Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles


 ,
,
Abstract
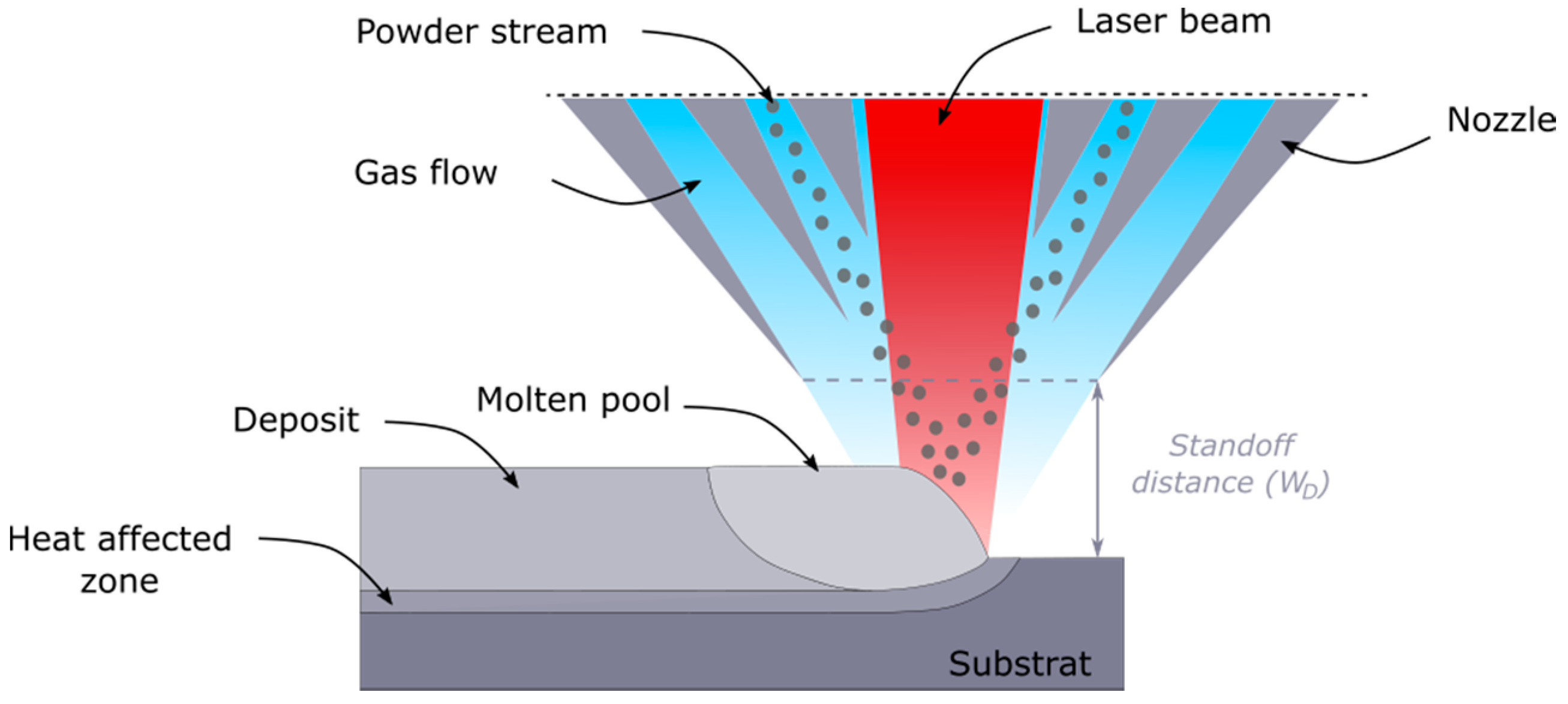
:1. Introduction
- (1)
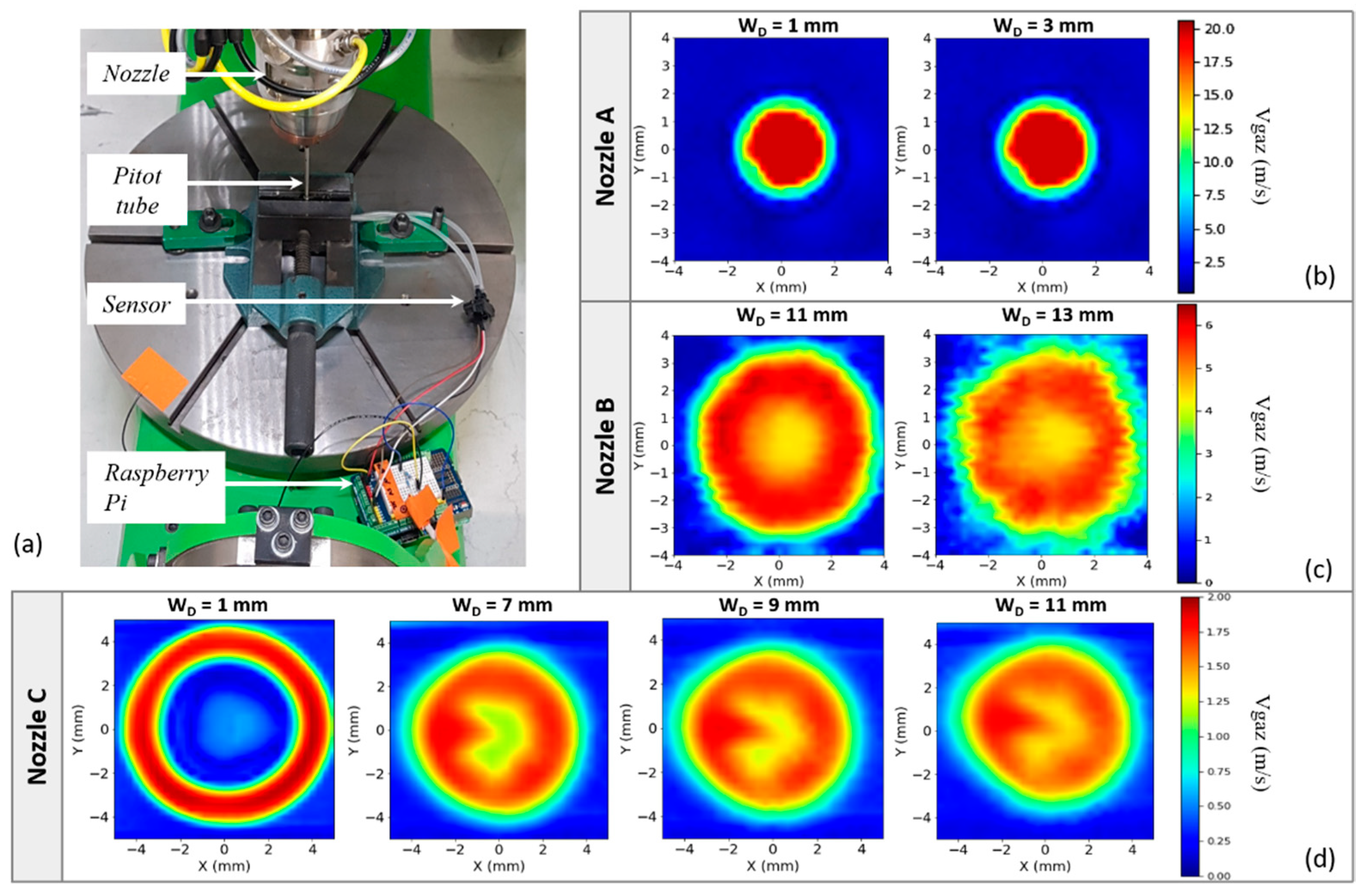
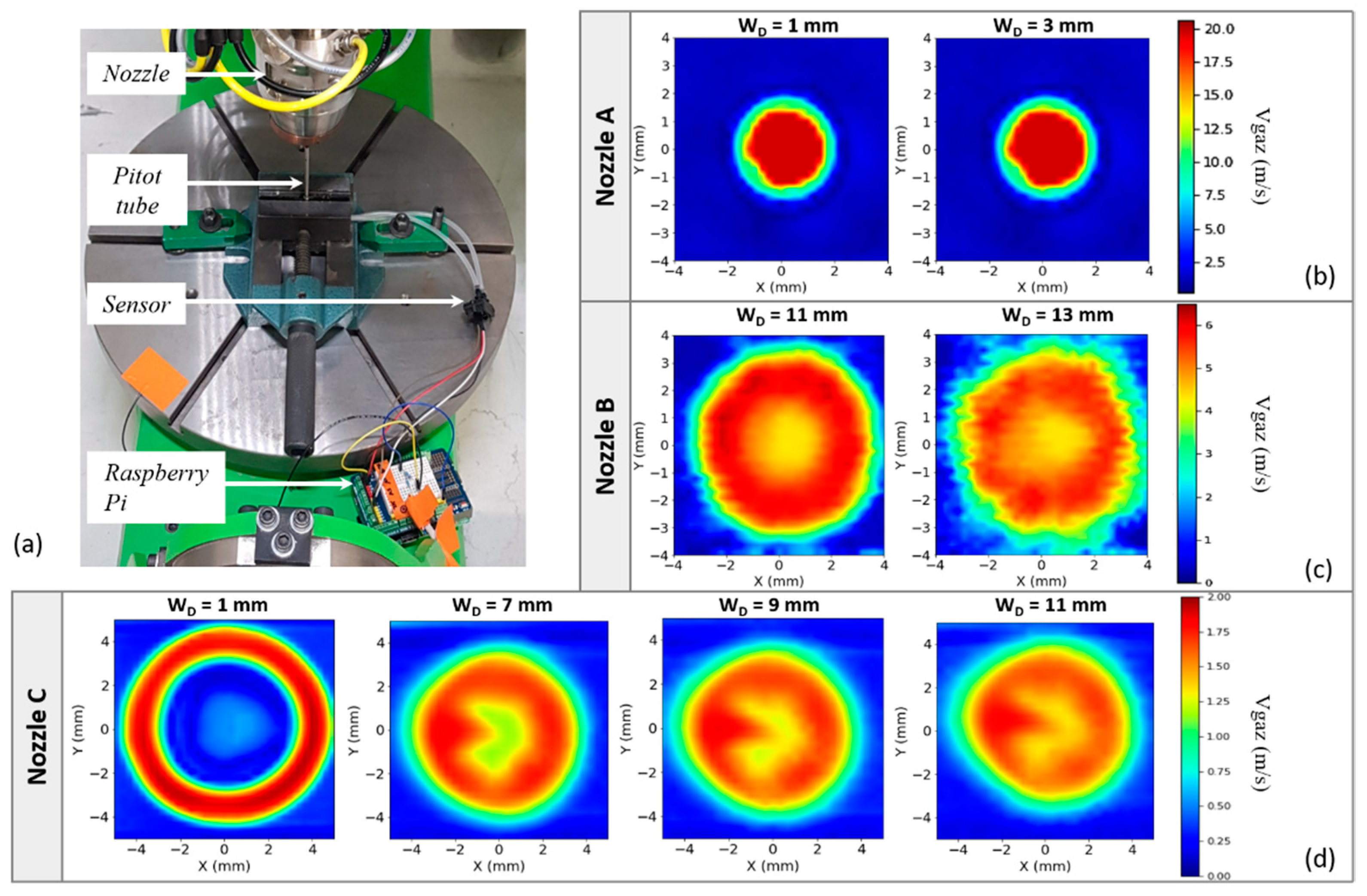
- A 3D pressure measurement with a Pitot tube to describe the gas velocity for 3 nozzle design and multiple gas flow rate;
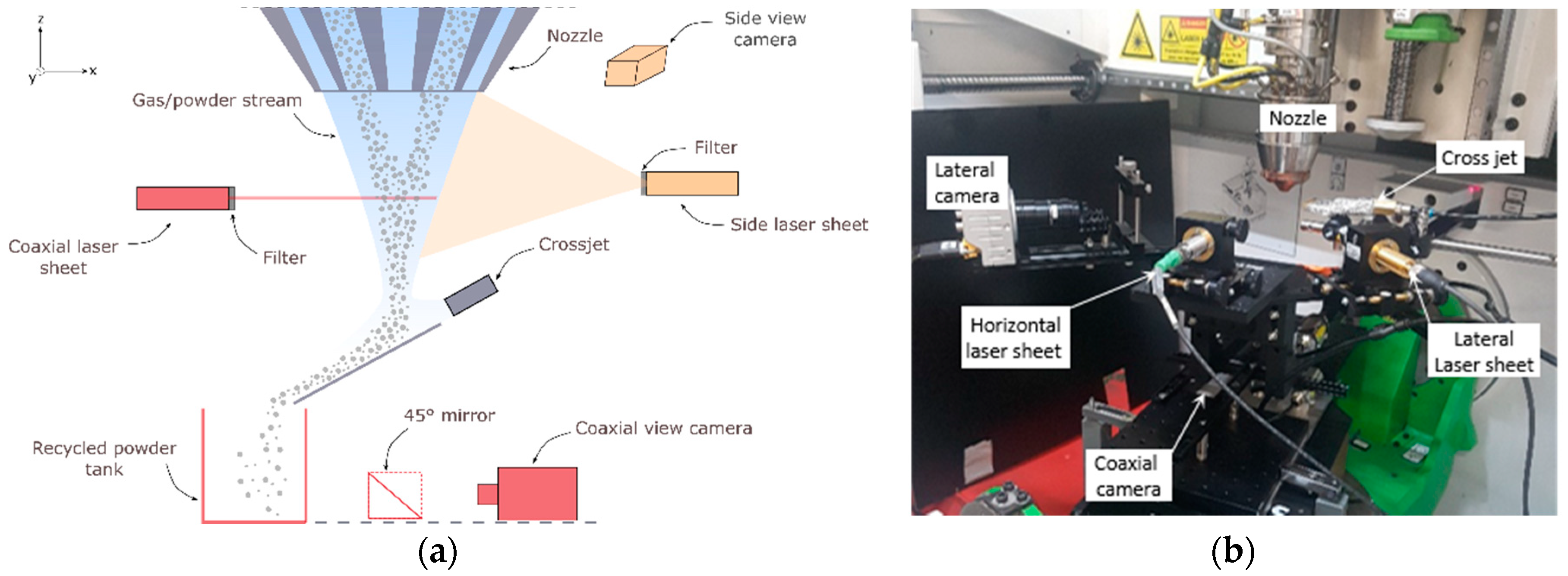
- (2)
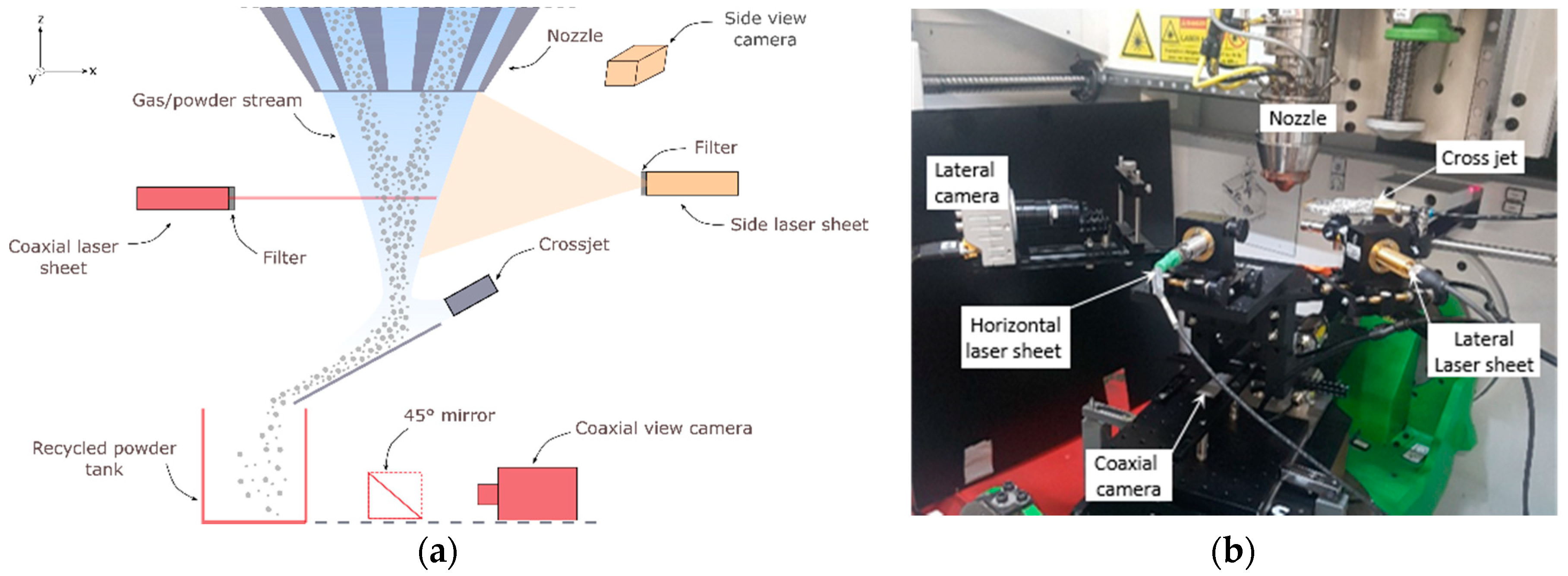
- A 3D coaxial optical observation combined with a lateral view of the powder stream and a weighting method to efficiently describe the powder stream characteristics for the 3 nozzles and multiple gas flow rates;
