Abstract
This work examines the effect of nickel (Ni) and cobalt (Co) concentrations on wear resistance behavior of Cu-xNi-yCo-Cr-Si (x = 8−9 wt%, y = 1−2 wt%) and the zirconium (Zr) addition, in order to obtain an alloy with similar or better properties than the C17510 alloy. In this study, hardness and wear resistance mechanism behavior were associated with the microstructure evolution of these alloys with different aging strengthening conditions. Different heat treatments (HT) were applied to three alloys Cu-8Ni-2Co-1.6Cr-2Si wt% (L1), Cu-8.5Ni-1.5Co-1.6Cr-2Si wt% (L2) and Cu-9Ni-1Co-1.6Cr-2Si-0.18Fe-0.3Zr wt% (L3), the properties obtained were compared with C17510 alloy. Specimens were characterized by different metallographic techniques; the microstructural characterization was made with scanning electron microscopy (SEM) and revealed regions of dendritic morphologies. The solidification sequence is primary Cu dendrites and some phases in the interdendritic regions. The solution heat treatment decreased (ST) the Hardness Rockwell B (HRB) and wear rate resistance, and there was an increase with the first aging heat treatment (HT1) for each alloy. The most outstanding combination of properties was found for Cu-8.5Ni-1.5Co-1.6Cr-2Si wt% alloy (L2C3) with 100 ± 1 HRB and specific wear rate resistance of 1.2 × 10−4 mm3/Nm, after the first aging heat treatment.
1. Introduction
In recent times, there have been great advances in the development of methods for the reinforcement of copper alloys and compounds, these alloys are characterized not only to have high electrical and thermal conductivity but also high strength and plasticity, some works reported good processing performance [1,2]. Copper forms different alloys with a variety of other elements that reinforce its mechanical properties and there are methods to strengthen copper alloys including solution, aging precipitation, and particle dispersion. The strength of the alloy is due to hindering dislocations movement, this is a result of a lattice deformation which is caused by the diffusion of some alloying elements during the solution process.
For solution strengthening some alloying elements are dissolved in the copper matrix, which results in lattice distortion and enhancement. Recently, Wang et. al. [3] reported that copper alloys have better mechanical properties through the relation between Ni/Si. Thus, for Cu-Ni-Si alloys, mechanical properties can be improved by aging strengthening and by additions of elements as Zr [4], Mg [5], and Nb [6], in the copper matrix that have different solubility and increases considerably from room temperature to solubility temperature. Once solution and aging treatment have been performed, some secondary phases are precipitated by a diffusion process, these new phases improve mechanical properties by preventing the movement of dislocations and strengthening the grain boundaries, e.g., Co [7,8] provides the conditions to intermetallics growth and accelerate precipitation during the aging process, modify microstructures, and increases hardness by a saturated solid solution; this solution is conducive to generating the precipitates CoNi and δ-(Co,Ni)2Si. Similarly, Cr [9] favors the grain refinement and reinforcement of the microstructure through the growth and distribution of fine particles by precipitation, composed of CrSi2, Cr2Si, and Cr3Si. Additionally, B [10] and Be [11] benefits precipitation hardening and grain refinement. Al [12] and Mg [13] increase solidification kinetics and intermetallic precipitation. Nb [14] and Ti [15,16] contribute to the refinement of grains and the origin of new phases and promote an excellent combination of Ni and Si in the copper matrix. Finally, Zr [17,18] and V [19,20] can modify the microstructure and refine grains as a result of aging heat treatment through a process of diffusion of their atoms in the Cu matrix; besides they present a low solubility, thus this allows the formation, growth and kinetics of precipitates in the dendritic and interdendritic zones of Cu-Ni-Si alloys.
Copper-based alloys are used in various industrial applications. For example, the Cu-Ni-Si alloy has been used in components where electrical conductivity and mechanical stress properties are needed [21]. Property increases are obtained by precipitation-hardening on copper alloys, as observed in some works reported for Cu-Ni-Si, Cu-Cr-Si, Cu-Co, and Cu-Ni-Si-Cr systems [22,23,24,25]. By the process of aging some elements such as Ni, Si, can precipitate and form strengthening phases.
Wang et al. [26] demonstrated that the Cr3Si and Ni2SiZr and some intermediate intermetallics were formed after aging in the Cu-Ni-Si-Cr-Zr alloy and confirmed that the δ-Ni2Si phase performs an important role strengthened the Cu matrix. In addition, Co performance on the microstructure and properties of the Cu-Ni-Si alloy during aging was studied by Zhao et al. [27]. Li et al. [28] studied the properties and microstructures of quaternary Cu-Ni-Co-Si alloys with different Ni/Co mass ratios, and also the effect of thermomechanical treatment of different Ni/Si mass ratios on ternary Cu-Ni-Si alloys [29].
Nowadays, it is necessary to make new alloys to increase the wear resistance; due to this, detailed tribology investigations are generated that look for new process conditions to increase the wear resistance of mechanical components, investigating and analyzing the phenomenon that occurs in the process of friction, lubrication and wear [30].
To improve those tribological properties of copper alloys since in most cases, the alloys are adapted with different heat treatments, which leads to modifying the microstructure, this is achieved thanks to the change of variables, such as chemical balance, temperature, and adequate time of the applied heat treatment. Tensile strength and hardness for 1 to 3 h aging heat treatment is applied depending on the alloy. The heat treatment is applied based on the melting temperature, Tm, so 0.5 or 0.75 Tm, values are used as a reference; initially, a solid solution heat treatment is made after casting the alloy. The hardness and mechanical resistance increased as more elements in the solution increased [31].
The research presented by Klement et al. [32] reported a copper alloy free of Be, with a composition that includes Ni (0.75–2%), Cr (0.25–1.25%), Si (0.25–1%) and Cu balance wt%, in US Patent 3,072,508, through variation of these elements making greater hardness and wear resistance as proposed by Gorson [33], hardness values of 75–85 HRB were obtained. US patent 4,260,435 proposed a new alloy Be-free alloy; this alloy is Ni (2-3%), Co (0.4–0.8%), Si (0.1–0.5%), Cr (0.1–0.5%) and Cu balance in percentage by weight employing a solution heat treatment after that cooled in air [34]; finally, two aging heat treatments to promote precipitates development and hardness increased. As there is a low solubility of Cr in Cu, a second aging is necessary, β (Ni3Si) δ (Ni2Si) intermetallics in Cu-Ni-Si alloys, other research reported β-(Ni3Si) δ-(Ni2Si) in Cu-Ni-Si alloys after a second aging [35,36].
From the above literature study, the present work contributes to building the relationships between microstructural evolution and wear resistance performance to understand and analyze the phenomena involved in these types of components, such as friction, lubrication and wear, as described in Ref. [37]. Results are compared with a commercial alloy C17510 used as a plunger tip in the high-pressure die casting industry. Hence an attempt was made to reinforce the matrix by a 10% variation between nickel and cobalt, and the addition of zirconium as a grain refiner in copper alloys.
Thus, this work reports the strengthening of the properties of Cu-xNi-yCo-Cr-Si alloys. Thus, it was investigated and analyzed the influence of the variation of the Ni and Co content, the incorporation of Zr and the effect of the heat treatments on the microstructural transformation, hardness and wear resistance evolution of Cu-8Ni-2Co-1.6Cr-2Si, Cu-8.5Ni-1.5Co-1.6Cr-2Si [38], and Cu-9Ni-1Co-1.6Cr-1.8Fe-2Si-0.3Zr alloys. The Cu-8.5Ni-1.5Co-1.6Cr-2Si alloy in C3 condition obtained the best combination of properties.
2. Experimental Procedure
2.1. Samples Preparations
Three alloy compositions were prepared for the experiment; Cu-8Ni-2Co-1.6Cr-2Si wt% (L1), Cu-8.5Ni-1.5Co-1.6Cr-2Si wt% (L2), and Cu-9Ni-1Co-1.6Cr-2Si-0.12Fe-0.3Zr wt% (L3) were produced using analytical grades electrolytic Cu (99.99% pure), Ni (99.99% pure), Co (99.99% pure), Cr and metallic Si (99.99% pure), and Zr as ferroalloy (20Zr-80Fe wt%). Through the casting process, three alloys were melted in an INDUTHERM TF4000 induction furnace at 1275 to 1300 °C using a SiC crucible and the alloys were degassed with gas N2 for 15 min. In order to know the chemical composition a spark emission spectrometer SPECTRO model LAB was used. Samples discs with 25 mm in diameter and a height of 15 mm were prepared through successive different grades of SiC sandpaper to a P4000 grit and polished until a mirror-like finish. The analysis of the chemical composition and the names of the alloys are presented in Table 1. Scanning electron microscopy, such as hardness and wear tests were measured to understand the phase transformations of the properties induced by microstructural evolution and the influence of the variation of Ni, Co and Zr additions with precipitate formations in Cu-xNi-yCo-Cr-Si alloys.

Table 1.
The chemical composition of Cast alloys and C17510 commercial alloy.
