Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network


 ,
, 
 ,
, 
Abstract
1. Introduction
2. Experimental Details
2.1. Work Material and Process Variables
2.2. Experimental Design for FE Simulation
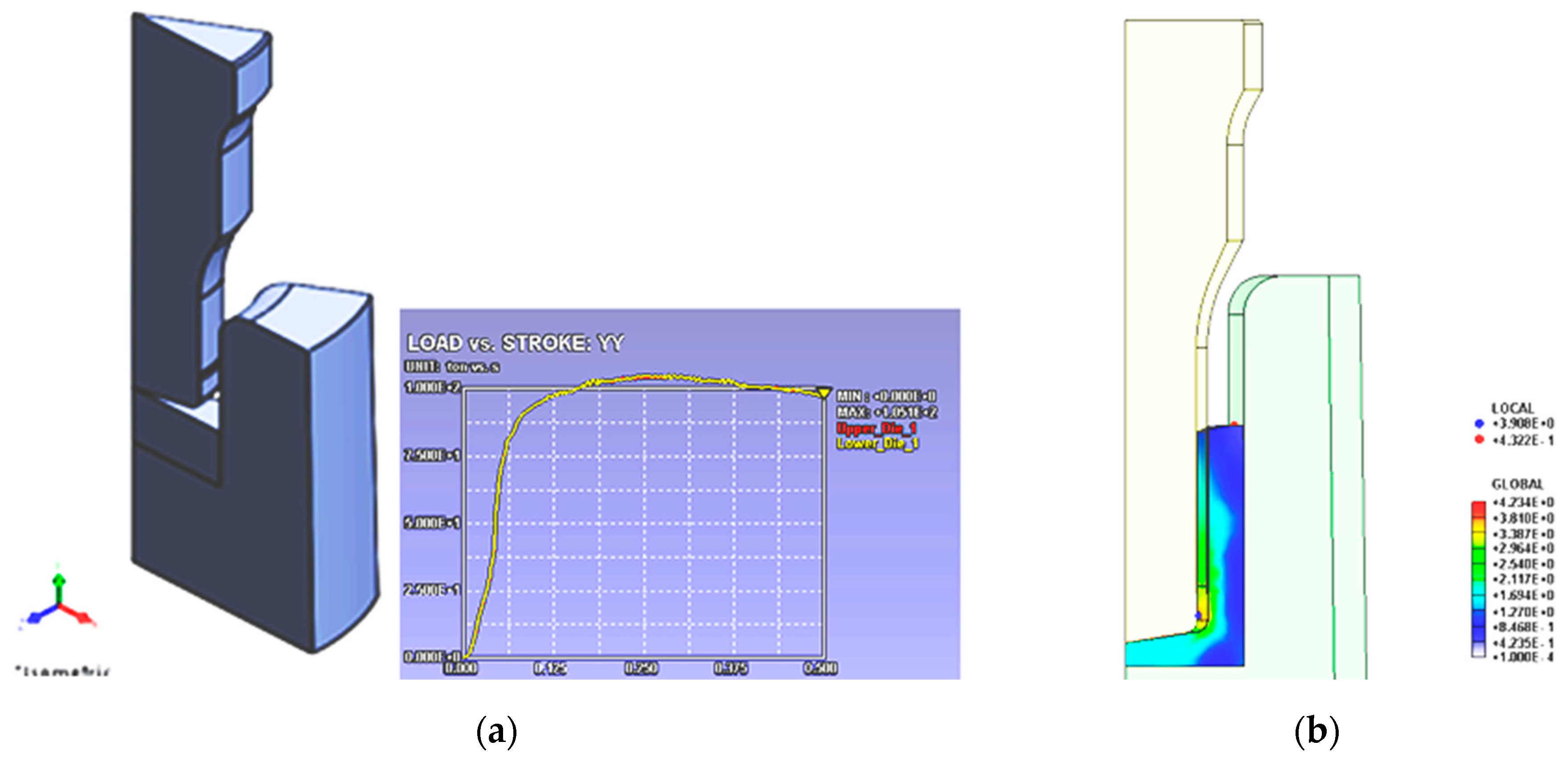
2.3. Finite Element (FE) Simulation Prerequisites
3. ANN Modeling
3.1. ANN Overview
3.2. ANN Training Performance
3.3. Trained ANN Validation Performance
3.4. Regression Plots (Post-Regression Analysis)
4. Results and Discussion
4.1. Analysis of Effective Stress and Strain
4.2. Analysis of Effective Strain Rate
4.3. Analysis of Punch Force
4.4. Analysis of Interaction Effects on Forming Behavior
4.4.1. Interaction Effect of Billet Size and Reduction Ratio
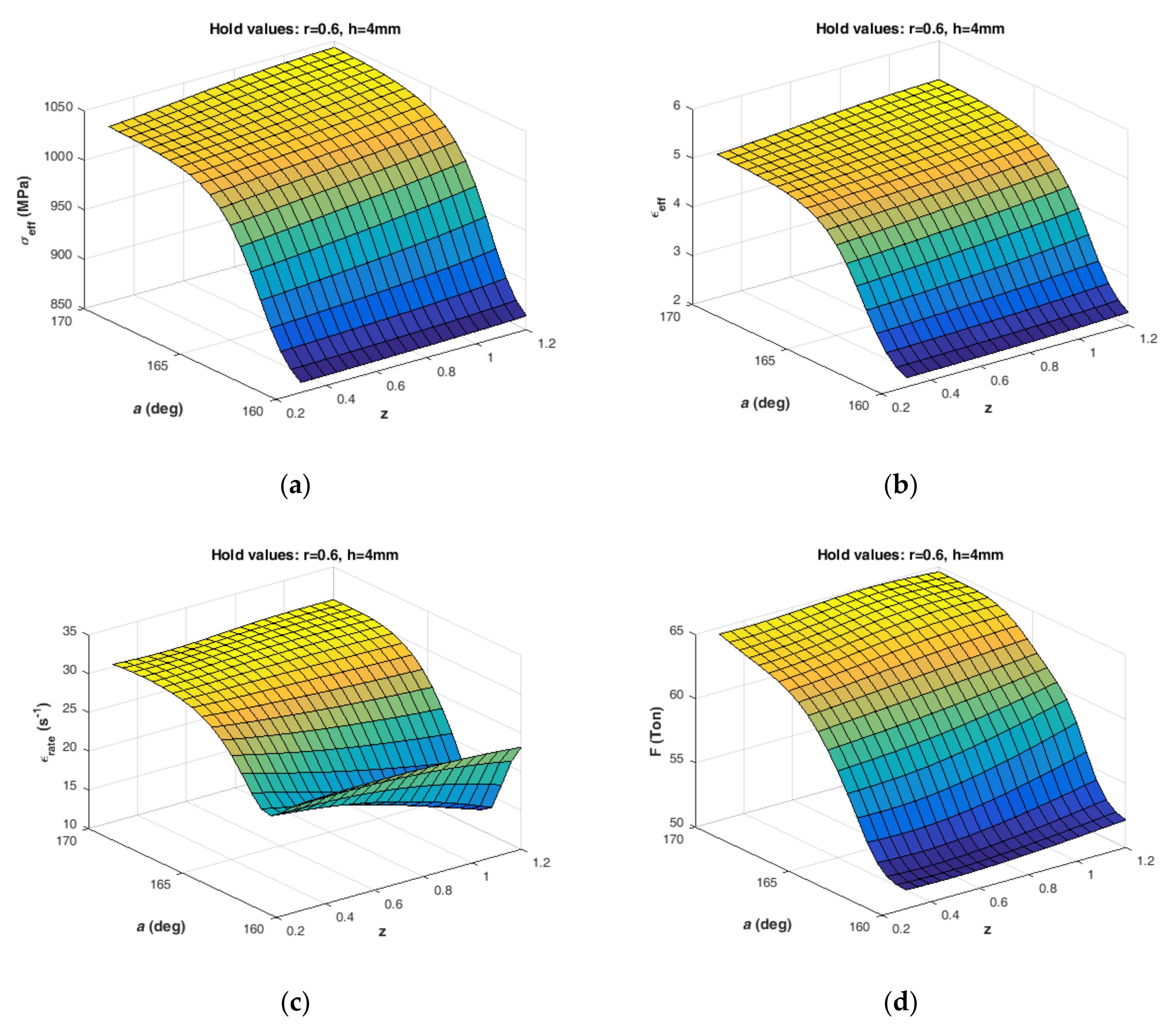
4.4.2. Interaction Effect of Billet Size Ratio and Punch Angle
4.4.3. Interaction Effect of Billet Size Ratio and Land Height
5. Conclusions
- The reduction ratio is the important factor influencing the forming behavior for the billet size ratio in the range 0.3–0.6. This is apparent, because the effective stress and strain increase with the reduction ratio. On the contrary, the reverse trend is observed for the strain rate and punch force. This is due to the fact that as the punch diameter increases for the same billet size, the effective stress as well as strain tend to increase; contrary to this, the strain rate and punch force tend to decrease.
- Beyond a billet size ratio of 0.6, only a marginal effect on the forming behavior is noticed. The probable reason might be that even if an increased billet length expands the billet volume, the deformation area remains constant for any specified reduction ratio.
- The billet length has little cause on the punch force; however, the punch force increases with a decrease in reduction ratio, which is principally due to the increased strain with an increase in reduction ratio.
- The punch angle and land height directly affect the forming behavior. As lower combinations of punch angle and land height influence the material flow, all the identified process parameters, namely, effective stress, strain, strain rate, and punch force, tend to decrease. By and large, the punch angle and land height are the decisive factors, keeping in mind the production quantity and punch life.
- The proposed ANN model based on FE simulations not only assesses the forming behavior with respect to the identified process variables but also assists in understanding the process design of the backward extrusion process of AISI 1010 steel.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Input Variables | Forming Aspects | ||||||
|---|---|---|---|---|---|---|---|---|
| z | r | a (deg) | h mm | σeff. (MPa) | ϵeff. | ϵrate. (s−1) | F (Ton) | |
| 1 | 0.3 | 0.3 | 160 | 2.0 | 881.0 | 2.505 | 47.95 | 104.80 |
| 2 | 0.3 | 0.3 | 160 | 2.6 | 877.8 | 2.456 | 50.84 | 105.10 |
| 3 | 0.3 | 0.3 | 160 | 3.3 | 880.9 | 2.468 | 46.34 | 105.70 |
| 4 | 0.3 | 0.3 | 160 | 4.0 | 888.6 | 2.571 | 49.35 | 107.20 |
| 5 | 0.3 | 0.3 | 163 | 2.0 | 882.8 | 2.525 | 49.48 | 105.70 |
| 6 | 0.3 | 0.3 | 163 | 2.6 | 882.3 | 2.510 | 45.98 | 105.50 |
| 7 | 0.3 | 0.3 | 163 | 3.3 | 887.8 | 2.583 | 52.95 | 105.70 |
| 8 | 0.3 | 0.3 | 163 | 4.0 | 892.9 | 2.654 | 51.35 | 109.30 |
| 9 | 0.3 | 0.3 | 167 | 2.0 | 891.6 | 2.617 | 55.76 | 105.80 |
| 10 | 0.3 | 0.3 | 167 | 2.6 | 892.5 | 2.622 | 47.43 | 105.90 |
| 11 | 0.3 | 0.3 | 167 | 3.3 | 896.0 | 2.686 | 50.24 | 106.40 |
| 12 | 0.3 | 0.3 | 167 | 4.0 | 892.0 | 2.608 | 52.90 | 108.70 |
| 13 | 0.3 | 0.3 | 170 | 2.0 | 913.1 | 2.902 | 65.20 | 105.80 |
