Effects of Microstructure Evolution on Fretting Wear Behaviors of 25CrNi2MoVE Steel under Different Tempering States

 ,
,
Abstract
:1. Introduction
2. Experimental Details
2.1. Material and Heat Treatment
2.2. Material Characterization
2.3. Fretting Wear Test and Calculation of Volumetric Wear Rate
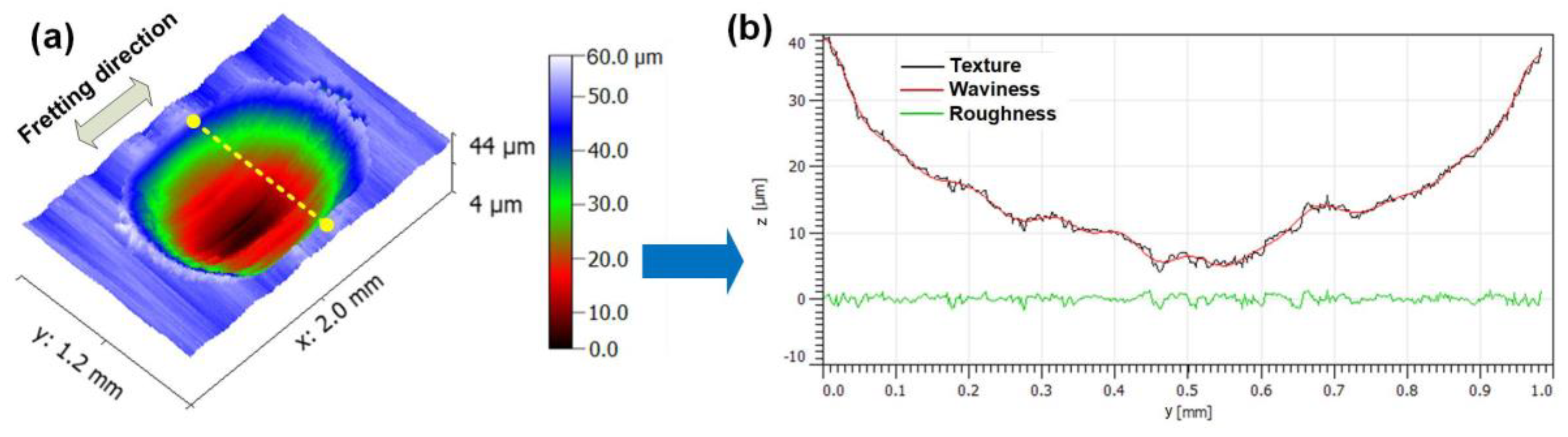
2.4. Measurements of Worn Surface Roughness (WSR)
3. Results and Analysis
3.1. Fretting Wear Behaviors
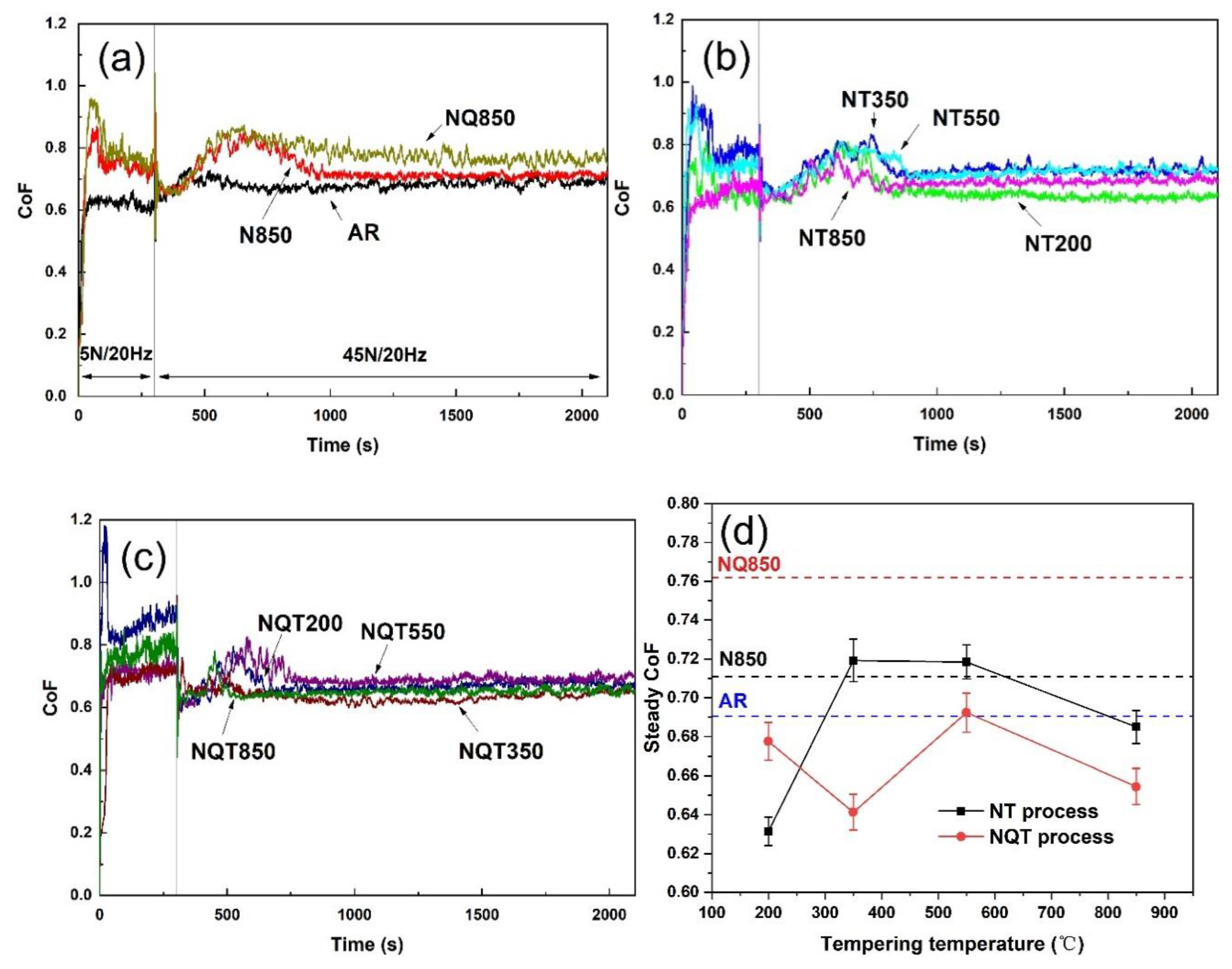