2.2. Heat Treatments
The obtained samples were annealed in an electric furnace, and each sample was subjected to different heat treatments as proposed by Quentin and F. Ingerson [39]. Finally, the samples were cut into 25 mm × 15 mm cylinders for hardness and wear testing. Subsequently, a sample was obtained in as-cast condition (C); consecutively the solution heat treatment (ST) was applied. Two different aging heat treatments were made, first (HT1), and finally a second (HT2), the different experimental conditions are presented in Table 2.
Table 2.
Experiment conditions and identification of samples.
2.3. Characterization
2.3.1. Surface Characterization
Samples cross-sections were analyzed by SEM observations, scanning electron microscopy, Jeol Model JSM 6510LV (Jeol Ltd., Akishima, Tokyo, Japan) in backscattering mode with an accelerating of 20 kV to analyze the microstructure and the wear mechanism. Afterwards, samples were prepared by conventional metallography techniques and etched with different solutions [40]. For the chemical attack, initially a solution of 3.3 g FeCl3, 100 mL ethanol or H2O, 17 mL HCl and 1 mL HNO3 was prepared, consecutively the sample was immersed for a time of 5 to 20 s and quickly washed with water at room temperature and dried with hot air, in order to reveal the microstructure and phases formed during the heat treatments [41].
2.3.2. Hardness Test
The hardness of each sample was measured by means of the Rockwell B indentation test. Bench Hardness tester digital Rockwell TH 320-INCOR (Mitutoyo corporation Ltd., Kawasaki, Kanagawa, Japan) equipment was used. The hardness values were determined by performing ten indentations in the cross sections of the specimens. Three profiles were calculated per sample under an applied load of 980 N for 10 s. Each sample was tested according to standard ASTM E18–15 [42].
2.4. Friction and Wear Test
Friction and wear behavior were studied through the wear test that was made using a ball-on-disc tribometer (UANL, Monterrey, Nuevo León, México). Samples from the casting process for each alloy (L1, L2 and L3) in condition C1, the heat-treated samples C2, C3 and C4, and C17510 were sectioned into 25 mm × 15 mm discs, for a total of 13 samples, respectively. For the wear and friction test, a stainless-steel ball with a diameter of 11.1 mm was used as pin according to the ASTM G99–95 standard [43]. Sliding speed of 318.31 revolutions/min and a load of 30 N during 0.75 h with measurement steps of 5, 25, and 45 min were used for tribological test conditions, without using lubricant and at room temperature. Samples were