| 14 | 0.3 | 0.3 | 170 | 2.6 | 901.3 | 2.773 | 60.46 | 106.20 |
| 15 | 0.3 | 0.3 | 170 | 3.3 | 902.9 | 2.800 | 57.91 | 106.50 |
| 16 | 0.3 | 0.3 | 170 | 4.0 | 899.6 | 2.847 | 75.63 | 107.80 |
| 17 | 0.3 | 0.4 | 160 | 2.0 | 869.0 | 2.319 | 36.28 | 79.26 |
| 18 | 0.3 | 0.4 | 160 | 2.6 | 868.5 | 2.320 | 36.08 | 79.20 |
| 19 | 0.3 | 0.4 | 160 | 3.3 | 863.3 | 2.264 | 31.49 | 79.20 |
| 20 | 0.3 | 0.4 | 160 | 4.0 | 870.4 | 2.375 | 38.13 | 80.69 |
| 21 | 0.3 | 0.4 | 163 | 2.0 | 876.9 | 2.425 | 35.93 | 79.55 |
| 22 | 0.3 | 0.4 | 163 | 2.6 | 873.8 | 2.376 | 33.53 | 80.57 |
| 23 | 0.3 | 0.4 | 163 | 3.3 | 876.3 | 2.409 | 38.33 | 80.93 |
| 24 | 0.3 | 0.4 | 163 | 4.0 | 864.6 | 2.298 | 39.29 | 80.71 |
| 25 | 0.3 | 0.4 | 167 | 2.0 | 869.6 | 2.329 | 30.55 | 79.94 |
| 26 | 0.3 | 0.4 | 167 | 2.6 | 872.6 | 2.370 | 36.08 | 80.31 |
| 27 | 0.3 | 0.4 | 167 | 3.3 | 876.7 | 2.413 | 32.87 | 80.32 |
| 28 | 0.3 | 0.4 | 167 | 4.0 | 878.4 | 2.458 | 36.92 | 80.69 |
| 29 | 0.3 | 0.4 | 170 | 2.0 | 888.8 | 2.567 | 37.40 | 80.99 |
| 30 | 0.3 | 0.4 | 170 | 2.6 | 882.3 | 2.494 | 33.70 | 82.13 |
| 31 | 0.3 | 0.4 | 170 | 3.3 | 882.6 | 2.504 | 38.12 | 81.26 |
| 32 | 0.3 | 0.4 | 170 | 4.0 | 888.7 | 2.570 | 36.38 | 83.16 |
| 33 | 0.3 | 0.5 | 160 | 2.0 | 862.2 | 2.255 | 28.86 | 63.13 |
| 34 | 0.3 | 0.5 | 160 | 2.6 | 864.2 | 2.267 | 30.48 | 63.31 |
| 35 | 0.3 | 0.5 | 160 | 3.3 | 861.5 | 2.255 | 29.67 | 63.42 |
| 36 | 0.3 | 0.5 | 160 | 4.0 | 867.1 | 2.315 | 30.74 | 64.17 |
| 37 | 0.3 | 0.5 | 163 | 2.0 | 862.9 | 2.256 | 30.35 | 64.33 |
| 38 | 0.3 | 0.5 | 163 | 2.6 | 865.3 | 2.278 | 29.07 | 64.36 |
| 39 | 0.3 | 0.5 | 163 | 3.3 | 864.6 | 2.288 | 28.95 | 64.06 |
| 40 | 0.3 | 0.5 | 163 | 4.0 | 876.4 | 2.436 | 30.00 | 64.54 |
| 41 | 0.3 | 0.5 | 167 | 2.0 | 866.7 | 2.301 | 24.54 | 64.79 |
| 42 | 0.3 | 0.5 | 167 | 2.6 | 874.2 | 2.382 | 22.69 | 65.00 |
| 43 | 0.3 | 0.5 | 167 | 3.3 | 867.8 | 2.310 | 28.88 | 65.25 |
| 44 | 0.3 | 0.5 | 167 | 4.0 | 873.4 | 2.384 | 28.38 | 65.85 |
| 45 | 0.3 | 0.5 | 170 | 2.0 | 876.4 | 2.430 | 31.78 | 65.77 |
| 46 | 0.3 | 0.5 | 170 | 2.6 | 873.3 | 2.373 | 24.77 | 65.29 |
| 47 | 0.3 | 0.5 | 170 | 3.3 | 875.6 | 2.400 | 25.35 | 65.78 |
| 48 | 0.3 | 0.5 | 170 | 4.0 | 876.4 | 2.413 | 24.26 | 66.49 |
| 49 | 0.3 | 0.6 | 160 | 2.0 | 858.0 | 2.193 | 23.30 | 51.06 |
| 50 | 0.3 | 0.6 | 160 | 2.6 | 851.8 | 2.125 | 22.45 | 51.30 |
| 51 | 0.3 | 0.6 | 160 | 3.3 | 862.4 | 2.243 | 24.39 | 51.51 |
| 52 | 0.3 | 0.6 | 160 | 4.0 | 852.0 | 2.133 | 22.57 | 51.67 |
| 53 | 0.3 | 0.6 | 163 | 2.0 | 864.6 | 2.270 | 24.25 | 51.90 |
| 54 | 0.3 | 0.6 | 163 | 2.6 | 859.8 | 2.215 | 22.61 | 51.79 |
| 55 | 0.3 | 0.6 | 163 | 3.3 | 859.7 | 2.211 | 23.40 | 51.79 |
| 56 | 0.3 | 0.6 | 163 | 4.0 | 859.7 | 2.215 | 22.46 | 52.04 |
| 57 | 0.3 | 0.6 | 167 | 2.0 | 864.8 | 2.272 | 21.50 | 52.44 |
| 58 | 0.3 | 0.6 | 167 | 2.6 | 867.2 | 2.297 | 24.49 | 52.63 |
| 59 | 0.3 | 0.6 | 167 | 3.3 | 859.7 | 2.244 | 22.19 | 52.53 |
| 60 | 0.3 | 0.6 | 167 | 4.0 | 861.9 | 2.261 | 24.99 | 52.52 |
| 61 | 0.3 | 0.6 | 170 | 2.0 | 864.6 | 2.268 | 22.22 | 52.96 |
| 62 | 0.3 | 0.6 | 170 | 2.6 | 862.0 | 2.253 | 26.07 | 53.15 |
| 63 | 0.3 | 0.6 | 170 | 3.3 | 860.2 | 2.220 | 23.76 | 52.81 |
| 64 | 0.3 | 0.6 | 170 | 4.0 | 871.9 | 2.357 | 23.22 | 53.21 |
| 65 | 0.6 | 0.3 | 160 | 2.0 | 977.0 | 4.028 | 49.62 | 118.90 |
| 66 | 0.6 | 0.3 | 160 | 2.6 | 967.7 | 3.912 | 50.56 | 121.70 |
| 67 | 0.6 | 0.3 | 160 | 3.3 | 973.1 | 3.901 | 57.06 | 120.00 |
| 68 | 0.6 | 0.3 | 160 | 4.0 | 984.8 | 4.088 | 53.33 | 119.80 |
| 69 | 0.6 | 0.3 | 163 | 2.0 | 972.1 | 3.869 | 50.70 | 119.70 |
| 70 | 0.6 | 0.3 | 163 | 2.6 | 965.6 | 3.795 | 50.04 | 123.30 |