- (3)
- 2D axisymmetric simulations of the gas flow, and powder stream.
2. Experimental Conditions
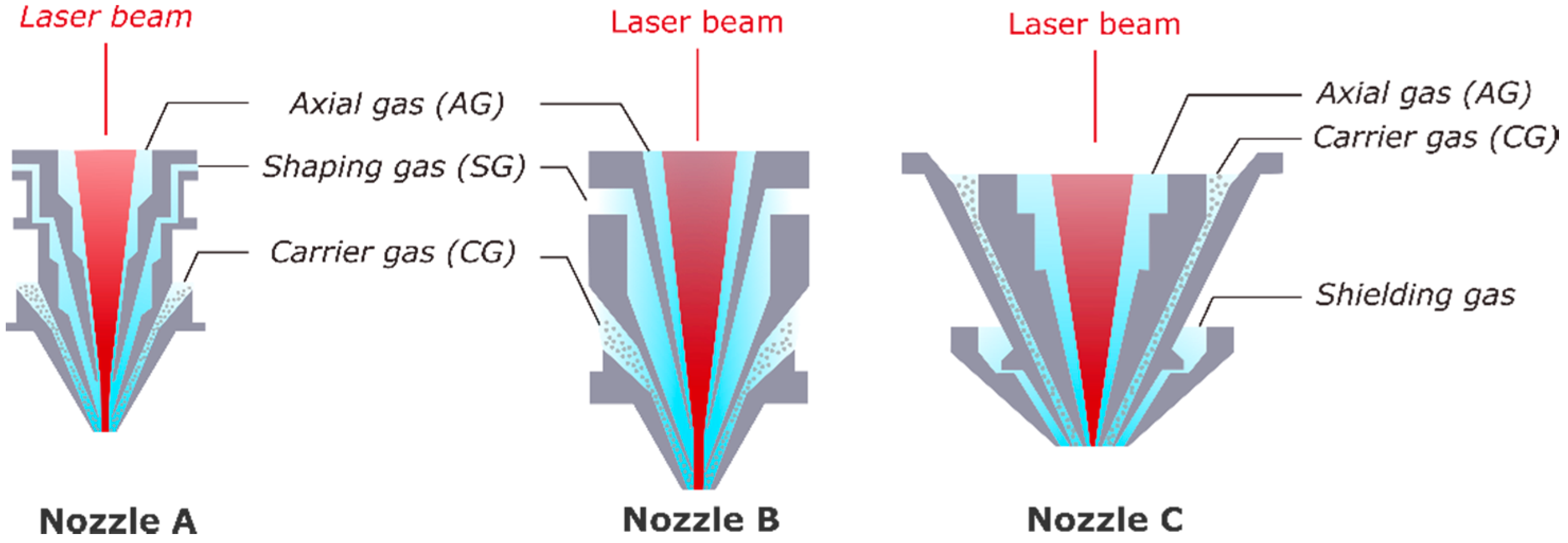
- An axial gas (AG) channel, to protect the laser beam optics;
- An internal annular channel, with a shaping gas (SG) which controls the powder stream structure;
- An external annular channel where a carrier gas (CG) hold the particles inside the nozzle until they reach the shaping flow. The particle flow and its carrier gas are injected in the annular channel by two main entrance points.