polished before the wear tests, until obtaining a surface with a mirror-like finish, using different types of sandpaper to P4000 grit, consequently with a 0.5 and 0.3 µm colloidal silica suspension for final polishing. Before each test, each sample was cleaned with alcohol and the average values of surface roughness (Ra) were measured for the different samples of each alloy, a CARL ZEISS roughness meter model SURFCOM 1500SD2 (Tokyo, Seimitsu, Japan) was used. After the test, morphology and cross-section area of the wear tracks were analyzed through scanning electron microscopy to quantify and evaluate the wear volumes and wear mechanisms. The volume loss of the samples was defined through the specific wear rate SWR (mm3/Nm), the SWR results were obtained using the equation presented in [44]:
thus, Vl is the volume loss of the sample disc, F is the applied load and SD is the sliding distance. For this experiment, ball wear was not considered.
3. Results and Discussion
3.1. Microstructure Analysis by Scanning Electron Microscopy
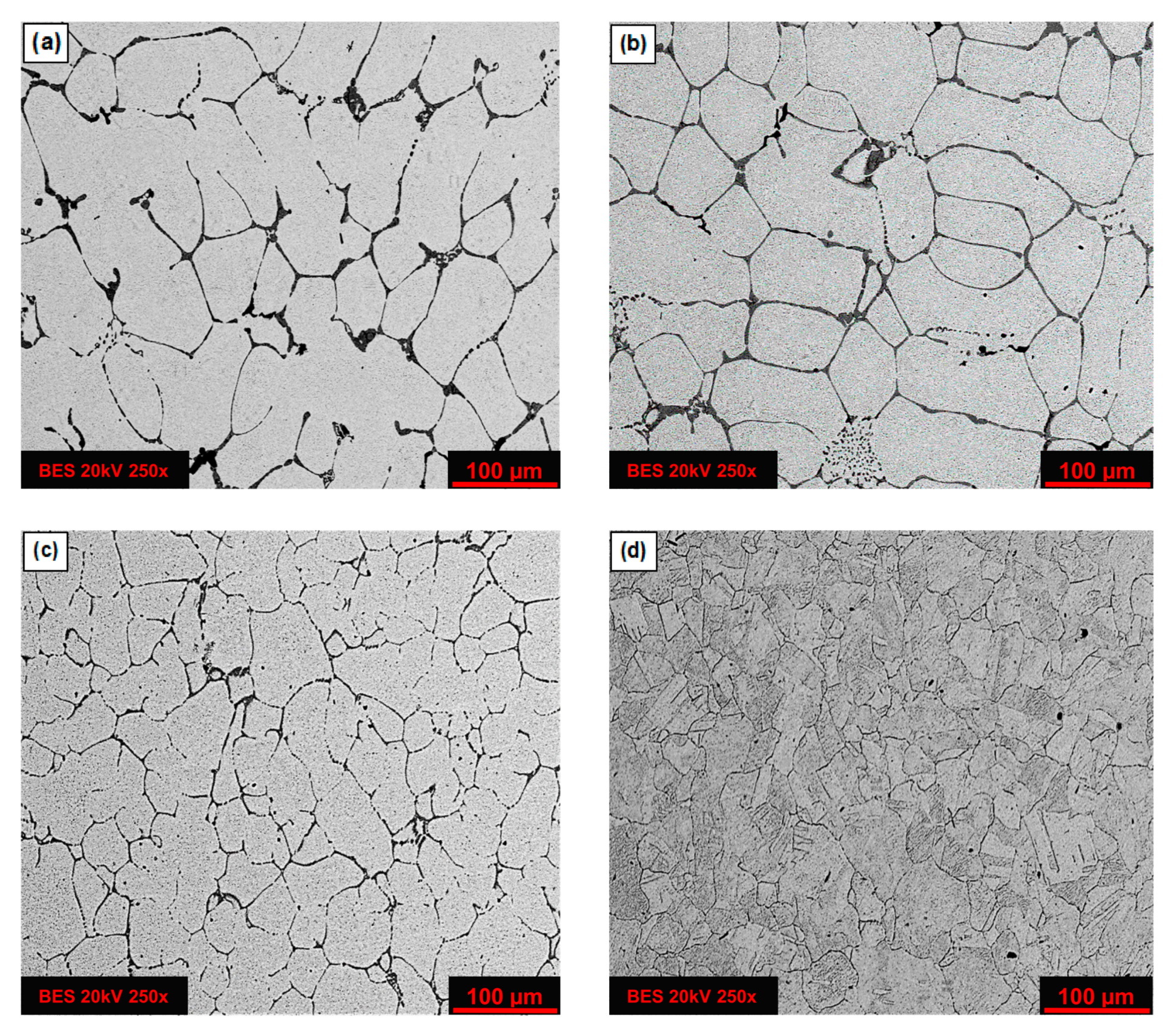
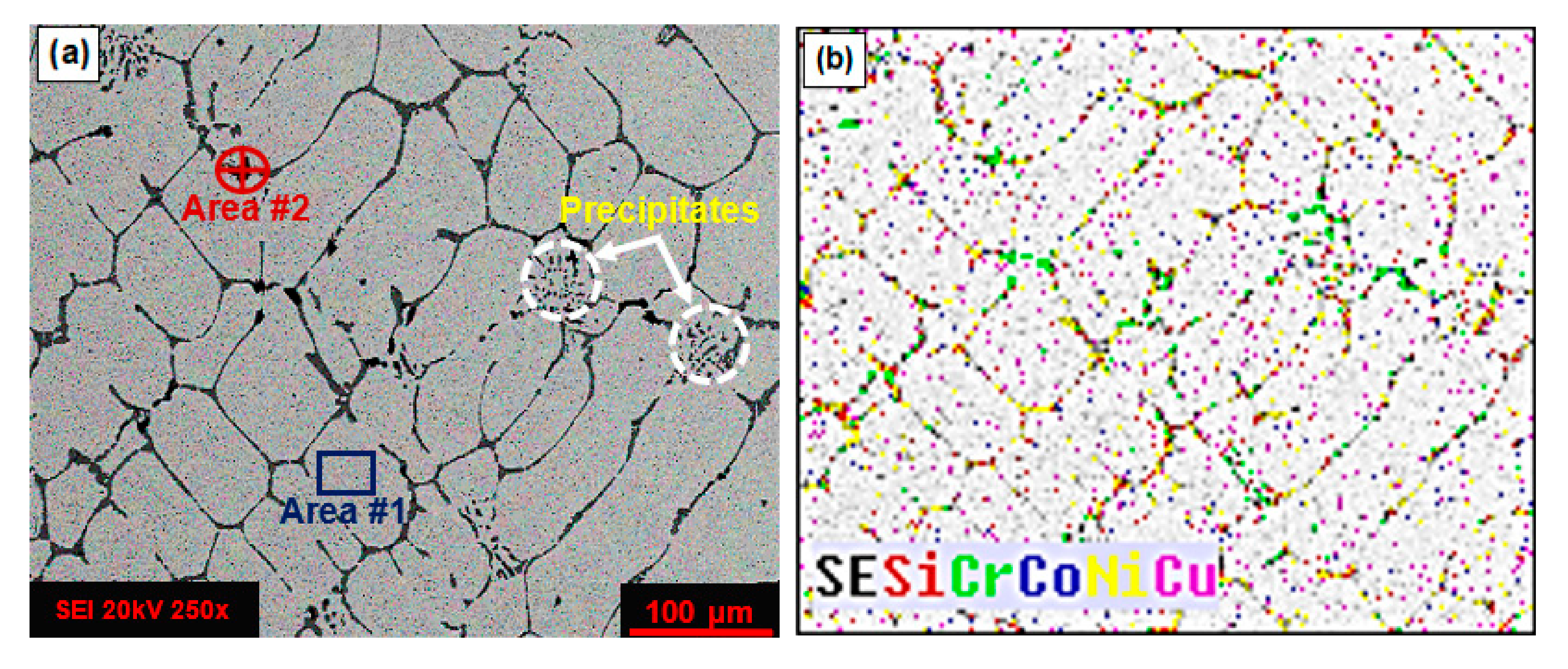
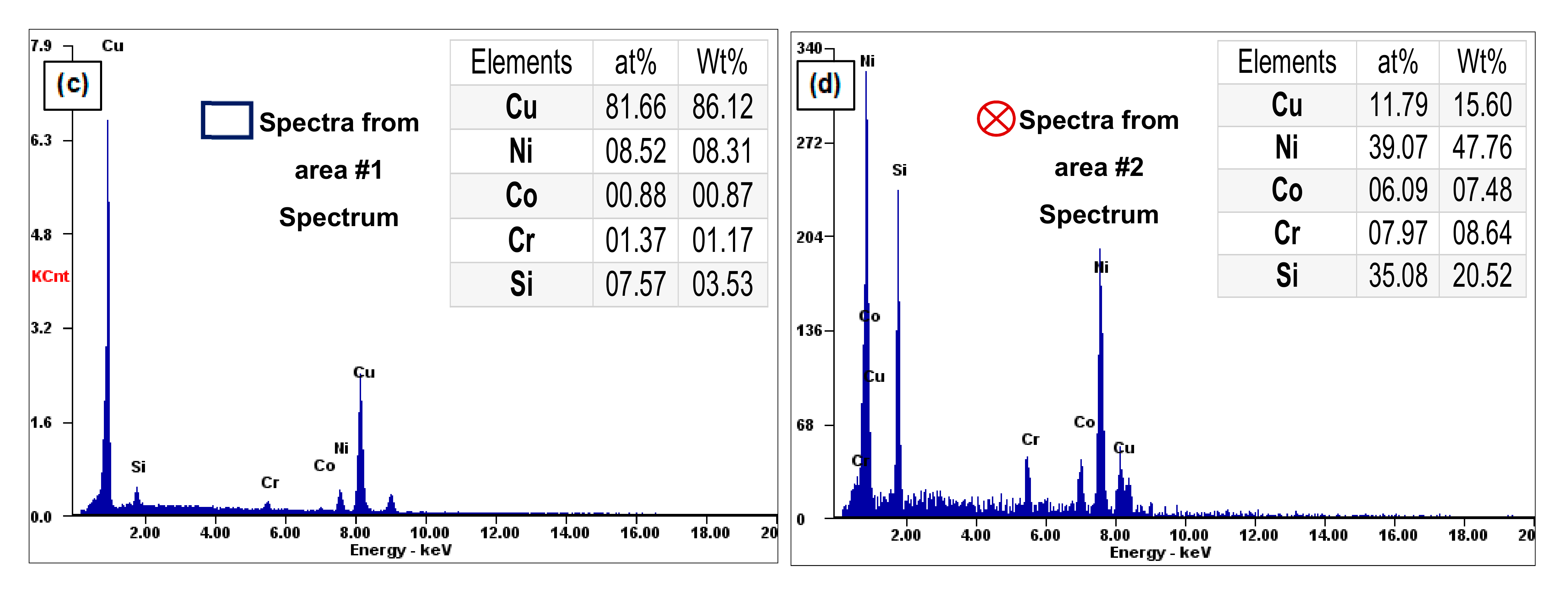
The microstructure analysis on the as-cast condition for the sample C1 from L1, L2, and L3 alloys is shown in Figure 1. The simultaneous precipitation for each alloy is observed, which gives dendrites of αCu primary phase and eutectic interdendritic phases. Zr and HT1 heat treatment promotes a finer microstructure, see Figure 1c and the commercial alloy C17510 in Figure 1d. A rich concentration of Ni, Co, and Si after the first aging heat treatment was observed, see Figure 2. On the other hand, some precipitates were found as CrSi2, Cr3Si, and Ni5Si for L1 and L2, Zr3Cu4Si2 for L3 in the grain boundary as it was reported in [10], all elements were detected, as was confirmed in Figure 3c,d by the EDS analysis of the different zones (red and green boxes) elements such as Co, Ni, Cr, and Si are segregated in the interdendritic regions.
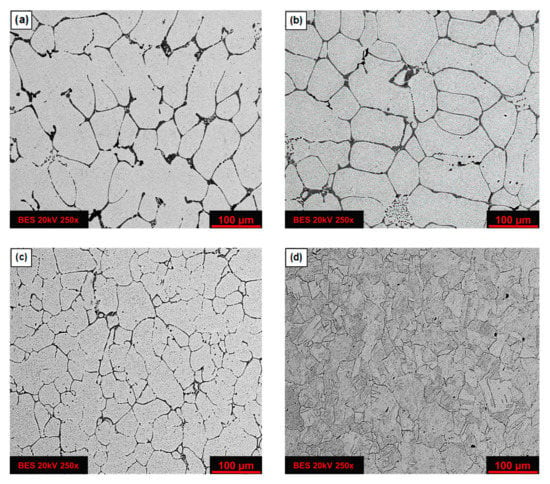
Figure 1.
SEM images at 250× in As-Cast condition for: (a) Samples L1C1, (b) L2C1, (c) L3C1, and (d) C17510 commercial alloy.
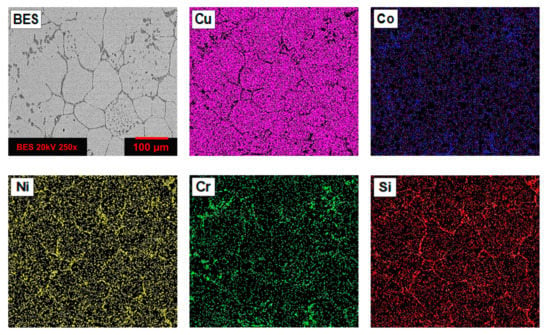
Figure 2.
Microstructure characterization of L1C3: Elemental SEM-EDS maps of Cu, Co, Ni, Cr, and Si.
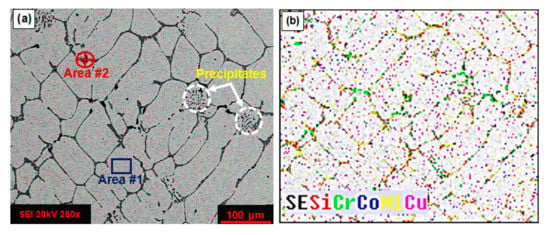
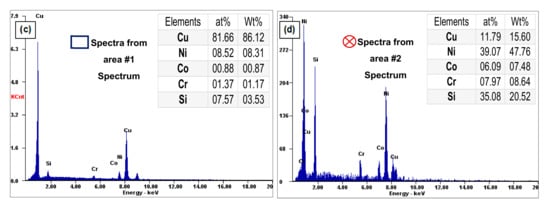
Figure 3.
The microstructure characterization of L2C3: (a) SEM microstructure, (b) Elemental mapping, (c) EDS chemical compositions in the Cu matrix, and (d) EDS chemical compositions in grain boundary, respectively.
