Finite Element Analysis of Dynamic Recrystallization of Casting Slabs during Hot-Core Heavy Reduction Rolling Process


Abstract
:1. Introduction
2. Material Models and FEM Simulations
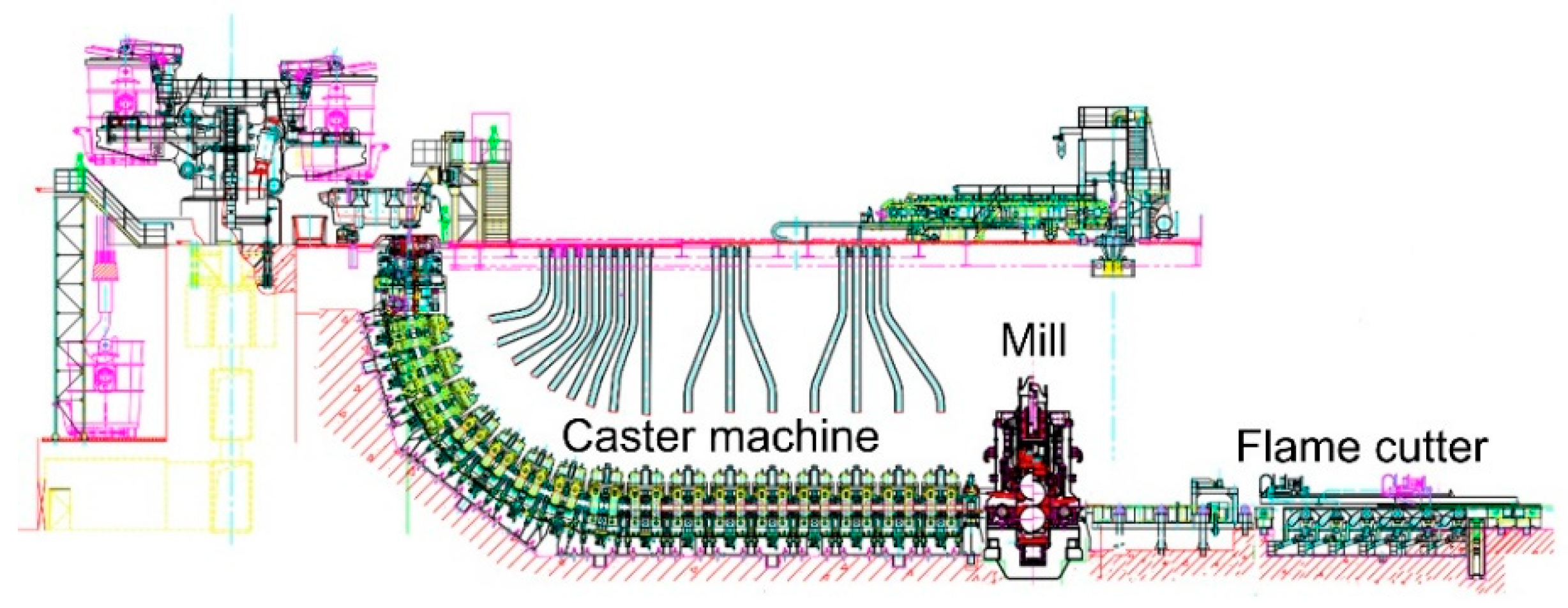
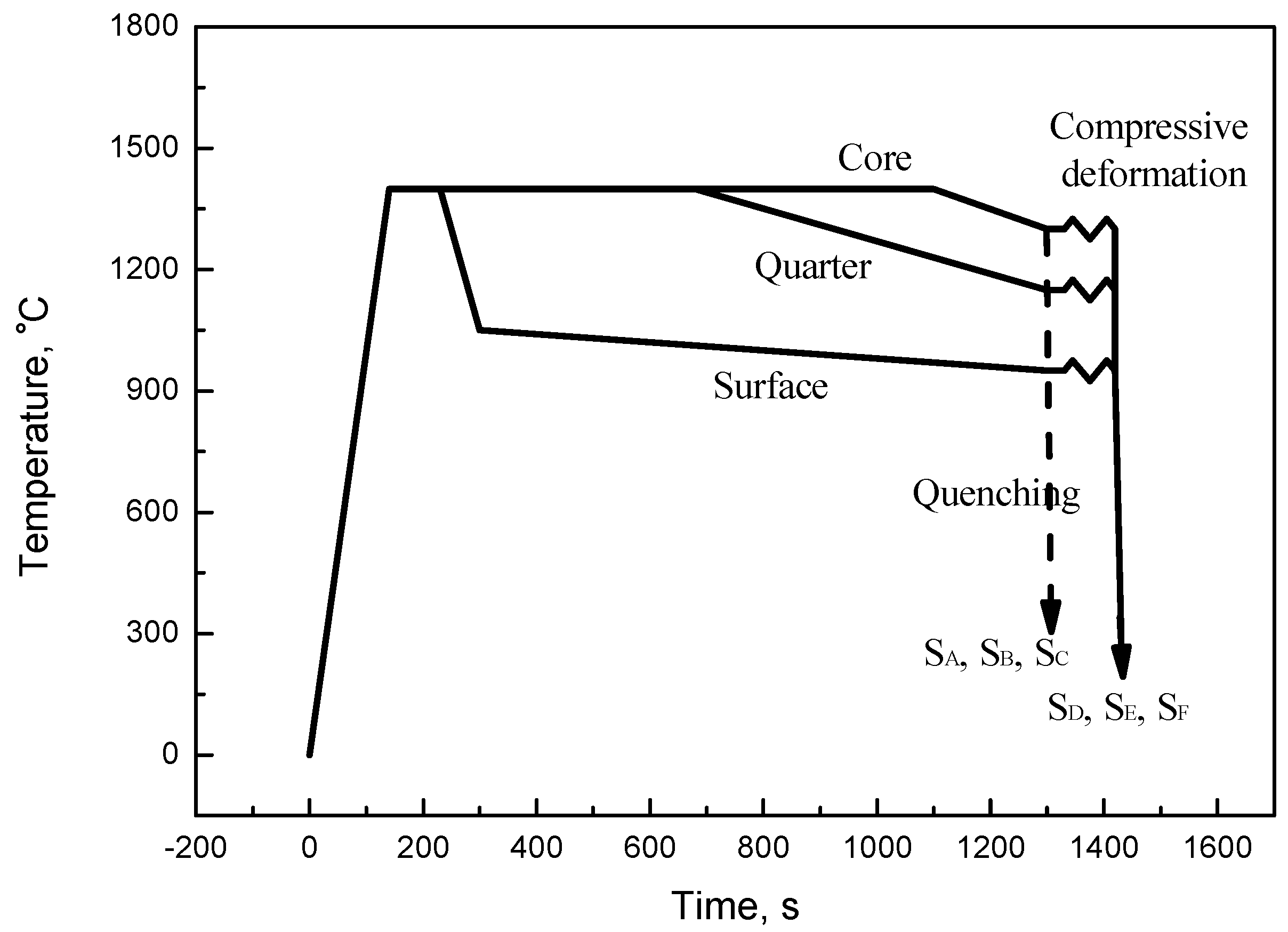
2.1. Process and Equipment Descriptions
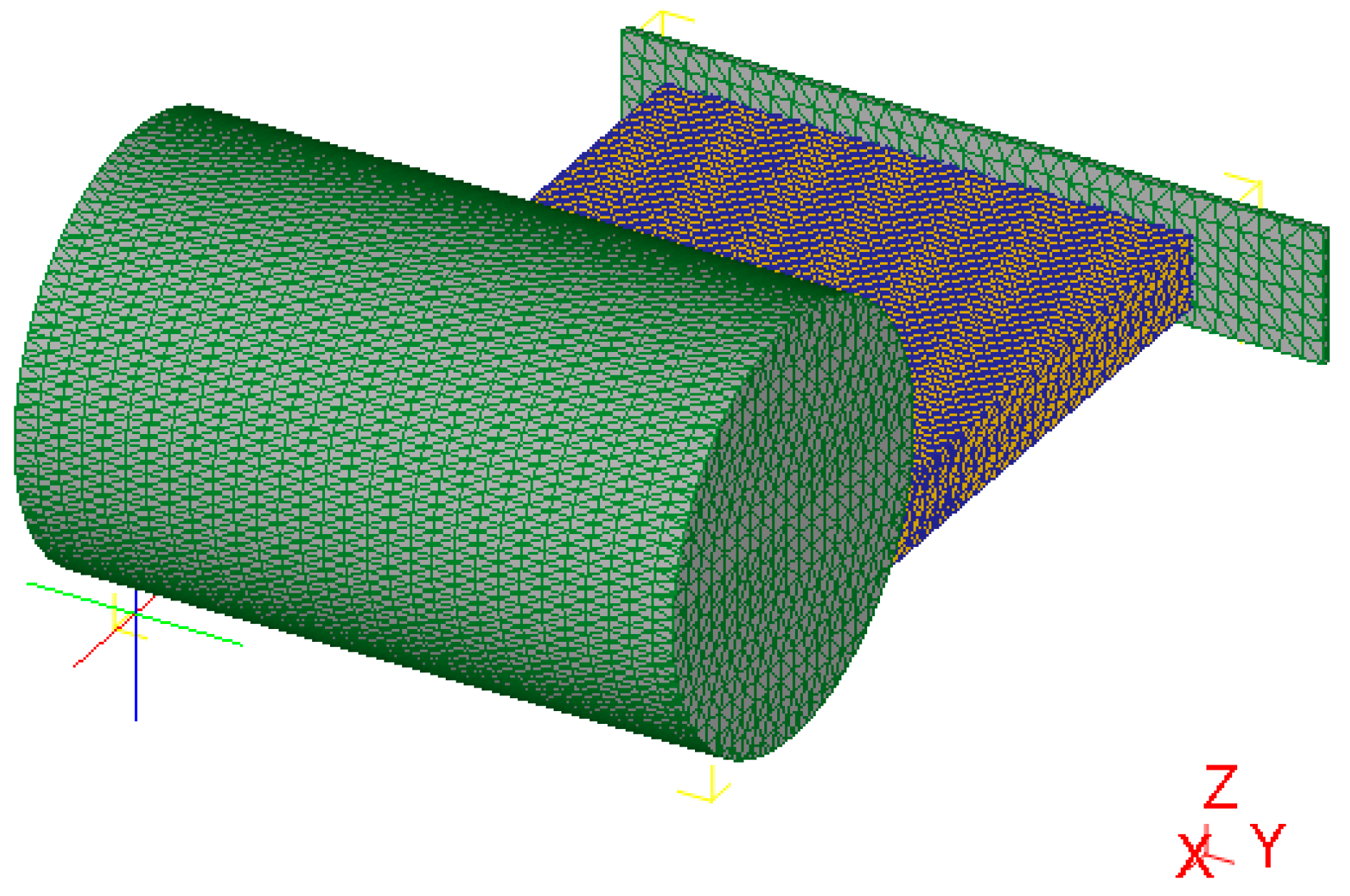
2.2. FEM Resolution Procedure
2.3. Modeling of DRX during HHR2
3. Results and Discussions
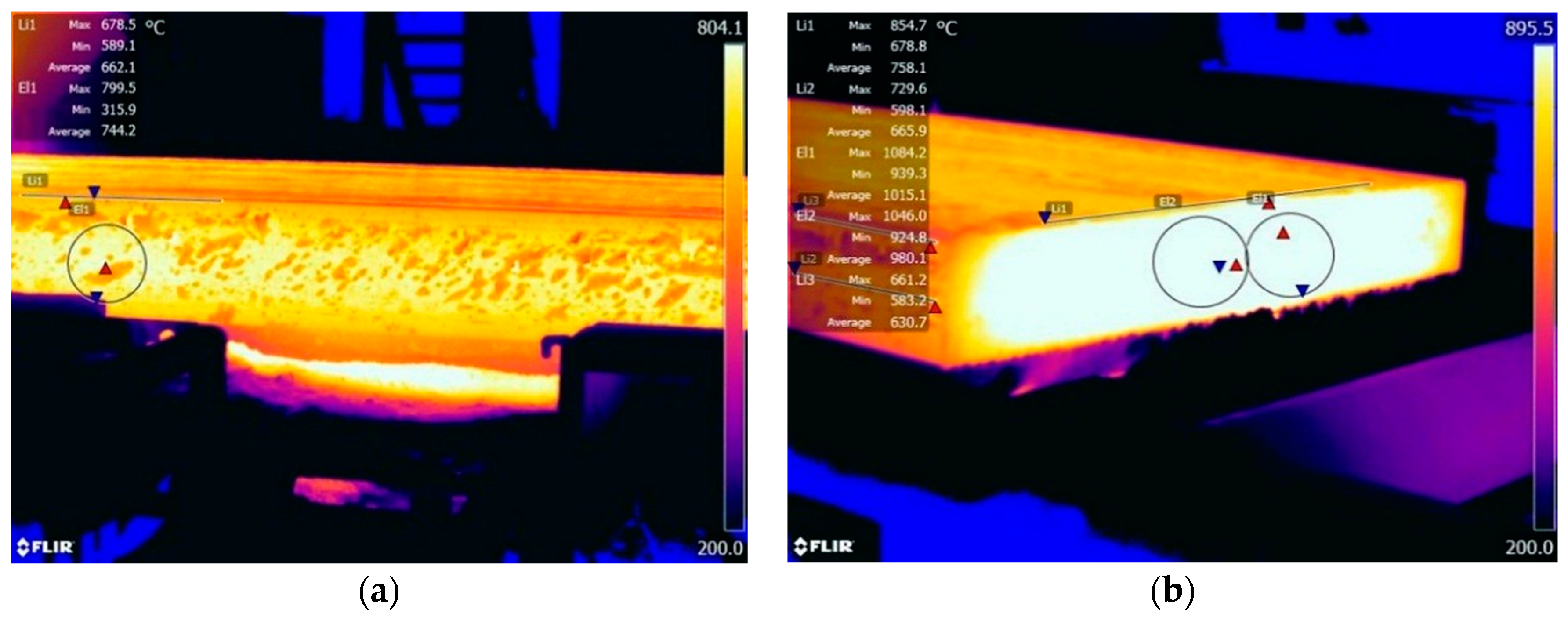
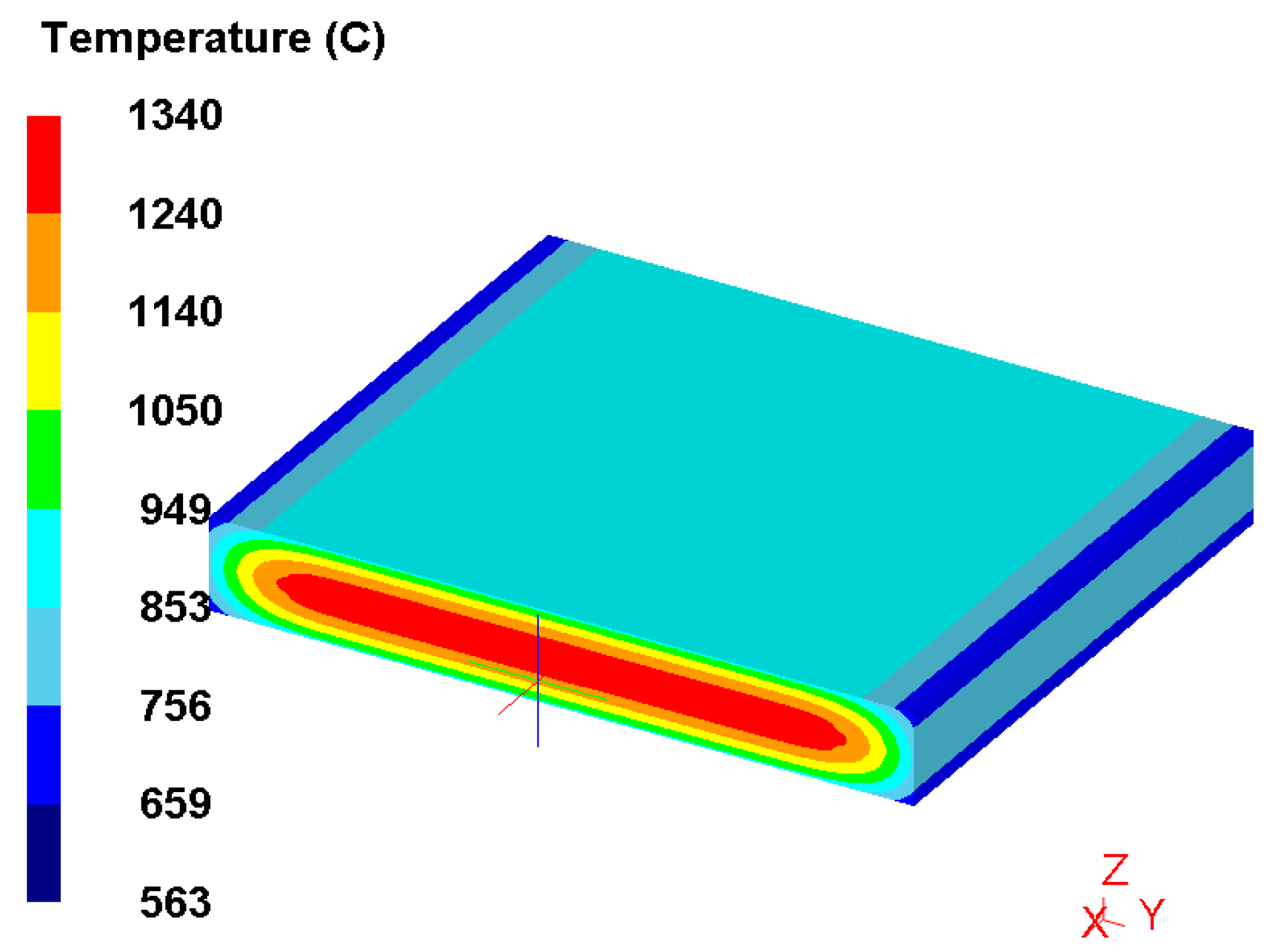