| 71 | 0.6 | 0.3 | 163 | 3.3 | 973.7 | 3.899 | 67.55 | 122.20 |
| 72 | 0.6 | 0.3 | 163 | 4.0 | 973.1 | 3.830 | 69.74 | 119.60 |
| 73 | 0.6 | 0.3 | 167 | 2.0 | 969.0 | 3.822 | 51.98 | 119.70 |
| 74 | 0.6 | 0.3 | 167 | 2.6 | 973.2 | 3.845 | 55.18 | 122.10 |
| 75 | 0.6 | 0.3 | 167 | 3.3 | 974.7 | 3.906 | 52.89 | 120.90 |
| 76 | 0.6 | 0.3 | 167 | 4.0 | 964.9 | 3.805 | 66.32 | 124.40 |
| 77 | 0.6 | 0.3 | 170 | 2.0 | 980.9 | 3.980 | 61.98 | 120.60 |
| 78 | 0.6 | 0.3 | 170 | 2.6 | 977.4 | 3.955 | 55.22 | 123.10 |
| 79 | 0.6 | 0.3 | 170 | 3.3 | 978.9 | 4.059 | 70.91 | 119.50 |
| 80 | 0.6 | 0.3 | 170 | 4.0 | 987.9 | 4.121 | 56.30 | 119.90 |
| 81 | 0.6 | 0.4 | 160 | 2.0 | 989.2 | 4.162 | 31.69 | 90.58 |
| 82 | 0.6 | 0.4 | 160 | 2.6 | 975.2 | 3.867 | 33.13 | 91.47 |
| 83 | 0.6 | 0.4 | 160 | 3.3 | 978.3 | 3.923 | 38.70 | 92.08 |
| 84 | 0.6 | 0.4 | 160 | 4.0 | 980.5 | 3.964 | 38.84 | 91.71 |
| 85 | 0.6 | 0.4 | 163 | 2.0 | 973.6 | 3.930 | 39.47 | 92.39 |
| 86 | 0.6 | 0.4 | 163 | 2.6 | 986.1 | 4.065 | 42.55 | 93.75 |
| 87 | 0.6 | 0.4 | 163 | 3.3 | 982.1 | 4.054 | 36.84 | 93.92 |
| 88 | 0.6 | 0.4 | 163 | 4.0 | 972.0 | 3.827 | 39.03 | 92.82 |
| 89 | 0.6 | 0.4 | 167 | 2.0 | 983.4 | 4.026 | 36.88 | 92.89 |
| 90 | 0.6 | 0.4 | 167 | 2.6 | 985.0 | 4.105 | 27.66 | 90.89 |
| 91 | 0.6 | 0.4 | 167 | 3.3 | 990.8 | 4.280 | 33.70 | 92.28 |
| 92 | 0.6 | 0.4 | 167 | 4.0 | 980.5 | 4.014 | 33.46 | 92.85 |
| 93 | 0.6 | 0.4 | 170 | 2.0 | 987.1 | 4.149 | 35.55 | 94.58 |
| 94 | 0.6 | 0.4 | 170 | 2.6 | 984.5 | 4.116 | 46.42 | 93.19 |
| 95 | 0.6 | 0.4 | 170 | 3.3 | 993.8 | 4.206 | 40.23 | 93.45 |
| 96 | 0.6 | 0.4 | 170 | 4.0 | 998.0 | 4.344 | 32.69 | 99.80 |
| 97 | 0.6 | 0.5 | 160 | 2.0 | 981.9 | 4.023 | 26.57 | 72.34 |
| 98 | 0.6 | 0.5 | 160 | 2.6 | 991.2 | 4.179 | 29.55 | 73.97 |
| 99 | 0.6 | 0.5 | 160 | 3.3 | 977.4 | 3.943 | 38.58 | 72.72 |
| 100 | 0.6 | 0.5 | 160 | 4.0 | 981.6 | 4.015 | 35.55 | 72.40 |
| 101 | 0.6 | 0.5 | 163 | 2.0 | 999.5 | 4.307 | 26.36 | 72.95 |
| 102 | 0.6 | 0.5 | 163 | 2.6 | 983.8 | 4.029 | 25.79 | 73.63 |
| 103 | 0.6 | 0.5 | 163 | 3.3 | 982.0 | 4.042 | 26.88 | 73.08 |
| 104 | 0.6 | 0.5 | 163 | 4.0 | 984.2 | 4.024 | 28.50 | 73.34 |
| 105 | 0.6 | 0.5 | 167 | 2.0 | 981.9 | 4.007 | 25.48 | 73.75 |
| 106 | 0.6 | 0.5 | 167 | 2.6 | 992.7 | 4.190 | 25.71 | 73.70 |
| 107 | 0.6 | 0.5 | 167 | 3.3 | 989.7 | 4.135 | 34.32 | 74.21 |
| 108 | 0.6 | 0.5 | 167 | 4.0 | 985.3 | 4.088 | 23.18 | 74.05 |
| 109 | 0.6 | 0.5 | 170 | 2.0 | 997.4 | 4.271 | 23.26 | 73.68 |
| 110 | 0.6 | 0.5 | 170 | 2.6 | 1011.0 | 4.536 | 30.81 | 73.76 |
| 111 | 0.6 | 0.5 | 170 | 3.3 | 1008.0 | 4.490 | 20.66 | 74.50 |
| 112 | 0.6 | 0.5 | 170 | 4.0 | 989.3 | 4.176 | 22.23 | 74.44 |
| 113 | 0.6 | 0.6 | 160 | 2.0 | 992.3 | 4.176 | 20.13 | 58.37 |
| 114 | 0.6 | 0.6 | 160 | 2.6 | 984.8 | 4.118 | 21.23 | 59.19 |
| 115 | 0.6 | 0.6 | 160 | 3.3 | 978.1 | 3.946 | 21.84 | 58.88 |
| 116 | 0.6 | 0.6 | 160 | 4.0 | 972.8 | 3.834 | 21.35 | 59.29 |
| 117 | 0.6 | 0.6 | 163 | 2.0 | 999.5 | 4.452 | 18.60 | 59.92 |
| 118 | 0.6 | 0.6 | 163 | 2.6 | 997.9 | 4.411 | 20.04 | 59.15 |
| 119 | 0.6 | 0.6 | 163 | 3.3 | 997.6 | 4.270 | 23.14 | 59.72 |
| 120 | 0.6 | 0.6 | 163 | 4.0 | 982.8 | 4.080 | 17.86 | 59.70 |
| 121 | 0.6 | 0.6 | 167 | 2.0 | 984.1 | 4.105 | 16.46 | 60.40 |
| 122 | 0.6 | 0.6 | 167 | 2.6 | 995.7 | 4.240 | 18.97 | 60.43 |
| 123 | 0.6 | 0.6 | 167 | 3.3 | 992.9 | 4.234 | 18.79 | 60.66 |
| 124 | 0.6 | 0.6 | 167 | 4.0 | 995.4 | 4.254 | 23.21 | 60.52 |
| 125 | 0.6 | 0.6 | 170 | 2.0 | 999.7 | 4.349 | 18.02 | 61.62 |
| 126 | 0.6 | 0.6 | 170 | 2.6 | 999.2 | 4.393 | 21.27 | 61.28 |
