Tribological Performance and Application of Antigorite as Lubrication Materials

Abstract
1. Introduction
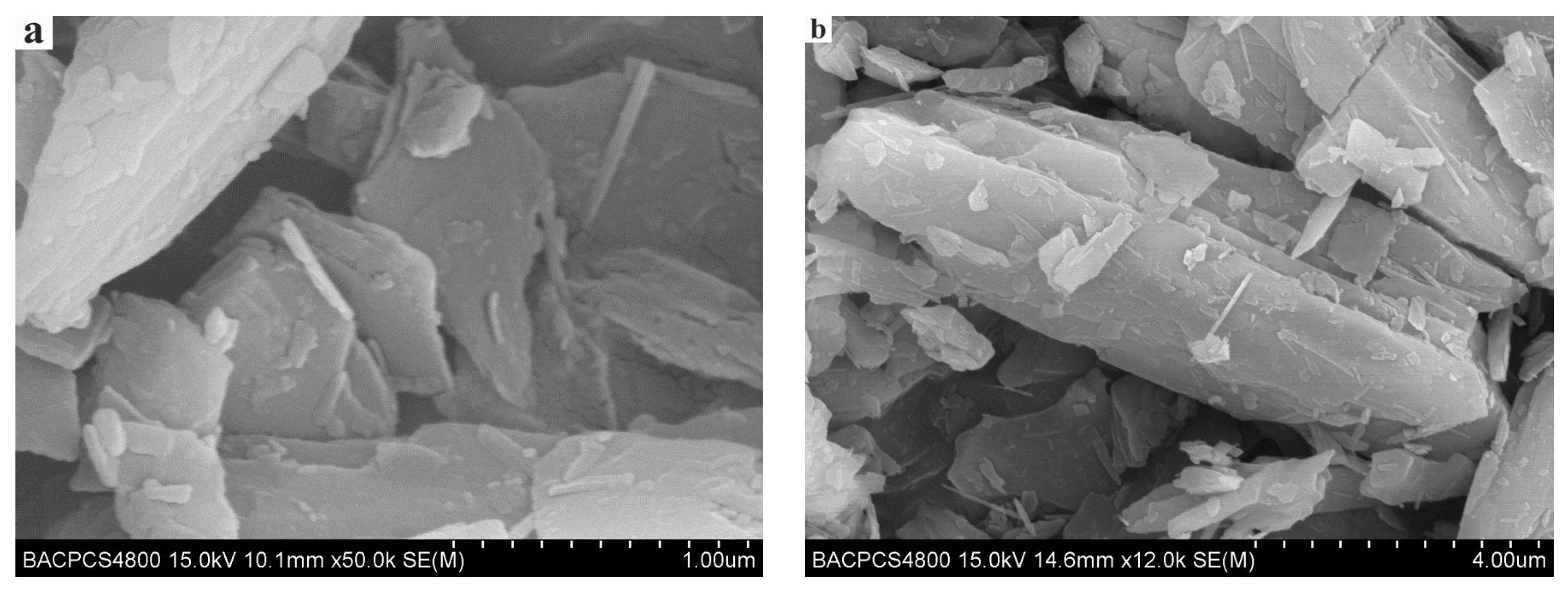
2. Mineralogy and Powder Characteristics of Antigorite
3. Tribological Performances of Antigorite
4. Application of Antigorite Lubricating Additive
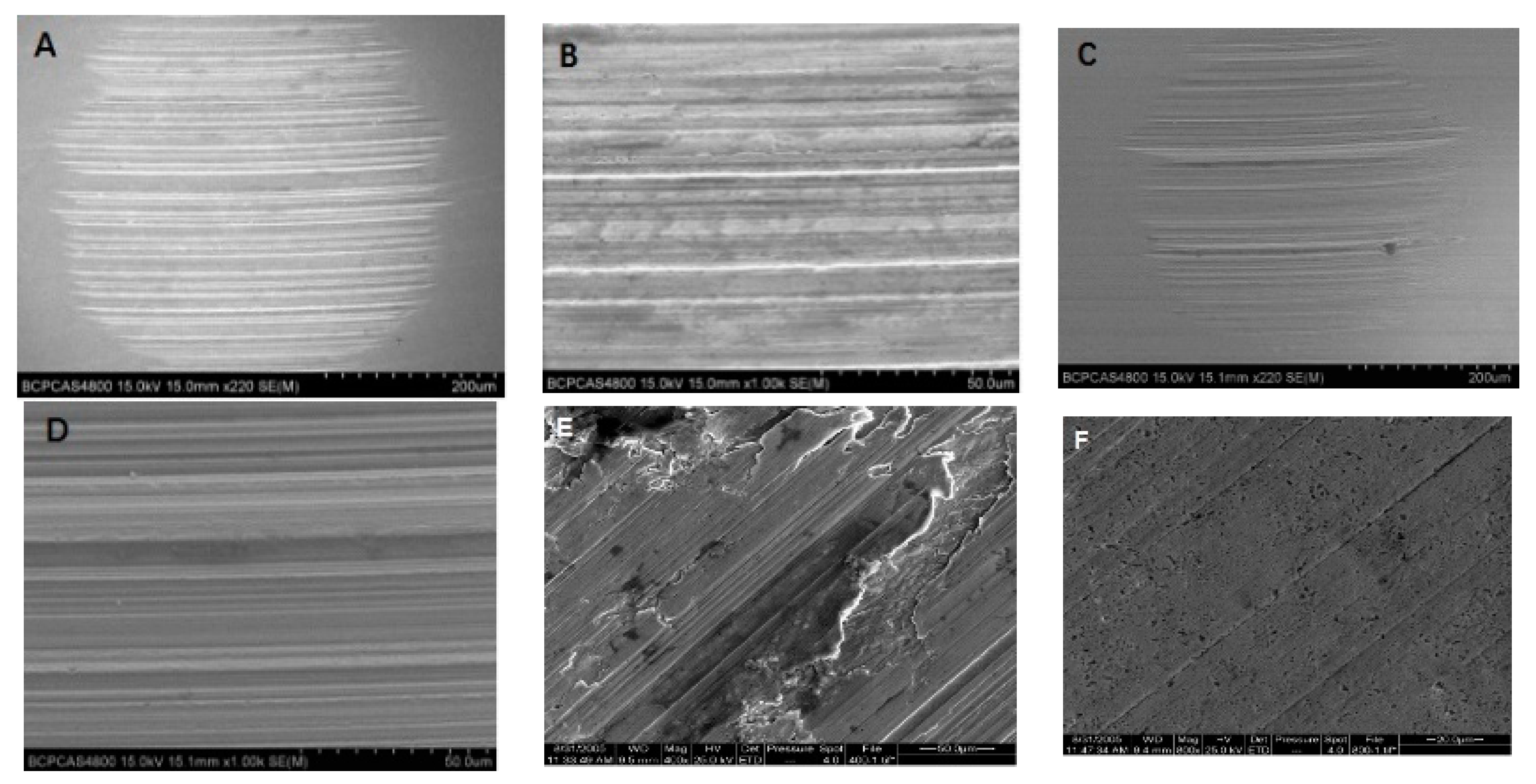
5. Physico-Chemical Characteristics of a Friction Pair Surface
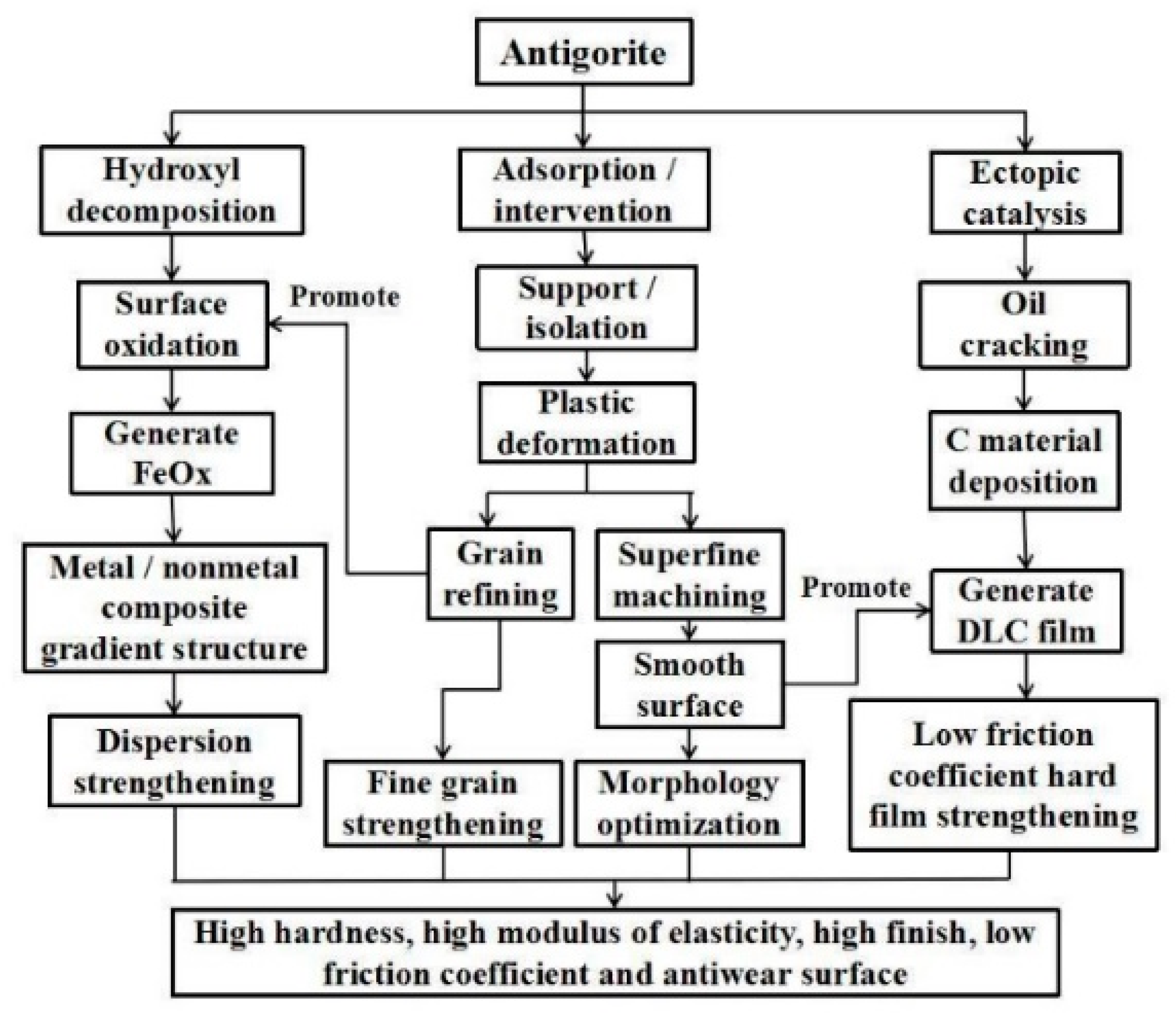
6. Mechanism Study
7. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Allam, I.M. Solid lubricants temperatures for applications at elevated—A review. J. Mater. Sci. 1991, 26, 3977–3984. [Google Scholar] [CrossRef]
- Bai, Z.M.; Wang, Z.Y.; Zhang, T.G.; Fu, F.; Yang, N. Synthesis and characterization of Co-Al-CO3 layered double metal hydroxides and assessment of their friction performances. Appl. Clay Sci. 2012, 59–60, 36–41. [Google Scholar] [CrossRef]
- Bai, Z.M.; Wang, Z.Y.; Zhang, T.G.; Fu, F.; Yang, N. Characterization and friction performances of Co-Al-layered double-metal hydroxides synthesized in the presence of dodecylsulfate. Appl. Clay Sci. 2013, 75–76, 22–27. [Google Scholar]
- Bai, Z.M.; Yang, N.; Guo, M.; Li, S. Antigorite: Mineralogical characterization and friction performances. Tribol. Int. 2016, 101, 115–121. [Google Scholar] [CrossRef]
- Raleigh, C.B.; Paterson, M.S. Experimental deformation of serpentinite and its tectonic implications. J. Geophys. Res. 1965, 70, 3965–3985. [Google Scholar] [CrossRef]
- Dengo, C.A.; Logan, J.M. Implications of the mechanical and frictional behavior of serpentinite to seismogenic faulting. J. Geophys. Res. 1981, 86, 10771–10782. [Google Scholar] [CrossRef]
- Reinen, L.A.; Weeks, J.D.; Tullis, T.E. The frictional behavior of serpentinite: Implications for aseismic creep on shallow crustal faults. Geophys. Res. Lett. 1991, 18, 1921–1924. [Google Scholar] [CrossRef]
- Reinen, L.A.; Weeks, J.D.; Tullis, T.E. The frictional behavior of lizardite and antigorite serpentinites: Experiments, constitutive models, and Implications for natural faults. Pure Appl. Geophys. 1994, 143, 317–358. [Google Scholar] [CrossRef]
- Moore, D.E.; Lockner, D.A.; Summers, R.; Ma, S.L.; Byerlee, J.D. Strength of chrysotile- serpentinite gouge under hydrothermal conditions: Can it explain a weak San Andreas fault? Geology 1996, 24, 1041–1044. [Google Scholar] [CrossRef]
- Morrow, C.A.; Moore, D.E.; Lockner, D.A. The effect of mineral bond strength and adsorbed water on fault gouge frictional strength. Geophys. Res. Lett. 2000, 27, 815–818. [Google Scholar] [CrossRef]