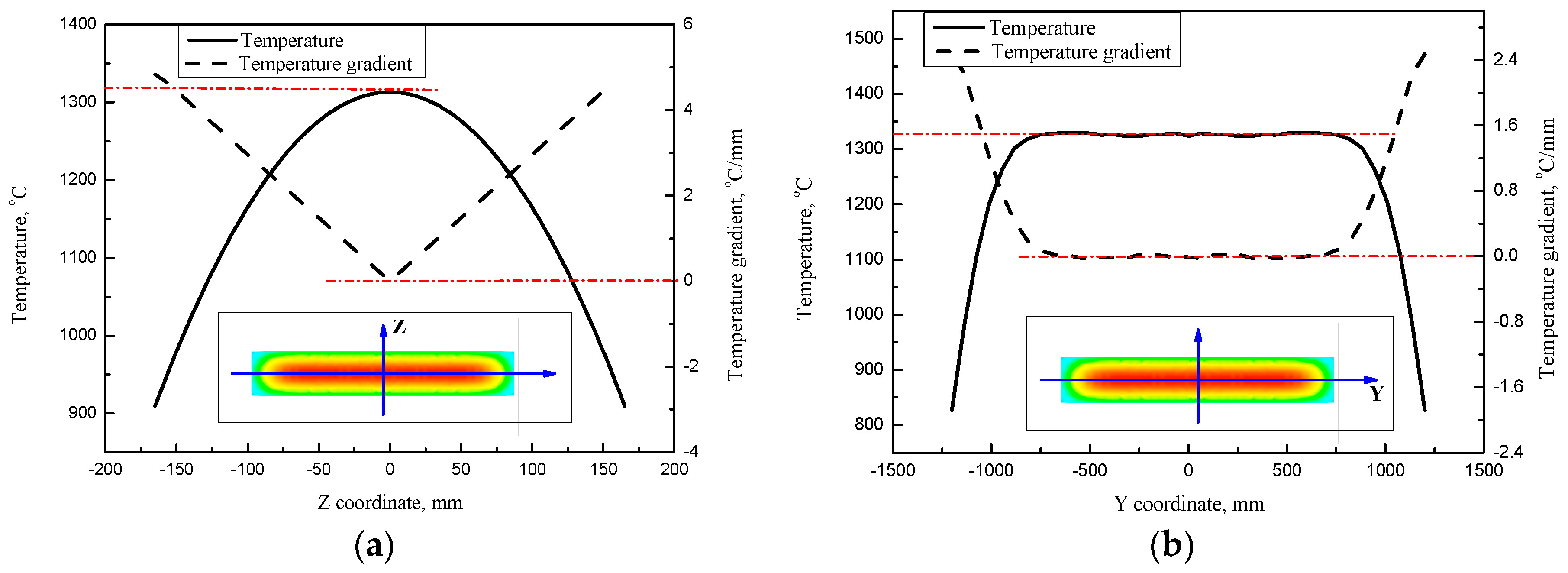
3.1. Temperature Distribution in Slab During HHR2
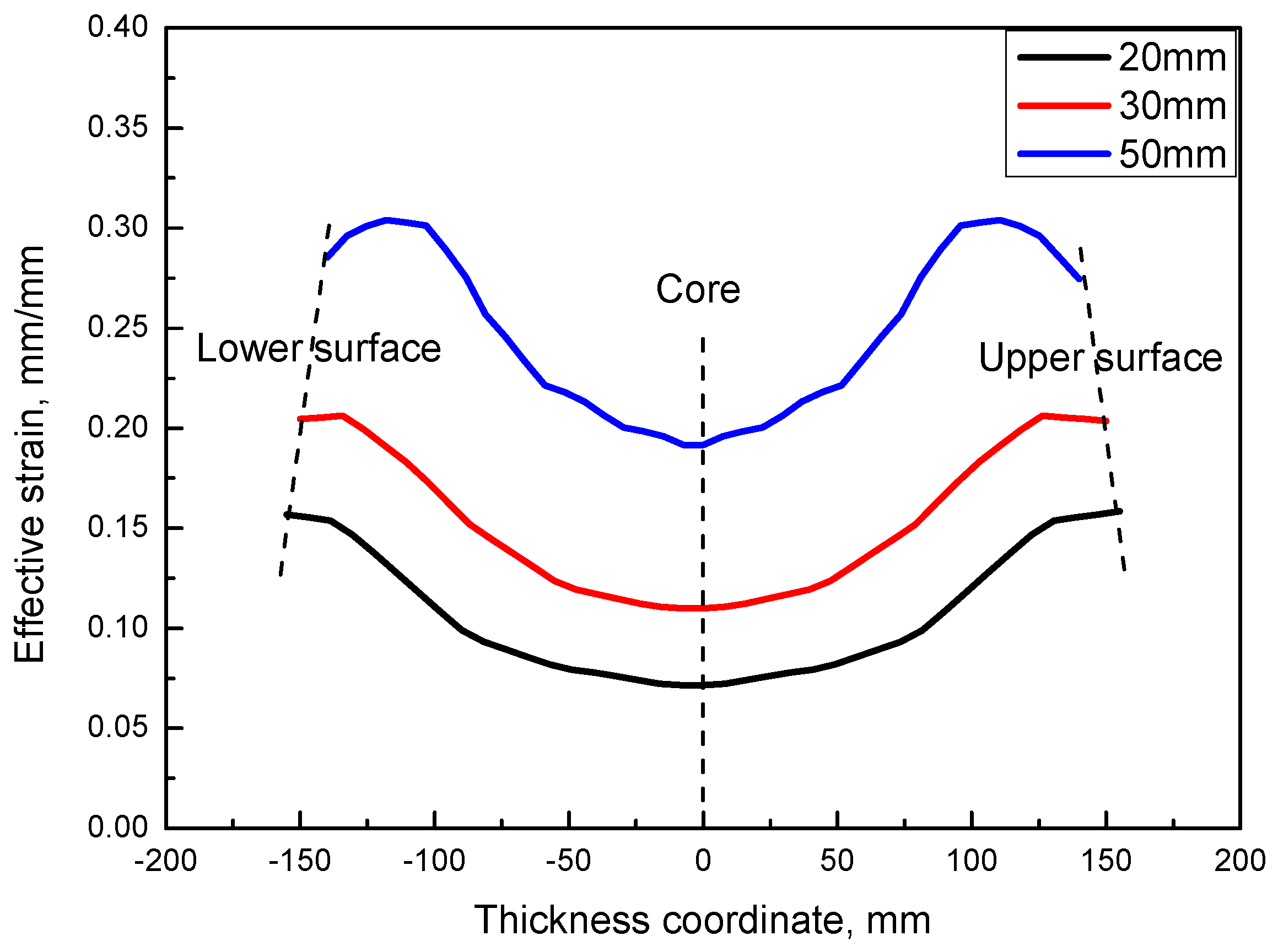
3.2. Strain and Strain Rate Distribution in Thickness during HHR2
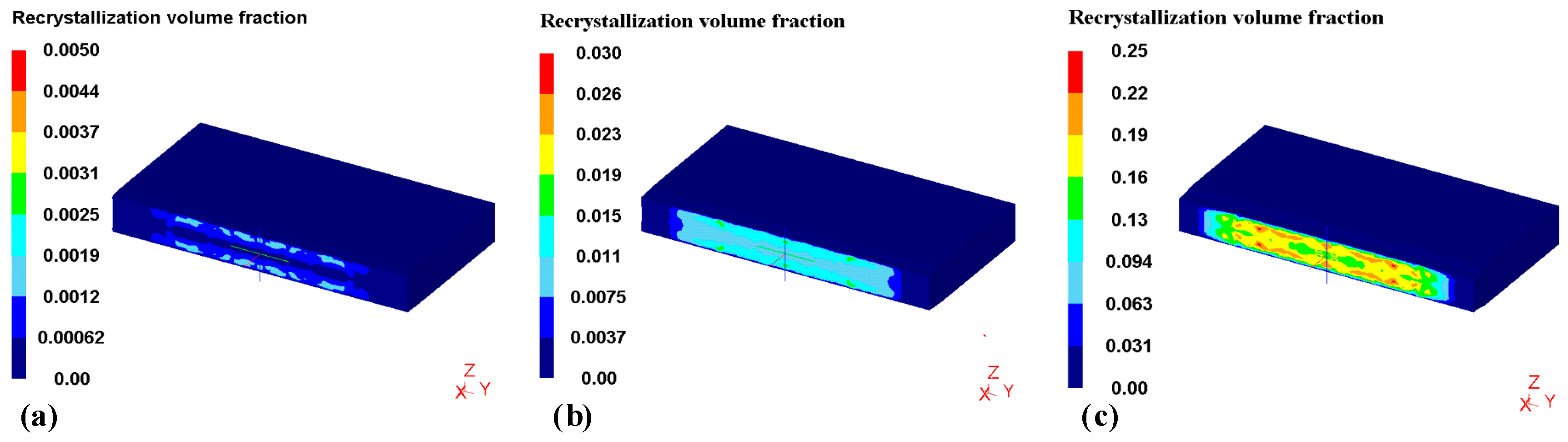
3.3. Analysis of DRX during HHR2
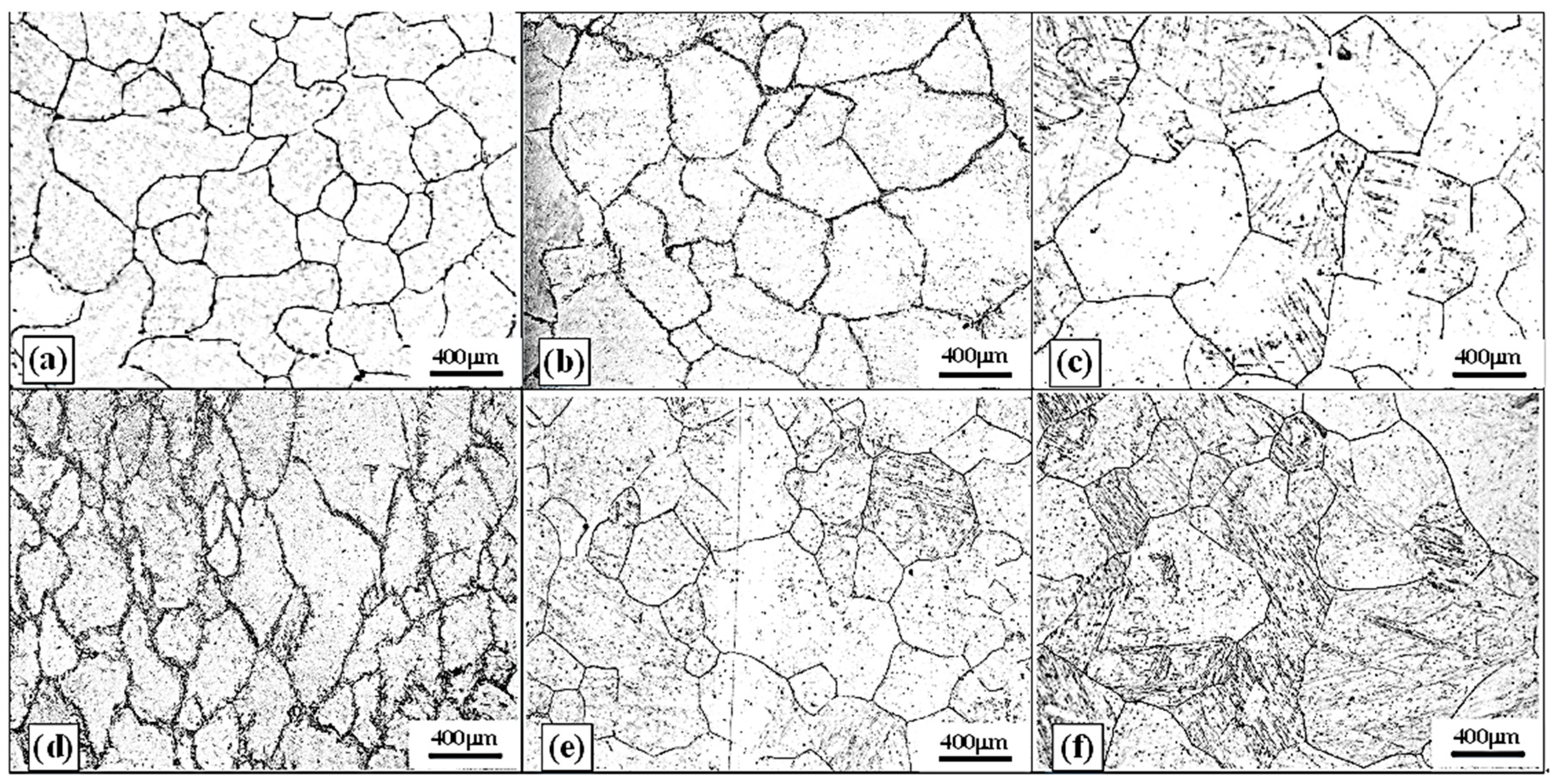
3.4. Microstructure Validation of HHR2 Process
4. Conclusions
- (1)
- With the increase in the reduction ratio, the level of effective strain and strain rate are enhanced, and