| 127 | 0.6 | 0.6 | 170 | 3.3 | 1013.0 | 4.563 | 16.73 | 61.21 |
| 128 | 0.6 | 0.6 | 170 | 4.0 | 998.0 | 4.306 | 22.06 | 60.60 |
| 129 | 0.9 | 0.3 | 160 | 2.0 | 969.5 | 3.816 | 49.13 | 123.10 |
| 130 | 0.9 | 0.3 | 160 | 2.6 | 959.4 | 3.680 | 67.08 | 121.60 |
| 131 | 0.9 | 0.3 | 160 | 3.3 | 981.0 | 3.984 | 60.22 | 121.10 |
| 132 | 0.9 | 0.3 | 160 | 4.0 | 973.1 | 3.827 | 46.59 | 121.60 |
| 133 | 0.9 | 0.3 | 163 | 2.0 | 977.3 | 3.902 | 48.46 | 120.00 |
| 134 | 0.9 | 0.3 | 163 | 2.6 | 965.1 | 3.723 | 44.03 | 122.30 |
| 135 | 0.9 | 0.3 | 163 | 3.3 | 969.9 | 3.861 | 44.98 | 122.60 |
| 136 | 0.9 | 0.3 | 163 | 4.0 | 985.1 | 4.040 | 47.33 | 123.20 |
| 137 | 0.9 | 0.3 | 167 | 2.0 | 980.7 | 3.965 | 54.43 | 125.00 |
| 138 | 0.9 | 0.3 | 167 | 2.6 | 969.1 | 3.779 | 41.71 | 130.50 |
| 139 | 0.9 | 0.3 | 167 | 3.3 | 975.5 | 3.923 | 45.21 | 122.80 |
| 140 | 0.9 | 0.3 | 167 | 4.0 | 974.8 | 3.865 | 46.96 | 125.00 |
| 141 | 0.9 | 0.3 | 170 | 2.0 | 982.4 | 4.097 | 64.72 | 125.60 |
| 142 | 0.9 | 0.3 | 170 | 2.6 | 988.3 | 4.219 | 61.68 | 126.50 |
| 143 | 0.9 | 0.3 | 170 | 3.3 | 981.6 | 4.019 | 60.07 | 122.20 |
| 144 | 0.9 | 0.3 | 170 | 4.0 | 985.9 | 4.095 | 69.63 | 122.80 |
| 145 | 0.9 | 0.4 | 160 | 2.0 | 994.8 | 4.264 | 37.18 | 95.68 |
| 146 | 0.9 | 0.4 | 160 | 2.6 | 975.8 | 3.958 | 36.47 | 95.57 |
| 147 | 0.9 | 0.4 | 160 | 3.3 | 982.8 | 4.002 | 41.65 | 95.48 |
| 148 | 0.9 | 0.4 | 160 | 4.0 | 981.7 | 3.980 | 36.56 | 96.02 |
| 149 | 0.9 | 0.4 | 163 | 2.0 | 992.1 | 4.187 | 36.84 | 94.64 |
| 150 | 0.9 | 0.4 | 163 | 2.6 | 992.9 | 4.248 | 45.63 | 94.87 |
| 151 | 0.9 | 0.4 | 163 | 3.3 | 984.6 | 4.089 | 36.11 | 95.78 |
| 152 | 0.9 | 0.4 | 163 | 4.0 | 992.6 | 4.199 | 35.25 | 96.77 |
| 153 | 0.9 | 0.4 | 167 | 2.0 | 989.9 | 4.194 | 37.80 | 95.55 |
| 154 | 0.9 | 0.4 | 167 | 2.6 | 996.3 | 4.268 | 41.48 | 96.95 |
| 155 | 0.9 | 0.4 | 167 | 3.3 | 987.9 | 4.086 | 36.15 | 95.97 |
| 156 | 0.9 | 0.4 | 167 | 4.0 | 979.5 | 4.094 | 42.97 | 96.95 |
| 157 | 0.9 | 0.4 | 170 | 2.0 | 1016.0 | 4.634 | 43.51 | 97.55 |
| 158 | 0.9 | 0.4 | 170 | 2.6 | 1001.0 | 4.429 | 47.78 | 98.01 |
| 159 | 0.9 | 0.4 | 170 | 3.3 | 992.5 | 4.350 | 46.38 | 98.40 |
| 160 | 0.9 | 0.4 | 170 | 4.0 | 1006.0 | 4.580 | 43.46 | 102.00 |
| 161 | 0.9 | 0.5 | 160 | 2.0 | 1006.0 | 4.514 | 38.86 | 77.24 |
| 162 | 0.9 | 0.5 | 160 | 2.6 | 1003.0 | 4.577 | 40.39 | 76.80 |
| 163 | 0.9 | 0.5 | 160 | 3.3 | 1007.0 | 4.456 | 33.68 | 76.45 |
| 164 | 0.9 | 0.5 | 160 | 4.0 | 1003.0 | 4.412 | 39.43 | 79.75 |
| 165 | 0.9 | 0.5 | 163 | 2.0 | 1008.0 | 4.503 | 37.61 | 77.41 |
| 166 | 0.9 | 0.5 | 163 | 2.6 | 1030.0 | 5.005 | 33.09 | 78.05 |
| 167 | 0.9 | 0.5 | 163 | 3.3 | 1006.0 | 4.466 | 38.13 | 77.31 |
| 168 | 0.9 | 0.5 | 163 | 4.0 | 1019.0 | 4.709 | 42.11 | 77.24 |
| 169 | 0.9 | 0.5 | 167 | 2.0 | 1021.0 | 4.844 | 35.30 | 77.71 |
| 170 | 0.9 | 0.5 | 167 | 2.6 | 1013.0 | 4.610 | 34.71 | 78.40 |
| 171 | 0.9 | 0.5 | 167 | 3.3 | 1017.0 | 4.727 | 36.97 | 78.30 |
| 172 | 0.9 | 0.5 | 167 | 4.0 | 1033.0 | 5.029 | 35.02 | 76.85 |
| 173 | 0.9 | 0.5 | 170 | 2.0 | 1039.0 | 5.270 | 37.43 | 77.85 |
| 174 | 0.9 | 0.5 | 170 | 2.6 | 1026.0 | 4.880 | 37.10 | 77.90 |
| 175 | 0.9 | 0.5 | 170 | 3.3 | 1020.0 | 4.747 | 32.58 | 77.61 |
| 176 | 0.9 | 0.5 | 170 | 4.0 | 1029.0 | 4.927 | 32.60 | 78.90 |
| 177 | 0.9 | 0.6 | 160 | 2.0 | 1025.0 | 4.921 | 27.59 | 62.75 |
| 178 | 0.9 | 0.6 | 160 | 2.6 | 1022.0 | 4.772 | 26.27 | 62.85 |
| 179 | 0.9 | 0.6 | 160 | 3.3 | 1034.0 | 5.037 | 26.55 | 62.07 |
| 180 | 0.9 | 0.6 | 160 | 4.0 | 1032.0 | 5.062 | 32.54 | 63.24 |
| 181 | 0.9 | 0.6 | 163 | 2.0 | 1033.0 | 5.033 | 27.10 | 62.50 |
| 182 | 0.9 | 0.6 | 163 | 2.6 | 1029.0 | 5.035 | 30.64 | 62.62 |