- Jung, H.; Fei, Y.W.; Silver, P.G.; Green, H.W. Frictional sliding in serpentine at very high pressure. Earth Planet. Sci. Lett. 2009, 277, 273–279. [Google Scholar] [CrossRef]
- Yang, H.; Li, S.H.; Jin, Y.S. Study on tribological behavior of Mg6Si4O10(OH)8 additive package with steel tribo-pair. Tribology 2005, 25, 308–311. [Google Scholar]
- Tupotilov, N.N.; Ostrikov, V.V.; Kornev, A.Y. Finely disperse minerals as antiwear additives for lube oils. Chem. Technol. Fuels Oils 2008, 44, 29–33. [Google Scholar] [CrossRef]
- Lyubimova, D.N.; Dolgopolova, K.N.; Kozakovb, A.T.; Nikolskiib, A.V. Improvement of performance of lubricating materials with additives of clayey minerals. J. Frict. Wear 2011, 32, 442–451. [Google Scholar] [CrossRef]
- Pogodaev, L.I.; Buyanovskii, I.A.; Kryukov, E.Y.; Kuz’min, V.N.; Usachev, V.V. The mechanism of interaction between natural laminar hydrosilicates and friction surfaces. J. Mach. Manuf. Reliab. 2009, 38, 476–484. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubaimov, D.N.; Chigarenkoc GGPonomarenko, A.G.; Chigarenko, G.G.; Boiko, M.V. The structure of lubricating layers appearing during friction in the presence of additives of mineral friction modifiers. J. Frict. Wear 2009, 30, 377–380. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubaimov, D.N.; Kozakovb, A.T.; Nikol’skii, A.V.; Glazunova, E.A. Tribochemical aspects of interactions between high-dispersed serpentine particles and metal friction surface. J. Frict. Wear 2012, 33, 108–114. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, B.S.; Xu, Y.; Wang, X.L.; Zhang, B.S. Effect of magnesium silicate hydroxide on the friction behavior of ductile cast iron pair and the self-repairing performance. J. Chin. Ceram. Soc. 2009, 37, 492–495. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Gao, F.; Shi, P.J.; Wu, Y.X. Cu nanoparticles effect on the tribological properties of hydrosilicate powders as lubricant additive for steel–steel contacts. Tribol. Int. 2011, 44, 878–886. [Google Scholar] [CrossRef]
- Jin, Y.S. The effect of internal oxidation from serpentine on generating reconditioning layer on worn ferrous metal surfaces. Chin. Surf. Eng. 2010, 23, 45–50. [Google Scholar]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Zhao, Y.; Xu, B.S.; Bai, Z.M. Tribological behaviors of surface-coated serpentine ultrafine powders as lubricant additive. Tribol. Int. 2010, 43, 667–675. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Zhang, W.; Xu, B.S. Effect of thermal activation on the tribological behaviours of serpentine ultrafine powders as an additive in liquid paraffin. Tribol. Int. 2011, 44, 1736–1741. [Google Scholar] [CrossRef]
