1. Introduction
Aluminum alloys are constantly increasing in terms of their consumption and spectrum of industrial use, with emphasis, amongst others, on the transportation sector, the food industry and construction. A large amount of the materials used in these sectors are strips/sheets that are formed or cut to the final shape using special blanks with very tight tolerances. Such applications require very large amounts of material with strict quality characteristics. One of the most important quality characteristics is the geometric accuracy. The increased requirements for rolled aluminum products with high geometric accuracy and high productivity have triggered many studies related to the effect of the rolling parameters on the strip’s profile.
An important geometric requirement is crown, wherein the thickness varies through the width of the strip. Crown is associated with the roll deflection due to the separating forces developed between the strip and the work rolls, causing the deformed rolls to not create a perfectly rectangular gap, but one that is curved from the top and bottom side (work roll sides) and as a result defining the geometry of the strip [
1,
2,
3,
4,
5,
6,
7].
Conventional 4-high rolling mills are equipped with hydraulic systems that allow the bending of the rolls in order to adjust the strip’s crown to the required profile. In the production environment, the bending set point is predetermined and defined during the pass schedule design [
1]. Many researchers have utilized analytical and numerical modeling techniques in the effort to predict the work roll bending [
1,
2,
3,
4,
5,
6,
7]. Guo (1989) [
2] implemented a simple model calculating the work roll bending for each individual schedule. The results were used to classify pass schedules with similar crowns. Sikdarl et al. [
3] provided the bending set point for crown control by modeling the roll stack deflection of a hot strip mill. Steinboeck et al. [
4] applied nonlinear constitutive equations and a change of coordinates to obtain a time-free formulation to calculate the work roll bending. Fukushima et al. [
5] developed an online analytical model, coupled with an FE model that calculated the rolling load distribution, to accurately predict the strip profile. This method enabled the rolling of substantially different products in the same production line. Wang et al. [
6] calculated the crown by modeling the process in two steps. The first step was to calculate and predict the rolling force distribution and secondly to use the results as input data in order to calculate the roll deflection. Gavalas et al. [
1] implemented an elastic-viscoplastic finite element analysis in order to predict the crown under various rolling conditions for pass schedule strategy allocation. Shigaki et al. [
7] predicted roll stack deflection by coupling a commercial FEM model with a multi-slab model for strip deformation. Such approaches have shown good results and are adapted in the real industrial environment in order to either define set points or counteract the effects of variations induced in the process. When these variations become significant, then predictive models have reduced accuracy and the adaptive bending system sometimes either cannot completely correct the crown or it can introduce inhomogeneities in the material.
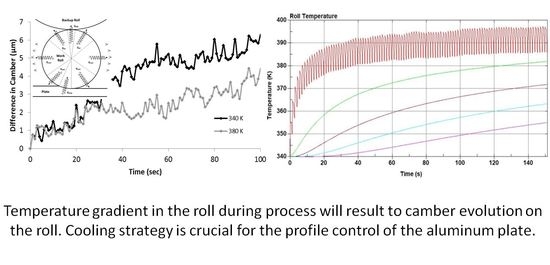
Work roll thermal camber has a direct influence on profile and is caused by the temperature increase and the presence of temperature gradient due to heat conducted from the hot strip to the roll. Radial thermal expansion differs across the roll width due to axial heat flux towards the roll sides. The result is a greater increase at the center compared to the edges, creating a thermal camber [
8]. The thermal camber changes dynamically during production since the thermal state is influenced by many parameters, such as the roll’s core temperature, the strip temperature, the length of the pass, inter-pass time, rolling time since the last work roll replacement, etc.
Many studies focus on the prediction of work roll temperature profile and thermal camber. Tseng et al. [
9] developed an analytical solution that predicted the thermal expansion at the roll center plane, and estimated the crown by taking the edge diameter as reference. Sturmer et al. [
10] investigated if the combination of models could be replaced with a fast enough 3-D model of the roll shape that can be used online during operation. Jiang et al. [
11] derived an online model using differential equations in conjunction with a neural network model to predict the thermal crown in a hot rolling process. Many researchers have studied the thermal crown using the finite difference method (FDM), which is a common numerical method for multidimensional heat transfer problems. Ginzburg et al. [
12] developed a simple but efficient model called Coolflex that could be applied in different mill configurations and would analyze the effect of rolling parameters on the thermal profile. Atack et al. [
8] incorporated an FDM thermal camber model, whereby spray patterns were the independent variables to determine an optimization program. Lin et al. [
13] considered a uniform heat source across the strip width and employed an FDM analysis to compute work roll temperature profile and thermal expansion. Abbaspour et al. [
14] used FDM to solve the energy equation in the radial and axial direction, also taking into consideration strip width, time between the passes, strip temperature and thickness reduction. The computational cost of the previous methods is low, but many assumptions have to be considered in the model, limiting the accuracy of the calculation results.
The other recognized modeling method is based on the finite element method (FEM)m and has been widely exploited by many researchers for thermo-mechanical simulations due to the increased quality of the results and the possibility of applying realistic boundary conditions and constraints in complicated models. Guo et al. (2006) [
15] analyzed the temperature field and thermal crown of the roll with a simplified finite element method (FEM). Benasciutti et al. [
16] and Li et al. [
17] proposed an FEM model to calculate the thermal stresses occurring in the work roll due to the non-uniform temperature distribution on the roll surface due to the hot rolling process. Trull et al. [
18] developed an FEM model incorporating all major mill components and engineering and process conditions, including thermal camber, for the simulation of shape evolution. Bao et al. [
19] investigated the temperature distribution of the work roll, integrating FEM coupled electromagnetic–thermal analysis in order to include the effect of roll induction heating on the surface temperature. Deng et al. [
20] developed an analytical FEM model to investigate the thermal and oxidation behavior of an HSS (High Speed Steel) work roll during hot rolling.