| 183 | 0.9 | 0.6 | 163 | 3.3 | 1026.0 | 4.948 | 29.41 | 62.16 |
| 184 | 0.9 | 0.6 | 163 | 4.0 | 1026.0 | 4.958 | 28.13 | 63.58 |
| 185 | 0.9 | 0.6 | 167 | 2.0 | 1044.0 | 5.224 | 26.88 | 62.40 |
| 186 | 0.9 | 0.6 | 167 | 2.6 | 1045.0 | 5.323 | 26.07 | 63.85 |
| 187 | 0.9 | 0.6 | 167 | 3.3 | 1027.0 | 4.867 | 31.55 | 63.01 |
| 188 | 0.9 | 0.6 | 167 | 4.0 | 1030.0 | 4.997 | 26.21 | 63.09 |
| 189 | 0.9 | 0.6 | 170 | 2.0 | 1045.0 | 5.309 | 25.80 | 62.97 |
| 190 | 0.9 | 0.6 | 170 | 2.6 | 1045.0 | 5.394 | 26.27 | 62.84 |
| 191 | 0.9 | 0.6 | 170 | 3.3 | 1043.0 | 5.336 | 34.62 | 63.36 |
| 192 | 0.9 | 0.6 | 170 | 4.0 | 1045.0 | 5.365 | 31.82 | 62.93 |
| 193 | 1.2 | 0.3 | 160 | 2.0 | 961.5 | 3.634 | 53.43 | 120.80 |
| 194 | 1.2 | 0.3 | 160 | 2.6 | 960.9 | 3.620 | 45.71 | 122.70 |
| 195 | 1.2 | 0.3 | 160 | 3.3 | 956.6 | 3.630 | 43.45 | 126.80 |
| 196 | 1.2 | 0.3 | 160 | 4.0 | 969.0 | 3.810 | 42.30 | 118.80 |
| 197 | 1.2 | 0.3 | 163 | 2.0 | 965.3 | 3.760 | 42.41 | 121.60 |
| 198 | 1.2 | 0.3 | 163 | 2.6 | 964.6 | 3.774 | 51.76 | 121.80 |
| 199 | 1.2 | 0.3 | 163 | 3.3 | 965.8 | 3.717 | 49.06 | 121.80 |
| 200 | 1.2 | 0.3 | 163 | 4.0 | 961.9 | 3.685 | 50.58 | 121.10 |
| 201 | 1.2 | 0.3 | 167 | 2.0 | 968.4 | 3.800 | 44.39 | 122.50 |
| 202 | 1.2 | 0.3 | 167 | 2.6 | 966.7 | 3.817 | 57.36 | 121.60 |
| 203 | 1.2 | 0.3 | 167 | 3.3 | 986.8 | 4.071 | 49.23 | 121.70 |
| 204 | 1.2 | 0.3 | 167 | 4.0 | 973.3 | 3.829 | 50.40 | 123.40 |
| 205 | 1.2 | 0.3 | 170 | 2.0 | 982.7 | 4.073 | 53.37 | 123.10 |
| 206 | 1.2 | 0.3 | 170 | 2.6 | 996.8 | 4.368 | 53.68 | 124.50 |
| 207 | 1.2 | 0.3 | 170 | 3.3 | 988.1 | 4.121 | 60.40 | 124.30 |
| 208 | 1.2 | 0.3 | 170 | 4.0 | 978.2 | 4.114 | 49.35 | 128.10 |
| 209 | 1.2 | 0.4 | 160 | 2.0 | 989.8 | 4.168 | 30.42 | 95.38 |
| 210 | 1.2 | 0.4 | 160 | 2.6 | 978.4 | 4.007 | 33.74 | 94.77 |
| 211 | 1.2 | 0.4 | 160 | 3.3 | 982.9 | 4.044 | 36.65 | 97.00 |
| 212 | 1.2 | 0.4 | 160 | 4.0 | 978.5 | 4.002 | 35.31 | 95.33 |
| 213 | 1.2 | 0.4 | 163 | 2.0 | 984.7 | 4.164 | 31.78 | 97.71 |
| 214 | 1.2 | 0.4 | 163 | 2.6 | 991.8 | 4.302 | 35.93 | 97.04 |
| 215 | 1.2 | 0.4 | 163 | 3.3 | 990.3 | 4.133 | 32.44 | 96.11 |
| 216 | 1.2 | 0.4 | 163 | 4.0 | 1007.0 | 4.487 | 31.40 | 94.56 |
| 217 | 1.2 | 0.4 | 167 | 2.0 | 999.7 | 4.339 | 33.53 | 96.57 |
| 218 | 1.2 | 0.4 | 167 | 2.6 | 986.1 | 4.122 | 36.12 | 95.92 |
| 219 | 1.2 | 0.4 | 167 | 3.3 | 1011.0 | 4.542 | 39.95 | 98.08 |
| 220 | 1.2 | 0.4 | 167 | 4.0 | 979.8 | 4.070 | 51.81 | 95.64 |
| 221 | 1.2 | 0.4 | 170 | 2.0 | 1006.0 | 4.431 | 45.04 | 96.85 |
| 222 | 1.2 | 0.4 | 170 | 2.6 | 1014.0 | 4.613 | 34.93 | 96.10 |
| 223 | 1.2 | 0.4 | 170 | 3.3 | 1002.0 | 4.399 | 43.03 | 98.07 |
| 224 | 1.2 | 0.4 | 170 | 4.0 | 1038.0 | 5.117 | 37.39 | 97.99 |
| 225 | 1.2 | 0.5 | 160 | 2.0 | 1014.0 | 4.601 | 34.25 | 77.82 |
| 226 | 1.2 | 0.5 | 160 | 2.6 | 1008.0 | 4.495 | 34.26 | 77.97 |
| 227 | 1.2 | 0.5 | 160 | 3.3 | 1002.0 | 4.381 | 31.81 | 77.98 |
| 228 | 1.2 | 0.5 | 160 | 4.0 | 1014.0 | 4.607 | 34.98 | 76.88 |
| 229 | 1.2 | 0.5 | 163 | 2.0 | 1010.0 | 4.690 | 29.50 | 77.79 |
| 230 | 1.2 | 0.5 | 163 | 2.6 | 1005.0 | 4.460 | 30.89 | 78.17 |
| 231 | 1.2 | 0.5 | 163 | 3.3 | 1026.0 | 4.896 | 34.24 | 78.05 |
| 232 | 1.2 | 0.5 | 163 | 4.0 | 1017.0 | 4.692 | 32.84 | 78.01 |
| 233 | 1.2 | 0.5 | 167 | 2.0 | 1019.0 | 4.728 | 32.59 | 79.21 |
| 234 | 1.2 | 0.5 | 167 | 2.6 | 1030.0 | 5.088 | 27.83 | 77.75 |
| 235 | 1.2 | 0.5 | 167 | 3.3 | 1013.0 | 4.590 | 32.93 | 79.37 |
| 236 | 1.2 | 0.5 | 167 | 4.0 | 1031.0 | 5.108 | 38.86 | 79.29 |
| 237 | 1.2 | 0.5 | 170 | 2.0 | 1024.0 | 4.855 | 28.72 | 79.29 |