3.2. Hardness Analysis
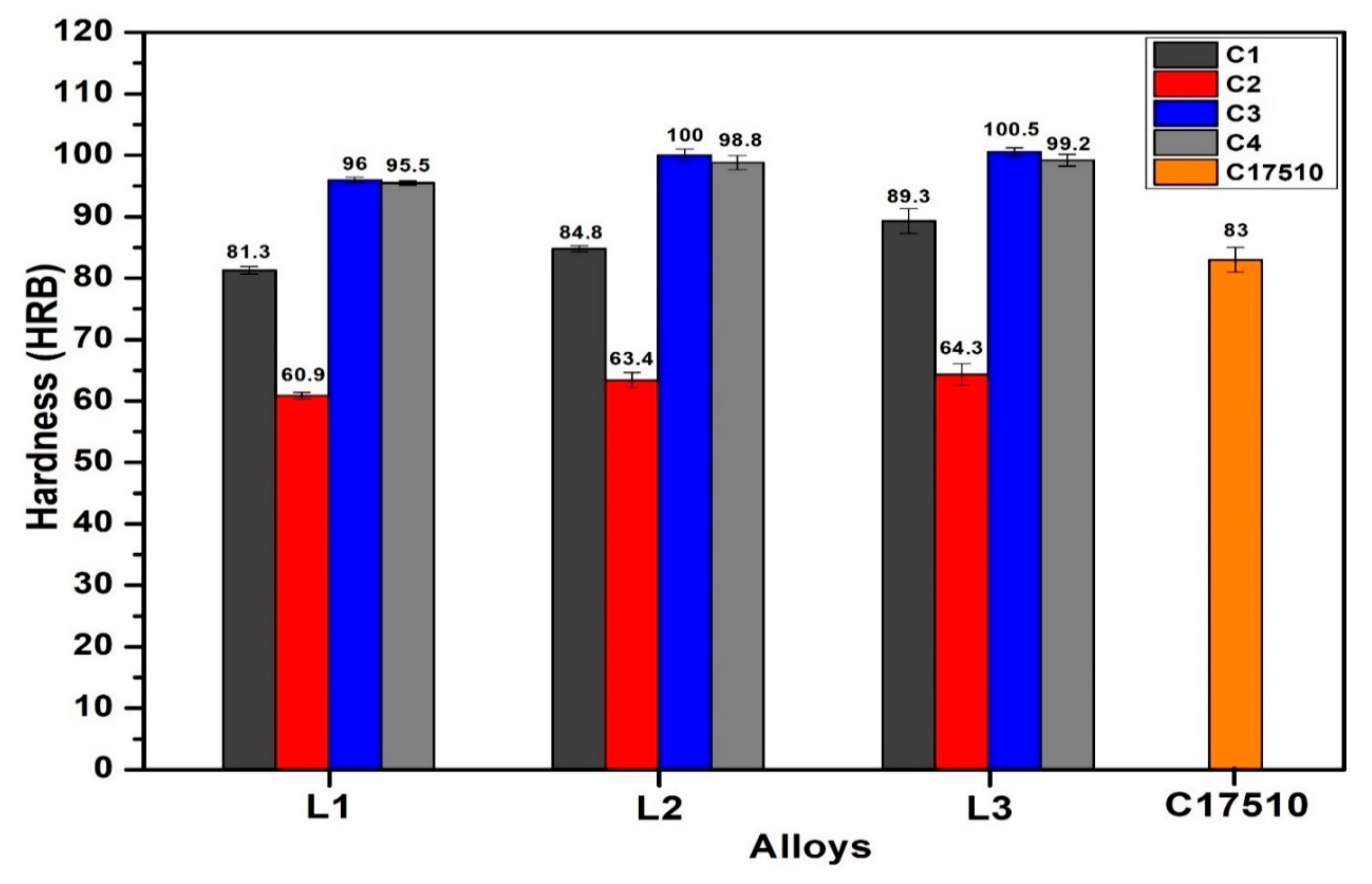
Hardness test values, HRB, are presented, see Figure 4, for the different experimental conditions L1, L2, and L3 alloys, wherein each case, Ni/Co and Zr addition increases HRB values. A decrease is observed because of the solution of the elements (ST), as these elements move into the Cu matrix; a decrease of the values in all cases L1C2, L2C2, and L3C2, see Figure 4. L1C3, L2C3, and L3C3 present the highest values, and this is explained by the Ni percentage increment and some precipitate phases in the interdendritic zones. Co increment seems not to affect HRB. It is concluded that in this case the second aging heat treatment slightly decreased the hardness values in the three alloys. C17510 alloy had a value of 83 ± 2 HRB.
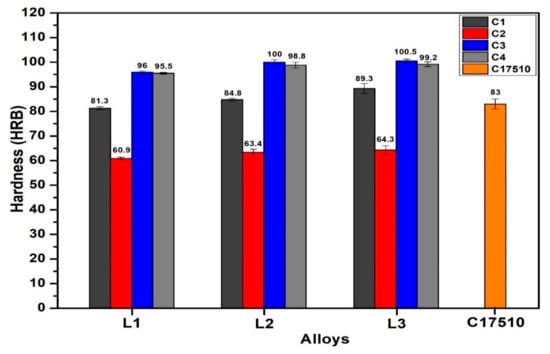
Figure 4.
Rockwell B macrohardness values for samples C1, C2, C3, and C4 for each alloy before and after each heat treatment, and the sample for C17510 commercial alloy.
3.3. Friction and Wear Behavior
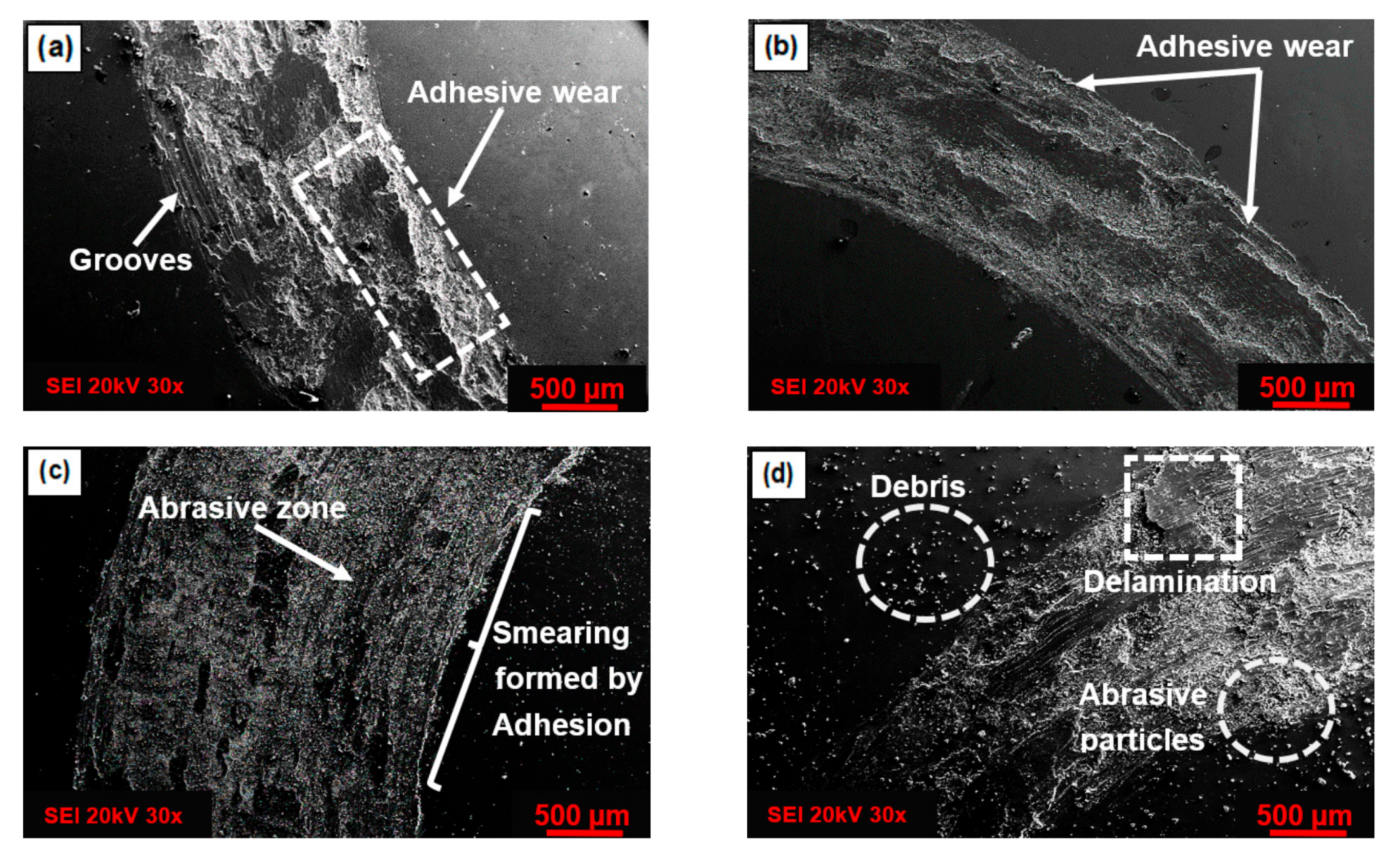
The SEM images of the analysis of worn surfaces of the specimens for the samples in as-cast condition for each alloy and the C17510 alloy are shown in Figure 5, and the study was carried out in a pin-on-disk tribometer. Wear mechanism is similar in each alloy, but as L3C1 alloy presented the highest HRB value, a higher wear rate is observed, mainly caused by abrasive particles. Additionally, the average values of surface roughness (Ra) for the different samples of each alloy are presented in Table 3.
