Localized Strain Analysis of Ce- and Mg-Treated Cast Iron under Uniaxial Compression

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Microstructure and Global Strain Analysis
3.2. Local Strain Analysis
4. Conclusions
- The mechanical properties of modified cast iron measured by DIC vary in consistent and predictable ways during directional solidification, despite the variability of the microstructure and sensitivity of the system.
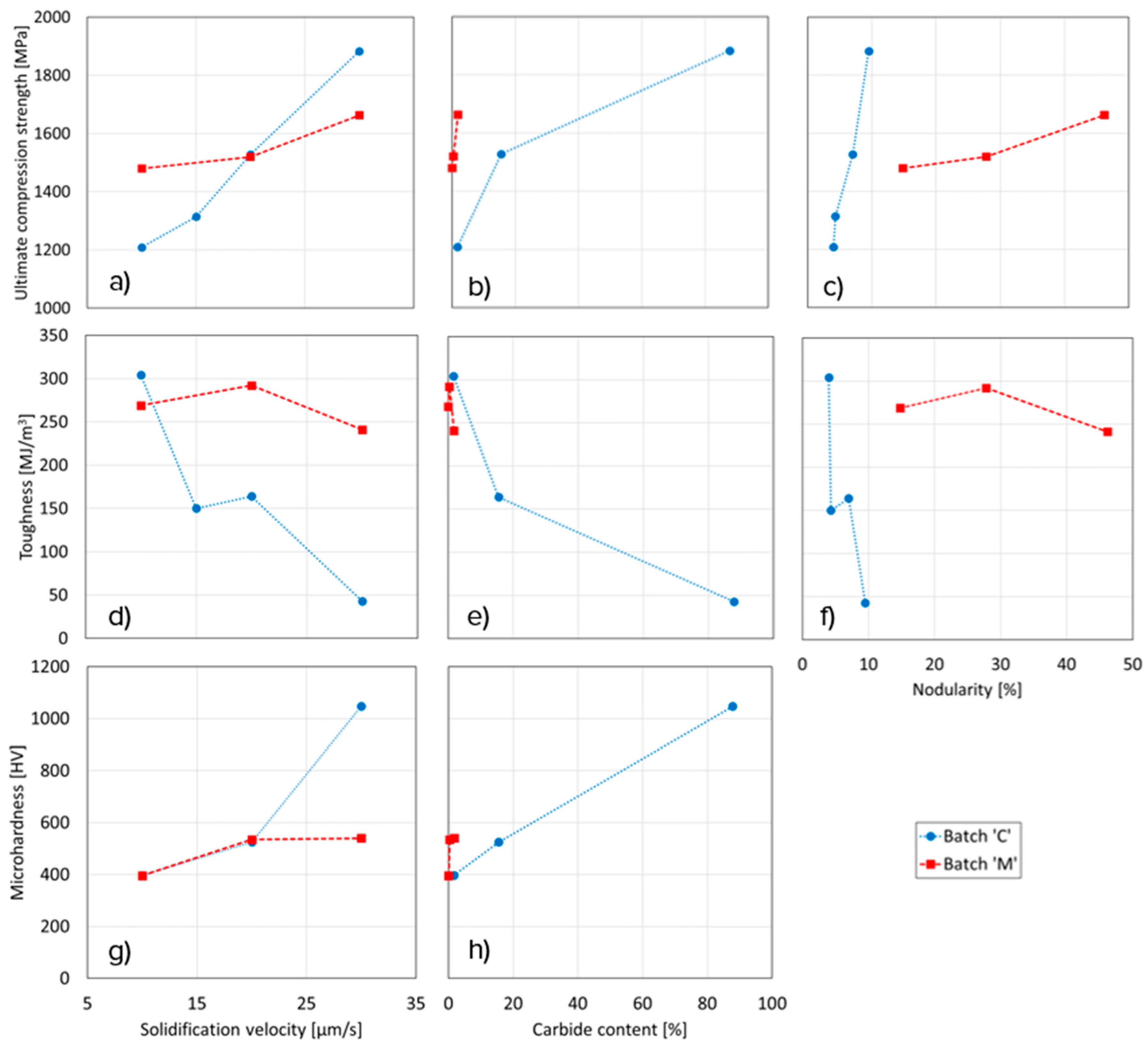
- DIC measurements also confirmed the known fact that global mechanical behavior was controlled by carbide fraction, graphite morphology and continuity of the pearlitic matrix. Additionally, the carbide fraction and graphite morphology (namely nodularity) was controlled by both the solidification velocity and addition of Ce or Mg to the cast iron.
- Higher carbide content was responsible for the 55% increase in ultimate compressive strength. However, a lack of strain accommodation around the carbide content led to considerably less ductility and toughness relative to the other samples.