| 238 | 1.2 | 0.5 | 170 | 2.6 | 1023.0 | 4.831 | 38.64 | 78.90 |
| 239 | 1.2 | 0.5 | 170 | 3.3 | 1013.0 | 4.639 | 35.49 | 78.52 |
| 240 | 1.2 | 0.5 | 170 | 4.0 | 1029.0 | 4.958 | 35.71 | 79.34 |
| 241 | 1.2 | 0.6 | 160 | 2.0 | 1030.0 | 4.983 | 30.17 | 62.56 |
| 242 | 1.2 | 0.6 | 160 | 2.6 | 1035.0 | 5.047 | 28.52 | 62.94 |
| 243 | 1.2 | 0.6 | 160 | 3.3 | 1008.0 | 4.497 | 28.55 | 62.52 |
| 244 | 1.2 | 0.6 | 160 | 4.0 | 1023.0 | 4.887 | 26.93 | 62.83 |
| 245 | 1.2 | 0.6 | 163 | 2.0 | 1035.0 | 5.077 | 28.53 | 63.05 |
| 246 | 1.2 | 0.6 | 163 | 2.6 | 1034.0 | 5.067 | 29.34 | 62.23 |
| 247 | 1.2 | 0.6 | 163 | 3.3 | 1023.0 | 4.931 | 27.42 | 64.16 |
| 248 | 1.2 | 0.6 | 163 | 4.0 | 1025.0 | 4.896 | 34.06 | 64.98 |
| 249 | 1.2 | 0.6 | 167 | 2.0 | 1039.0 | 5.158 | 25.52 | 64.94 |
| 250 | 1.2 | 0.6 | 167 | 2.6 | 1038.0 | 5.115 | 31.06 | 63.74 |
| 251 | 1.2 | 0.6 | 167 | 3.3 | 1020.0 | 4.859 | 27.56 | 65.37 |
| 252 | 1.2 | 0.6 | 167 | 4.0 | 1038.0 | 5.142 | 30.67 | 64.51 |
| 253 | 1.2 | 0.6 | 170 | 2.0 | 1024.0 | 4.947 | 30.85 | 63.11 |
| 254 | 1.2 | 0.6 | 170 | 2.6 | 1033.0 | 5.033 | 25.10 | 63.88 |
| 255 | 1.2 | 0.6 | 170 | 3.3 | 1039.0 | 5.202 | 26.31 | 65.40 |
| 256 | 1.2 | 0.6 | 170 | 4.0 | 1036.0 | 5.094 | 31.30 | 63.76 |
References
- Handbook, M. American Society for Metals. In Forming and Forging; ASM International: Novelty, OH, USA, 1996; Volume 14, pp. 1376–1400. [Google Scholar]
- Taylan, A.; Gracious, N.; Gangshu, S. Cold and hot forging fundamentals and application. In ASM Metals Handbook; ASM International: Novelty, OH, USA, 2005; pp. 337–338. [Google Scholar]
- Meidert, M.; Hänsel, M. Net shape cold forging to close tolerances under QS 9000 aspects. J. Mater. Process. Technol. 2000, 98, 150–154. [Google Scholar] [CrossRef]
- Politis, D.J.; Politis, N.J.; Lin, J.; Dean, T.A. A review of force reduction methods in precision forging axisymmetric shapes. Int. J. Adv. Manuf. Technol. 2018, 97, 2809–2833. [Google Scholar] [CrossRef]
- Liewald, M.; Schiemann, T.; Mletzko, C. Automatically Controlled (Cold-) Forging Processes. Procedia CIRP 2014, 18, 39–44. [Google Scholar] [CrossRef]
- Matsumoto, R.; Kubo, T.; Osakada, K. Fracture of magnesium alloy in cold forging. CIRP Ann. 2007, 56, 293–296. [Google Scholar] [CrossRef]
- Walters, J.; Wu, W.T.; Arvind, A.; Li, G.; Lambert, D.; Tang, J. Recent development of process simulation for industrial applications. J. Mater. Process. Technol. 2000, 98, 205–211. [Google Scholar] [CrossRef]
- Vincze, G.; Butuc, M.C.; Barlat, F.; Rauch, E.F.; Grácio, J.J. Experimental analysis and simulation of metals subjected to strain path changes. In Proceedings of the 7th Brazilian Congress on Manufacturing Engineering 2013, Penedo, Brazil, 20–24 May 2013. [Google Scholar]
- Ryu, C.H.; Joun, M.S. Finite element simulation of the cold forging process having a floating die. J. Mater. Process. Technol. 2001, 112, 121–126. [Google Scholar] [CrossRef]
- Min, D.K.; Kim, M.E. A study on precision cold forging process improvements for the steering yoke of automobiles by the rigid–plastic finite-element method. J. Mater. Process. Technol. 2003, 138, 339–342. [Google Scholar] [CrossRef]
- Jun, B.Y.; Kang, S.M.; Lee, M.C.; Park, R.H.; Joun, M.S. Prediction of geometric dimensions for cold forgings using the finite element method. J. Mater. Process. Technol. 2007, 189, 459–465. [Google Scholar] [CrossRef]
- Tiernan, P.; Hillery, M.T.; Draganescu, B.; Gheorghe, M. Modelling of cold extrusion with experimental verification. J. Mater. Process. Technol. 2005, 168, 360–366. [Google Scholar] [CrossRef]