In this paper, a thermo-mechanical finite element model on LS-DYNA™ software was designed to study the influence of process parameters, and more specifically strip temperature, cooling unit strategy (entry cooling and entry/exit cooling) and roll average temperature, on the evolution of roll temperature and thermal camber during aluminum hot rolling. Industrially applied rolling parameters were employed for the calculation, and the results can be used as guidance for process optimization in a real production environment.
5. Discussion
In the final passes of the pass schedule, higher forces can be observed at the front and the end of the strip because of the lower temperature reaching a steady state in between. Moreover, the roll camber evolves due to thermal loads. Consequently, the resulting crown of the strip is significantly higher at the front and back compared to the main body, where the crown has, in many cases, a decreasing trend through length. The variation as well as the absolute value of the crown can sometimes be so high that the whole strip or parts of it will be out of specification, or it will make difficult any further processing.
Some modern rolling mills are equipped with automatic roll bending actuators to compensate for any variation in crown due to force inconsistency and thermal camber through the length of the strip, but often the control window is very narrow so as to correct a poor pass schedule design. Moreover, the thinner the strip, the more difficult it is for the material to flow laterally, and corrections can result in waviness on certain parts of the strip. The same problem will be even stronger in cases where a strip with inconsistent crown reaches the cold rolling stage. For this reason, the proper control of the thermal state and the roll camber with the optimum cooling strategy is crucial for the flatness of the final product.
The effects of the phenomena taking place during rolling and of the process parameters on the thermal camber and the temperature evolution of the roll are difficult to understand and quantify. The proposed model was designed to enhance the understanding of the process and assist in assessing the corrective measures for improvements. Taking into consideration that in the industrial environment the most common methodology for process improvement is “trial and error”, the proposed model will enable us to investigate different parameters unconditionally with substantially lower cost in comparison to industrial trials. The simulation results provide important knowledge gain and guidance for the determination of the proper rolling conditions, which can increase the success rate of the following industrial trials with a minimal rolling trial optimization sequence.
The thermal analysis proved that the roll does not reach a total thermal steady state, a condition where the camber remains constant, and also pointed out the temperature whereat the steady state is reach on the surface. The approach for improvement was to reduce the steady state temperature by increasing the cooling efficiency, to bring the roll closer to this thermal steady state by increasing the roll temperature, and to quantify the improvements for prioritization purposes. The influence of the strip temperature was studied as well.
The model showed the improvement of the application of cooling from both sides of the work roll. The cooling efficiency was improved by ~30%, with similar improvement in the thermal camber evolution. However, the challenges of the use of cooling at the exit side of the roll are well known. Most of the time, these are related to the inefficient removal of the emulsion falling on the strip from the cooling unit at the exit side. Especially in the last passes of a reversing mill, where the strip is coiled, it can cause stains that will diminish the strip’s final surface quality. Of course, with the suitable equipment and a very careful control of the process, such problems can be avoided. Although it can be avoided, the additional effort and the idea of the process being susceptible to visual defects on the final product often leads to the use of the cooling unit only from the entrance side. For products in which the appearance is the basic concern, such an approach is enough, but in higher value-adding products in which flatness is also very significant, the geometrical control of the work roll becomes very important.
On the other side, the increase in the average roll temperature will result in a more geometrically stable roll. This is due to the fact that the temperature difference between both the roll and the strip, but also between the roll surface and roll center, will become smaller, deteriorating the heat flux. According to the simulation, an increase of 40 K in average roll temperature will result in the significant improvement of thermal camber evolution by reducing the finishing camber by 2 μm. Effort is required to increase the rolls’ core temperature. The concern pertains to the effect of a hotter roll on the steady state temperature of the roll surface during rolling. From simulation findings, it appears that the average temperature of the roll has almost no impact on the steady state temperature at the surface of the roll.
In an industrial reversing mill pass schedule, where the time for which the strip is in contact with the roll can even be less than half, the way to achieve such a temperature increase is, firstly, to continue rolling for several pass schedules, but, more importantly, to avoid roll cooling during the inter-pass time. Even after several pass schedules, if the roll is cooled during the inter-pass time, it will remain relatively cold, and as a result, will never reach a steady state and will be geometrically unstable on high thermal loads and long passes.
An additional benefit of a hot roll is seen during its first contact with the strip. A common problem in rolling is that the first and last meters of the strip have lower temperatures compared to the main body of the strip, which results in an increase in separation forces and, consequently, in poor flatness and properties variation. The lower temperature can be attributed to many reasons, such as the contact of the strip with the cold core in the center during coiling, the free surfaces at the front and back end, the lower speed with which each pass starts before reaching the maximum speed, etc. The smaller temperature difference between a higher temperature roll and the strip will cause a drop of heat flux between the strip and the roll, and more heat will be maintained in the front and the back of the strip. In some cases, in order to further enhance this effect, a practice is to start the pass with turned off cooling units in order for the roll surface to more quickly reach the steady state temperature, and then the cooling is applied at a few meters from the beginning of the pass.
The strip sticking to the roll is a common problem in aluminum hot rolling. Apart from other issues, it can be related to either very high or very low roll surface temperatures. The surface temperature can mainly be controlled by the effective cooling. In the cases wherein sticking is observed, the application of cooling at the exit side becomes again very important. To cool the roll between the passes in order to start a certain pass with the lowest temperature possible, or to avoid a high temperature roll core due to the fear that it will impact the final product’s surface quality, are not recommended.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}