3.1.1. Coefficient of Friction
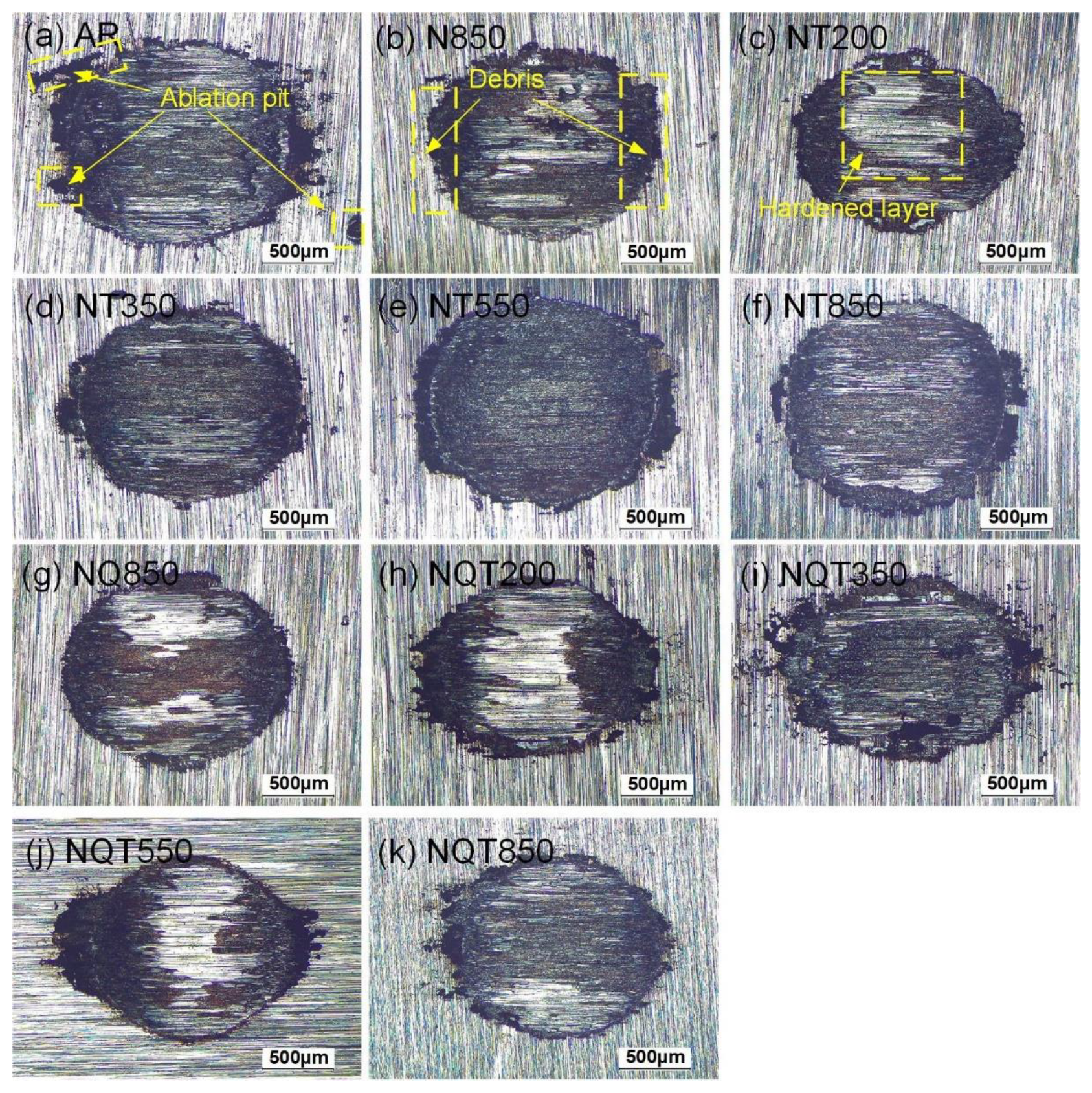
3.1.2. Worn Morphologies and Volumetric Wear Rate (Kv)
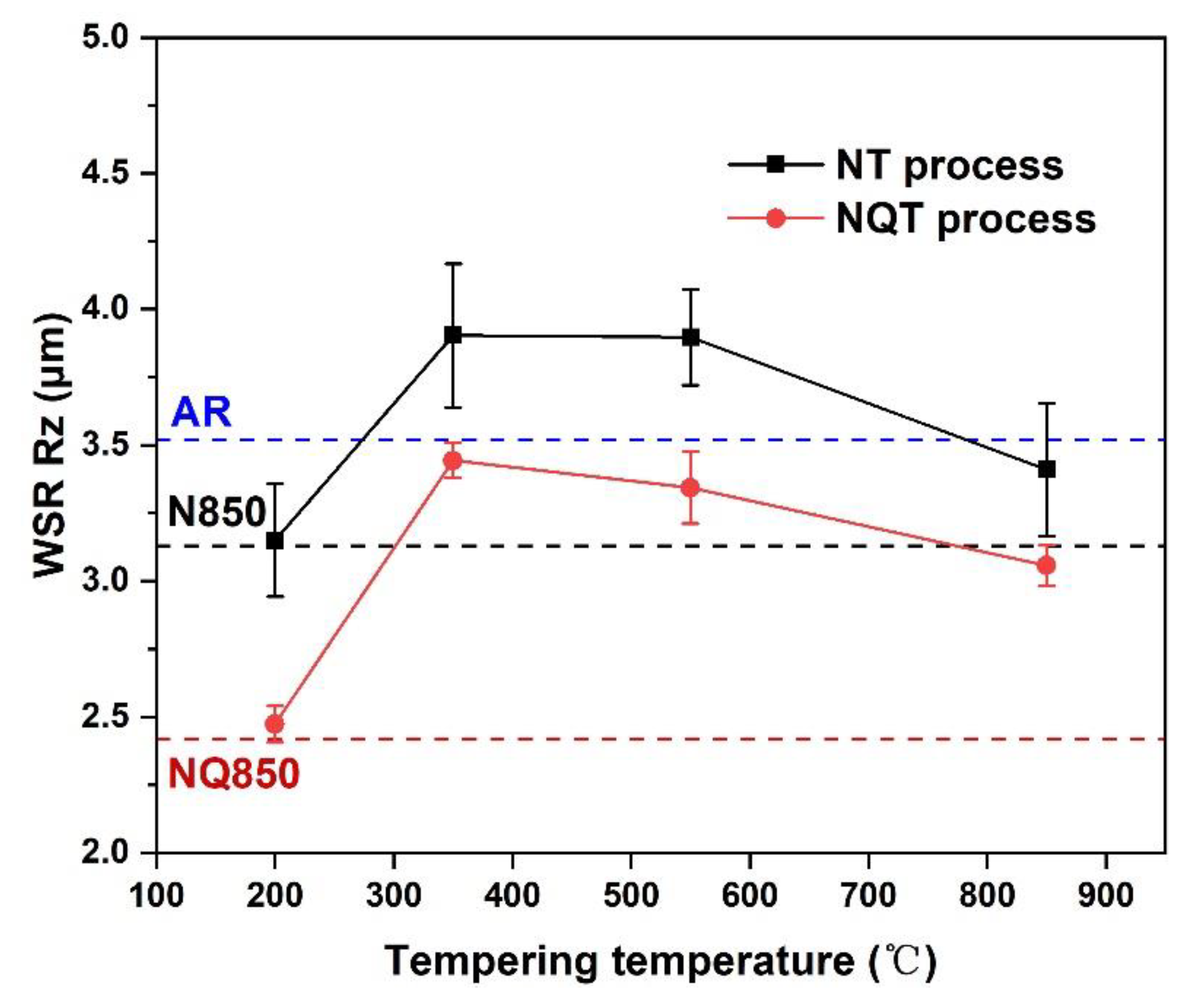
3.1.3. Worn Surface Roughness Rz
3.2. Relationship between Microhardness and Wear Properties
3.3. Relationship between Microstructure Evolution and Wear
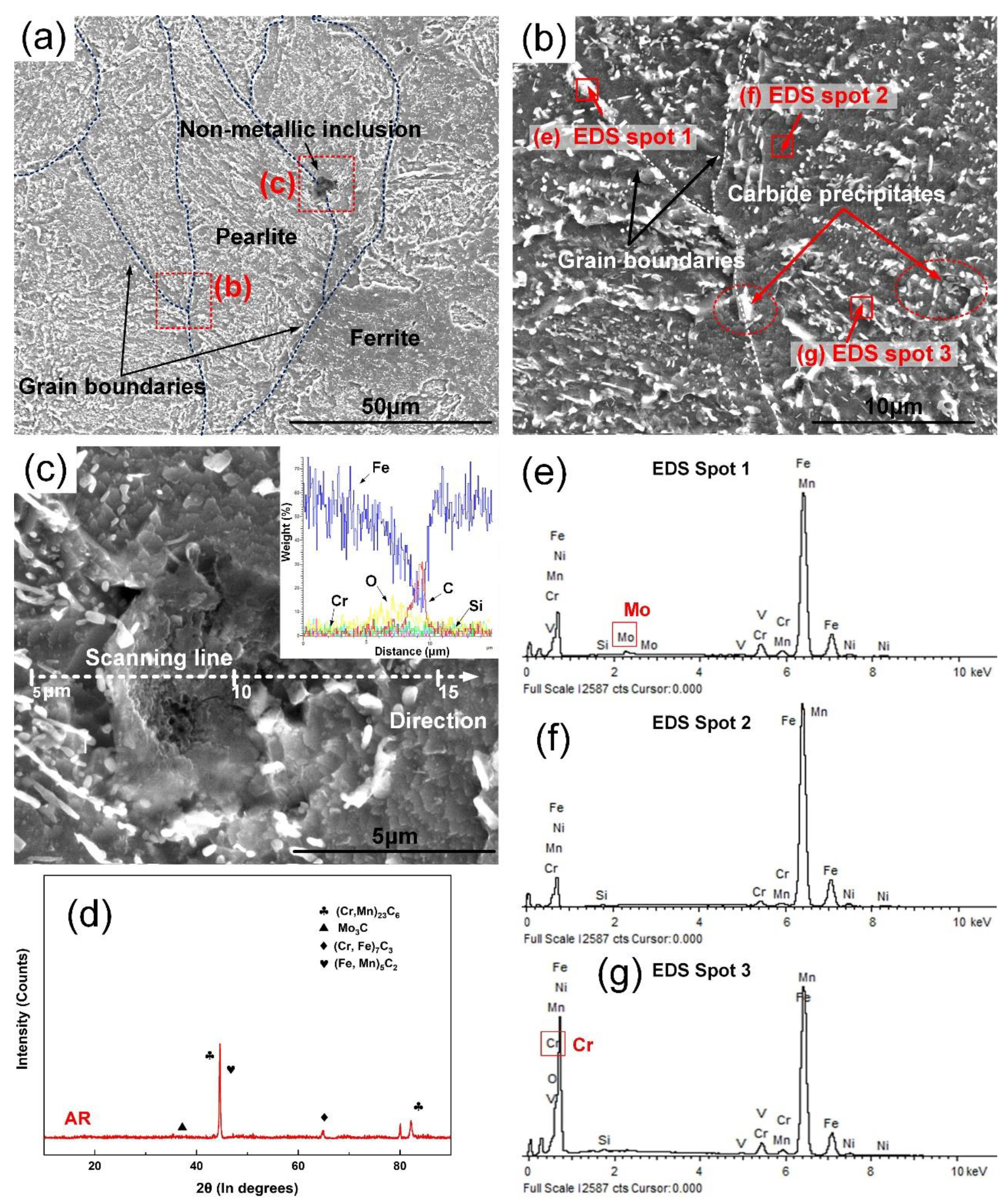
3.3.1. Initial Microstructure under As-Received State (AR)
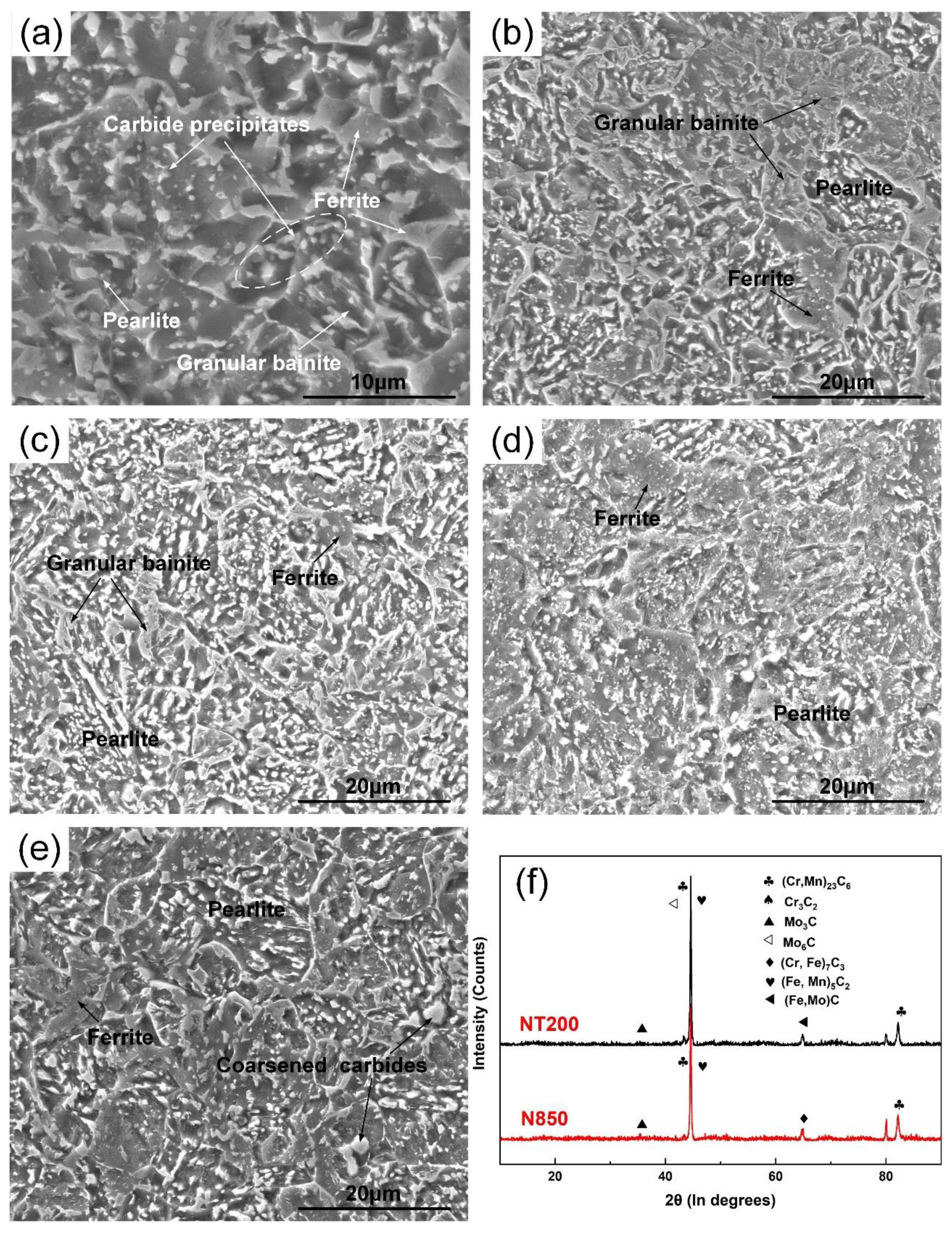