- For samples with both Ce and Mg (batch “M” samples), an increase in solidification velocity resulted in an increase of ultimate compressive strength without a corresponding significant decrease in toughness. The increase in strength was due to the presence of fine type D flake graphite while the ductility was maintained by an increase in nodularity. An increase of nodularity from 14.8% to 46.2% was sufficient to maintain toughness as the ultimate compression stress increased from 1480 MPa to 1663 MPa.
- High-strain failure occurred by local straining in specific locations of the microstructure. However, in the case of low-strain failure, strain was more homogenously distributed throughout the matrix.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Stefanescu, D.M. 30 Years of modeling of microstructure evolution during casting solidification. In Proceedings of the Materials and Technologies-4th International Conference on Materials and Manufacturing Technologies, MATEHN’06, Cluj-Napoca, Romania, 21–23 September 2007; Volume 23, pp. 9–16. [Google Scholar]
- Aranzabal, J.; Gutierrez, I.; Rodriguez-Ibabe, J.M.; Urcola, J.J. Influence of the amount and morphology of retained austenite on the mechanical properties of an austempered ductile iron. Met. Mater. Trans. A 1997, 28, 1143–1156. [Google Scholar] [CrossRef]
- Bayati, H.; Elliott, R. Relationship between structure and mechanical properties in high manganese alloyed ductile iron. Mater. Sci. Technol. 1995, 11, 284–293. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Speciality Handbook: Carbon and Alloy Steels; ASM International: Almere, The Netherlands, 1996; Volume 9. [Google Scholar]
- Voort, G.F.V. ASM Handbook: METALLOGRAPHY and Microstructures; ASM International: Almere, The Netherlands, 2004. [Google Scholar]
- Alp, T.; Wazzan, A.A.; Yilmaz, F. Microstructure-Property Relationships in Cast Irons. Arab. J. Sci. Eng. Sect. B Eng. 2005, 38, 163–175. [Google Scholar]
- Dong, M.J.; Berdin, C.; Beranger, A.S.; Prioul, C. Damage Effect in the Fracture Toughness of Nodular Cast Iron. Le J. Phys. Colloq. 1996, 6, 65–74. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Kimura, Y. Compression characteristics of spheroidal graphite cast iron pipe members. High Perform. Optim. Des. Struct. Mater. 2014, 137, 455–463. [Google Scholar] [CrossRef] [Green Version]
- Di Cocco, V.; Iacoviello, F.; Cavallini, M. Damaging micromechanisms characterization of a ferritic ductile cast iron. Eng. Fract. Mech. 2010, 77, 2016–2023. [Google Scholar] [CrossRef]
- Yokoyama, T.; Takata, T.; Sogabe, Y. Impact Testing of Ductile Cast Iron: Tension and Compression; American Society of Mechanical Engineers: New York, NY, USA, 1995; Volume 300, pp. 121–127. [Google Scholar]
- Klubberg, F.; Beiss, P.; Broeckmann, C. Schwingfestigkeit von Gusseisen mit Lamellengraphit. Giesserei-Praxis Fachzeitschrift für alle Bereiche der Gießereitechnik. Gießtechnik Motorenbau 2009, 60, 153–158. [Google Scholar]
- German Institute for Standardization. DIN EN 1563:2019-04: Founding-Spheroidal Graphite Cast Irons; German Version EN 1563; German Institute for Standardization: Berlin, Germany, 2018. [Google Scholar]
- German Institute for Standardization. DIN EN 1561:2012-01: Founding-Grey Cast Irons; German Version EN 1561; German Institute for Standardization: Berlin, Germany, 2011. [Google Scholar]
- Soliman, M.; Nofal, A.; Palkowski, H. Alloy and process design of thermo-mechanically processed multiphase ductile iron. Mater. Des. 2015, 87, 450–465. [Google Scholar] [CrossRef]
- Chakraborty, S.; Gadkari, S.; Steinmetz, P.; Monroe, C.A.; Genau, A.L. Evolution of Microstructure in Directionally Solidified Cast Iron Treated with Cerium and Magnesium. Metall. Mater. Trans. A 2019, 50, 2922–2932. [Google Scholar] [CrossRef]
- Willidal, T.; Bauer, W.; Schumacher, P. Stress/strain behaviour and fatigue limit of grey cast iron. Mater. Sci. Eng. A 2005, 413–414, 578–582. [Google Scholar] [CrossRef]
- Dante Dynamics, “Digital Image Correlation (DIC)”. Available online: www.dantecdynamics.com/solutions-applications/solutions/stress-strain-espi-dic/digital-image-correlation-dic/ (accessed on 30 August 2018).