the DRX region on the cross section of slab is enlarged during HHR2. The non-DRX zone is mainly located on the edge and corner of the slab, where the temperatures are low.
- (2)
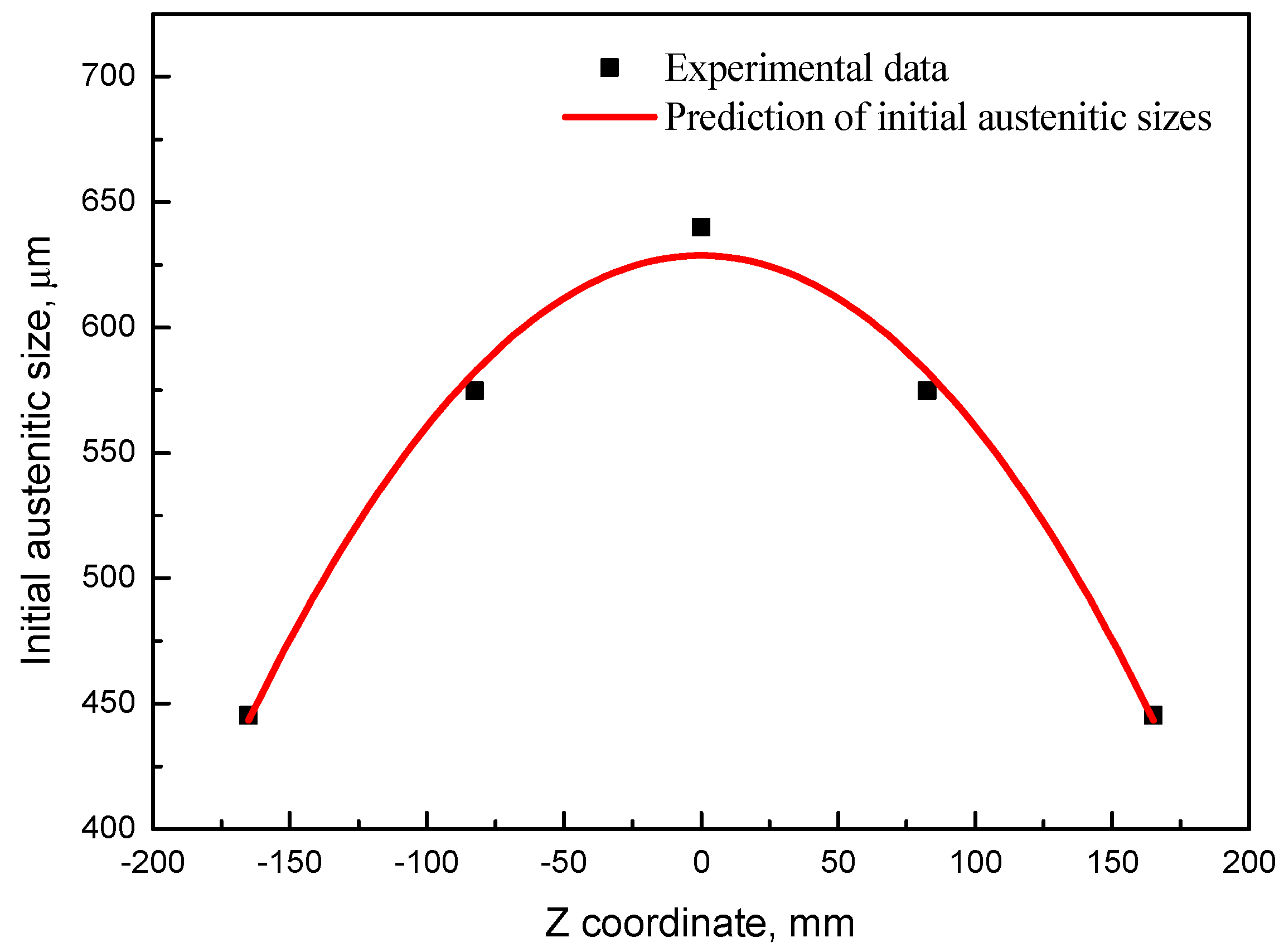
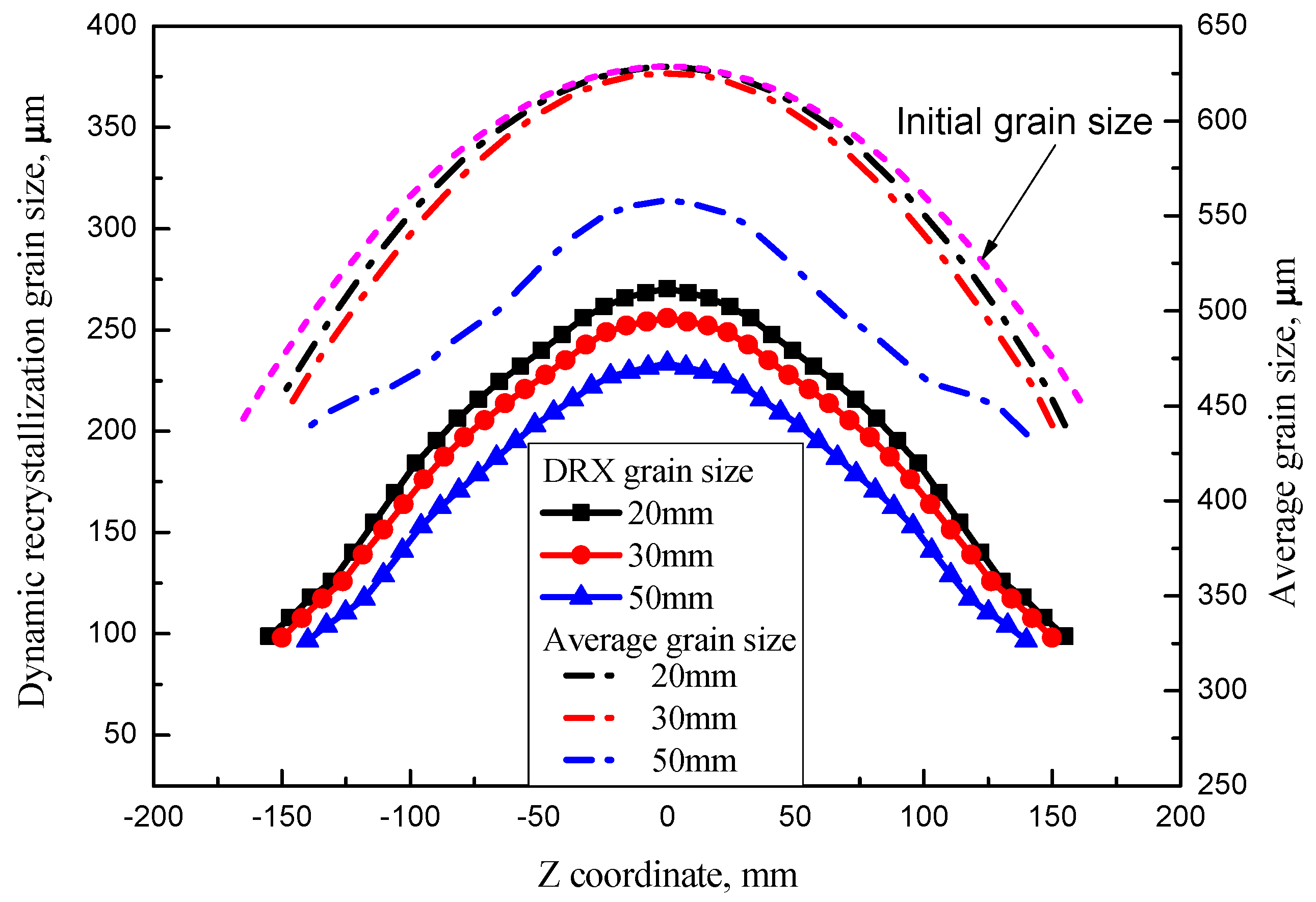
- The DRX grain size increases from the surfaces to core of slab, which have distributions similar to the characteristics of temperature on the cross section of the slab. With the increase in the reduction amount from 20 mm to 50 mm, there is a