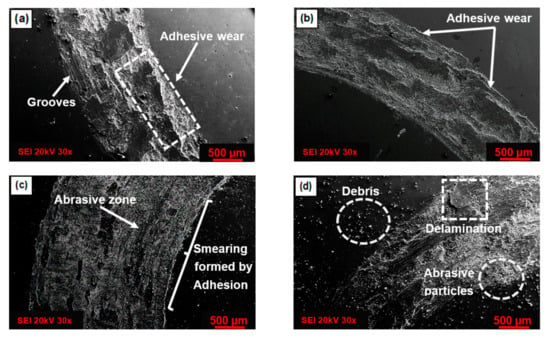
Figure 5.
SEM images of worn surfaces at 30×: (a) L1C1, (b) L2C1, (c) L3C1, and (d) C17510 commercial alloy.
Table 3.
The average values of surface roughness for each alloy.
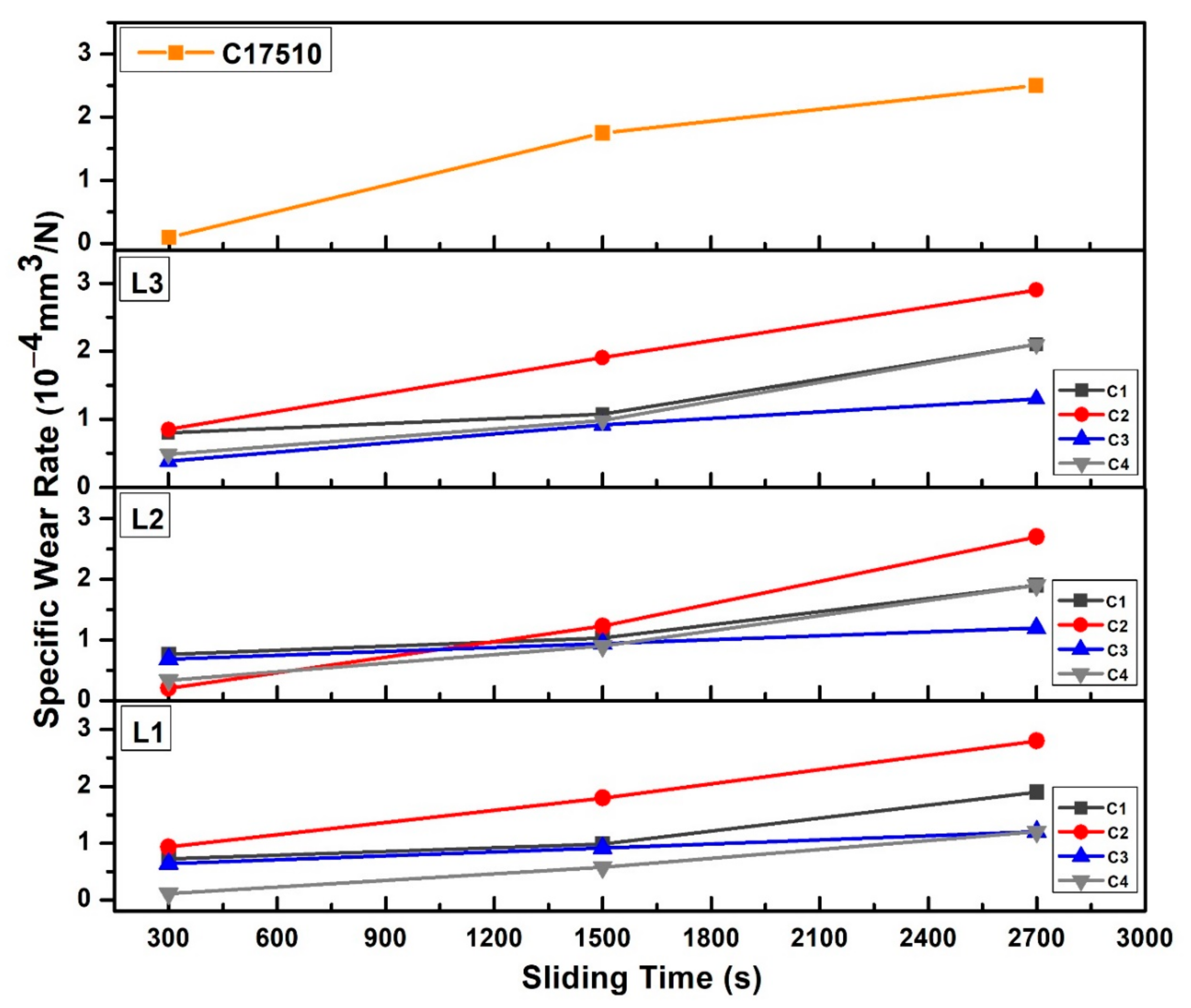
Figure 6 shows the results of wear tests of different samples before and after heat treatments for each alloy, respectively. Heat treatments improved wear resistance, so this increased as volume loss decreased. C3 condition at 45 min of test presented the best wear properties for L1 and L2 (1.2 × 10−4 mm3/Nm) and L3 (1.3 × 10−4 mm3/Nm). This behavior is related to an increase in Ni content and the hardness for L1 and L2 alloys. In the case of L3, this is explained in terms of a grain refinement due to Zr additions. Then Ni, Co, and Zr combinations are dispersed in the copper matrix and the grain boundaries for optimizing these properties. These alloys under C1 and C3 conditions could be suitable to use as a copper plunger tip in the high-pressure die casting process.
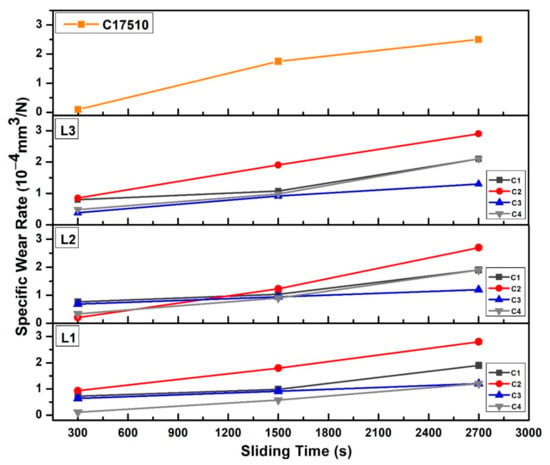
Figure 6.
Wear test of the different samples of the alloy L1, L2, and L3 before and after heat treatments, and the sample of C17510 commercial alloy.
