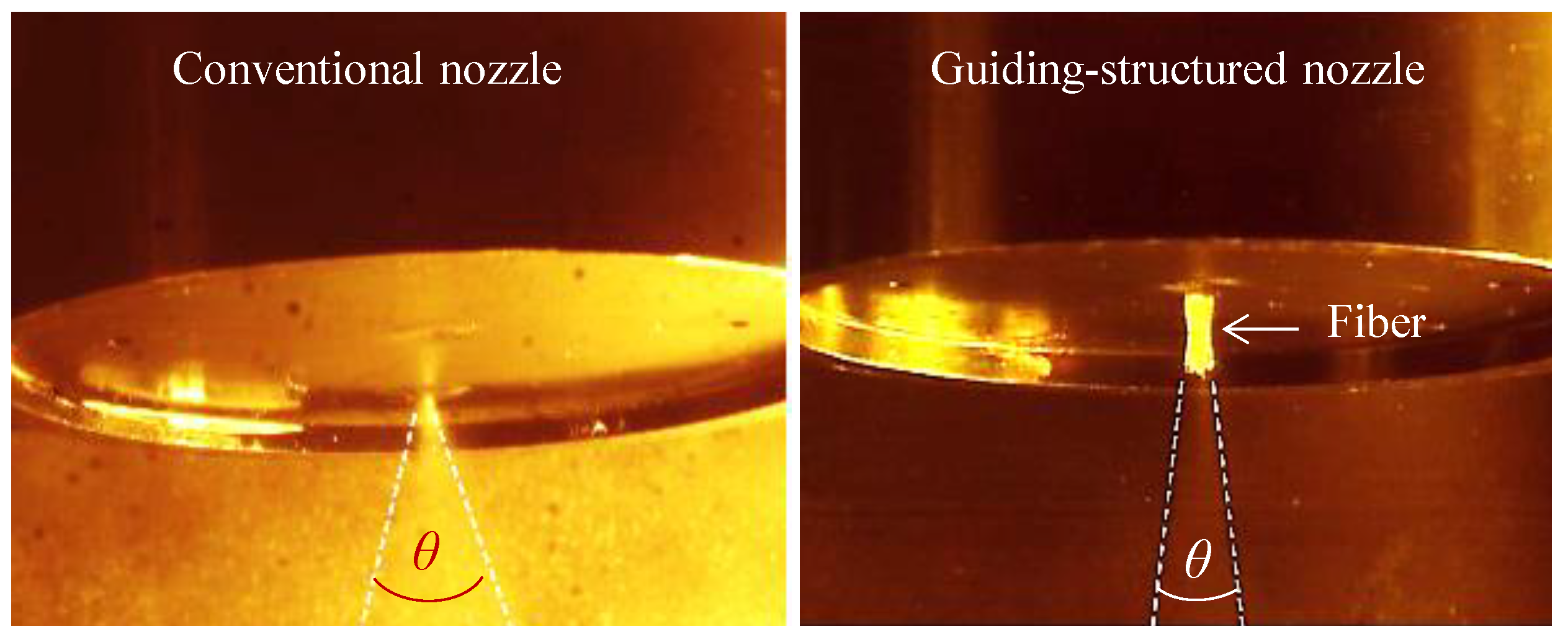
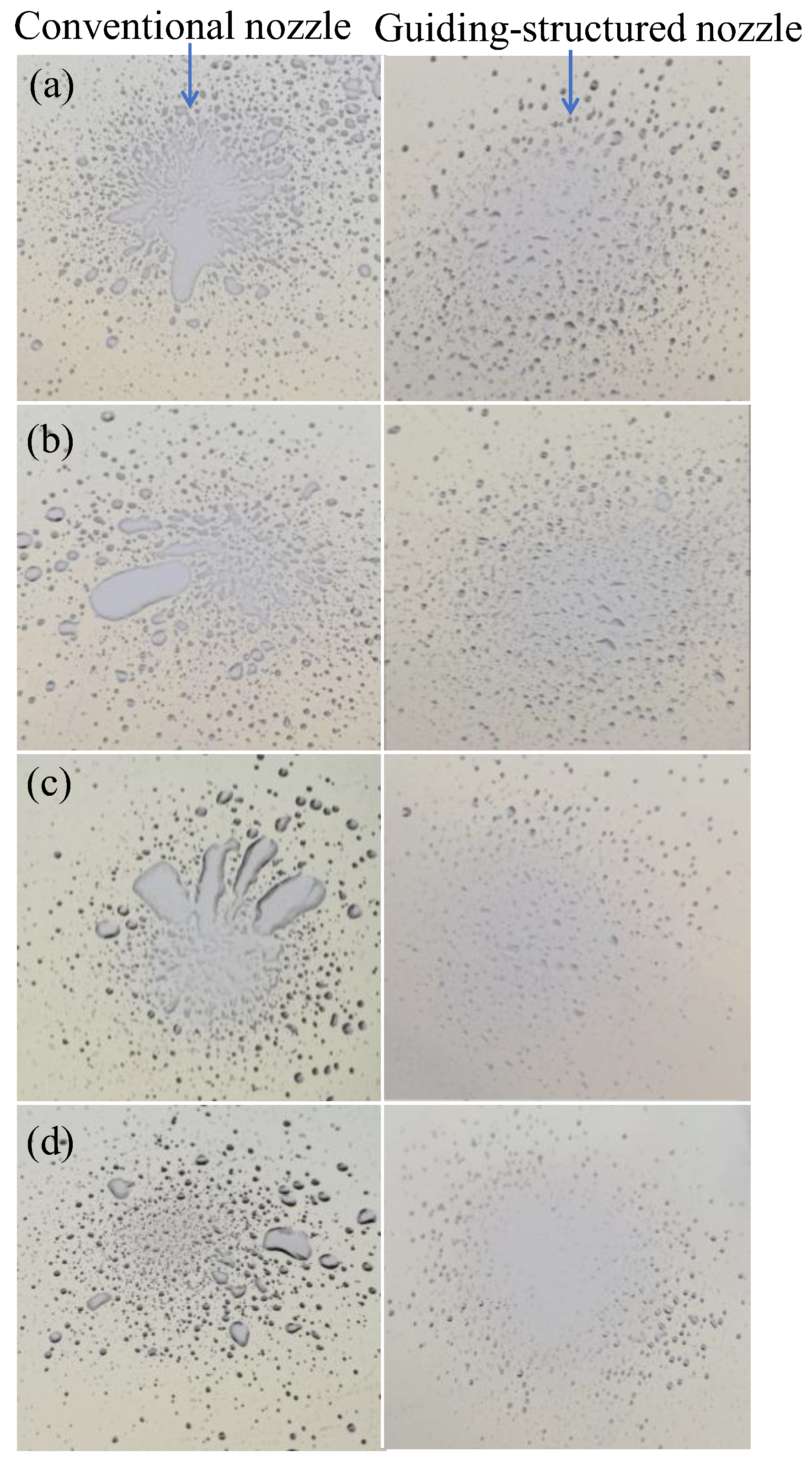
- The jet flow patterns of the guiding-structured nozzle exhibit a higher degree of concentration compared to the conventional nozzle, thereby enhancing the penetration capability of the jet flow through the air curtain. Moreover, oil droplets emitted from the guiding-structured nozzle demonstrate uniform distribution with a narrow diameter range. The oil supply stability and the droplet diameter are determined by both the type of nozzle and surface adsorption properties of oils, which subsequently affect oil aggregation at the outlet of the nozzle.