3. Experimental Results
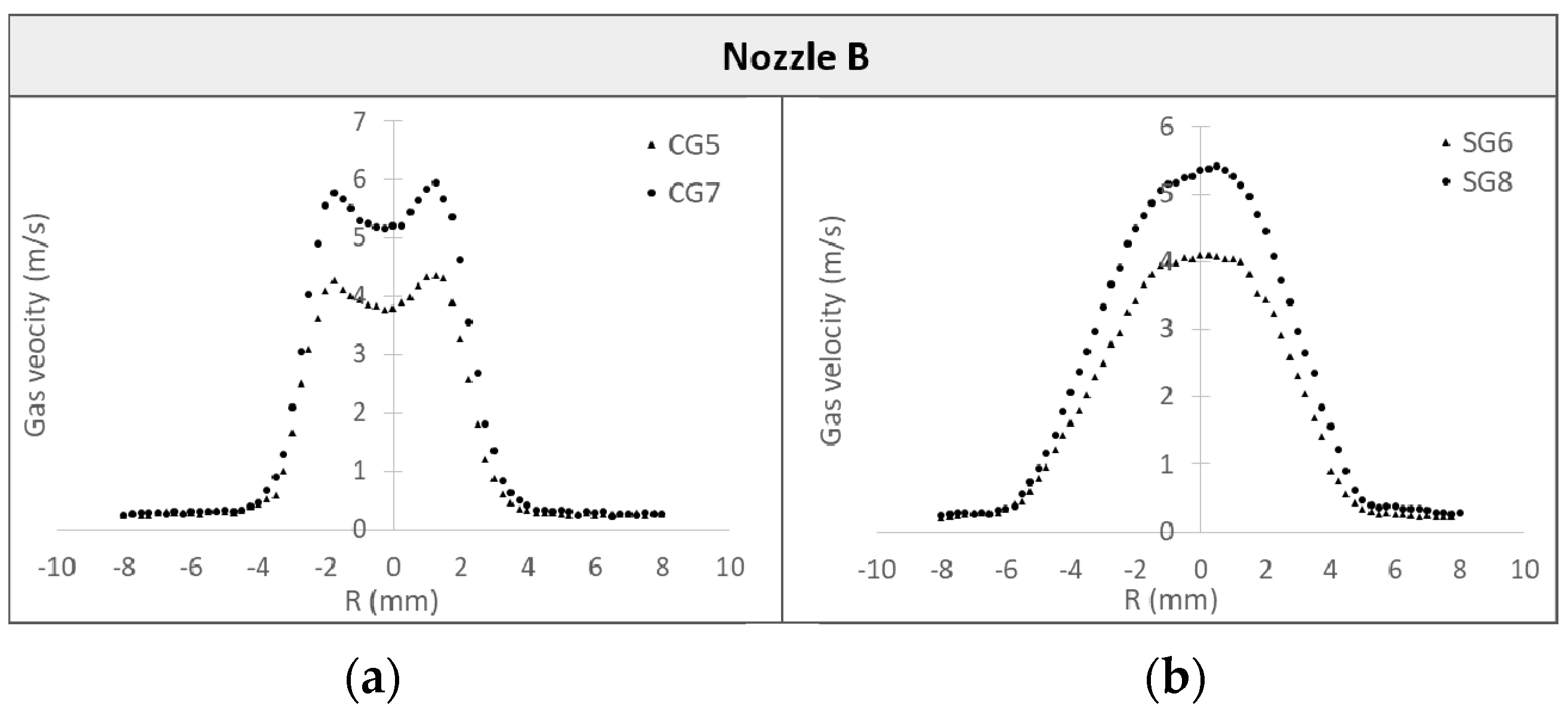
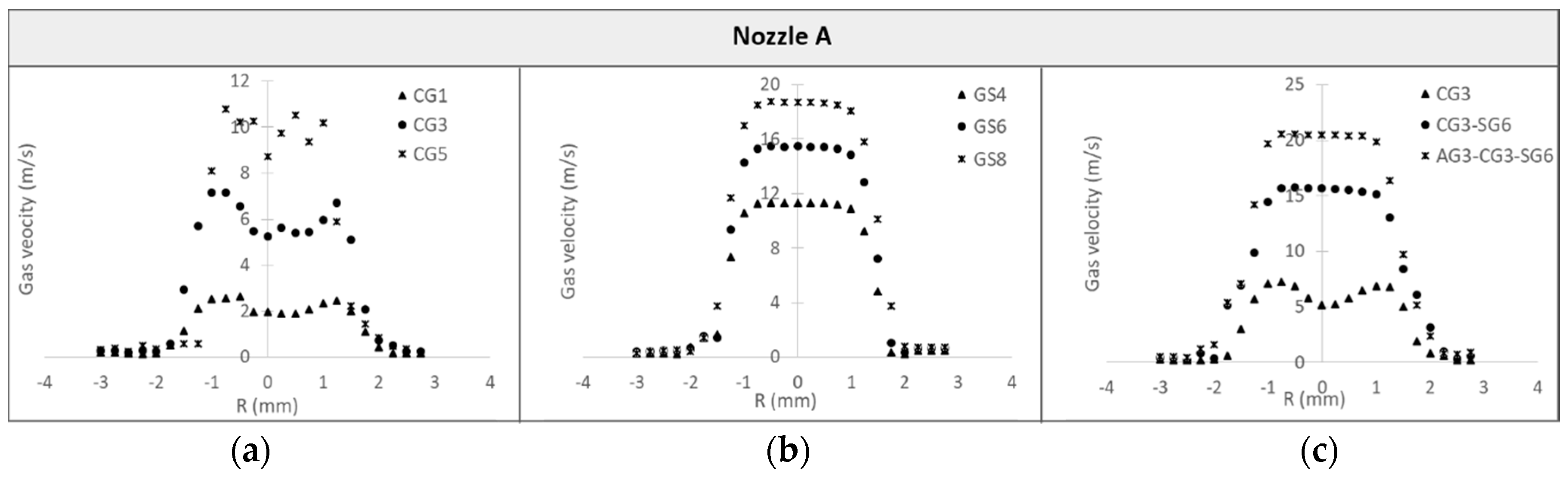
3.1. Gas Velocity Measurement
- The carried gas velocity field alone follows an annular Gaussian distribution for the investigated standoff distance range;
- When a second gas channel is activated, the velocity field distribution is much closer to a top hat distribution;
- The stream becomes faster with channels activations and with a rise in their flow rate, without significant changes of the stream diameter;