- Qi, X.W.; Jia, Z.N.; Yang, Y.L.; Fan, B.L. Characterization and auto-restoration mechanism of nanoscale serpentine powder as lubricating oil additive under high temperature. Tribol. Int. 2011, 44, 805–810. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Bai, Z.M.; Zhao, D.; Yan, C.M. Synthesis and tribological properties of serpentine/La composite powders. J. Chin. Ceram. Soc. 2012, 40, 126–130. [Google Scholar]
- Zhao, F.Y.; Bai, Z.M. Tribological properties of serpentine, La (OH)3 and their composite particles as lubricant additives. Wear 2012, 288, 72–77. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Kasrai, M.; Sham, T.K.; Bai, Z.M. Characterization of tribofilms generated from serpentine and commercial oil using X-ray absorption spectroscopy. Tribol Lett. 2013, 50, 287–297. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Kasrai, M.; Sham, T.K.; Bai, Z.M.; Zhao, D. Characterization of tribofilms derived from zinc dialkyl dithiophosphate and serpentine by X-ray absorption spectroscopy. Tribol. Int. 2014, 73, 167–176. [Google Scholar] [CrossRef]
- Caruso, L.J.; Chernosky, J.J.V. The stability of lizardite. Can. Miner. 1979, 17, 757–769. [Google Scholar]
- Fuchs, Y.; Linares, J.; Mellini, M. Mossbauer and infrared spectrometry of lizardite-1T from Monte Fico, Elba. Phys. Chem. Miner. 1998, 26, 111–115. [Google Scholar] [CrossRef]
- Capitani, G.; Mellini, M. The modulated crystal structure of antigorite: The m = 17 polysome. Am. Mineral. 2004, 89, 147–158. [Google Scholar] [CrossRef]
- Uehara, S.; Shirozu, H. Variations in chemical composition and structural properties of antigorites. J. Mineral. Petrol. Sci. 1985, 12, 299–318. [Google Scholar] [CrossRef]
- Evans, B.W.; Dyar, M.D.; Kuehner, S.M. Implication of ferrous and ferric iron in antigorite. Am. Mineral. 2012, 97, 184–196. [Google Scholar] [CrossRef]
- Mellini, M.; Zanazzi, P.F. Crystal structures of lizardite 1T and lizardite 2H1 from Coli, Italy. Am. Mineral. 1987, 72, 943–948. [Google Scholar]
- Anthony, J.W.; Bideaux, R.A.; Bladh, K.W.; Nichols, M.C. Handbook of Mineralogy; Mineralogical Society of America: Chantilly, VA, USA; pp. 20151–21110. Available online: http://www.handbookofmineralogy.org/ (accessed on 22 August 2020).