- (4)
- The results suggest that the regulation of oil delivery and bearing performance can be achieved via nozzle structure design. Further research will be conducted to investigate the influence of parameters such as fiber diameter, fiber number, and fiber material (considering surface wettability) on jet flow patterns and oil droplet size.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jauhari, K. Oil lubrication on high-speed spindle bearing system: A review. Proc. Tribol. Ind. 2014, 16, 216–231. [Google Scholar]
- Denkena, B.; Bergmann, B.; Klemme, H. Cooling of motor spindles-a review. Int. J. Adv. Manuf. Tech. 2020, 110, 3273–3294. [Google Scholar] [CrossRef]
- Lugt, P. A Review on Grease Lubrication in Rolling Bearings. Tribol. Trans. 2009, 52, 470–480. [Google Scholar] [CrossRef]
- Yan, K.; Zhang, J.; Hong, J.; Wang, Y.; Zhu, Y. Structural optimization of lubrication device for high speed angular contact ball bearing based on internal fluid flow analysis. Int. J. Heat Mass. Tran. 2016, 95, 540–5506. [Google Scholar] [CrossRef]
- Wand, D.; Liu, S.; Li, Y.; Tong, N. Lubrication technology for ultra high speed motorized spindle bearings to avoid air curtain effect. Bearing 2018, 43, 59–64. [Google Scholar]
- Aoyama, T.; Inasaki, I.; Tsutsui, S.; Shimizu, T. Development of an oil-air mist lubrication system with a piezoelectric nozzle for machine tool spindles. Int. J. Mach. Tool. Manu. 1989, 32, 259–263. [Google Scholar]
- Jiang, S.; Mao, H. Investigation of the high speed rolling bearing temperature rise with oil-air lubrication. J. Tribol. 2011, 133, 021101. [Google Scholar] [CrossRef]
- Kong, X.D.; Yao, J.; Yu, B.; Ai, C.; Song, Y. Summary of oil–air lubrication system development. Lubr. Eng. 2012, 37, 91–95. [Google Scholar]
- Ramesh, K.; Yeo, S.H.; Zhong, Z.W. Development of oil air mist lubrication system in ultra high grinding spindle. Int. J. Mach. Tool. Manu. 2002, 42, 95–100. [Google Scholar]
- Jeng, Y.R.; Gao, C.C. Investigation of the ball bearing temperature rise under an oil-air lubrication system. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2001, 215, 139–148. [Google Scholar] [CrossRef]
- Schmidt, H.; Schwartz, J. Energy-efficient minimal quantity lubrication for high-speed spindles. SKF-Evol. 2014, 9. [Google Scholar]
- Dudorov, E.A.; Ruzanov, A.; Zhirkin, Y. Introducing an oil-air lubrication system at a continuous-casting machine. Steel Transl. 2009, 39, 351–354. [Google Scholar] [CrossRef]
- Höhn, B.; Michaelis, K.; Otto, H. Minimised gear lubrication by a minimum oil/air flow rate. Wear 2009, 266, 461–467. [Google Scholar] [CrossRef]
- Shimomura, T. Development of high-speed angular contact ball bearings for machine tool spindles “High Ability Bearings”. KOYO Eng. J. Engl. Ed. 2002, 161E, 38–45. [Google Scholar]
- Kosugi, F.; Kouji, N. Air Oil Lubrication Bearings with Re-lubricating Hole on the Outer Ring for Machine Tool. NTN Tech. Rev. 2010, 78, 45–49. [Google Scholar]
- Gao, W.J.; Nelias, D.; Li, K.; Liu, Z.X.; Lyu, Y.G. A multiphase computational study of oil distribution inside roller bearings with under-race lubrication. Tribol. Int. 2019, 140, 105862. [Google Scholar] [CrossRef]
- Bao, H.; Hou, X.; Lu, F. Analysis of oil-air two-phase flow characteristics inside a ball bearing with under-race lubrication. Processes 2020, 8, 1223. [Google Scholar] [CrossRef]
- Yan, B.; Dong, L.; Yan, K.; Chen, F.; Zhu, Y.S.; Wang, D.F. Effects of oil-air lubrication methods on the internal fluid flow and heat dissipation of high-speed ball bearings. Mech. Syst. Signal. Process. 2021, 151, 10740. [Google Scholar] [CrossRef]
- Akatmasu, Y.; Mori, M. Minimizing lubricant supply in an air-oil lubrication system. NTN Tech. Rev. 2004, 72, 12–19. [Google Scholar]