- The thinner the gas channels, the faster and the finer the gas stream is.
3.2. Analysis of the Powder Stream
3.2.1. Calibration of the Feeding Rate
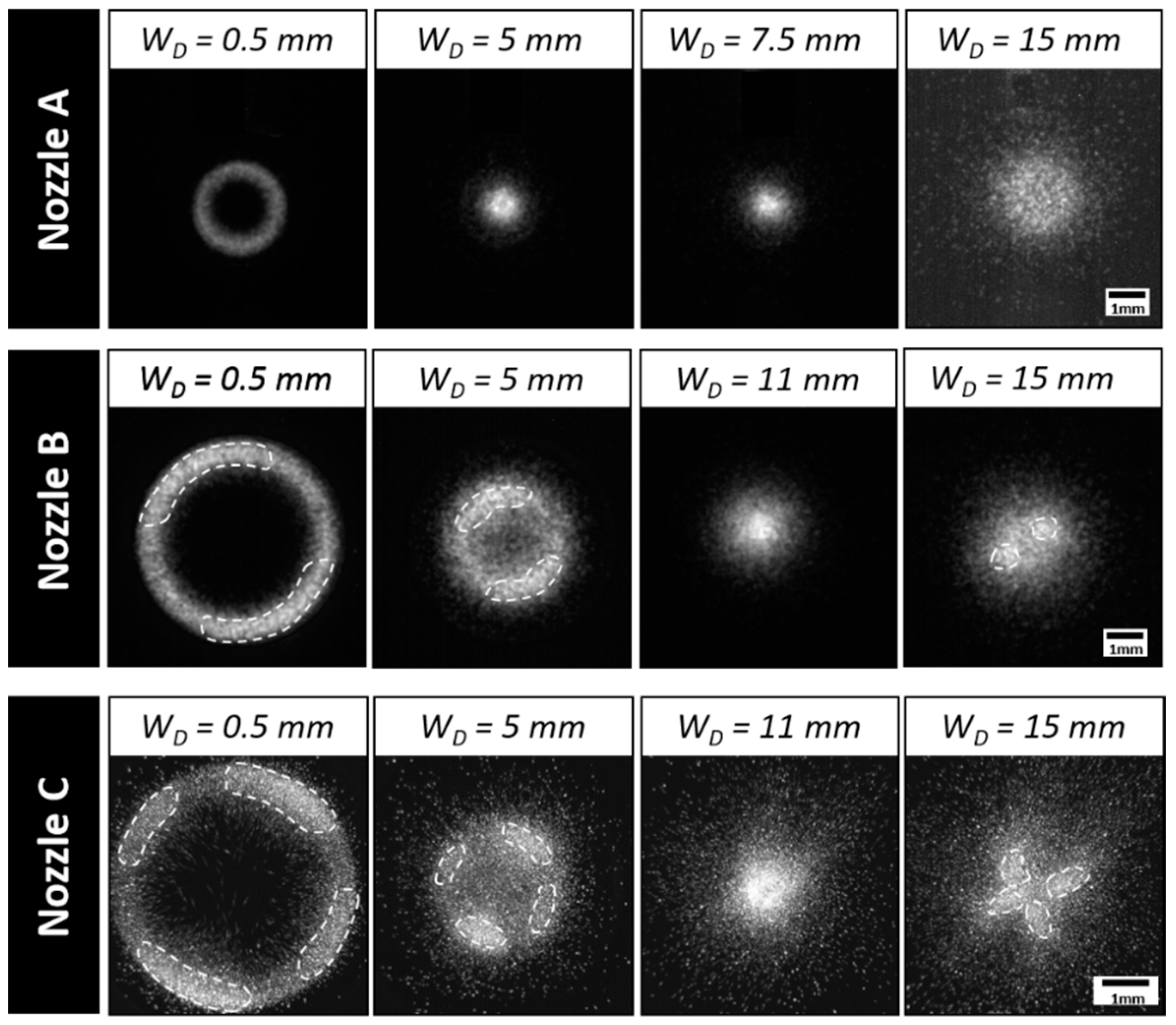
3.2.2. Video Imaging of the Powder Stream
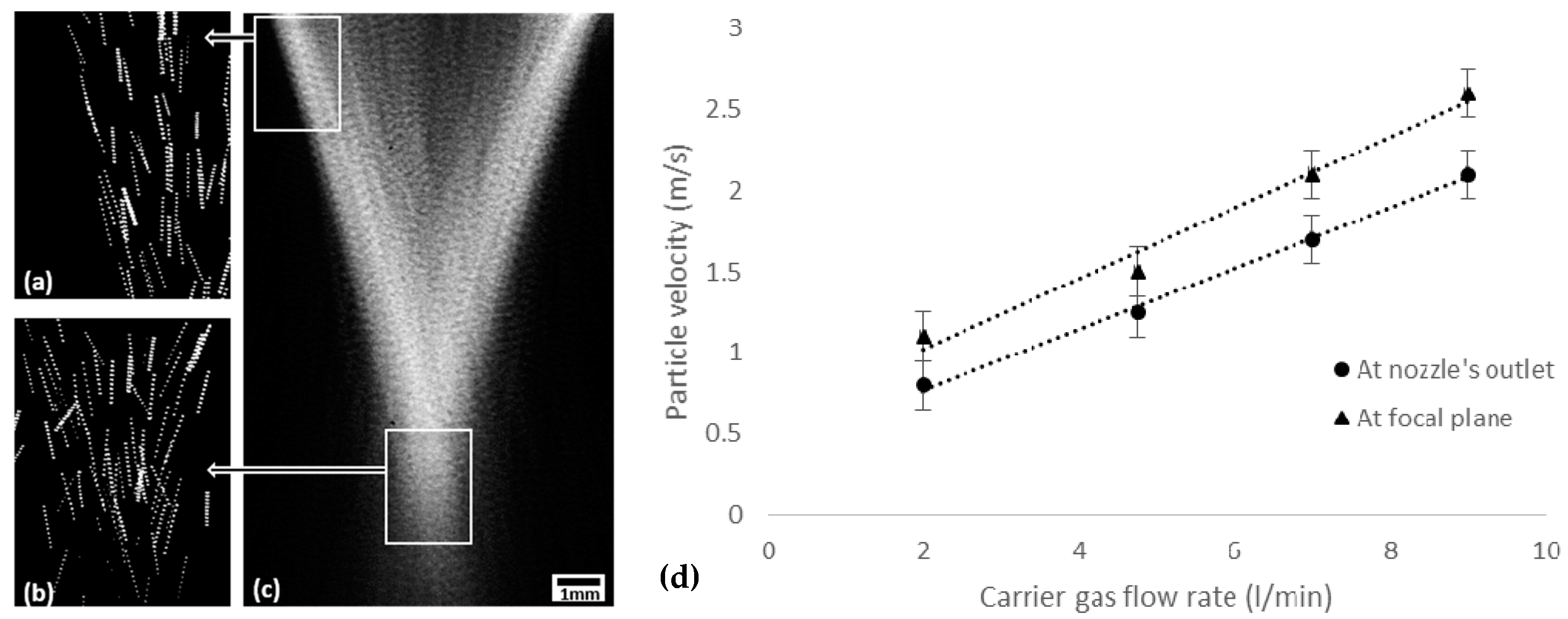
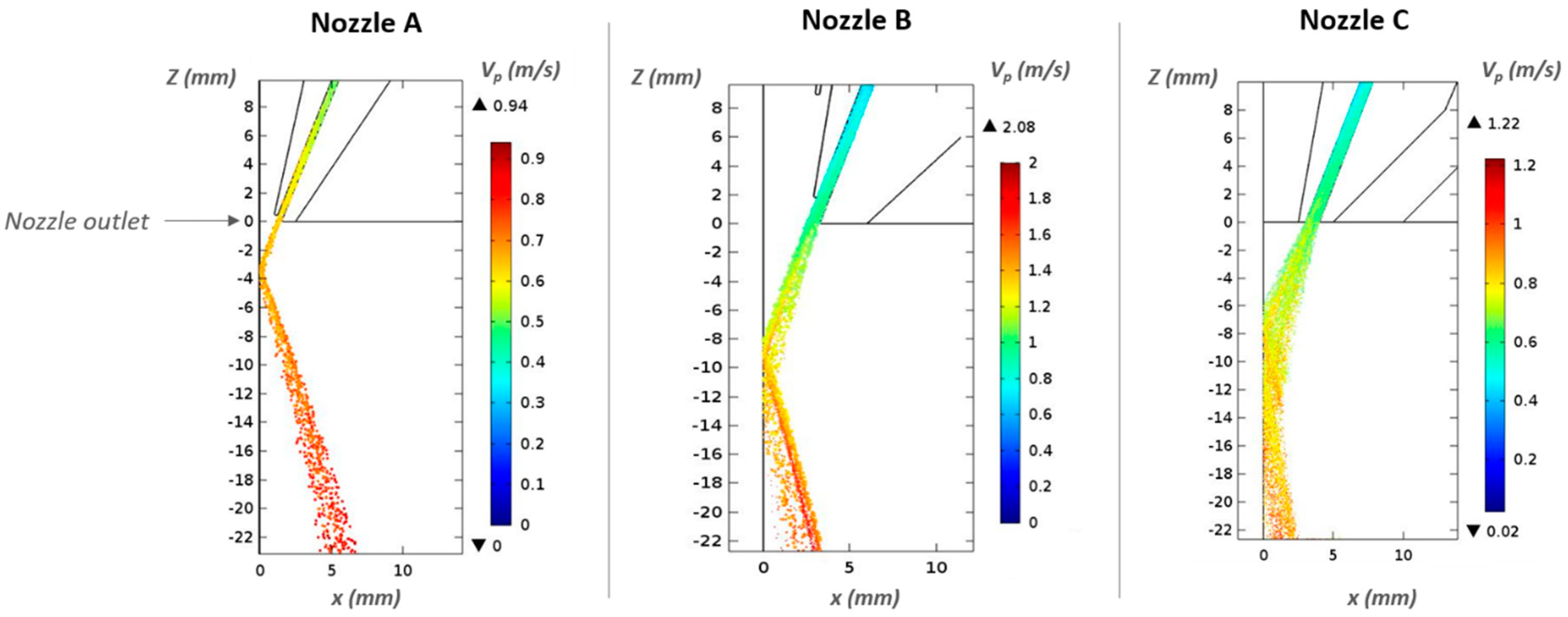
3.2.3. Analysis of the Particle Velocity
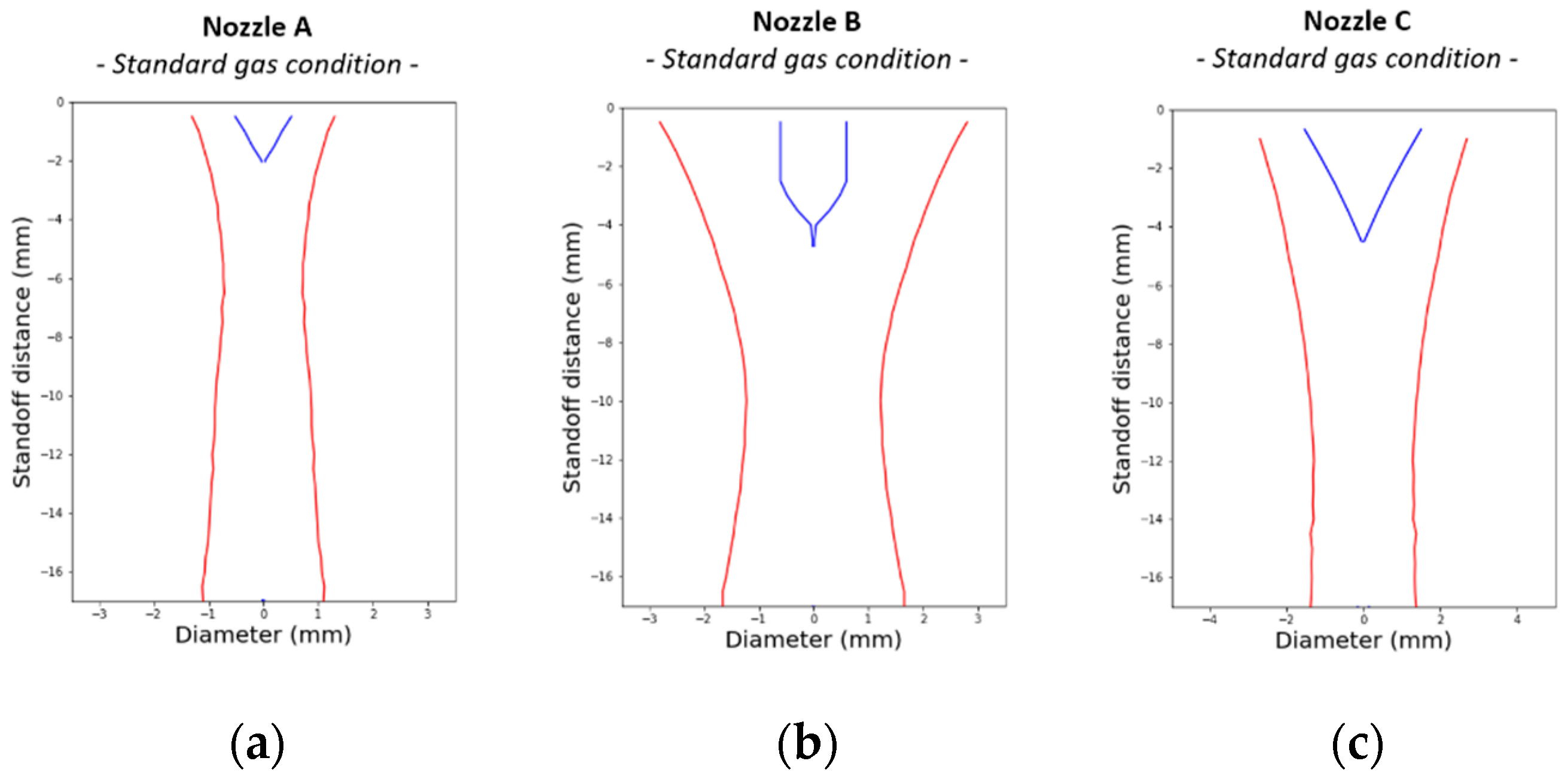
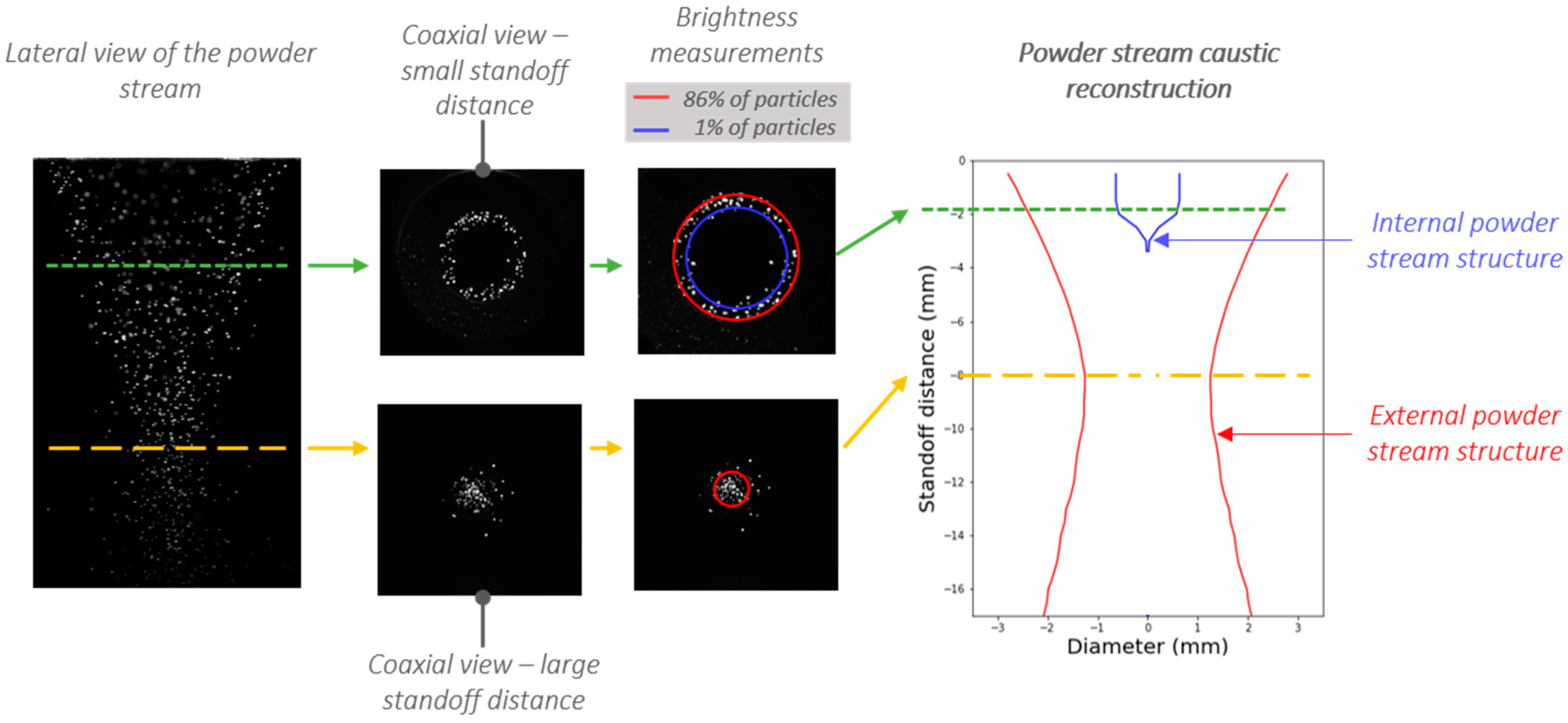
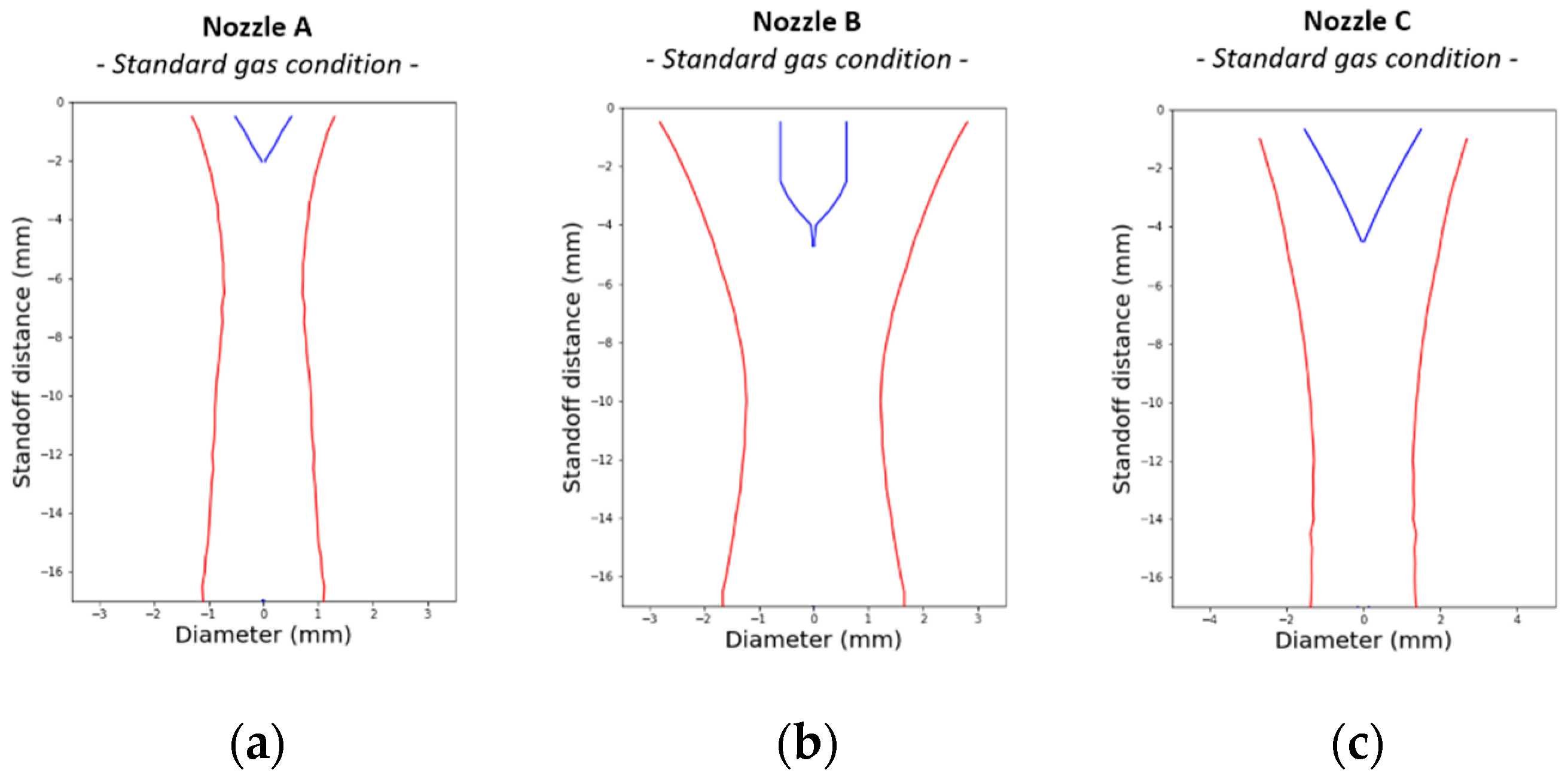
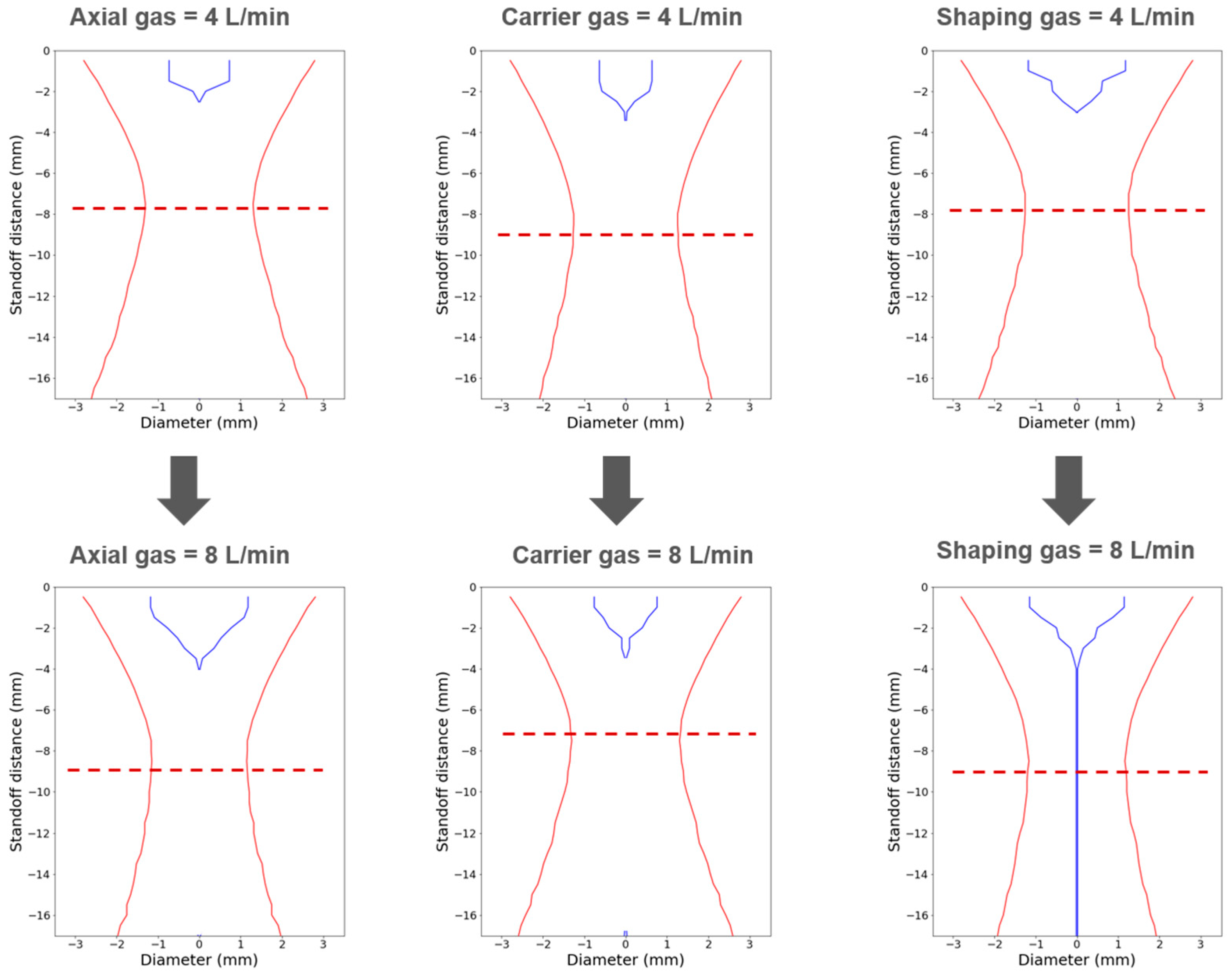
3.2.4. Powder Stream Caustic
- A 2 L/min increase in axial or shaping gas flow rate significantly pulls down the focus plane position of 1 and 1.5 mm, respectively;
- A 4 L/min increase in the carrier gas cause a 1.5 mm rise in the convergence plane;
- Axial and carrier gas have a very low impact on the powder stream diameter;
- The activation of the shaping gas (only active on nozzles A and B) leads to a strong reduction in the powder stream diameter and dispersion and generates a more cylindrical stream in the convergence zone.