decrease in the DRX grain size, and the DRX volume fraction increases from nearly 0% to 10–25%, which means that a higher reduction ratio can promote the formation of finer DRX grains.
- (3)
- When the reduction amount increases from 20 mm to 50 mm, sufficient DRX is required to decrease the average grain size, and the difference of average grain sizes between the core and surface reduces by 52%. This means that appropriate enhancement of the reduction ratio is advantageous to the reduction of the average austenite grain size through DRX and for the promotion of the microstructure uniformity of slab during the HHR2 process.
Author Contributions
Funding
Conflicts of Interest
References
- Yim, C.H.; Park, J.K.; You, B.D.; Yang, S.M. The effect of soft reduction on center segregation in cc slab. ISIJ Int. 1996, 36, S231–S234. [Google Scholar] [CrossRef]
- Wu, M.; Domitner, J.; Ludwig, A. Using a two-phase columnar solidification model to study the principle of mechanical soft reduction in slab casting. Metall. Mater. Trans. A 2012, 43, 945–964. [Google Scholar] [CrossRef]
- Ji, C.; Luo, S.; Zhu, M. Analysis and application of soft reduction amount for bloom continuous casting process. ISIJ Int. 2014, 54, 504–510. [Google Scholar] [CrossRef] [Green Version]
- Ayata, K.; Koyama, S.; Nakata, H.; Kawasaki, S.; Ebina, K.; Hata, T. Improvement of Center Segregation in Continuously Cast Bloom by Hard Reduction Near the Crater End. In Proceedings of the Sixth International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990. [Google Scholar]
- Ebina, K.; Fujii, K.; Shimono, S.; Toyoshima, S.; Nakayama, K.; Takagi, I. Development of the hard reduction method in the No. 3 bloom caster at kobe works, kobe steel. Revue de Métallurgie 1992, 89, 783–792. [Google Scholar] [CrossRef]
- Reichert, A.; Tacke, K.; Harste, K.; Hecht, M.; Heilemann, J.; Ölmann, U.; Schwerdtfeger, K.; Barber, B.; Beaverstock, R.; Walmsey, R. ECSC Report EUR 20190; European Commission: Brussels, Belgium, 2002; pp. 1–154.