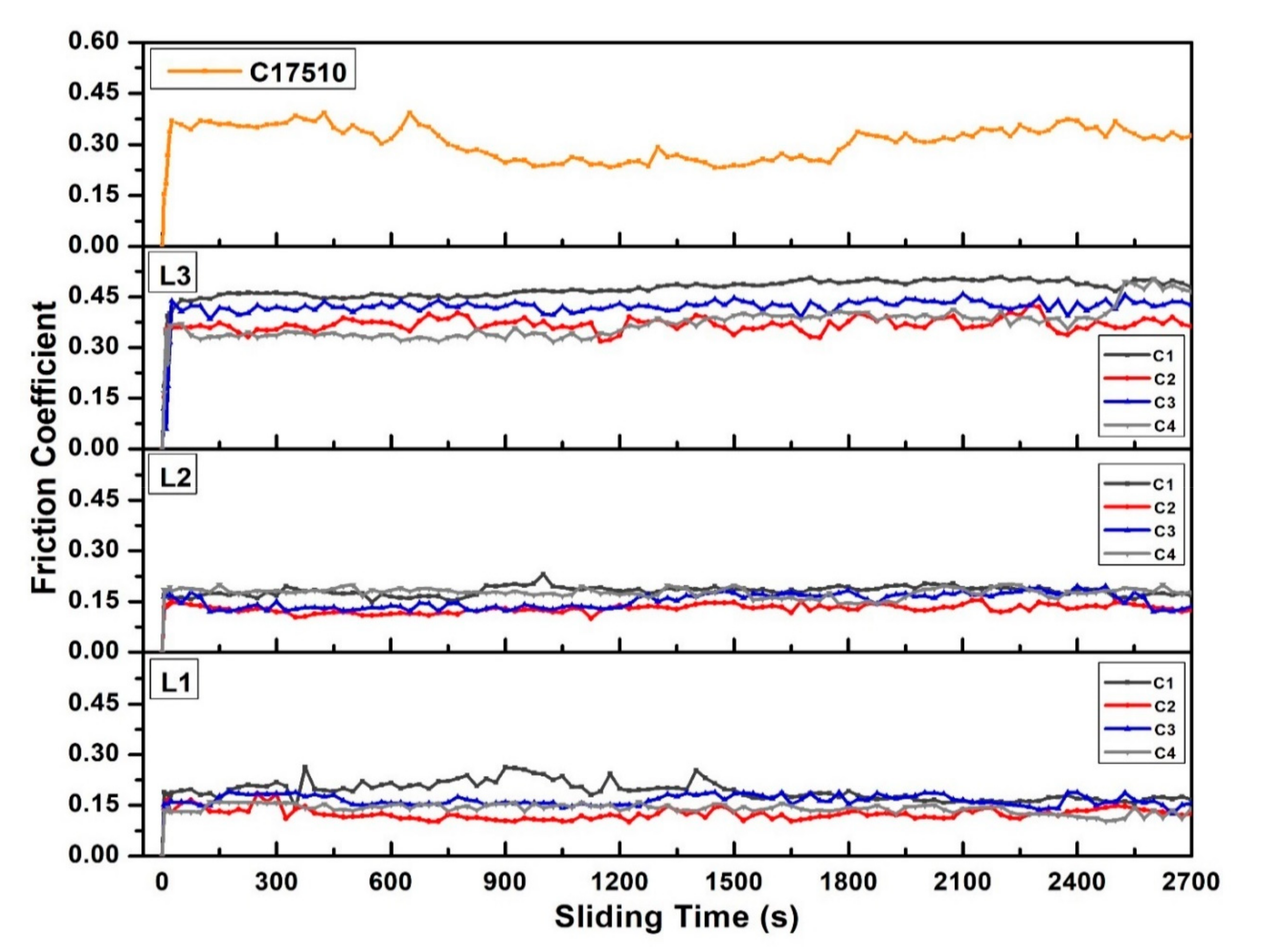
For the friction coefficient results, the values obtained under non-lubricated conditions, for a total test time of 45 min and a point load of 30 N, are presented in Figure 7. The samples in condition C1 for the alloy L1 and L2 experienced the highest friction coefficient values, in a range of 0.15–0.26, and for the L3 alloy, the result was 0.18–0.49, respectively. On the other hand, the minimum values of 0.1–0.16 were for the samples in condition C2 for alloy L1 and L2; in particular, this decrease is attributed to a low hardness, caused by the ST heat treatment, which softens and homogenizes the microstructure, which favors the origin of less abrasive particles. Likewise, samples C3 and C4, for alloy L1 and L2, obtained a stable friction coefficient, with values of 0.15–0.20, and alloy L3 with 0.3–0.4, respectively. In this sense, stability is attributed to the homogeneous distribution of particles throughout the microstructure and to the maximum formation of precipitates, which are caused by HT1 and HT2 heat treatments, which confers greater hardness and wear resistance. Finally, the reference alloy C17510 showed values that are close to 0.15–0.38, which are above the samples in condition C1, C2, C3 and C4 of alloy L1 and L2.
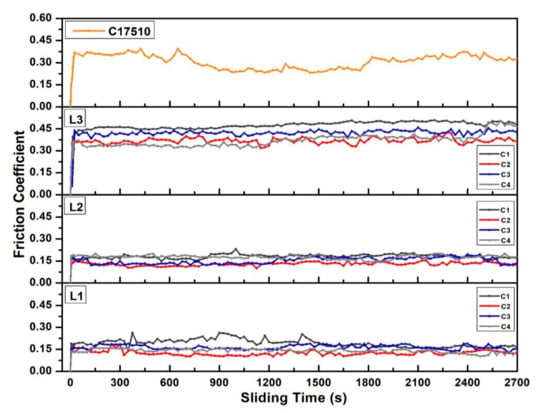
Figure 7.
Variation of the coefficient of friction for each alloy before and after heat treatments, and for the sample of C17510 commercial alloy.
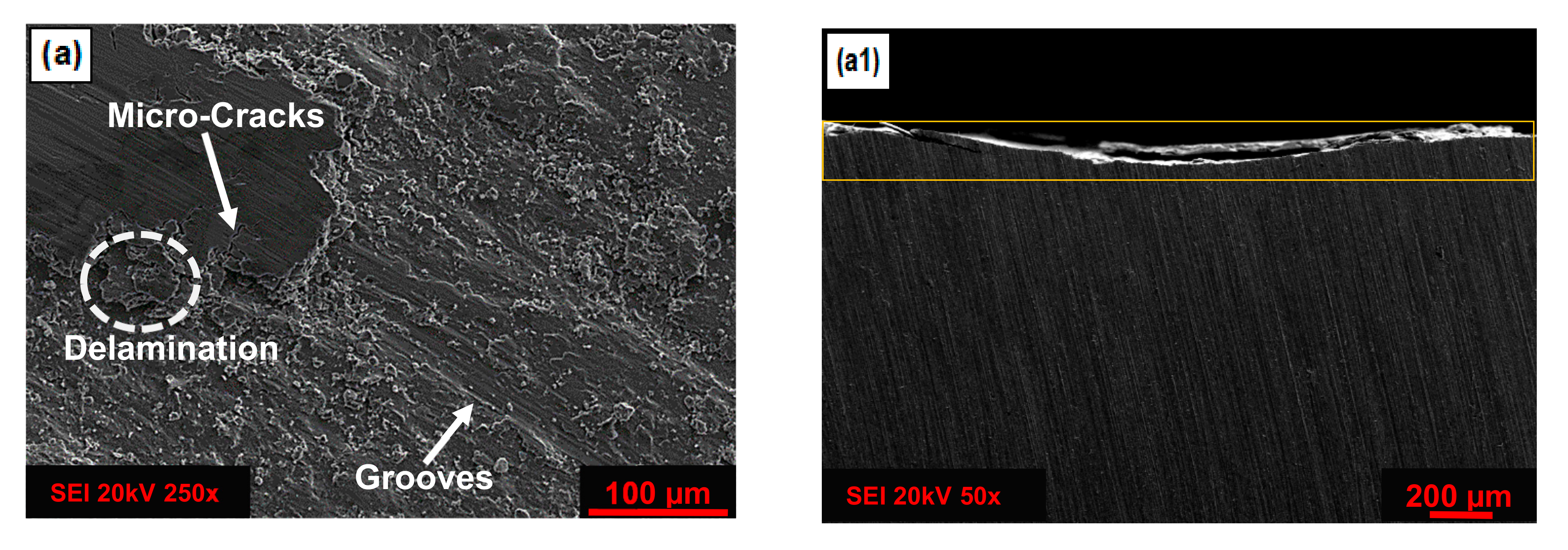
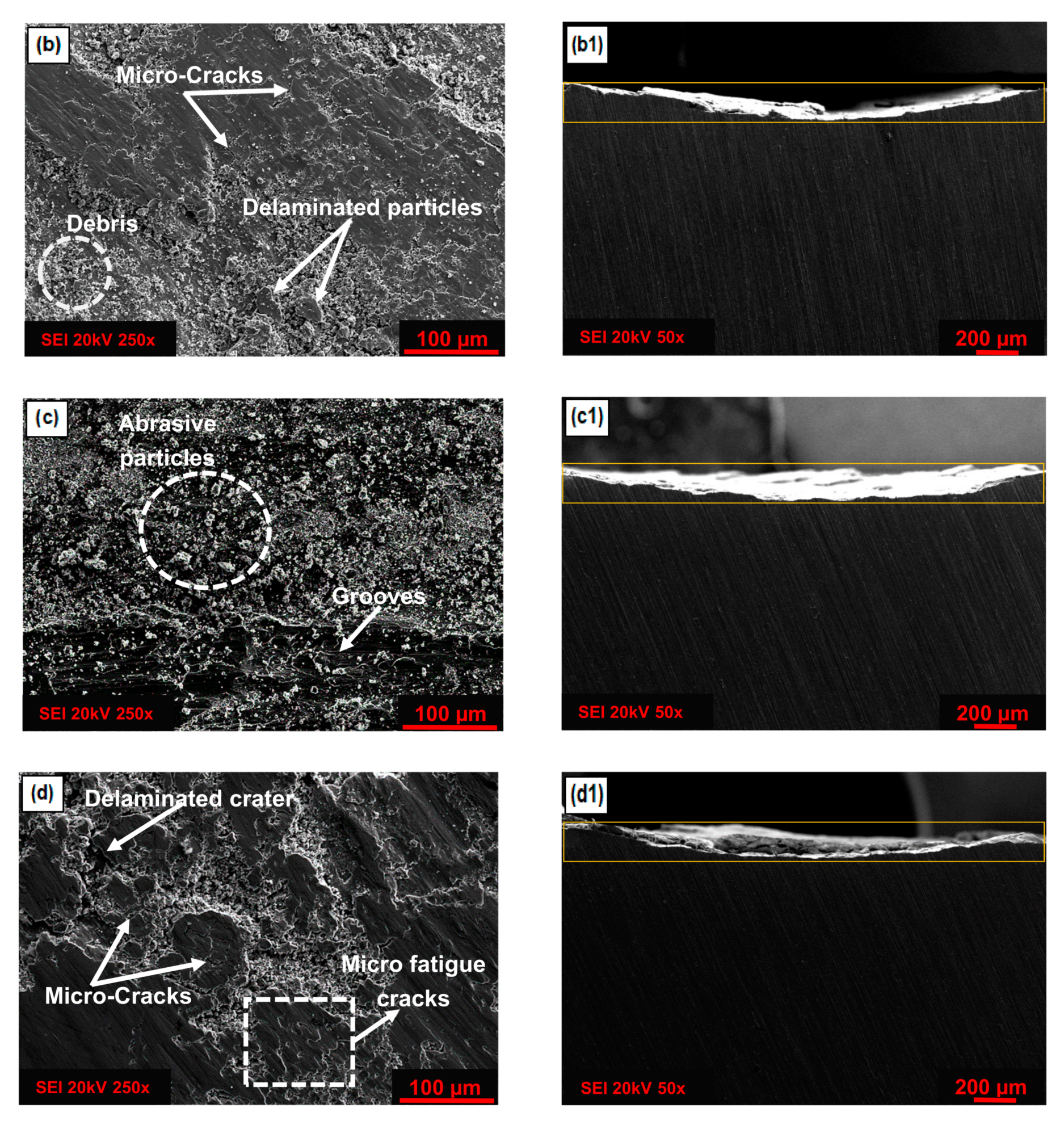
Again, in Figure 8, we can see SEM micrographs of the wear mark (a, b, c, d) and cross-section area (a1, b1, c1, d1) of worn surfaces from the specimens in as-cast condition for each alloy L1C1, L2C1, L3C1, and the commercial alloy C17510, respectively. Typical abrasive grooves, micro-cracks, and delamination mechanisms caused by micro fatigue cracks and plastic deformation were observed, having, as a result, cracking formation, delamination craters and surface defragmentation. Therefore, these mechanisms were similar in all conditions; nevertheless, L1 and L2 alloys presented less abrasive and plastic deformation, see Figure 5 and Figure 8. This supports that through variations of wt% Ni and Co, the matrix is reinforced.