- Kroiß, T.; Engel, U.; Merklein, M. Comprehensive approach for process modeling and optimization in cold forging considering interactions between process, tool and press. J. Mater. Process. Technol. 2013, 213, 1118–1127. [Google Scholar] [CrossRef]
- Hu, C.; Zhao, Z.; Gong, A.; Shi, W. Study of an alternative novel cold forging process. Mater. Manuf. Process. 2015, 30, 1210–1217. [Google Scholar] [CrossRef]
- Hild, R.; Bergs, T.; Mattfeld, P.; Trauth, D.; Klocke, F.; Hoffmann, D.C.; Kruppe, N.C.; Brögelmann, T.; Bobzin, K. Analysis of wear phenomena during forward extrusion under dry friction conditions. Wear 2019, 426, 1362–1370. [Google Scholar] [CrossRef]
- Hu, C.; Yin, Q.; Zhao, Z. A novel method for determining friction in cold forging of complex parts using a steady combined forward and backward extrusion test. J. Mater. Process. Technol. 2017, 249, 57–66. [Google Scholar] [CrossRef]
- Sagisaka, Y.; Ishibashi, I.; Nakamura, T.; Sekizawa, M.; Sumioka, Y.; Kawano, M. Evaluation of environmentally friendly lubricants for cold forging. J. Mater. Process. Technol. 2012, 212, 1869–1874. [Google Scholar] [CrossRef]
- Andreas, K.; Merklein, M. Influence of surface integrity on the tribological performance of cold forging tools. Proc. CIRP 2014, 13, 61–66. [Google Scholar] [CrossRef][Green Version]
- Karnik, S.R.; Gaitonde, V.N.; Davim, J.P. A comparative study of the ANN and RSM modeling approaches for predicting burr size in drilling. Int. J. Adv. Manuf. Technol. 2008, 38, 868–883. [Google Scholar] [CrossRef]
- Karnik, S.R.; Gaitonde, V.N.; Mata, F.; Davim, J.P. Investigative study on machinability aspects of unreinforced and reinforced PEEK composite machining using ANN model. J. Reinf. Plast. Compos. 2008, 27, 751–768. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Davim, J.P. Study on the influence of MQL and cutting conditions on machinability of brass using Artificial Neural Network. Int. J. Mater. Prod. Technol. 2010, 37, 155–172. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Shashikant, A.L.; Karnik, S.R.; Deshpande, A.S. Analysis and optimization of hole quality parameters in cenosphere-multiwall carbon nanotube hybrid composites drilling using artificial neural network and gravitational search technique. In Drilling Technology: Fundamentals and Recent Advances; Paulo Davim, J., Ed.; De Gruyter Series; De Gruyter Oldenbourg: Berlin, Germany, 2018; Chapter 6; pp. 161–188. [Google Scholar]
- Karnik, S.R.; Gaitonde, V.N.; Rubio, J.C.; Correia, A.E.; Abrão, A.M.; Davim, J.P. Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater. Des. 2008, 29, 1768–1776. [Google Scholar] [CrossRef]
- Singh, R.K. Artificial neural network methodology for modelling and forecasting maize crop yield. Agric. Econ. Res. Rev. 2008, 21, 5–10. [Google Scholar]
- De Filippis, L.A.; Serio, L.M.; Facchini, F.; Mummolo, G. ANN Modelling to Optimize Manufacturing Process. In Advanced Applications for Artificial Neural Networks; IntechOpen: London, UK, 2017. [Google Scholar]
- Casalino, G.; Facchini, F.; Mortello, M.; Mummolo, G. ANN modelling to optimize manufacturing processes: The case of laser welding. IFAC-PapersOnLine 2016, 49, 378–383. [Google Scholar] [CrossRef]
- Karnik, S.R.; Gaitonde, V.N. Development of artificial neural network models to study the effect of process parameters on burr size in drilling. Int. J. Adv. Manuf. Technol. 2008, 39, 439–453. [Google Scholar] [CrossRef]
- Lv, Z.; Qian, L.; Liu, S.; Zhan, L.; Qin, S. Preparation and mechanical behavior of ultra-high strength low-carbon steel. Materials 2020, 13, 459. [Google Scholar] [CrossRef]