- MacKenzie, K.J.D.; Meinhold, R.H. Thermal reactions of chrysotile revisited; a 29 Si and 25 Mg MAS NMR study. Am. Miner. 1994, 79, 43–50. [Google Scholar]
- Viti, C. Serpentine minerals discrimination by thermal analysis. Am. Miner. 2010, 95, 631–638. [Google Scholar] [CrossRef]
- Gualtieri, A.F.; Giacobbe, C.; Viti, C. The dehydroxylation of serpentine group minerals. Am. Miner. 2012, 97, 666. [Google Scholar] [CrossRef]
- Alvarez-Silva, M.; Uribe-Salas, A.; Watersa, K.E.; Finch, J.A. Zeta potential study of pentlandite in the presence of serpentine and dissolved mineral species. Miner. Eng. 2016, 85, 66–71. [Google Scholar] [CrossRef]
- Manser, R.M. Handbook of Silicate Flotation; Warren Spring Laboratory: Stevenage, UK, 1975. [Google Scholar]
- Li, G.J.; Zhao, P.; Bai, Z.M. Surface characteristics of serpentine. J. Chin. Ceram. Soc. 2017, 45, 1204–1210. [Google Scholar]
- Feng, B.; Lu, Y.P.; Feng, Q.M. Mechanisms of surface charge development of serpentine mineral. Trans. Nonferrous Met. Soc. China 2013, 23, 1123–1128. [Google Scholar] [CrossRef]
- Cao, J.; Zhang, Z.Z.; An, S.H.; Wang, C. Surface modification and tribology properties in bass oil of ultra-fine serpentine. J. Chin. Ceram. Soc. 2008, 36, 1210–1214. [Google Scholar]
- Cao, J.; Zhang, Z.Z.; Zhao, F.X.; Jiang, C.J.; Duan, Z.W. The Effect of different surfactants on the dispersion properties of serpentine in the alcohol solvent. Lubr. Eng. 2007, 32, 83–86. [Google Scholar]
- Li, G.J.; Bai, Z.M.; Zhao, P. Antifriction repair function of serpentine on Fe based metal friction pairs. J. Chin. Ceram. Soc. 2018, 46, 306–314. [Google Scholar]
- Li, G.J.; Bai, Z.M.; Huang, W.J.; Ju, Y. Research of serpentine powder surface modification. Bull. China Ceram. Soc. 2008, 6, 1091–1095. [Google Scholar]
- Qi, X.W.; Lu Li Jia, Z.N.; Yang, Y.L.; Fan, B.L.; Shi, L. Tribological properties of serpentine nanoparticles as oil additive under different material friction pairs. Adv. Mater. Res. 2011, 199–200, 1051–1057. [Google Scholar] [CrossRef]
- Leont’ev, L.B.; Shapkin, N.P.; Leont’ev, A.L.; Shkuratov, A.L.; Vasil’eva, V.V. Effect of the composition of mineral and organomineral mixtures on the tribological properties of friction pairs. Inorg. Mater. 2013, 49, 894–898. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Wei, M.; Xu, B.S. Tribological properties of heat treated serpentine ultrafine powders as lubricant additives. Tribology 2011, 31, 504–509. [Google Scholar]
- Zheng, W.; Zhang, Z.Z.; Zhao, F.X.; Xu, D.D. Heat treating serpentine powder and its effect on the tribological properties of lube base oil. Pet. Process. Petrochem. 2013, 44, 71–74. [Google Scholar]
- Wu, J.W.; Wang, X.; Zhou, L.H.; Wei, X.C.; Wang, W.R. Formation factors of the surface layer generated from serpentine as lubricant additive and composite reinforcement. Tribol. Lett. 2017, 65, 93–102. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Li, Z.P.; Yan, J.C.; Ren, T.H.; Zhao, Y.D. Tribological behaviours of surface-modified serpentine powder as lubricant additive. Ind. Lubr. Tribol. 2016, 68, 1–8. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Xu, B.S.; Shi, P.J.; Zhao, C.F. Research on tribological properties of No.2 tank grease improved by ultra-fine mineral micro-powder. J. Acad. Armored Force Eng. 2009, 23, 80–83. [Google Scholar]
- Wang, X.; Wu, J.W.; Wei, X.C.; Liu, R.D.; Cao, Q. The effect of serpentine additive on energy-saving and auto-reconditioning surface layer formation. Ind. Lubr. Tribol. 2017, 69, 158–165. [Google Scholar] [CrossRef]
- Fang, X.; Yan, Z.J.; Yan, X.L.; Liu, D.N.; Zhang, Y. Tribological properties of nano-ceria and serpentine mixtures as lubricating oil additives. Lubr. Eng. 2019, 44, 68–73. [Google Scholar]
- Zhang, Y.; Yan, Z.J.; Zhu, X.H.; Cheng, D.; Liu, D.N.; Yan, X.L. Tribological properties of compound additives of magnesium silicate hydroxide superfine powder and MoDTC in lubricating oil additives. Lubr. Eng. 2018, 43, 18–22. [Google Scholar]
- Si, Y.B.; Chang, Q.Y.; Qiao, J.F.; Cui, Y.B. Friction reduction and antiwear properties of serpentine and oleic acid as lubricating oil additives. Lubr. Eng. 2015, 40, 42–45. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. Self-restoration effect and action mechanism of tribopairs consisting of analogue shaft-bushing induced by serpentine powders. Mater. Sci. Eng. Powder Metall. 2013, 18, 346–352. [Google Scholar]
- Yang, Q.M.; Bai, Z.M. The Material characteristic and tribological intervention behaviors of hyper-fine serpentine powder and its industrial application. Lubr. Eng. 2010, 35, 98–101. [Google Scholar]
- Liu, J.J.; Guo, F.W. The application and analysis of a new self-repairing technology on the frictional surface. China Surf. Eng. 2004, 3, 42–47. [Google Scholar]
- Yan, Y.H.; Xiao, H.; Yang, Y.L. Influence of the self-repairing additive concentration on tribology properties of cast iron/cast iron friction pair. China Surf. Eng. 2008, 21, 35–39. [Google Scholar]