3.3.2. Tempered Microstructure after Normalizing (N850, NT200, NT350, NT550, NT850)
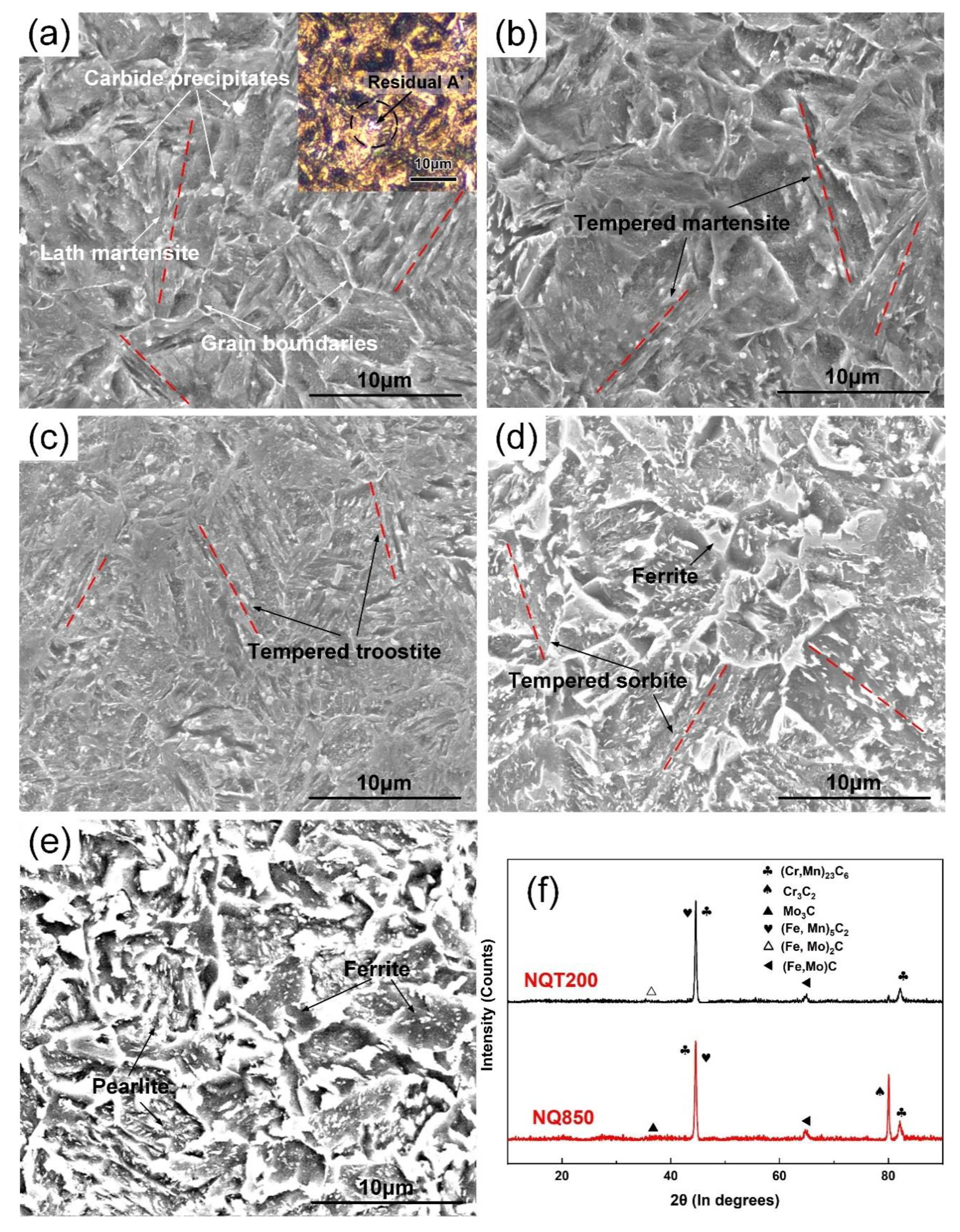
3.3.3. Tempered Microstructure after Quenching (NQ850, NQT200, NQT350, NQT550, NQT850)
3.4. Wear Mechanisms
4. Conclusions
- In AR state (spheroidization annealing), coarse ferrite grain, pearlite grain and carbide precipitates are the main reasons for the low wear resistance.
- Normalizing significantly reduced the grain and carbide precipitate size of the original material and obtained the beneficial M5C2 phase and a low worn surface roughness. Tempering at 200 °C can promote the formation and refinement of bainite, and the presence of metastable M6C, M3C and M5C2 carbides can also improve wear performances. From 350 °C to 850 °C, bainite gradually reduced or dissolved, grain boundary disappeared and volumetric wear rate, coefficient of friction and worn surface roughness increased.
- Martensite multi-phase structure and M2C and M5C2 carbides can be generated by quenching to improve wear resistance and worn surface roughness. After tempering at 200 °C, the tempered martensite structure was obtained, which effectively alleviated the fatigue wear problems. When tempering at 350 °C, the tempered troostite increased the degree of adhesive wear and worn surface roughness, but the good continuity of surface oxide film provides good wear resistance. The excessive tempering temperature resulted in the decrease of material strength and deterioration of volumetric wear rate.