- Ku, T.W.; Kim, L.H.; Kang, B.S. Multi-stage cold forging and experimental investigation for the outer race of constant velocity joints. Mater. Des. 2013, 49, 368–385. [Google Scholar] [CrossRef]
- Abdullah, A.B.; Samad, Z. Cold forging die design: Recent advanced and future trends. J. Appl. Sci. 2007, 7, 868–876. [Google Scholar]
- Vincze, G.T. Investigation Methodologies for Metals Used in Forming Processes. Ph.D. Thesis, Universidade de Aveiro, Agueda, Portugal, 2007. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons. Inc.: New York, NY, USA, 1997; pp. 200–201. [Google Scholar]
- Planchard, D. SOLIDWORKS 2018 Tutorial with Video Instruction; SDC Publications: Mission, KS, USA, 2018. [Google Scholar]
- Joun, M. Recent Advances in Metal Forming Simulation Technology for Automobile Parts by AFDEX. IOP Conf. Ser. Mater. Sci. Eng. 2020, 834, 012016. [Google Scholar] [CrossRef]
- Hsia, S.Y.; Shih, P.Y. Wear improvement of tools in the cold forging process for long hex flange nuts. Materials 2015, 8, 6640–6657. [Google Scholar] [CrossRef]
- Groche, P.; Zang, S.; Kramer, P.; Müller, C.; Rezanov, V. Influence of a heat treatment prior to cold forging operations on the performance of lubricants. Tribol. Int. 2015, 92, 67–71. [Google Scholar] [CrossRef]
- Gariety, M.; Ngaile, G.; Altan, T. Evaluation of new cold forging lubricants without zinc phosphate precoat. Int. J. Mach. Tool Manufact. 2007, 47, 673–681. [Google Scholar] [CrossRef]
- Groche, P.; Kramer, P.; Bay, N.; Christiansen, P.; Dubar, L.; Hayakawa, K.; Hu, C.; Kitamura, K.; Moreau, P. Friction coefficients in cold forging: A global perspective. CIRP Ann. 2018, 67, 261–264. [Google Scholar] [CrossRef]
- Schalkoff, R.B. Artificial Neural Networks; McGraw-Hill: Singapore, 1997. [Google Scholar]
- MATLAB NN Toolbox; Math Works Incorporation: Natick, MA, USA, 2016.













| Factor | Process Variable | Unit | Level | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| A | Billet size ratio (z) | -- | 0.3 | 0.6 | 0.9 | 1.2 |
| B | Reduction ratio (r) | -- | 0.3 | 0.4 | 0.5 | 0.6 |
| C | Punch flow angle (a) | deg | 160 | 163 | 167 | 170 |
| D | Land height (h) | mm | 2.0 | 2.6 | 3.3 | 4.0 |
| S No. | ANN Training Parameter | Value |
|---|---|---|
| 1 | Learning rate (α) | 0.10 |
| 2 | Momentum constant (β) | 0.90 |
| 3 | Learning rate increment | 1.05 |
| 4 | Maximum No. of epochs | 2500 |
| Patterns | Maximum Absolute Prediction Error (%) | |||
|---|---|---|---|---|
| σeff. | ϵeff. | ϵrate. | F | |
| Training patterns (226) | 2.22 | 9.98 | 30.15 | 8.53 |
| Testing patterns (30) | 3.30 | 13.72 | 29.05 | 5.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petkar, P.M.; Gaitonde, V.N.; Karnik, S.R.; Kulkarni, V.N.; Raju, T.K.G.; Davim, J.P. Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network. Metals 2020, 10, 1431. https://doi.org/10.3390/met10111431
Petkar PM, Gaitonde VN, Karnik SR, Kulkarni VN, Raju TKG, Davim JP. Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network. Metals. 2020; 10(11):1431. https://doi.org/10.3390/met10111431
Chicago/Turabian StylePetkar, Praveenkumar M., V. N. Gaitonde, S. R. Karnik, Vinayak N. Kulkarni, T. K. G. Raju, and J. Paulo Davim. 2020. "Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network" Metals 10, no. 11: 1431. https://doi.org/10.3390/met10111431
APA StylePetkar, P. M., Gaitonde, V. N., Karnik, S. R., Kulkarni, V. N., Raju, T. K. G., & Davim, J. P. (2020). Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network. Metals, 10(11), 1431. https://doi.org/10.3390/met10111431