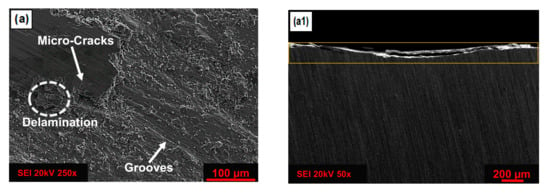
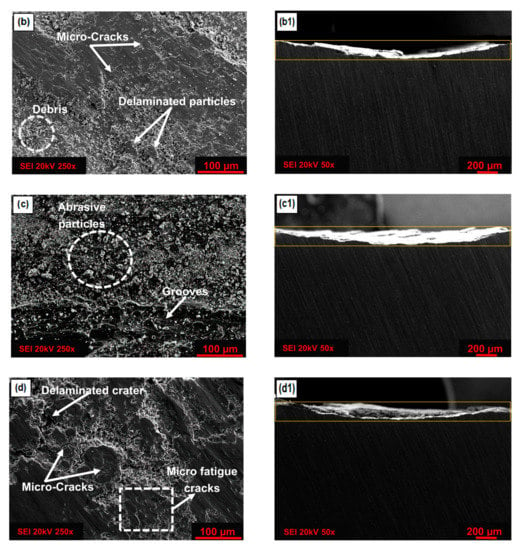
Figure 8.
SEM micrographs of the wear mark (a), (b), (c), (d) and cross-section area (a1), (b1), (c1), (d1) of worn surfaces of the samples after wear test: (a), (a1) L1C1, (b), (b1) L2C1, (c), (c1) L3C1, and (d), (d1) C17510 commercial alloy, respectively.
4. Conclusions
This study examined the effect of alloying elements and heat treatments in copper alloys by measuring hardness and wear rate resistance, and the following conclusions are derived:
Cu-8.5Ni-1.5Co-1.6Cr-2Si (L2) and Cu-9Ni-1Co-1.6Cr-2Si-0.12Fe-0.2Zr (L3) alloys obtained excellent combination of properties. The most outstanding hardness was 100 ± 1 in L2C3 and 100.55 ± 0.7 HRB in L3C3, which was produced through variation wt% Ni, Co, and Zr additions for the first aging heat treatment and was higher than the C17510 commercial alloy with 83 ± 2 HRB.
Further, 8 wt% of Ni and 2 wt% of Co increases wear resistance significantly, for a test time of 45 min, and the L1C3 and L2C3 conditions obtained a specific wear rate for both alloys of 1.2 × 10−4 mm3/N, whereas in the alloy with Zr, this combination of elements deteriorates the wear resistance, presenting a specific wear rate of 1.3 × 10−4 mm3/Nm in L3C3 condition, while for the C17510 alloy, we obtained 2.5 × 10−4 mm3/Nm, respectively. In addition, the decrease in the friction coefficient in the samples in C2 condition with ST heat treatment does not favor the increase in wear resistance.
The controlled addition of Ni and Co promotes the growth of new precipitated phases by diffusing atoms in the Cu matrix. In this sense, a refinement of the grain was observed with the addition of Zr, and that the thermal treatments ST and HT1 promote the strengthening of the properties through the evolution and distribution of precipitated phases in regions where the dendritic arms join after performing aging heat treatments, thus improving the hardness and wear resistance by dispersion of precipitates.
The second aging heat treatment does not generate significant changes after the first aging heat treatment, so it is considered not necessary for strengthening the microstructure on the Cu-xNi-yCo-Cr-Si alloys.
5. Patents
Register: MX20170010455 and MX/a/2018/015771.
Author Contributions
Conceptualization, D.A.A.-S. and A.J.-H.; methodology, D.A.A.-S. and A.J.-H.; software, J.C.-M.; validation, D.A.A.-S., A.J.-H., J.L.C.-M. and J.C.-M.; formal analysis, D.A.A.-S., A.J.-H. and J.C.-M.; investigation, D.A.A.-S.; resources, A.J.-H.; data curation, D.A.A.-S.; writing—original draft preparation, D.A.A.-S.; writing—review and editing, D.A.A.-S.; A.J.-H., J.C.-M. and J.L.C.-M.; supervision, A.J.-H.; project administration, D.A.A.-S. and A.J.-H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by CONACYT-México and Altea Casting S.A de C.V.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This work is supported by Universidad Autónoma de Nuevo León, CONACYT and Altea Casting S.A de C.V. The author, Denis Ariel Avila Salgado is grateful to CONACYT, México for the doctoral scholarship.
Conflicts of Interest
The authors declare that they have no conflict of interest.