- Yin, Y.L.; Yu, H.L.; Wang, H.M.; Zhang, Z.; Bai, Z.M.; Xu, B.S. Effect of serpentine mineral as lubricant additive on the tribological behaviors of tin bronze. Tribology 2020, 40, 510–519. [Google Scholar]
- Chen, M.; Xu, Z.S.; Xue, B.; Liu, Y.; Ma, W.D. Friction and wear performance of a NiAl-8 wt% serpentine-2 wt% TiC composite at high temperatures. Mater. Res. Express 2018, 5. [Google Scholar] [CrossRef]
- Pang, N.; Bai, Z.M. The antifriction properties of ultra-fine serpentine powders as lube oil additive on iron-based friction pair. Adv. Mater. Res. 2012, 399–401, 616–619. [Google Scholar] [CrossRef]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. Lanthanum effect on the tribological behaviors of natural serpentine as lubricant additive. Tribol. Trans. 2013, 56, 417–427. [Google Scholar] [CrossRef]
- Gao, Y.Z.; Chen, W.G.; Zhang, H.C. Super lubricity characteristics using ceramic composite mineral powder as lubricating oil additive. In Advanced Tribology; Springer: Berlin/Heidelberg, Germany, 2009; pp. 329–332. [Google Scholar]
- Xu, Y.; Zhang, B.S.; Xu, B.S.; Gao, F.; Shi, P.J.; Zhang, B. Thermodynamic characteristics and tribological properties of lanthanum/serpentine composite lubricating material. Mater. Sci. Eng. Powder Metall. 2011, 16, 349–354. [Google Scholar]
- Wang, L.Y.; Zhang, Z.Z.; Huang, J.J.; Zhao, F.X. Study on tribological properties of gear oil with nano-metal/serpentine powder. Pet. Process. Petrochem. 2016, 47, 98–102. [Google Scholar]
- Sleptsova, S.A.; Afanas’eva, E.S.; Grigor’eva, V.P. Structure and tribological behavior of polytetrafluoroethylener modoifed with layered Silicates. J. Frict. Wear 2009, 30, 431–437. [Google Scholar] [CrossRef]
- Jia, Z.N.; Yang, Y.L. Self-lubricating properties of PTFE/serpentine nanocomposite against steel at different loads and sliding velocities. Comp. Part B 2012, 43, 2072–2078. [Google Scholar] [CrossRef]
- Jia, Z.N.; Yang, Y.L.; Chen, J.J.; Yu, X.J. Influence of serpentine content on tribological behaviors of PTFE/serpentine composite under dry sliding condition. Wear 2010, 268, 996–1001. [Google Scholar] [CrossRef]
- Li, S.M.; Zhang, Q.X.; Zhang, J.H. Tribological properties of TiAl matrix composite with serpentine powder. J. Wuhan Univ. Technol. 2016, 38, 13–39. [Google Scholar]
- Wu, J.W.; Wang, X.; Zhou, L.H.; Wei, X.C.; Wang, W.R. Preparation, mechanical and anti-friction properties of Al/Si/serpentine composites. Ind. Lubr. Tribol. 2018, 70, 1051–1059. [Google Scholar] [CrossRef]
- Xue, B.; Jing, P.X.; Ma, W.D. Tribological properties of NiAl Matrix composites filled with serpentine powders. J. Mater. Eng. Perform. 2017, 26, 5816–5824. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, F.X.; Zhang, Z.Z.; Yang, J.H. Tribological properties and initial exploration mechanism of composite grease with bismuth nano-particles and ultrafine serpentine powders. Acta Pet. Snica Pet. Process. Sci. 2011, 27, 643–648. [Google Scholar]
- Yang, H.W.; Li, Z.L.; Fei, Y.W.; Sun, S.A. Anti-wear & self-repair mechanism of magnesium silicate and talc powder. Synth. Lubr. 2006, 33, 1–3. [Google Scholar]
- Qu, M.; Zhao, F.X.; Zhang, Z.Z.; Yang, J.H. Study on the triological properties of the grease added with ultra-fine serpentine powders. Lubr. Eng. 2010, 35, 74–76. [Google Scholar]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Wei, M.; Zhao, K.K.; Xu, B.S. Microstructure, mechanical properties and tribological behavior of tribofilm generated from natural serpentine mineral powders as lubricant additive. Wear 2013, 297, 802–810. [Google Scholar] [CrossRef]
- Yu, Y.; Gu, J.L.; Kang, F.Y.; Kong, X.Q.; Mo, W. Surface restoration induced by lubricant additive of natural minerals. Appl. Surf. Sci. 2007, 253, 7549–7553. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, B.S.; Xu, Y.; Shi, P.J.; Wang, X.L.; Zhang, B. Study on the characteristics of wear resistance using silicate particles as additive on the metal friction pairs. Key Eng. Mater. 2008, 373–374, 452–455. [Google Scholar] [CrossRef]
- Shi, P.J.; Yu, H.L.; Zhao, Y.; Xu, Y.; Xu, B.S.; Bai, Z.M. Effects of in-situ tribochemical treatment on mechanical property and tribological behavior of 45 steel. Trans. Mater. Heat Treat. 2007, 28, 113–117. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Wu, Y.X.; Zhang, B. Friction reduction and anti-wear mechanism of serpentine micro powders for spheroidal graphite iron tribopair. J. Chin. Ceram. Soc. 2009, 37, 2037–2042. [Google Scholar]
- Yang, H.; Jin, Y.S.; Kazuhiko, Y. Experimental study of applying Mg6Si4O10(OH)8 reconditioner to simulative journal bearing. Lubr. Eng. 2006, 7, 144–146. [Google Scholar]
- Yang, H.; Zhang, Z.Y.; Li, S.H.; Jin, Y.S. XPS Characterization of auto-reconditioning layer on worn metal surfaces. Spectrosc. Spectr. Anal. 2008, 25, 945–948. [Google Scholar]