- Sutton, M.A.; Orteau, J.J.; Schreier, H. Image Correlation for Shape, Motion and Deformation Measurements-Basic Concepts Theory and Applications; Springer: New York, NY, USA, 2009. [Google Scholar]
- Sutton, M.A.; Matta, F.; Rizos, D.; Ghorbani, R.; Rajan, S.; Mollenhauer, D.H.; Schreier, H.W.; Lasprilla, A.O. Recent Progress in Digital Image Correlation: Background and Developments since the 2013 W M Murray Lecture. Exp. Mech. 2017, 57, 1–30. [Google Scholar] [CrossRef]
- Reu, P. Introduction to digital image correlation: Best practices and applications. Exp. Tech. 2012, 36, 3–4. [Google Scholar] [CrossRef]
- Jacobs, T.; Matlock, D.K.; Findley, K.O. Characterization of localized plastic deformation behaviors associated with dynamic strain aging in pipeline steels using digital image correlation. Int. J. Plast. 2019, 123, 70–85. [Google Scholar] [CrossRef]
- Stinville, J.C.; Vanderesse, N.; Bridier, F.; Bocher, P.; Pollock, T.M. High resolution mapping of strain localization near twin boundaries in a nickel-based superalloy. Acta Materialia 2015, 98, 29–42. [Google Scholar] [CrossRef]
- Elkem, “Lamet nodulariser”. Available online: https://www.elkem.com/foundry/foundry-and-steel-products/nodularisers/lamet-nodulariser-ladle-grades (accessed on 18 July 2018).
- International Organization for Standardization. ISO 16112: Compacted (Vermicular) Graphite Cast Irons-Classification; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- ASTM International. ASTM A247: Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch Type | C | Si | Mn | S | P | Cr | Ce | Mg | CE |
|---|---|---|---|---|---|---|---|---|---|
| “C” | 3.94 | 1.15 | 0.59 | 0.008 | 0.049 | 0.197 | 0.03 | - | 4.32 |
| “M” | 3.65 | 2.04 | 0.59 | 0.008 | 0.047 | 0.194 | 0.02 | 0.04 | 4.33 |
| Item | Specification |
|---|---|
| Camera | 5MP GS3-U3-51S5M-C Point Grey Camera |
| Lens | Navitar 1-60135 zoom lens |
| Image Scale | 198 pixels/mm |
| DIC Software | Correlated Solutions VIC-2D |
| Correlation Algorithm | Normalized Square Differences |
| Subset Size | 25 pixels |
| Step Size | 8 pixels |
| Strain Window | 5 pixels |
| Virtual Strain Gauge Size | 33 pixels (170 µm) |
| Displacement Uncertainty | 0.035 pixels |
| Strain Uncertainty | 370 με (Lagrange) |
| Solidification Velocity (µm/s) | Carbide (%) | Nodularity (%) | Ultimate Compressive Strength (MPa) | Microhardness (HV) | Toughness (MJ/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | M | C | M | C | M | C | M | C | M | |
| 10 | 1.7 ± 0.2 | 0.03 ± 0.01 | 4.0 | 14.8 | 1209 ± 35 | 1480 ± 40 | 397 ± 43 | 396 ± 31 | 304 ± 9 | 269 ± 7 |
| 20 | 15.5 ± 1.9 | 0.4 ± 0.1 | 7.0 | 27.8 | 1528 ± 43 | 1520 ± 40 | 525 ± 27 | 535 ± 46 | 164 ± 3 | 292 ± 8 |
| 30 | 87.8 ± 4.3 | 1.8 ± 0.4 | 9.5 | 46.2 | 1883 ± 53 | 1663 ± 45 | 1047 ± 74 | 540 ± 36 | 43 ± 2 | 241 ± 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chakraborty, S.; Indeck, J.; Steinmetz, P.; Friess, J.; Hazeli, K.; Genau, A.L. Localized Strain Analysis of Ce- and Mg-Treated Cast Iron under Uniaxial Compression. Metals 2020, 10, 1638. https://doi.org/10.3390/met10121638
Chakraborty S, Indeck J, Steinmetz P, Friess J, Hazeli K, Genau AL. Localized Strain Analysis of Ce- and Mg-Treated Cast Iron under Uniaxial Compression. Metals. 2020; 10(12):1638. https://doi.org/10.3390/met10121638
Chicago/Turabian StyleChakraborty, Subhojit, Joseph Indeck, Philipp Steinmetz, Jessica Friess, Kavan Hazeli, and Amber L. Genau. 2020. "Localized Strain Analysis of Ce- and Mg-Treated Cast Iron under Uniaxial Compression" Metals 10, no. 12: 1638. https://doi.org/10.3390/met10121638