- Ogibayashi, S.; Uchimura, M.; Isobe, K.; Maede, H.; Nishihara, Y.; Sato, S. Improvement of center segregation in continuously cast blooms by soft reduction in the final stage of solidification, IISC. In Proceedings of the Sixth International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990; pp. 271–278. [Google Scholar]
- Isobe, K.; Kusano, Y.; Noguchi, S.; Ishiyama, K.; Yamanaka, A.; Horie, T.; Uehara, M. Improvement of segregation of continuously cast billets by soft reduction. Near-Net-Shape Cast. Minimills 1995, 12, 179–192. [Google Scholar]
- Thome, R.; Harste, K. Principles of billet soft-reduction and consequences for continuous casting. ISIJ Int. 2006, 46, 1839–1844. [Google Scholar] [CrossRef] [Green Version]
- Humes, D.M.; Korzi, M.J.; Kozak, B.A.; Laughlin, J.T. Dynamic soft reduction of continuously cast slabs. Iron Steel Tech. 2008, 5, 29–36. [Google Scholar]
- Araki, K.; Kohriyama, T.; Nakamura, M. Development of heavy section steel plates with improved internal properties through forging and plate rolling process using continuous casting slabs. Kawasaki Steel Tech. Rep. 1999, 40, 80–85. [Google Scholar]
- The Technical Society, the Iron and Steel Institute of Japan. Production and Technology of Iron and Steel in Japan during 2007. ISIJ Int. 2008, 48, 707–728. [Google Scholar] [CrossRef]
- Hiraki, S.; Yamanaka, A.; Shirai, Y.; Satou, Y.; Kumakura, S. Development of new continuous casting technology (pccs) for very thick plate. Mater. Jpn. 2009, 48, 20–22. [Google Scholar] [CrossRef] [Green Version]
- Ji, C.; Wu, C.-H.; Zhu, M.-Y. Thermo-mechanical behavior of the continuous casting bloom in the heavy reduction process. JOM 2016, 68, 3107–3115. [Google Scholar] [CrossRef] [Green Version]
- Won, Y.M.; Yeo, T.-J.; Seol, D.J.; Oh, K.H. A new criterion for internal crack formation in continuously cast steels. Metall. Mater. Trans. B 2000, 31, 779–794. [Google Scholar] [CrossRef]
- Rindler, W.; Kozeschnik, E.; Buchmayr, B. Computer simulation of the brittle-temperature-range (btr) for hot cracking in steels. Steel Res. 2000, 71, 460–465. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. Finite-element analysis of porosity closure by heavy reduction process combined with ultra-heavy plates rolling. Steel Res. Int. 2014, 85, 1533–1543. [Google Scholar] [CrossRef]
- Li, T.; Li, H.; Li, R.; Wang, Z.; Wang, G. Work roll surface profile design and optimization for hot-core heavy reduction rolling process. ISIJ Int. 2019, 59, 1314–1322. [Google Scholar] [CrossRef] [Green Version]
- Gong, M.; Li, H.; Li, T.; Wang, B.; Wang, Z. Evolution of austenite grain size in continuously cast slab during hot-core heavy reduction rolling process based on hot compression tests. Steel Res. Int. 2018, 89, 1800025. [Google Scholar] [CrossRef]
- Humphreys, F. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures—I. The basic model. Acta Mater. 1997, 45, 4231–4240. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Machine type | Vertical bending |
| Number of strands | 1 |
| Machine radius/m | 13 |
| Metallurgical length/m | 30 |
| Machine height/m | 13.5 |
| Slab thickness/mm | 200/250/300/330 |
| Slab width/mm | 1300~2400 |
| Parameters | Value |
|---|---|
| Machine type | 2-High mill |
| Roll dimension/mm | Φ1350 × 2600 |
| Maximum force/kN | 35,000 |
| Motor power/kW | 400 |
| No. | Corresponding Positions | Holding Time (min) | Cooling Rate (°C/s) | Deformation Temperature (°C) | Strain Rate (/s) | True Strain |
|---|---|---|---|---|---|---|
| SA | Surface | 1.5 | 5 | 950 | - | - |
| SB | Quarter | 9 | 0.4 | 1150 | - | - |
| SC | Core | 16 | 0.5 | 1300 | - | - |
| SD | Surface | 1.5 | 5 | 950 | 0.01 | 0.3 |
| SE | Quarter | 9 | 0.4 | 1150 | 0.01 | 0.25 |
| SF | Core | 16 | 0.5 | 1300 | 0.01 | 0.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Li, T.; Gong, M.; Wang, Z.; Wang, G. Finite Element Analysis of Dynamic Recrystallization of Casting Slabs during Hot-Core Heavy Reduction Rolling Process. Metals 2020, 10, 181. https://doi.org/10.3390/met10020181
Li H, Li T, Gong M, Wang Z, Wang G. Finite Element Analysis of Dynamic Recrystallization of Casting Slabs during Hot-Core Heavy Reduction Rolling Process. Metals. 2020; 10(2):181. https://doi.org/10.3390/met10020181
Chicago/Turabian StyleLi, Haijun, Tianxiang Li, Meina Gong, Zhaodong Wang, and Guodong Wang. 2020. "Finite Element Analysis of Dynamic Recrystallization of Casting Slabs during Hot-Core Heavy Reduction Rolling Process" Metals 10, no. 2: 181. https://doi.org/10.3390/met10020181