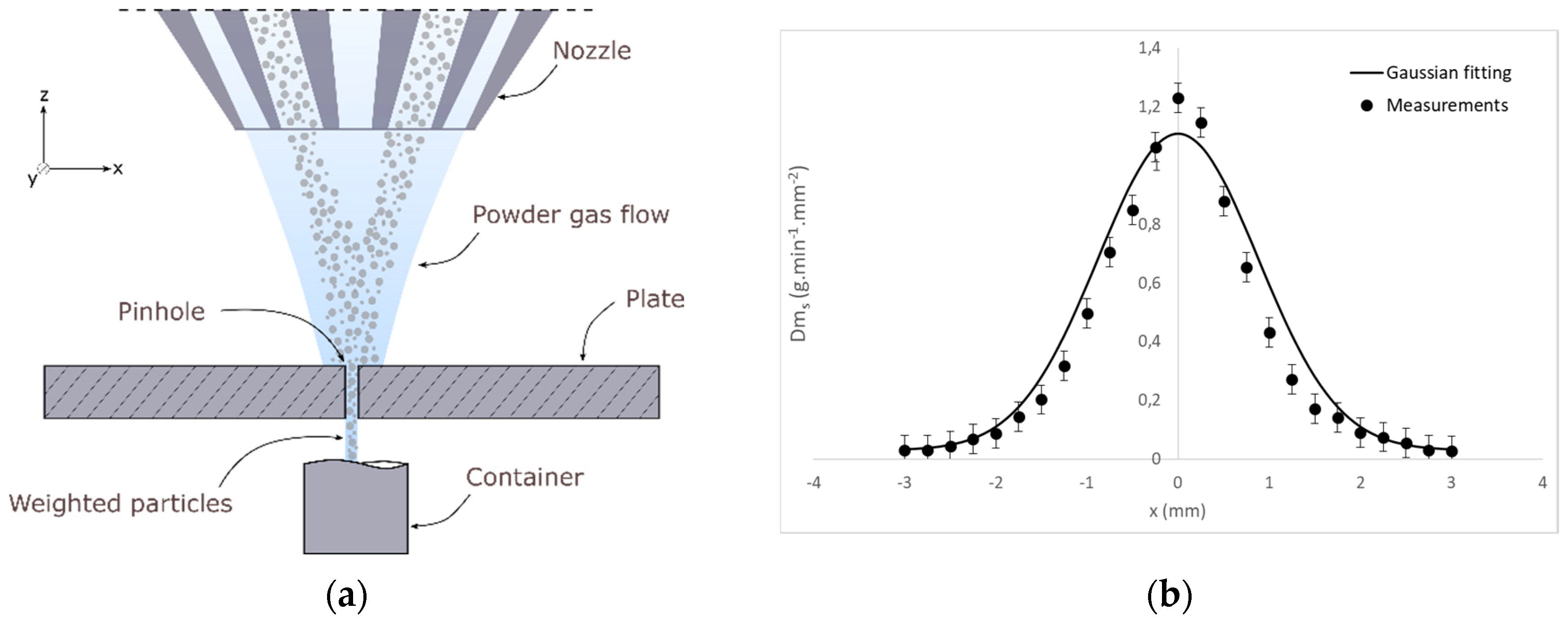
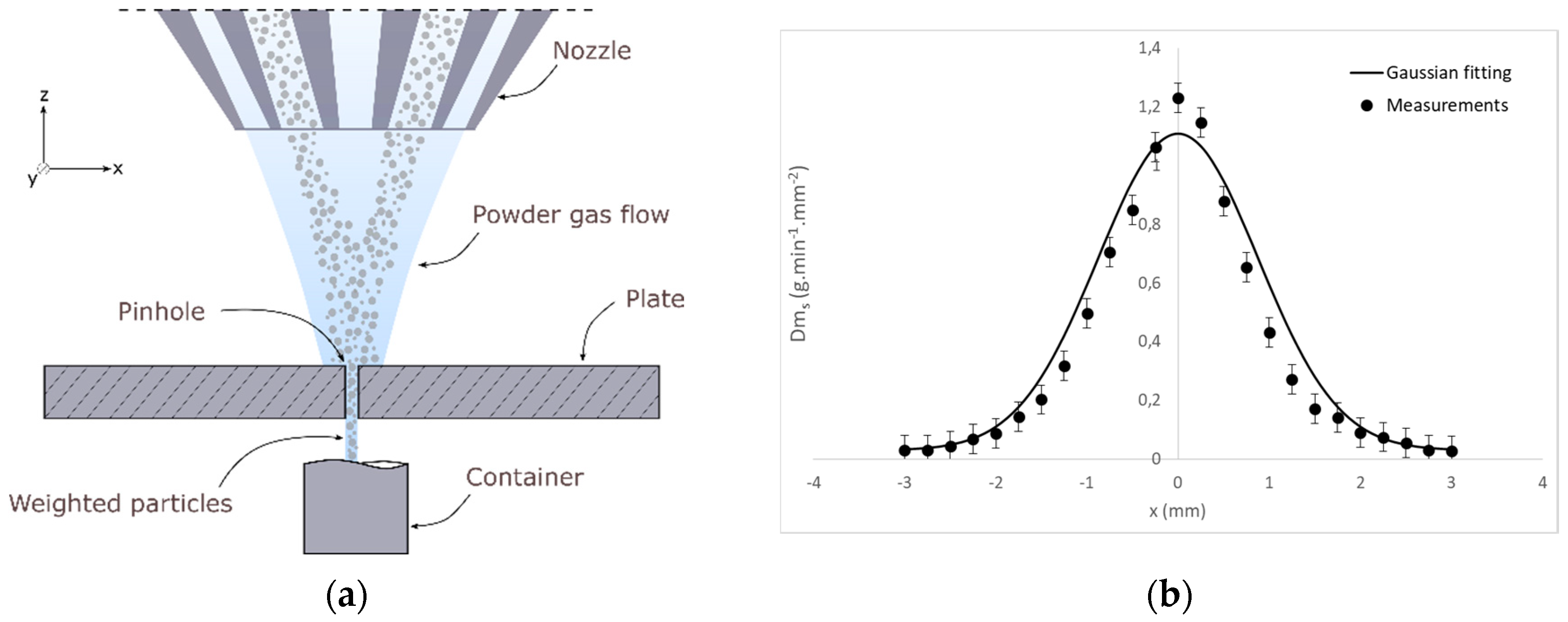
3.2.5. Powder Flow Density
4. Modeling of the Jet Flow
4.1. Modeling of the Primary Gas Phase
4.1.1. Governing Equations
4.1.2. Boundary Settings
4.2. Modelling of the Secondary Particle Phase
4.3. Numerical Results and Comparison with Experiements
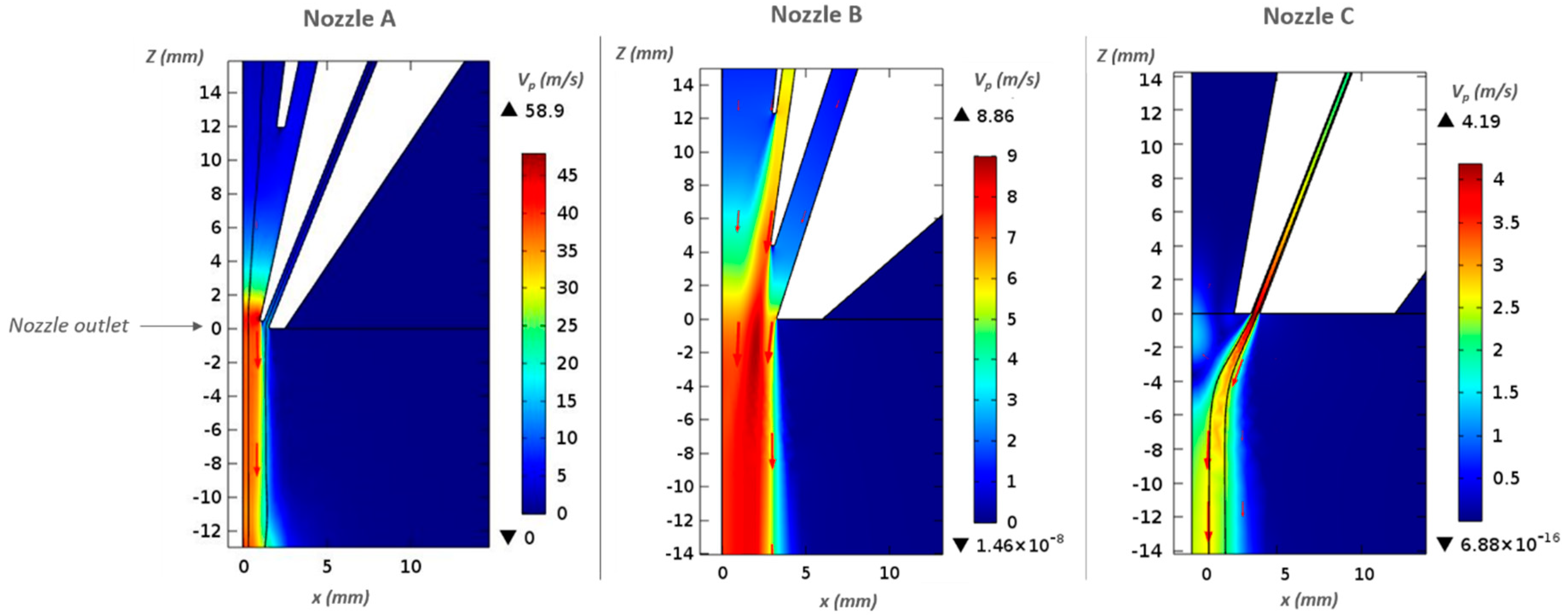
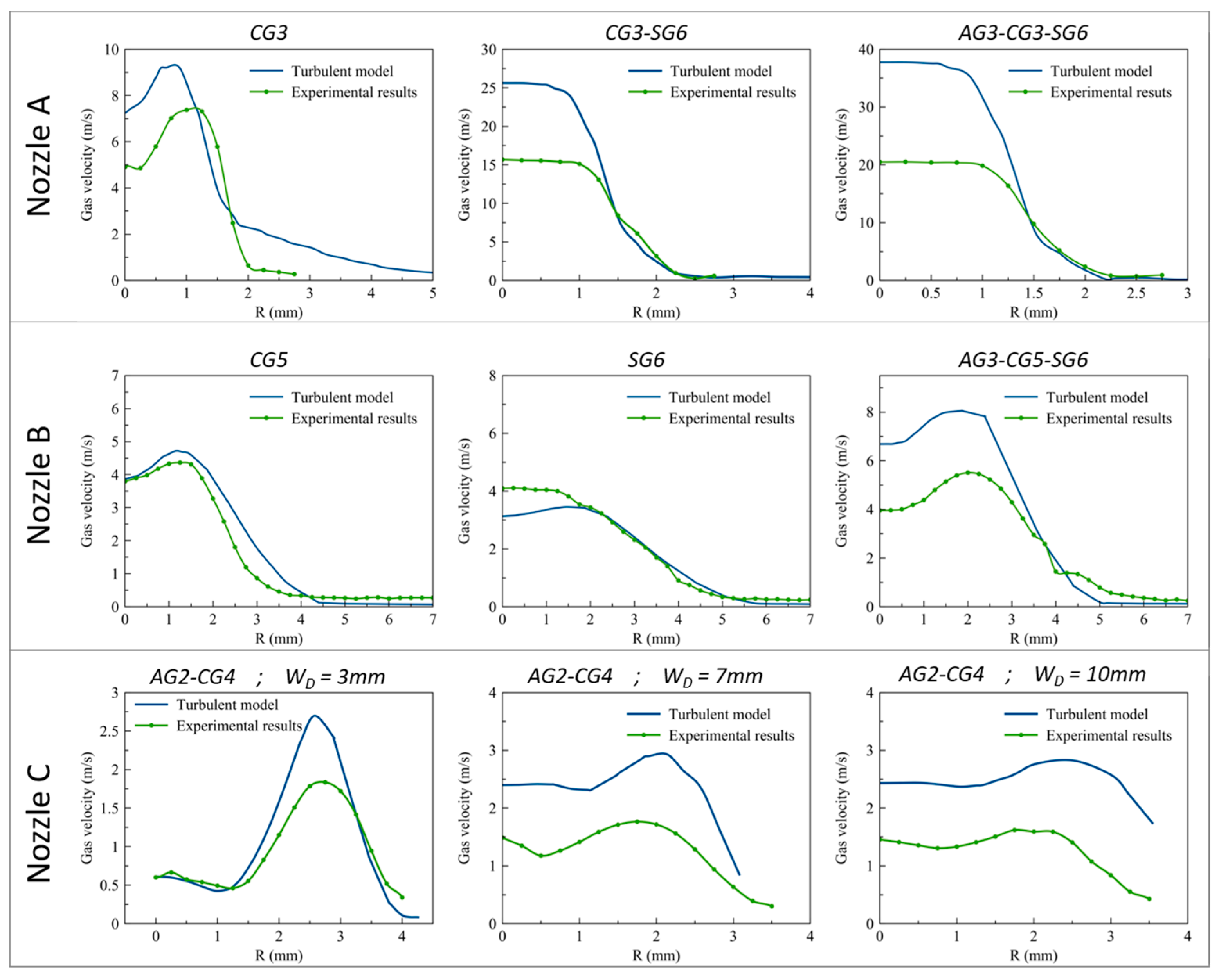
4.3.1. Gas Velocity
- The atmosphere conditions below the nozzle: numerical work considered an inert argon atmosphere while an air-based area was used for the experimental investigations. Visualization of the gas structure by Nagulin et al. [17], revealed the formation of instabilities between the injected inert gas jet and an air-based atmosphere. These instabilities become greater with an increase in the gas flow and may disturb the gas stream and slow it down. Then, when only one gas channel is activated, a simpler and slower flow with few instabilities appears, which seems to be quite well predicted by empirical parameters. However, a more complex and turbulent flow appears when two or three gas channels are simultaneously activated. The previous empirical parameters might then not be perfectly adapted for such a case.