- Zhang, B.; Xu, B.S.; Xu, Y.; Zhang, B.S. Tribological characteristics and self-repairing effect of hydroxy-magnesium silicate on various surface roughness friction pairs. J. Cent. South Univ. Technol 2011, 18, 1326–1333. [Google Scholar] [CrossRef]
- Chen, W.G.; Gao, Y.Z.; Zhang, H.C.; Xu, X.L.; Yu, Z.W. Investigation of the effects of lubricant oil with silicate particles as additive on the wear resistance of friction pair. China Surf. Eng. 2006, 19, 36–39. [Google Scholar]
- An, X. The field test of magnesium silicate hydroxide as lubricating oil additive. Synth. Mater. Aging Appl. 2017, 46, 57–59. [Google Scholar]
- Zhou, P.Y. Experiment on self-repairing metal material applied to diesel engine of locomotive. Railw. Locomot. Car 2003, 23, 13–15, 53. [Google Scholar]
- Sleptsova, S.A.; Okhlopkova, A.A.; Kapitonova, I.V.; Lazareva, N.N.; Makarov, M.M.; Nikiforov, L.A. Spectroscopic study of tribooxidation processes in modified PTFE. J. Frict. Wear 2016, 37, 129–135. [Google Scholar] [CrossRef]
- Zhi, X.L.; Yan, H.X.; Li, S.; Niu, S.; Liu, C.; Xu, P.L. High toughening and low friction of novel bismaleimide composites with organic functionalized serpentine@Fe3O4. J. Polym. Res. 2017, 24, 1–8. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: New York, NY, USA, 2002. [Google Scholar]
- Yin, Y.L.; Yu, H.L.; Wang, H.M.; Zhou, X.Y.; Song, Z.Y.; Xu, Y.; Xu, B.S. Tribological performance of phyllosilicate minerals as lubricating oil additives. J. Chin. Ceram. Soc. 2020, 48, 299–308. [Google Scholar]
- Zhang, Z.Y.; Yang, H.; Li, S.H.; Jin, Y.S.; Zhang, W.F. Application research of auto reconditioner for worn metals on DF locomotive diesel engines. Lubr. Eng. 2004, 4, 75–80. [Google Scholar]
- Yang, Q.M. Industrial Test of the Tribological behaviors under material intervention circumstances. Lubr. Eng. 2009, 34, 17–19. [Google Scholar]
- Qi, X.W.; Lu Li Jia, Z.N.; Yang, Y.L.; Liu, H.R. Comparative tribological properties of magnesium hexasilicate and serpentine powder as lubricating oil additives under High temperature. Tribol. Int. 2012, 49, 53–57. [Google Scholar] [CrossRef]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. An amorphous Si-O film tribo-induced by natural hydrosilicate powders on ferrous surface. Appl. Surf. Sci. 2013, 285, 759–765. [Google Scholar] [CrossRef]
- Gao, Y.Z.; Zhang, H.C.; Xu, X.L.; Wang, L.; Chen, W.G. Formation mechanism of self-repair coatings on the worn metal surface using silicate particles as lubricant oil additive. Lubr. Eng. 2006, 10, 39–42. [Google Scholar]
- Xiao, Z.; Hou, G.L.; Su, X.J.; Bi, S.; Ma, H.L. Friction-reducing performance of serpentine on 45# carbon steel surfaces with different roughness. J. Chin. Ceram. Soc. 2012, 40, 1190–1195. [Google Scholar]
- Qi, X.W.; Jia, Z.N.; Chen, H.M.; Yang, Y.L.; Wu, Z. Self-repairing characteristics of powder as an additive on steel-chromium plating pair under high temperature. Tribol. Trans. 2013, 56, 516–520. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubimov, D.N.; Kolesnikov, I.V. Investigation of the microstructure of mineral films obtained by frictional interaction. Glass Phys. Chem. 2016, 42, 302–306. [Google Scholar] [CrossRef]
- Yang, Y.L.; Yan, Y.H.; Zhang, R.J.; Re, J. Influence of wear time on metal wear self-repair and mechanism analysis. Chin. J. Mech. Eng. 2008, 44, 172–176. [Google Scholar] [CrossRef]
- Zhao, F.Y. Tribological Properties of Serpentine Micro-Nanoparticles and Mechanisms of Tribofilm Formation; China University of Geosciences: Beijing, China, 2014. [Google Scholar]
- Veblen, D.R.; Wylie, A.G. Mineralogy of amphiboles and 1:1 layer silicates. In Reviews in Mineralogy and Geochemistry; Mineralogical Society of America: Washington, DC, USA, 1993; Volume 28, pp. 61–131. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Friction and Wear Experiments | |||||||
| No. | System and Test Devices | μc (%) | wearc (%) | References | |||
| (1) | Oil + AMNP 0.86 µm (1.0%) (FB) | 19.3 | 16.41 | [4] | |||
| (2) | Oil + AMNP(FB) | - | 18.7 | [13] | |||
| (3) | Oil + AMNP < 10.0 µm (0.025%) (FB) | - | 20.5 | [14] | |||
| (4) | Oil + AMNP < 0.5 µm (0.5%) (P-D) | 68.1 | - | [18] | |||
| (5) | Oil + AMNP < 0.5 µm (0.5%) (P-F) | 21.3 | 49.7 | [19] | |||
| (6) | Oil + AMNP < 1.0 µm (1.5%) (R-D) | 55.3 | 82.0 | [22] | |||
| (7) | Oil + AMNP < 0.8 µm (1.0%) (FB) | 21.7 | - | [24] | |||
| (8) | Oil + AMNP 3.0 µm (1.0%) (P-D) | 9.8 | 23.3 | [26] | |||
| (9) | Oil + AMNP 3.0 µm (0.1%) (P-D) | - | 30.4 | [27] | |||
| (10) | Oil + AMNP 1.0 µm (1.5%) (P-D) | 58.6 | 61.4 | [46] | |||
| (11) | Oil + AMNP (2.5%) (D-D) | 10.0 | 50.0 | [47] | |||
| (12) | Oil + AMNP < 1.0 µm (1.5%) (P-F) | 29.0 | 18.0 | [48] | |||
| (13) | Oil + AMNP 0.3 µm (1.0%) (FB) | 30.8 | 15.7 | [49] | |||
| (14) | Oil + AMNP < 1.0 µm (0.5%) (P-D) | 41.2 | 28.0 | [50] | |||
| (15) | Oil + AMNP < 1.0 µm (0.5%) (P-D) | 33.3 | - | [50] | |||