References
- Sun, L.X.; Tao, N.R.; Lu, K. A high strength and high electrical conductivity bulk CuCrZr alloy with nanotwins. Scr. Mater. 2015, 99, 73–76. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Y.; Tian, B.; An, J.; Volinsky, A.A.; Sun, H.; Liu, Y.; Song, K. Effects of Ce addition on the Cu-Mg-Fe alloy hot deformation behavior. Vacuum 2018, 155, 594–603. [Google Scholar] [CrossRef]
- Wang, H.; Chen, H.G.; Gu, J.W.; Hsu, C.E.; Wu, C.Y. Improvement in strength and thermal conductivity of powder metallurgy produced Cu-Ni-Si-Cr alloy by adjusting Ni/Si weight ratio and hot forging. J. Alloys Compd. 2015, 633, 59–64. [Google Scholar] [CrossRef]
- Wongsa-Ngam, J.; Langdon, T.G. Microstructural evolution and grain refinement in a Cu-Zr alloy processed by high-pressure torsion. Mater. Sci. Forum. 2014, 783, 2635–2640. [Google Scholar] [CrossRef]
- Ji, G.; Yang, G.; Li, L.; Li, Q. Modeling constitutive relationship of Cu-0.4 Mg alloy during hot deformation. J. Mater. Eng. Perform. 2014, 23, 1770–1779. [Google Scholar] [CrossRef]
- Shukla, A.K.; Narayana Murty, S.V.; Sharma, S.C.; Mondal, K. Constitutive modeling of hot deformation behavior of vacuum hot pressed Cu-8Cr-4Nb alloy. Mater. Des. 2015, 75, 57–64. [Google Scholar] [CrossRef]
- Li, J.; Huang, G.; Mi, X.; Peng, L.J.; Xie, H.F.; Kang, Y. Effect of Co addition on microstructure and properties of Cu-Ni-Si alloy. Adv. Mater. Process. 2018, 1, 353–360. [Google Scholar]
- Ozawa, A.; Watanabe, C.; Monzen, R. Influence of Co on Strength of Cu-Ni-Co-Si Alloy. Mater. Sci. Forum. 2014, 783, 221–227. [Google Scholar] [CrossRef]
- Wang, H.; Chen, H.; Gu, J.; Hsu, C.; WU, C. Effects of heat treatment processes on the microstructures and properties of powder metallurgy produced Cu–Ni–Si–Cr alloy. Mater. Sci. Eng. A. 2014, 619, 221–227. [Google Scholar] [CrossRef]
- Avila-Salgado, D.A.; Juárez-Hernández, A.; Medina-Ortíz, F.; Banda, M.L.; Hernández-Rodríguez, M.A.L. Influence of B and Nb additions and heat treatments on the mechanical properties of Cu-Ni-Co-Cr-Si alloy for high pressure die casting applications. Metals 2020, 10, 602. [Google Scholar] [CrossRef]
- Merino, S.; Criado, A.J.; Castro, L.; Fosca, C. Influencia de distintos recubrimientos en alguna propiedades de aleaciones Cu-Be. Efecto de los tratamientos térmicos. Gandía 2002, 125–132. [Google Scholar]
- Lei, Q.; Li, S.; Zhu, J.; Xiao, Z.; Zhang, F.; Li, Z. Microstructural evolution, phase transition, and physics properties of a high strength Cu–Ni–Si–Al alloy. Mater. Charact. 2018, 147, 315–323. [Google Scholar] [CrossRef]
- Lei, Q.; Li, Z.; Xiao, T.; Pang, Y.; Xiang, Z.Q.; Qiu, W.T.; Xiao, Z. A new ultrahigh strength Cu-Ni-Si alloy. Intermetallics. 2013, 42, 77–84. [Google Scholar] [CrossRef]
- Gao, M.; Chen, Z.; Kang, H.; Li, R.; Wnag, W.; Zou, C.; Wang, T. Effects of Nb addition on the microstructures and mechanical properties of a precipitation hardening Cu-9Ni-6Sn alloy. Mater. Sci. Eng. A 2018, 715, 340–347. [Google Scholar] [CrossRef]
- Lee, E.; Han, S.; Euh, K.; Lim, S.; Kim, S. Effect of Ti Addition on Tensile Properties of Cu-Ni-Si Alloys. Met. Mater. Int. 2011, 17, 569–576. [Google Scholar] [CrossRef]
- Nnakwo, K.C.; Mbah, C.N.; Nnuka, E.E. Influence of trace additions of titanium on grain characteristics, conductivity and mechanical properties of copper-silicon-titanium alloys. Heliyon 2019, 5, 1–8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tian, K.; Tian, B.; Zhang, Y.; Liu, Y.; Volinsky, A.A. Aging Strengthening Mechanism of the Cu-1.0Zr Alloy. Metall. Mater. Trans A 2017, 48, 5628–5634. [Google Scholar] [CrossRef]
- Wang, W.; Guo, E.; Chen, Z.; Kang, H.; Chen, Z.; Zou, C.; Li, R.; Yin, G.; Wan, T. Correlation beween microstuues and mechanical poperties of cryolled CuNiSi alloys with Cr and Zr alloying. Mat. Charact. 2018, 144, 532–546. [Google Scholar] [CrossRef]
- Han, S.Z.; Gu, J.H.; Lee, J.H.; Que, Z.P.; Shin, J.H.; Lim, S.H.; Kim, S.S. Effect of V Addition on Hardness and Electrical Conductivity in Cu-Ni-Si Alloys. Met. Mater. Int. 2013, 19, 637–641. [Google Scholar] [CrossRef]
- Zou, J.; Cheng, J.; Feng, G.; Xie, J.; Yu, F. Effect of V Addition on Microstructure and Properties of Cu-1.6Ni-1.2Co-0.65Si alloys. Metals 2019, 9, 679. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Wang, Q.; Jiang, B.; Li, X.; Zhou, W.; Dong, C.; Wang, H.; Chen, Q. Minor-alloyed Cu-Ni-Si alloys with high hardness and electric conductivity designed by a cluster formula approach. Prog. Nat. Sci. Mater. Int. 2017, 27, 467–473. [Google Scholar] [CrossRef]
- Stobrawa, J.; Rdzawski, Z.; Gluchowski, W.; Malec, W. Microstructure and properties of CuNi2Si1 alloy processed by continuous RCS method,” J. Achiev. Mater. Manuf. Eng. 2009, 37, 466–479. [Google Scholar]
- Rdzawski, Z.; Stobrawa, J. Thermomechanical processing of Cu–Ni–Si–Cr–Mg. Mater. Sci. Technol. 1993, 9, 142–150. [Google Scholar] [CrossRef]
- Xiao, X.; Huang, J.; Chen, J.; Xu, H.; Li, Z.; Zhang, J. Aging Behavior and Precipitation Analysis of Cu-Ni-Co-Si alloy. Crystals 2018, 8, 435. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Liu, P.; Tian, B.; Jia, S.G.; Liu, Y. Aging treatment of Cu-Ni-Si-Ag alloy. Procedia Eng. 2012, 27, 1789–1793. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Kang, H.; Chen, Z.; Chen, Z.; Zou, C.; Li, R.; Yin, G.; Wang, T. Effects of Cr and Zr additions on microstructure and properties of Cu-Ni-Si alloys. Mater. Sci. Eng. A 2016, 673, 378–390. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, Y.; Tian, B.; Jia, Y.; Liu, Y. Co effects on Cu-Ni-Si alloys microstructure and physical properties. J. Alloys Compd. 2019, 797, 1327–1337. [Google Scholar] [CrossRef]
- Li, J.; Huang, G.; Mi, X.; Peng, L.; Xie, H.; Kang, Y. Influence of the Ni/Co Mass Ratio on the Microstructure and Properties of Quaternary Cu-Ni-Co-Si Alloys. Materials 2019, 12, 2855. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, J.; Huang, G.; Mi, X.; Peng, L.; Xie, H.; Kang, Y. Effect of Ni/Si Mass Ratio and Thermomechanical Treatment on the Microstructure and Properties of Cu-Ni-Si Alloys. Materials 2019, 12, 2076. [Google Scholar] [CrossRef] [Green Version]
- Davis, J.R.; Associates, D. Wear-Resistant and Corrosion-Resistant Copper Alloy Coatings. Copper and Copper Alloys. ASM Int. 2001, 1, 150. [Google Scholar]
- Diaz, M.; Mariano, A.; Maffía, E.G. Efecto del Solubilizado en la Estructura de la Aleación CuCrZr. 2017. Available online: http://prointec.ing.unlp.edu.ar/wp-content/uploads/2017/04/2017.04.05-JornadasITE-Efecto-del-solubilizado-en-la-estructura-de-la-aleaci%C3%B3n-CuCrZr.pdf (accessed on 1 September 2021).
- Klement, J.F.; Ingerson, Q.F. Method of Heat-Treating Copper Base Alloy. U.S. Patent No. 3,072,508, 8 January 1963. [Google Scholar]
- Gorson, M.G. Copper Alloy and Process of Producing and Treating the Same. U.S. Patent No. 1,658,186, 7 February 1928. [Google Scholar]
- Edens, W.W.; Ingenson, Q.F. Copper-Nickel-Silicon-Chromium Alloys Having Improved Electrical Conductivity. Amped-Pittsburgh Corporation. U.S. Patent No. 4,191.601, 4 March 1980. [Google Scholar]
- Connétable, D.; Thomas, O. First-principles study of nickel-silicides ordered phases. J. Alloys Compd. 2011, 509, 2639–2644. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Zhu, J.; Lu, Y.; Guo, Y.; Liu, X. Thermodynamic Description of the Cu-Ni-Si System. J. Phase Equilibria Diffus. 2014, 35, 93–104. [Google Scholar] [CrossRef]
- Nunes, R.; Adams, J.H.; Ammons, M.; Avery, H.S.; Barnhurst, R.J. Introduction to Copper and Copper Alloys. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Materials Park, OH, USA, 1992; Volume 2, pp. 760–790. [Google Scholar]
- Dossett, J.L.; Boyer, H.E. Heat Treating of Nonferrous Alloys. Practical Heat Treating, 2nd ed.; Copyring; ASM International: Materials Park, OH, USA, 2006; pp. 231–242. [Google Scholar] [CrossRef]
- Ingerson, Q.F. Copper-Nickel-Silicon-Chromium Alloy. U.S. Patent 5028391, 2 July 1991. [Google Scholar]
- Vander voort, G.F. Metallography Principles and Practice. Macroetchants for Copper and Copper Alloys; ASM International: Materials Park, OH, USA, 2007; Volume 4, pp. 515–516. [Google Scholar]
- ASTM standard E407-07. Standard Practice for Microetching Metals and Alloys; ASTM International: West Conshohocken, PA, USA, 2007; pp. 1–21. [Google Scholar] [CrossRef]
- ASTM E18-15. Standard Test Methods for Rockwell Hardness of Metallic Materials; Copyring; ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–38. [Google Scholar] [CrossRef]
- ASTM G 99-95a. Standard Test Method for Wear Testing with a Pin-On-Disk; Copyright; ASTM International: West Conshohocken, PA, USA, 2000; pp. 1–5. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Pamkumar, P.; Wang, L.; Wang, T.J..; Nelson, K.; Yamaguchi, E.S.; Harrison, J.J.; Harrison, J.J.; Powrie, H.E.G.; Otin, N. Electrostatic monitoring of the effects of carbon black on lubricated steel/steel sliding contacts. Tribol. Interface Eng. Series Elvesier 2005, 48, 109–121. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).