- Yan, K.; Wang, Y.; Zhu, Y.; Hong, J.; Zhai, Q. Investigation on heat dissipation characteristic of ball bearing cage and inside cavity at ultra high rotation speed. Tribol. Int. 2016, 93, 470–481. [Google Scholar] [CrossRef]
- Nakamura, S. Technology development and future challenge of machine tool spindle. J. SME Jpn. 2012, 42, 445–448. [Google Scholar]
- Zeng, Q.; Zhao, X.; Dong, G.; Wu, H. Study on lubrication properties of Nitinol 60 alloy used as high-speed rolling bearing and numerical simulation of flow pattern of oil-air lubrication. Trans. Nonferrous Met. Soc. China 2012, 22, 2431–2438. [Google Scholar] [CrossRef]
- Zeng, Q.; Zhang, J.; Hong, J.; Liu, C. A comparative study on simulation and experiment of oil-air lubrication unit for high speed bearing. Ind. Lubr. Tribol. 2016, 68, 325–335. [Google Scholar] [CrossRef]
- Cheng, L.; Jinhua, Z.; Ke, Y.; Zhai, Q.; Zeng, Q. Influence of nozzle structure on the two-phase flow characteristic in oil-air lubrication system for high-speed rolling bearing. Lubr. Eng. 2015, 40, 28–31. [Google Scholar]
- Min, W.B.; Chen, B.; Yang, N.; Yan, W. Influences of nozzle structure on air curtain effect in oil-air lubrication of angular contact ball bearings. Chin. Mech. Eng. 2021, 32, 2197–2202. [Google Scholar]
- Wu, W.; Hu, J.B.; Yuan, S.; Hu, C. Numerical and experimental investigation of the stratified air-oil flow inside ball bearings. Int. J. Heat Mass Transf. 2016, 103, 619–626. [Google Scholar] [CrossRef]
- Yan, K.; Wang, Y.T.; Zhu, Y.S.; Hong, J. Investigation on the effect of sealing condition on the internal flow pattern of high-speed ball bearing. Tribol. Int. 2017, 105, 85–93. [Google Scholar] [CrossRef]
- Chen, C.; Li, J.; Yu, Y.; Xue, Y. Study on the effect of nozzle parameters on annular flow in oil-air lubrication. Manuf. Technol. Mach. Tool 2019, 2, 64–69. [Google Scholar] [CrossRef]
- Wang, Y.; Song, G.; Niu, W.; Zhang, Y. Influence of oil nozzle structure parameters on oil injection direction. Ind. Lubr. Tribol. 2021, 73, 1–7. [Google Scholar] [CrossRef]
- Hu, J.; Xun, B.; Zhang, X.-M.; Zhang, Q.-Y.; Li, G.-W. Design and research of new-type nozzle structure based on oil–air lubrication. Meccanica 2024, 59, 1–18. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lubricants | Density (kg/m3 at 22 °C) | Dynamic Viscosity (Pa·s at 22 °C) | Kinematic Viscosity (mm2·s at 40 °C) | Viscosity Index | |
|---|---|---|---|---|---|
| Mineral | Paraffin | 863 | 0.079 | 46 | 103 |
| Naphthenic | 949 | 0.134 | 46 | 50 | |
| Synthetic | PAG | 1089 | 0.116 | 46 | 210 |
| Ester | 970 | 0.108 | 46 | 120 | |
| Lubricants | Conventional Nozzle (μm) | Guiding-Structured Nozzle (μm) | |
|---|---|---|---|
| Mineral | Paraffin | 100~600 | 40~100 |
| Naphthenic | 100~400 | 20~90 | |
| Synthetic | PAG | 30~240 | 10~100 |
| Ester | 10~120 | 10~50 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zi, X.; Chen, K.; Bai, Q.; Li, X.; Jin, X.; Wang, X.; Guo, F. The Enhancement of Oil Delivery and Bearing Performance via a Guiding-Structured Nozzle under Oil–Air Lubrication. Lubricants 2024, 12, 60. https://doi.org/10.3390/lubricants12020060
Zi X, Chen K, Bai Q, Li X, Jin X, Wang X, Guo F. The Enhancement of Oil Delivery and Bearing Performance via a Guiding-Structured Nozzle under Oil–Air Lubrication. Lubricants. 2024; 12(2):60. https://doi.org/10.3390/lubricants12020060
Chicago/Turabian StyleZi, Xintian, Kai Chen, Qinghua Bai, Xinming Li, Xuyang Jin, Xu Wang, and Feng Guo. 2024. "The Enhancement of Oil Delivery and Bearing Performance via a Guiding-Structured Nozzle under Oil–Air Lubrication" Lubricants 12, no. 2: 60. https://doi.org/10.3390/lubricants12020060