- In AR state, the coarse grain caused an easy slip tendency, leading to a high adhesive wear and fatigue wear degree. After normalizing, the grains are refined, and the fatigue wear is improved accordingly. As the tempering temperature increased, the hardness and work hardening tendency decreased and the degree of abrasive wear gradually decreased. For quenched samples, the staggered lath martensite structure greatly enhanced the hardness, and adhesive wear and fatigue wear became the main mechanisms. As the tempering temperature increased, fatigue wear improved. Abrasive wear tends to increase first and then decrease, and adhesive wear gradually becomes the main wear mechanism.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Ac1 | start temperature of pearlite to austenite transformation during heating [°C] | Ac3 | finish temperature of ferrite to austenite transformation during heating [°C] |
| Ms | martensite start temperature during cooling [°C] | Mf | martensite finish temperature during cooling [°C] |
| V | volumetric wear loss [mm3] | h | maximum depth of the fretting wear scar on lower sample [mm] |
| ρ | approximate curvature radius of the wear scar concave surface | l | maximum length of the wear scar along the fretting direction [mm] |
| d | maximum width of the wear scar perpendicular to the fretting direction [mm] | Kv | volumetric wear rate [mm3/Nm] |
| FN | imposed normal contact force [N] | s | relative slip distance [m] |
References
- Ding, J.; Leen, S.B.; McColl, I.R. The effect of slip regime on fretting wear-induced stress evolution. Int. J. Fatigue 2004, 26, 521–531. [Google Scholar] [CrossRef]
- Alfredsson, B. Fretting fatigue of a shrink-fit pin subjected to rotating bending: Experiments and simulations. Int. J. Fatigue 2009, 31, 1559–1570. [Google Scholar] [CrossRef]
- Zeise, B.; Liebich, R.; Prölß, M. Simulation of fretting wear evolution for fatigue endurance limit estimation of assemblies. Wear 2014, 316, 49–57. [Google Scholar] [CrossRef]
- Wang, S.; Wang, F.; Liao, Z.; Wang, Q.; Liu, Y.; Liu, W. Study on torsional fretting wear behavior of a ball-on-socket contact configuration simulating an artificial cervical disk. Mat. Sci. Eng. 2015, 55, 22–33. [Google Scholar] [CrossRef] [PubMed]
- De Martino, I.; Assini, J.B.; Elpers, M.E.; Wright, T.M.; Westrich, G.H. Corrosion and fretting of a modular hip system: A retrieval analysis of 60 rejuvenate stems. J. Arthroplasty 2015, 30, 1470–1475. [Google Scholar] [CrossRef] [PubMed]
- Hyde, T.R.; Leen, S.B.; McColl, I.R. A simplified fretting test methodology for complex shaft couplings. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 1047–1067. [Google Scholar] [CrossRef]
- Bensely, A.; Senthilkumar, D.; Lal, D.M.; Nagarajan, G.; Rajadurai, A. Effect of cryogenic treatment on tensile behavior of case carburized steel-815M17. Mater. Charact. 2007, 58, 485–491. [Google Scholar] [CrossRef]
- Tan, L.; Crone, W.C.; Sridharan, K. Fretting wear study of surface modified Ni–Ti shape memory alloy. J. Mater. Sci. Mater. Med. 2002, 13, 501–508. [Google Scholar] [CrossRef]
- Deshpande, P.K.; Lin, R.Y. Wear resistance of WC particle reinforced copper matrix composites and the effect of porosity. Mat. Sci. Eng. A Struct. 2006, 418, 137–145. [Google Scholar] [CrossRef]
- Aiguo, W.; Rack, H.J. Abrasive wear of silicon carbide particulate—and whisker-reinforced 7091 aluminum matrix composites. Wear 1991, 146, 337–348. [Google Scholar] [CrossRef]
- Fischer, T.E.; Zhu, Z.; Kim, H.; Shin, D.S. Genesis and role of wear debris in sliding wear of ceramics. Wear 2000, 245, 53–60. [Google Scholar] [CrossRef]
- Kesavan, D.; Kamaraj, M. The microstructure and high temperature wear performance of a nickel base hardfaced coating. Surf. Coat. Tech. 2010, 204, 4034–4043. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Xiao, F.; Zhou, H.; Zhang, G.; Li, J. Effects of carbides on abrasive wear properties and failure behaviours of high speed steels with different alloy element content. Wear 2017, 376, 968–974. [Google Scholar] [CrossRef]
- Wang, Q.; Li, X. Effects of Nb, V, and W on microstructure and abrasion resistance of Fe-Cr-C hardfacing alloys. Weld. J. 2010, 89, 133–139. [Google Scholar]
- Hussainova, I. Effect of microstructure on the erosive wear of titanium carbide-based cermets. Wear 2003, 255, 121–128. [Google Scholar] [CrossRef]
- Sahin, Y.; Erdogan, M.; Cerah, M. Effect of martensite volume fraction and tempering time on abrasive wear of ferritic ductile iron with dual matrix. Wear 2008, 265, 196–202. [Google Scholar] [CrossRef]