| (16) | Oil + AMNP < 0.3 µm (10.0%) (FB) | 14.8 | 11.82 | [51] | |||
| (17) | Oil + AMNP < 0.4 µm (1.0%) (FB) | 14.8 | 11.6 | [51] | |||
| (18) | Oil + AMNP < 0.5 µm (0.05%) (P-F) | 16.4 | 56.7 | [52] | |||
| (19) | Oil + AMNP (0.5%) (FB) | 53.3 | 42.6 | [53] | |||
| (20) | Oil + AMNP < 2.0 µm (0.5%) (P-F) | 18.4 | 42.4 | [54] | |||
| (21) | Oil + AMNP 0.19 µm (0.25%) (FB) | 18.1 | 32.8 | [55] | |||
| (22) | Oil + AMNP 1.0 µm (0.5%) (FB) | - | 79.7 | [56] | |||
| (23) | Oil + AMNP < 0.5 µm (0.5%) (F-C) | 9.7 | 40.7 | [57] | |||
| (24) | Oil + AMNP < 1.0 µm (1.0%) (R-D) | 50.0 | - | [58] | |||
| (25) | Oil + AMNP 0.02 µm (2.0%) (P-D) | - | 48.0 | [59] | |||
| (26) | Oil + AMNP 0.2 µm (3.0%) (TW) | 89.5 | - | [60] | |||
| (27) | Oil + AMNP < 0.3 µm (0.5%) (P-F) | 12.3 | 66.7 | [61] | |||
| (28) | Oil + AMNP 0.3 µm (0.5%) (P-F) | 36.6 | 53.6 | [62] | |||
| (29) | Oil + AMNP < 1.0 µm (1.0%) (F-C) | 68.3 | - | [63] | |||
| (30) | Oil + AMNP < 0.5 µm (0.5%) (P-F) | 15.5 | 50.0 | [64] | |||
| (31) | Oil + AMNP 1.6 µm (0.5%) (P-F) | 51.5 | 29.6 | [65] | |||
| (32) | Oil + AMNP 300 °C (1.5%) (P-F) | 40.0 | 39.0 | [48] | |||
| (33) | Oil + AMNP 600 °C (1.5%) (P-F) | 38.0 | 23.0 | [48] | |||
| (34) | Oil + AMNP 800 °C (1.5%) (P-F) | −8.0 | −2.0 | [48] | |||
| (35) | Oil + AMNP 1050 °C (1.5%) (P-F) | −13.0 | −8.0 | [48] | |||
| (36) | Oil + AMNP 200 °C (1.0%) (FB) | 33.9 | 17.1 | [49] | |||
| (37) | Oil + AMNP 500 °C (1.0%) (FB) | 27.2 | 11.4 | [49] | |||
| (38) | Oil + AMNP 600 °C (1.0%) (FB) | 27.1 | 11.4 | [49] | |||
| (39) | Oil + AMNP 800 °C (1.0%) (FB) | 26.6 | 8.6 | [49] | |||
| (40) | Oil + AMNP + La(OH)2 (0.5%) (FB) | 24.6 | 41.9 | [25] | |||
| (41) | Oil + AMNP (0.46%) + Cu (0.04%) (P-F) | 31.3 | 65.1 | [19] | |||
| (42) | Oil + AMNP (0.25%) + Ce (0.25%) (FB) | 43.9 | 50.0 | [54] | |||
| (43) | Oil + AMNP (0.475%) + La (0.025%) (FB) | 34.2 | 68.8 | [66] | |||
| (44) | Oil + AMNP (0.07%) + Ni (0.1%) + Cu (0.3%) (FB) | 37.4 | 34.0 | [67] | |||
| (45) | Oil + AMNP (0.25%) + Mo (0.3%) (FB) | 32.8 | 53.2 | [55] | |||
| (46) | Oil + AMNP (0.48%) + La (0.02%) (P-F) | 29.1 | 60.0 | [64] | |||
| (47) | PTFE + AMNP (1%) (RF-RC) | 10.0 | 95.6 | [68] | |||
| (48) | PTFE + AMNP (2%) (RF-RC) | 15.0 | 99.8 | [68] | |||
| (49) | PTFE + AMNP (5%) (RF-RC) | 10.0 | 99.6 | [68] | |||
| (50) | PTFE + AMNP (10%) (RF-RC) | 0.0 | 99.4 | [68] | |||
| (51) | PTFE + AMNP (10%) (P-D) | 9.5 | - | [69] | |||
| (52) | PTFE + AMNP (10%) (P-D) | 2.7 | 94.4 | [70] | |||
| (53) | Cu60Zn40 + AMNP (1.0%) (P-D) | 11.1 | 120 | [57] | |||
| (54) | TiAl + AMNP (7.0%) 25 °C (P-D) | 15.0 | 24.6 | [71] | |||
| (55) | TiAl + AMNP (7.0%) 200 °C (P-D) | 8.8 | 24.3 | [71] | |||
| (56) | TiAl + AMNP (7.0%) 600 °C (P-D) | 20.8 | 41.9 | [71] | |||
| (57) | TiAl + AMNP (7.0%) 800 °C (P-D) | 8.0 | 11.4 | [71] | |||
| (58) | Al88Si12 + AMNP (3.0%) (P-D) | 8.6 | 32.7 | [72] | |||
| (59) | NiAl + AMNP (8.0%) 100 °C (P-D) | 8.2 | 40.5 | [62] | |||
| (60) | NiAl + AMNP (8.0%) 300 °C (P-D) | 20.9 | 53.1 | [62] | |||
| (61) | NiAl + AMNP (8.0%) 500 °C (P-D) | 39.8 | 62.6 | [62] | |||
| (62) | NiAl + AMNP (8.0%) 700 °C (P-D) | 36.7 | 58.7 | [62] | |||
| (63) | NiAl + AMNP (2%) (P-D) | 17.7 | 15.8 | [73] | |||
| (64) | NiAl + AMNP (5%) (P-D) | 31.5 | 25.3 | [73] | |||
| (65) | NiAl + AMNP (8%) (P-D) | 45.2 | 29.5 | [73] | |||
| (66) | NiAl + AMNP (11%) (P-D) | 42.7 | 22.3 | [73] | |||
| No. | System (four-ball tester) | Pcr | Pweld | dwear | μc(%) | wearc (%) | References |
| (67) | Grease + AMNP (0%) | 549 | 1303 | 0.78 | [14] | ||
| (68) | Grease + AMNP (1%) | 588 | 1470 | 0.62 | 20.5 | [14] | |
| (69) | Grease + AMNP (2%) | 40.5 | 72.0 | [52] | |||
| (70) | Grease + AMNP (3%) | 7.7 | 7.6 | [74] | |||
| (71) | Grease + AMNP (0.75%) + Bi (2.25%) | 23.3 | 18.2 | [74] | |||
| (72) | Grease + AMNP (0%) | 413 | 1232 | 0.73 | [75] | ||
| (73) | Grease + AMNP (0.5%) | 547 | 1565 | 0.58 | 20.5 | [75] | |
| (74) | Grease + AMNP (0.7%) | 547 | 1565 | 10.3 | [76] | ||
| Comparison of Surface Hardness of Friction Pair | |||||||
| No. | Experimental condition | Without AMNP (GPa) | With AMNP (GPa) | References | |||
| (75) | Load 50 N, 45# steel, Friction time 10 h | 6.27 | 9.37 | [19] | |||
| (76) | Diesel cylinder after running 16 × 104 km | 6.26 | 11.37 | [20] | |||
| (77) | Load 10 N, 1045 steel, Friction time 1 h | 3.5 | 5.0 | [77] | |||
| (78) | Load 200 N, 45# steel, Friction time 2 h | 3.47 | 6.51 | [52] | |||
| (79) | Load 11.5 N, TiAl matrix, Friction time 0.5 h | 3.69 | 6.15 | [71] | |||
| (80) | Load 400 N, 45# steel, Friction time 2 h | 3.85 | 5.22 | [58] | |||
| (81) | Load 30 N, Tin Bronze, Friction time 1h | 2.4 | 3.5 | [61] | |||
| (82) | 45# steel, Friction time 160 h | 9.0 | 15.0 | [78] | |||
| (83) | Load 400 N, 45# steel, Friction time 8 h | 3.81 | 4.96 | [79] | |||
| (84) | 45# steel, Friction time 1 h | 2.39 | 3.18 | [80] | |||