- Gaps obtained between experimental and numerical results could also be explained by an insufficient calibration of the Pitot tube, which was only calibrated for air-based flows.
- The Pitot size can also impact the measurement and give a more average velocity of the velocity field below the nozzles. Indeed, analytical calculations (Equation (15)) were performed to estimate the gas flow velocity at the nozzle exit and compared to average velocity results obtained at usual standoff distances of Nozzles A and B for multiple gas conditions (Table 4). This shows close results between analytical and experimental measurements when only one gas channel is activated. However, analytical results (Table 4 and Equation (15)) seem to be closer to numerical ones when two or three gas channels are opened during the process. Pitot tube measurement might then underestimate the real gas velocity field.
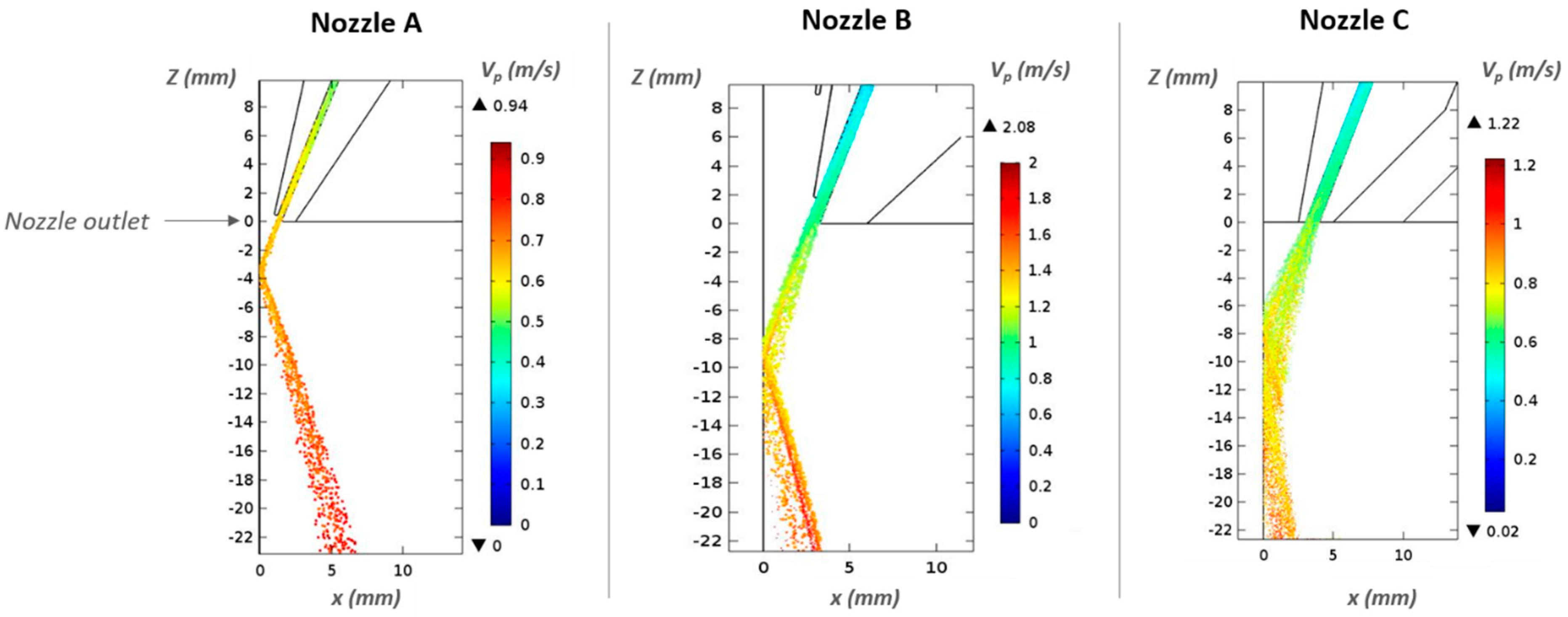
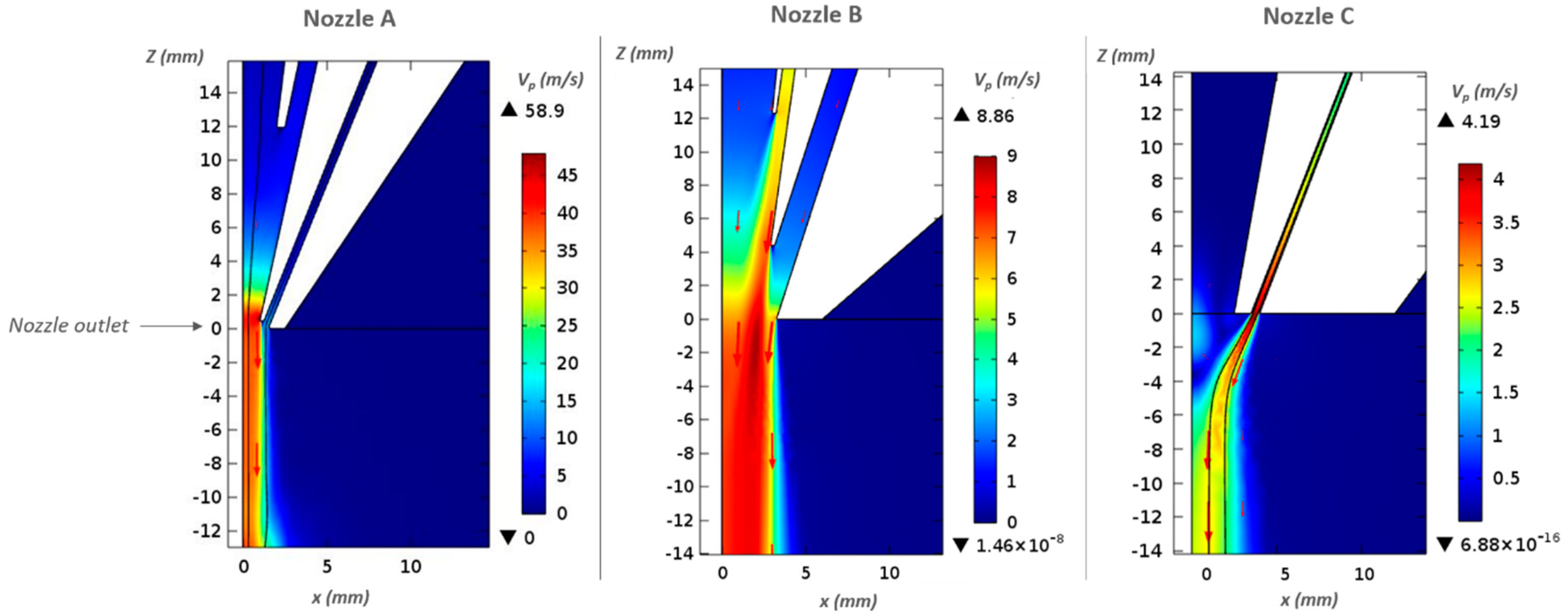
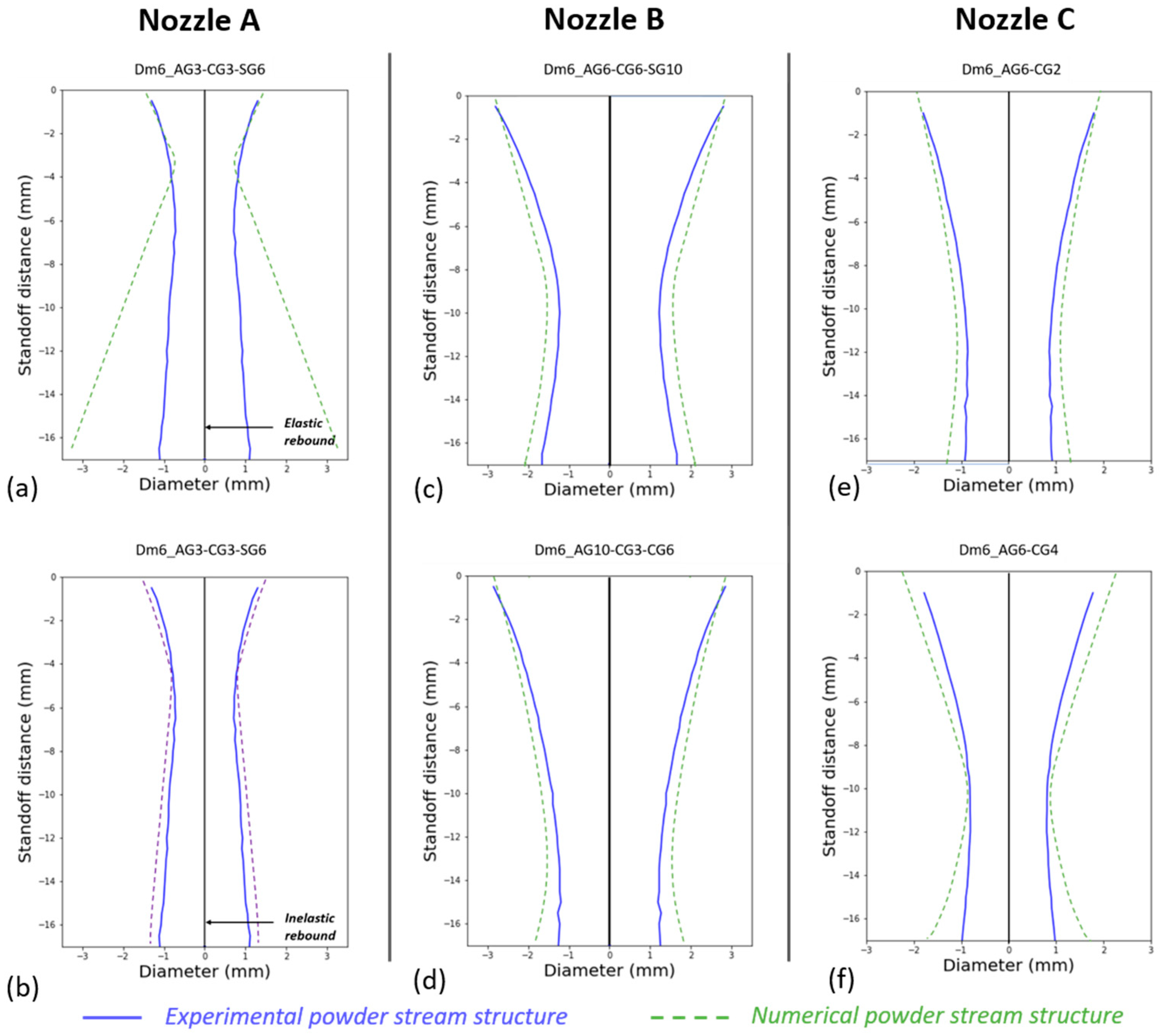
4.3.2. Powder Stream
5. Conclusions
- (1)
- 3D measurements of the gas velocity fields were performed by moving the nozzles below a Pitot tube. The measurements highlighted a “top hat” like distribution of the velocity field as long as the carrier gas flow is not the only one activated;
- (2)
- Coaxial observation of the powder stream and luminosity measurements gave a rapid and effective way to obtain the 3D powder stream structure. Results showed that an increase in the axial and shaping gas flow rate significantly pulls down the focus plane position, while an increase in the carrier gas one raises it up. The diameter of the powder stream is, however, mainly governed by the nozzle geometry and shaping gas flow rate;
- (3)
- Spatial powder flow measurements were performed by moving the nozzle above a pinhole with a specific standoff distance and weighing the trapped particles. On the contrary to the top hat gas distribution, the powder surface density is well fitted with a Gaussian distribution (error of 10%);
- (4)
- Comparisons between numerical and experimental results show that particle rebound conditions have a great impact on the model and should be linked or proportional to the particle concentration to correctly describe the powder stream structure, especially for nozzles with small exit diameters. Considering this, the model can be useful to understand the influence of other process parameters (such as gas, particle or nozzles parameters, for example) and to help new nozzle designs to enhance the effectiveness of the process.