- Wei, M.X.; Wang, S.Q.; Wang, L.; Cui, X.H.; Chen, K.M. Effect of tempering conditions on wear resistance in various wear mechanisms of H13 steel. Tribol. Int. 2011, 44, 898–905. [Google Scholar] [CrossRef]
- Coronado, J.J.; Gómez, A.; Sinatora, A. Tempering temperature effects on abrasive wear of mottled cast iron. Wear 2009, 267, 2070–2076. [Google Scholar] [CrossRef]
- Chen, G.X.; Zhou, Z.R. Study on transition between fretting and reciprocating sliding wear. Wear 2001, 250, 665–672. [Google Scholar] [CrossRef]
- Hu, X.; Xie, L.; Gao, F.; Xiang, J. On the Development of Material Constitutive Model for 45CrNiMoVA Ultra-High-Strength Steel. Metals 2019, 9, 374. [Google Scholar] [CrossRef] [Green Version]
- Perenda, J.; Trajkovski, J.; Žerovnik, A.; Prebil, I. Modeling and experimental validation of the surface residual stresses induced by deep rolling and presetting of a torsion bar. Int. J. Mater. Form. 2016, 9, 435–448. [Google Scholar] [CrossRef]
- Liu, T.; Shi, X.; Zhang, J.; Fei, B. Crack initiation and propagation of 30CrMnSiA steel under uniaxial and multiaxial cyclic loading. Int. J. Fatigue 2019, 122, 240–255. [Google Scholar] [CrossRef]
- Segerstark, A.; Andersson, J.; Svensson, L.; Ojo, O. Microstructural characterization of laser metal powder deposited Alloy 718. Mater. Charact. 2018, 142, 550–559. [Google Scholar] [CrossRef]
- Barralis, J.; Maeder, G. Métallurgie-Tome I: Métallurgie Physique; Collection Scientifique ENSAM; Communications Actives: Paris, France, 1982; p. 270. [Google Scholar]
- Yan, F.; Zhou, H. Measurement and calculation of wear volume of ball-disk fretting wear parts. Tribology 1995, 15, 145–151. [Google Scholar]
- Bonny, K.; De Baets, P.; Vleugels, J.; Huang, S.; Van der Biest, O.; Lauwers, B. Impact of Cr3C2/VC addition on the dry sliding friction and wear response of WC–Co cemented carbides. Wear 2009, 267, 1642–1652. [Google Scholar] [CrossRef]
- Radhika, N.; Subramaniam, R. Machining parameter optimisation of an aluminium hybrid metal matrix composite by statistical modelling. Ind. Lubr. Tribol. 2013, 65, 425–435. [Google Scholar] [CrossRef]
- Cui, X.H.; Wang, S.Q.; Wang, F.; Chen, K.M. Research on oxidation wear mechanism of the cast steels. Wear 2008, 265, 468–476. [Google Scholar] [CrossRef]
- Man, H.C.; Zhang, S.; Cheng, F.T. Improving the wear resistance of AA 6061 by laser surface alloying with NiTi. Mater. Lett. 2007, 61, 4058–4061. [Google Scholar] [CrossRef]
- Zhao, A.; Xie, J.; Sun, C.; Lei, Z.; Hong, Y. Effects of strength level and loading frequency on very-high-cycle fatigue behavior for a bearing steel. Int. J. Fatigue 2012, 38, 46–56. [Google Scholar] [CrossRef] [Green Version]
- Krell, A. Improved hardness and hierarchic influences on wear in submicron sintered alumina. Mat. Sci. Eng. A Struct. 1996, 209, 156–163. [Google Scholar] [CrossRef]
- Guo, J.; Cheng, S.; Cheng, Z.; Zhang, Y. Study on precipitation of carbonized inclusions during solidification of low carbon aluminum killed steel. In Proceedings of the Baosteel Biennial Academic Conference Meeting Steel’s New Challenges, Baosteel BAC, Shangai, China, 4–6 June 2013. [Google Scholar]
- Halila, F.; Czarnota, C.; Nouari, M. Analytical stochastic modeling and experimental investigation on abrasive wear when turning difficult to cut materials. Wear 2013, 302, 1145–1157. [Google Scholar] [CrossRef]
- Vélez, J.M.; Tanaka, D.K.; Sinatora, A.; Tschiptschin, A.P. Evaluation of abrasive wear of ductile cast iron in a single pass pendulum device. Wear 2001, 251, 1315–1319. [Google Scholar] [CrossRef] [Green Version]
- Jain, N.C.; Patwardhan, A.K. Effect of heat treatment on the hardness-microstructure inter-relation in a 7.5Mn-5Cr-1.5Cu alloy white iron: A modeling approach. Metall. Mater. Trans. A 1992, 23, 891–901. [Google Scholar] [CrossRef]
- Lan, H.F.; Du, L.X.; Li, Q.; Qiu, C.L.; Li, J.P.; Misra, R.D.K. Improvement of strength-toughness combination in austempered low carbon bainitic steel: The key role of refining prior austenite grain size. J. Alloy. Compd. 2017, 710, 702–710. [Google Scholar] [CrossRef]
- Mann, S.D.; McCulloch, D.G.; Muddle, B.C. Identification of M5C2 carbides in ex-service 1Cr-0.5 Mo steels. Metall. Mater. Trans. A 1995, 26, 509. [Google Scholar] [CrossRef]
- Singh, J.; Mazumder, J. Microstructure and wear properties of laser clad Fe-Cr-Mn-C alloys. Metall. Mater. Trans. A 1987, 18, 313–322. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.S.; Parameswaran, P.; Rao, K.B.S.; Mannan, S.L. Characterization of microstructures across the heat-affected zone of the modified 9Cr-1Mo weld joint to understand its role in promoting type IV cracking. Metall. Mater. Trans. A 2007, 38, 58–68. [Google Scholar] [CrossRef]