| (85) | Cast iron, Friction time 72 h | 10.14 | 11.17 | [81] | |||
| (86) | Load 38.34 N, 45# steel, Friction time 24 h | 238.8 | 329.9 (Hv Hardness) | [82] | |||
| (87) | Diesel cylinder after running 29.3 × 104 km | 524 | 1119 (Hv Hardness) | [83] | |||
| (88) | Diesel cylinder after running 50 × 104 km | 540 | 1185 (Hv Hardness) | [59] | |||
| Comparison of Surface Elastic Modulus of Friction Pairs | |||||||
| No. | Experimental condition | Without AMNP (GPa) | With AMNP (GPa) | References | |||
| (89) | Load 50 N, 45# steel, Friction time 10 h | 253.9 | 285.2 | [19] | |||
| (90) | Diesel cylinder after running 16 × 104 km | 66.5 | 179.0 | [20] | |||
| (91) | Load 10 N, 1045 steel, Friction time 1 h | 210.0 | 235.0 | [77] | |||
| (92) | Load 200 N, 45# steel, Friction time 2 h | 214.7 | 236.6 | [52] | |||
| (93) | Load 400 N, 45# steel, Friction time 2h | 238.9 | 221.2 | [58] | |||
| (94) | Load 30 N, Tin Bronze, Friction time 1 h | 140.0 | 180.0 | [61] | |||
| (95) | 45# steel, Friction time 160 h | 200.0 | 370.0 | [78] | |||
| (96) | Load 400 N, 45# steel, Friction time 8 h | 196.5 | 213.3 | [79] | |||
| (97) | 45# steel, Friction time 1 h | 250.0 | 212.1 | [80] | |||
| (98) | Cast iron, Friction time 72 h | 208.0 | 296.0 | [81] | |||
| Comparison of Surface Roughness (Ra) of Friction Pairs | |||||||
| No. | Experimental condition | original surface (Ra/µm) | friction surface (Ra/µm) | References | |||
| (99) | Load 220 N, sliding speed 0.35 m/s, run time1 h | 0.046 | 0.036 | [25] | |||
| (100) | Contact stress 0.33–0.7MPa, run time 27 h | 0.536 | 0.386 | [82] | |||
| (101) | Contact stress 0.33–0.7MPa, run time 27 h | 0.369 | 0.260 | [82] | |||
| (102) | Diesel cylinder after running 50 × 104 km | 2.5 | 0.0267 | [59] | |||
| (103) | Contact stress 7.64 MPa, run time 4 h | 0.742 | 0.207 | [59] | |||
| (104) | Contact stress 7.64 MPa, run time 4 h | 3.706 | 2.528 | [59] | |||
| (105) | Contact stress 7.64 MPa, run time 4 h | 1.424 | 1.276 | [59] | |||
| (106) | Contact stress 5.00 MPa, run time 1 h | 0.636 | 0.280 | [84] | |||
| 107) | Contact stress 5.00 MPa, run time 1 h | 0.229 | 0.155 | [84] | |||
| (108) | load400 N, rotary speed 192 r/min, run time1 h | 0.427 | 0.083 | [80] | |||
| (109) | load750 N, rotary speed 200 r/min, run time100 h | 0.320 | 0.110 | [65] | |||
| Application of AMNP Lubrication Materials in Industrial Equipment | |||||||
| No. | Equipment type and application result | References | |||||
| (110) | Gearing | ||||||
| average power consumption of driving motor reduced by 5.0% | [4] | ||||||
| temperature of lubrication oil reduced by 9.7% | [4] | ||||||
| average power consumption of driving motor reduced by 13% | [53] | ||||||
| vibration amplitude of reduction gears reduced by 48% | [85] | ||||||
| (111) | Air compressor | ||||||
| average power consumption of driving motor reduced by 4.5% | [4] | ||||||
| temperature of lubrication oil reduced by 15.8% | [4] | ||||||
| consumption of lubrication oil reduced by 94.5% | [59] | ||||||
| average power consumption of driving motor reduced by 9.12% | [59] | ||||||
| (112) | Automobile engine | ||||||
| cylinder burst pressure increased by 3.9% | [86] | ||||||
| fuel consumption of automobile engine reduced by 7.0% | [86] | ||||||
| CO emissions of automobile engine reduced by 39.5% | [86] | ||||||
| CH emissions of automobile engine reduced by 29.5% | [86] | ||||||
| cylinder burst pressure increased by 11% | [59] | ||||||
| fuel consumption of automobile engine reduced by 1.2–6.0% | [59] | ||||||
| (113) | Locomotive engine | ||||||
| diesel consumption of engine reduced by 2.5% | [87] | ||||||
| lubricating oil consumption of engine reduced by 14.3% | [87] | ||||||
| cylinder burst pressure of engine increased by 2.7% | [59] | ||||||
| diesel consumption of engine reduced by 2.2% | [58] | ||||||
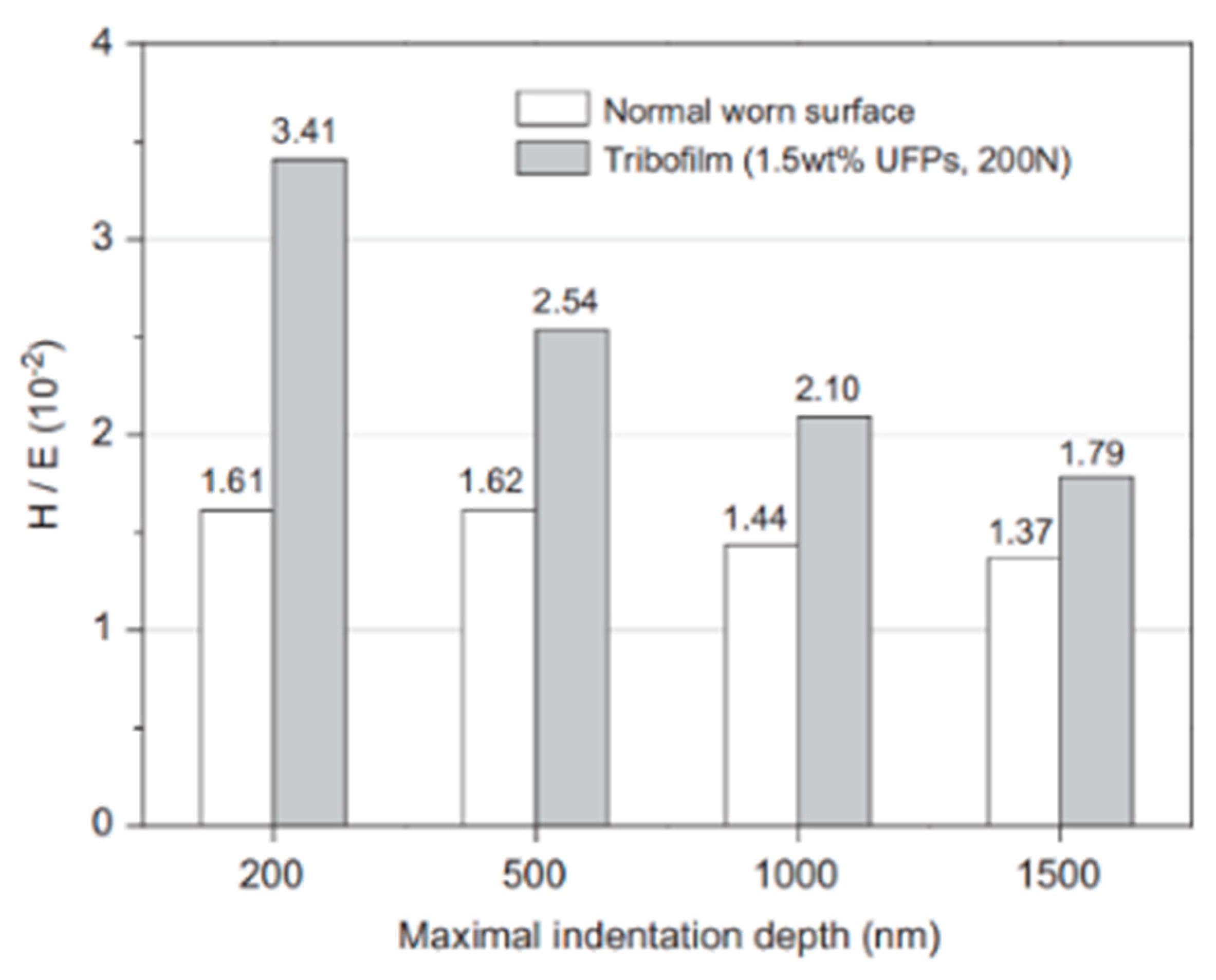
| Max Depth (nm) | Plastic Depth (nm) | H (GPa) | E (GPa) | H/E (×10−2) | |
|---|---|---|---|---|---|
| Normal surface | 438.80 ± 59.70 | 393.50 ± 54.47 | 3.45 ± 0.85 | 215.53 ± 32.10 | 1.60 |
| Tribofilm | 342.55 ± 42.41 | 289.65 ± 37.57 | 6.68 ± 0.65 | 238.52 ± 29.65 | 2.80 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Z.; Li, G.; Zhao, F.; Yu, H. Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants 2020, 8, 93. https://doi.org/10.3390/lubricants8100093
Bai Z, Li G, Zhao F, Yu H. Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants. 2020; 8(10):93. https://doi.org/10.3390/lubricants8100093
Chicago/Turabian StyleBai, Zhimin, Guijin Li, Fuyan Zhao, and Helong Yu. 2020. "Tribological Performance and Application of Antigorite as Lubrication Materials" Lubricants 8, no. 10: 93. https://doi.org/10.3390/lubricants8100093
APA StyleBai, Z., Li, G., Zhao, F., & Yu, H. (2020). Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants, 8(10), 93. https://doi.org/10.3390/lubricants8100093