Author Contributions
Funding
Conflicts of Interest
References
- Kelbassa, I.; Albus, P.; Dietrich, J.; Wilkes, J. Manufacture and repair of aero engine components using laser technology. In Proceedings of the 3rd Pacific International Conference on Applications of Lasers and Optics, PICALO 2008-Conference Proceedings, Beijing, China, 16–18 April 2008; pp. 208–213. [Google Scholar]
- Yu, J.H.; Choi, Y.S.; Shim, D.S.; Park, S.H. Repairing casting part using laser assisted additive metal-layer deposition and its mechanical properties. Opt. Laser Technol. 2018, 106, 87–93. [Google Scholar] [CrossRef]
- Schneider-Maunoury, C. Application de L’injection Differentielle au Procédé de Fabrication Additive DED-CLAD Pour la Réalisation D’alliages de Titane à Gradients de Compositions Chimiques; Université de Lorraine: Metz, France, 2020. [Google Scholar]
- Xue, L.; Islam, M.U. Laser Consolidation—A Novel One-Step Manufacturing Process for Making Net-Shape Functional Components; National Research Council of Canada Ottawa (Ontario): Ottawa, ON, Canada, 2006. [Google Scholar]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2016; pp. 351–371. [Google Scholar]
- Zekovic, S.; Dwivedi, R.; Kovacevic, R. Numerical simulation and experimental investigation of gas-powder flow from radially symmetrical nozzles in laser-based direct metal deposition. Int. J. Mach. Tools Manuf. 2007, 47, 112–113. [Google Scholar] [CrossRef]
- Zhu, G.; Li, D.; Zhang, A.; Tang, Y. Numerical simulation of metallic powder flow in a coaxial nozzle in laser direct metal deposition. Opt. Laser Technol. 2011, 43, 106–113. [Google Scholar] [CrossRef]
- Takemura, S.; Koike, R.; Kakinuma, Y.; Sato, Y.; Oda, Y. Design of powder nozzle for high resource efficiency in directed energy deposition based on computational fluid dynamics simulation. Int. J. Adv. Manuf. Technol. 2019, 105, 4107–4121. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, P.; Wei, H.; Lin, Q.; Zhang, Y. Development of powder distribution model of discontinuous coaxial powder stream in laser direct metal deposition. Powder Technol. 2018, 340, 449–458. [Google Scholar] [CrossRef]
- Mezari, R. Etude du Contrôle de Procédé de Projection Laser pour la Fabrication Additive: Instrumentation, Identification et Commandes; Ecole Nationale Supérieure D’arts et Métiers—ENSAM: Paris, France, 2014. [Google Scholar]
- Gharbi, M. Etats de Surface de Pièces Métalliques Obtenues en Fabrication Directe par Projection Laser (FDPL): Compréhension Physique et Voies D’amélioration; Ecole Nationale Supérieure D’arts et Métiers: Paris, France, 2016. [Google Scholar]
- Eisenbarth, D.; Esteves, P.M.B.; Wirth, F.; Wegener, K. Spatial powder flow measurement and efficiency prediction for laser direct metal deposition. Surf. Coat. Technol. 2019, 362, 397–408. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, H.C.; Peng, S.; Kim, H.; Du, D.; Cong, W. Analytical modeling and experimental validation of powder stream distribution during direct energy deposition. Addit. Manuf. 2019, 105, 4107–4121. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Ukar, E.; de Lacalle, L.N.L.; Angulo, C.; Urbikain, G. Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding. J. Mater. Process. Technol. 2010, 210, 2125–2134. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Ruiz, J.E.; Ukar, E. Latest developments in industrial Hybrid Machine Tools that combine additive and subtractive operations. Materials 2018, 11, 2583. [Google Scholar] [CrossRef] [Green Version]
- Balu, P.; Leggett, P.; Kovacevic, R. Parametric study on a coaxial multi-material powder flow in laser-based powder deposition process. J. Mater. Process. Technol. 2012, 212, 1598–1610. [Google Scholar] [CrossRef]
- Nagulin, K.Y.; Iskhakov, F.R.; Shpilev, A.I.; Gilmutdinov, A.K. Optical diagnostics and optimization of the gas-powder flow in the nozzles for laser cladding. Opt. Laser Technol. 2018, 108, 310–320. [Google Scholar] [CrossRef]
- Koike, R.; Takemura, S.; Kakinuma, Y.; Kondo, M. Enhancement of powder supply efficiency in directed energy deposition based on gas-solid multiphase-flow simulation. Procedia CIRP 2018, 78, 133–137. [Google Scholar] [CrossRef]
- Arrizubieta, J.L.; Tabernero, I.; Ruiz, J.E.; Lamikiz, A.; Martinez, S.; Ukar, E. Continuous coaxial nozzle design for LMD based on numerical simulation. Phys. Procedia 2014, 56, 429–438. [Google Scholar] [CrossRef] [Green Version]
- Kovalev, O.B.; Kovaleva, I.O.; Smurov, I.Y. Numerical investigation of gas-disperse jet flows created by coaxial nozzles during the laser direct material deposition. J. Mater. Process. Technol. 2017, 249, 118–127. [Google Scholar] [CrossRef]
- Zhong, C.; Pirch, N.; Gasser, A.; Poprawe, R.; Schleifenbaum, J. The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718. Metals 2017, 7, 443. [Google Scholar] [CrossRef] [Green Version]
- Spelay, R.B.; Adane, F.; Sanders, R.S.; Sumner, R.J.; Gillies, R.G. The effect of low Reynolds number fl ows on pitot tube measurements. Flow Meas. Instrum. 2015, 45, 247–254. [Google Scholar] [CrossRef]
- Chevula, S.; Sanz-Andres, Á.; Franchini, S. Estimation of the correction term of pitot tube measurements in unsteady (gusty) flows. Flow Meas. Instrum. 2015, 46, 179–188. [Google Scholar] [CrossRef]
- Vinod, V.; Chandran, T.; Padmakumar, G.; Rajan, K.K. Calibration of an averaging pitot tube by numerical simulations. Flow Meas. Instrum. 2012, 24, 26–28. [Google Scholar] [CrossRef]
- Boetcher, S.K.S.; Sparrow, E.M. Limitations of the standard Bernoulli equation method for evaluating Pitot/impact tube data. Int. J. Heat Mass Transf. 2007, 50, 782–788. [Google Scholar] [CrossRef]
- Kovalev, O.B.; Zaitsev, A.V.; Novichenko, D.; Smurov, I. Theoretical and experimental investigation of gas flows, powder transport and heating in coaxial laser direct metal deposition (DMD) process. J. Therm. Spray Technol. 2011, 20, 465–478. [Google Scholar] [CrossRef]
- Mailliat, A. Les Milieux Aérosols et Leurs Représentations; EDP Sciences: Les Ulis, France, 2010. [Google Scholar]
- Kovaleva, I.O.; Kovalev, O.B. Simulation of the acceleration mechanism by light-propulsion for the powder particles at laser direct material deposition. Opt. Laser Technol. 2012, 44, 714–725. [Google Scholar] [CrossRef]
- Sergachev, D.V.; Kovalev, O.B.; Grachev, G.N.; Smirnov, A.L.; Pinaev, P.A. Diagnostics of powder particle parameters under laser radiation in direct material deposition. Opt. Laser Technol. 2020, 121, 105842. [Google Scholar] [CrossRef]
- Morville, S. Modélisation Multiphysique du Procédé de Fabrication Rapide par Projection Laser en vue D’améliorer L’état de Surface Final; Université de Bretagne-Sud: Lorient, France, 2012. [Google Scholar]
- Wen, S.Y.; Shin, Y.C.; Murthy, J.Y.; Sojka, P.E. Modeling of coaxial powder flow for the laser direct deposition process. Int. J. Heat Mass Transf. 2009, 52, 5867–5877. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg·m−3) | Dynamic Viscosity (Pa·s) |
|---|---|
| 1.63 | 2.26 × 10−5 |
| Nozzle | DAG (L/min) | DCG (L/min) | DSG (L/min) | WD (mm) | Exit Diameter (mm) |
|---|---|---|---|---|---|
| A | 3 | 3 | 6 | 3.5 | 3 |
| B | 6 | 5 | 3 | 13 | 6.5 |
| C | 2 | 4 | / | 10 | 7 |
| Nozzle | DAG (L/min) | DCG (L/min) | DSG (L/min) | WD (mm) |
|---|---|---|---|---|
| A | 0; 1; 3 | 0; 1; 3; 5 | 0; 4; 6; 8 | 1; 2; 3; 4; 5 |
| B | 0; 4; 6 | 5; 3; 7 | 0; 4; 6; 8 | 11; 12; 13; 14; 15 |
| C | 2 | 4 | / | 1; 3; 5; 7; 9; 11; 13 |
| Nozzle | AG (L/m) | CG (L/min) | SG (L/min) | Vg, max (m/s) | ||
|---|---|---|---|---|---|---|
| Analytical | Experiment | Numerical | ||||
| A | 0 | 3 | 0 | 7 | 7.2 | 9 |
| 0 | 3 | 6 | 21 | 16 | 25 | |
| 3 | 3 | 6 | 28 | 21 | 37 | |
| B | 0 | 5 | 0 | 2.5 | 4.3 | 4.5 |
| 0 | 0 | 6 | 3.5 | 3.2 | 4 | |
| 3 | 5 | 6 | 7 | 5.5 | 7.8 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, E.; Dal, M.; Colin, C.; Marion, G.; Gorny, C.; Courapied, D.; Guy, J.; Peyre, P. Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles. Metals 2020, 10, 667. https://doi.org/10.3390/met10050667
Ferreira E, Dal M, Colin C, Marion G, Gorny C, Courapied D, Guy J, Peyre P. Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles. Metals. 2020; 10(5):667. https://doi.org/10.3390/met10050667
Chicago/Turabian StyleFerreira, Elise, Morgan Dal, Christophe Colin, Guillaume Marion, Cyril Gorny, Damien Courapied, Jason Guy, and Patrice Peyre. 2020. "Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles" Metals 10, no. 5: 667. https://doi.org/10.3390/met10050667
APA StyleFerreira, E., Dal, M., Colin, C., Marion, G., Gorny, C., Courapied, D., Guy, J., & Peyre, P. (2020). Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles. Metals, 10(5), 667. https://doi.org/10.3390/met10050667