- De Castro, V.; Leguey, T.; Munoz, A.; Monge, M.A.; Fernández, P.; Lancha, A.M.; Pareja, R. Mechanical and microstructural behaviour of Y2O3 ODS EUROFER 97. J. Nucl. Mater. 2007, 367, 196–201. [Google Scholar] [CrossRef]
- Casellas, D.; Caro, J.; Molas, S.; Prado, J.M.; Valls, I. Fracture toughness of carbides in tool steels evaluated by nanoindentation. Acta Mater. 2007, 55, 4277–4286. [Google Scholar] [CrossRef]
- Arzt, E. Size effects in materials due to microstructural and dimensional constraints: A comparative review. Acta Mater. 1998, 46, 5611–5626. [Google Scholar] [CrossRef] [Green Version]
- Cui, X.H.; Wang, S.Q.; Wei, M.X.; Yang, Z.R. Wear characteristics and mechanisms of H13 steel with various tempered structures. J. Mater. Eng. Perform. 2011, 20, 1055–1062. [Google Scholar] [CrossRef]
- Hu, Y.; Tian, J.; Xu, M.; Zhao, H.; Wang, M.; Wang, M.; Zhang, A. The Preparation of H13 Steel for TBM Cutter and the Performance Test Close to Working Condition. Appl. Sci. 2018, 8, 1877. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.Q.; Wang, F.; Cui, X.H.; Chen, K.M. Effect of secondary carbides on oxidation wear of the Cr–Mo–V cast steels. Mater. Lett. 2008, 62, 279–281. [Google Scholar] [CrossRef]
- Yan, G.; Huang, X.; Wang, Y.; Qin, X.; Yang, M.; Chu, Z.; Jin, K. Effects of heat treatment on mechanical properties of H13 steel. Met. Sci. Heat. Treat 2010, 52, 393–395. [Google Scholar]
- Dhua, S.K.; Ray, A.; Sarma, D.S. Effect of tempering temperatures on the mechanical properties and microstructures of HSLA-100 type copper-bearing steels. Mat. Sci. Eng. A Struct. 2001, 318, 197–210. [Google Scholar] [CrossRef]
- Ghosh, A.; Wang, W.; Sadeghi, F. An elastic–plastic investigation of third body effects on fretting contact in partial slip. Int. J. Solids Struct. 2016, 81, 95–109. [Google Scholar] [CrossRef]
- Ånmark, N.; Björk, T. Tool wear in soft part turning of high performance steel. Procedia CIRP 2016, 46, 484–487. [Google Scholar] [CrossRef] [Green Version]
- Bakshi, S.D.; Shipway, P.H.; Bhadeshia, H. Three-body abrasive wear of fine pearlite, nanostructured bainite and martensite. Wear 2013, 308, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.; Chen, Y.; Li, H. A study on sliding wear mechanism of ultrahigh molecular weight polyethylene/polypropylene blends. Wear 2004, 256, 1088–1094. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mn | Mo | C | Si | V | Al | Cu | N | P | O | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2.1 | 1.55 | 0.66 | 0.3 | 0.26 | 0.26 | 0.105 | 0.097 | 0.03 | 0.0222 | 0.0135 | 0.0023 | 0.007 | Balance |
| Material States | Heat Treatments | |
|---|---|---|
| As -received (AR) | Austenized at no less than 1120 °C, annealed at no less than 850 °C (as per manufacturer) | |
| No tempering | N850 | AR + Normalized at 850 °C for30 min, air cooling |
| NQ850 | N850 + Quenched at 850 °C for 30 min, oil cooling | |
| Low-temperature tempering | NT200 | N850 + Tempered at 200 °C for 90 min, air cooling |
| NQT200 | NQ850 + Tempered at 200 °C for 90 min, air cooling | |
| Medium-temperature tempering | NT350 | N850 + Tempered at 350 °C for 90 min, air cooling |
| NQT350 | NQ850 + Tempered at 350 °C for 90 min, air cooling | |
| High-temperature tempering | NT550 | N850 + Tempered at 550 °C for 90 min, air cooling |
| NQT550 | NQ850 + Tempered at 550 °C for 90 min, air cooling | |
| Excessive temperature | NT850 | N850 + Tempered at 850 °C for 90 min, air cooling |
| NQT850 | NQ850 + Tempered at 850 °C for 90 min, air cooling | |
| Parameters | Set Values |
|---|---|
| Stroke (μm) | 200 |
| Frequency (Hz) | 20 |
| Preloading force (N) | 5 |
| Preloading time (min) | 5 |
| Normal force (N) | 45 |
| Loading time (min) | 30 |
| Total number of wear cycles | 42,000 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, X.; Lai, F.; Qu, S.; Zhang, Y.; Liu, H.; Wu, Z. Effects of Microstructure Evolution on Fretting Wear Behaviors of 25CrNi2MoVE Steel under Different Tempering States. Metals 2020, 10, 351. https://doi.org/10.3390/met10030351
Hu X, Lai F, Qu S, Zhang Y, Liu H, Wu Z. Effects of Microstructure Evolution on Fretting Wear Behaviors of 25CrNi2MoVE Steel under Different Tempering States. Metals. 2020; 10(3):351. https://doi.org/10.3390/met10030351
Chicago/Turabian StyleHu, Xiongfeng, Fuqiang Lai, Shengguan Qu, Yalong Zhang, Haipeng Liu, and Zhibing Wu. 2020. "Effects of Microstructure Evolution on Fretting Wear Behaviors of 25CrNi2MoVE Steel under Different Tempering States" Metals 10, no. 3: 351. https://doi.org/10.3390/met10030351