Effect of Laser Cladding Stellite 6-Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
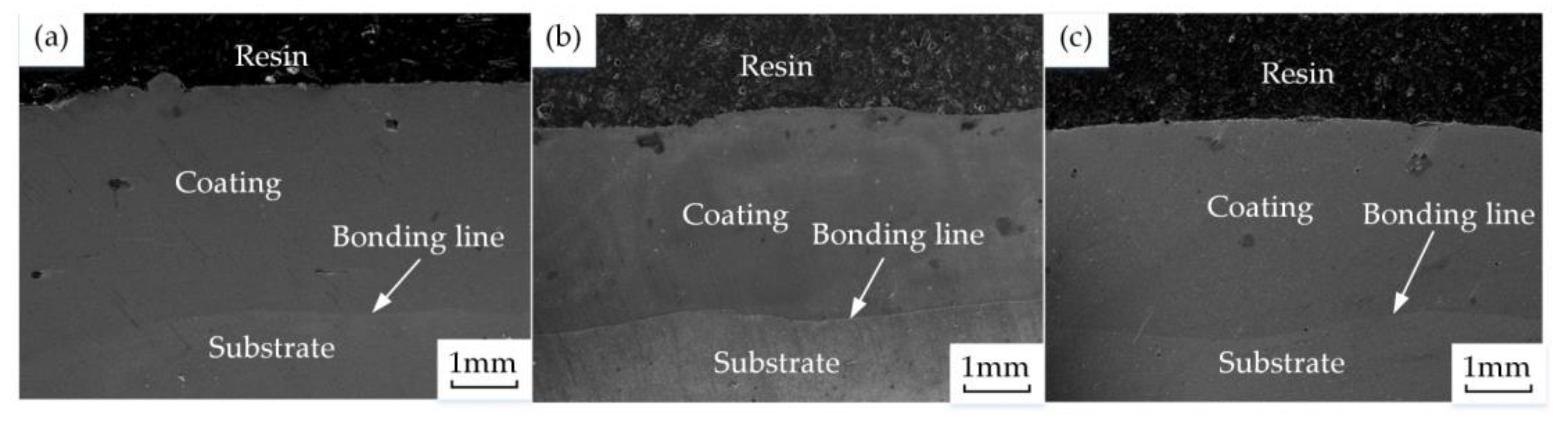
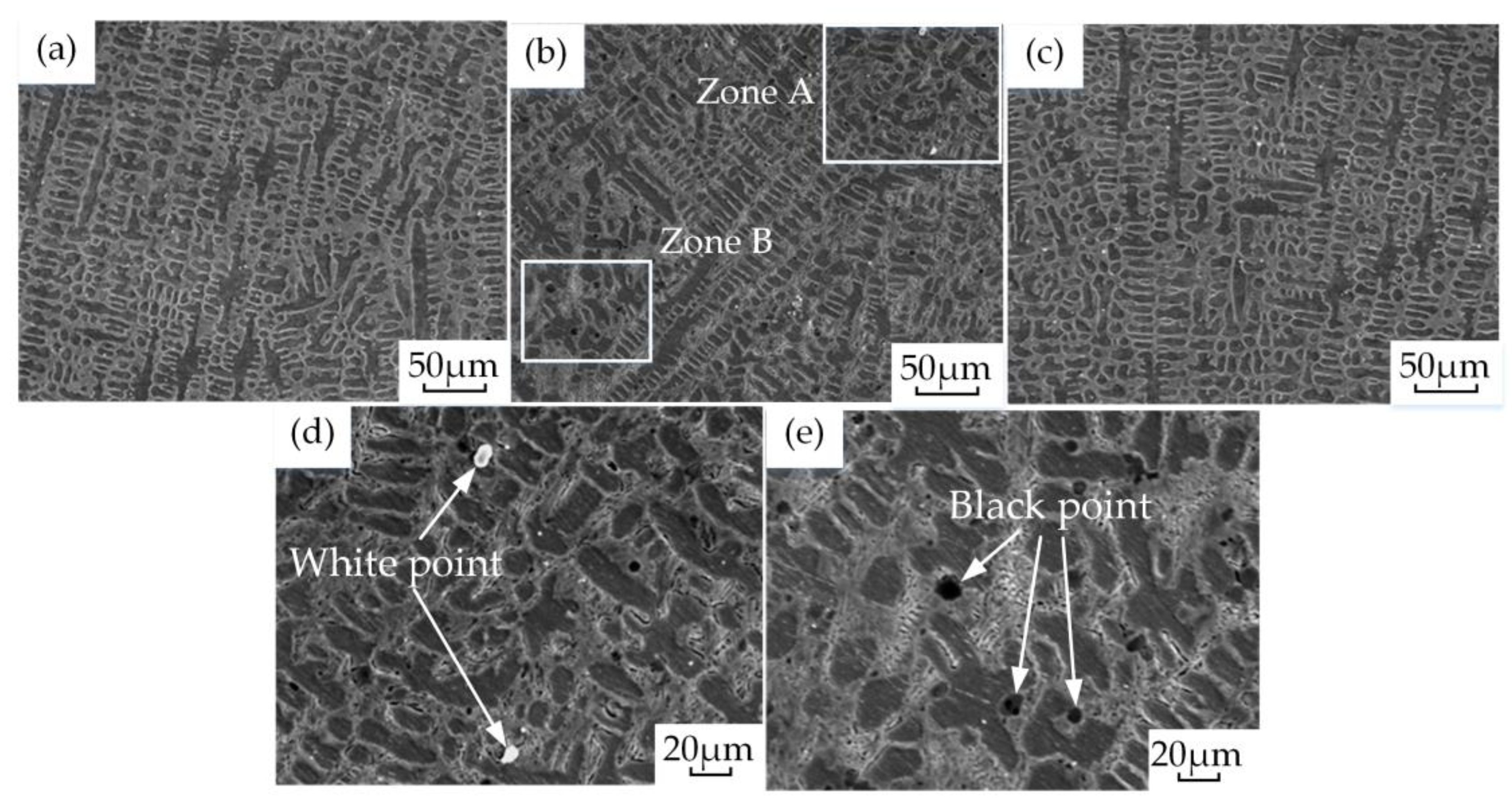
3.1. Constituent Phase and Microstructure
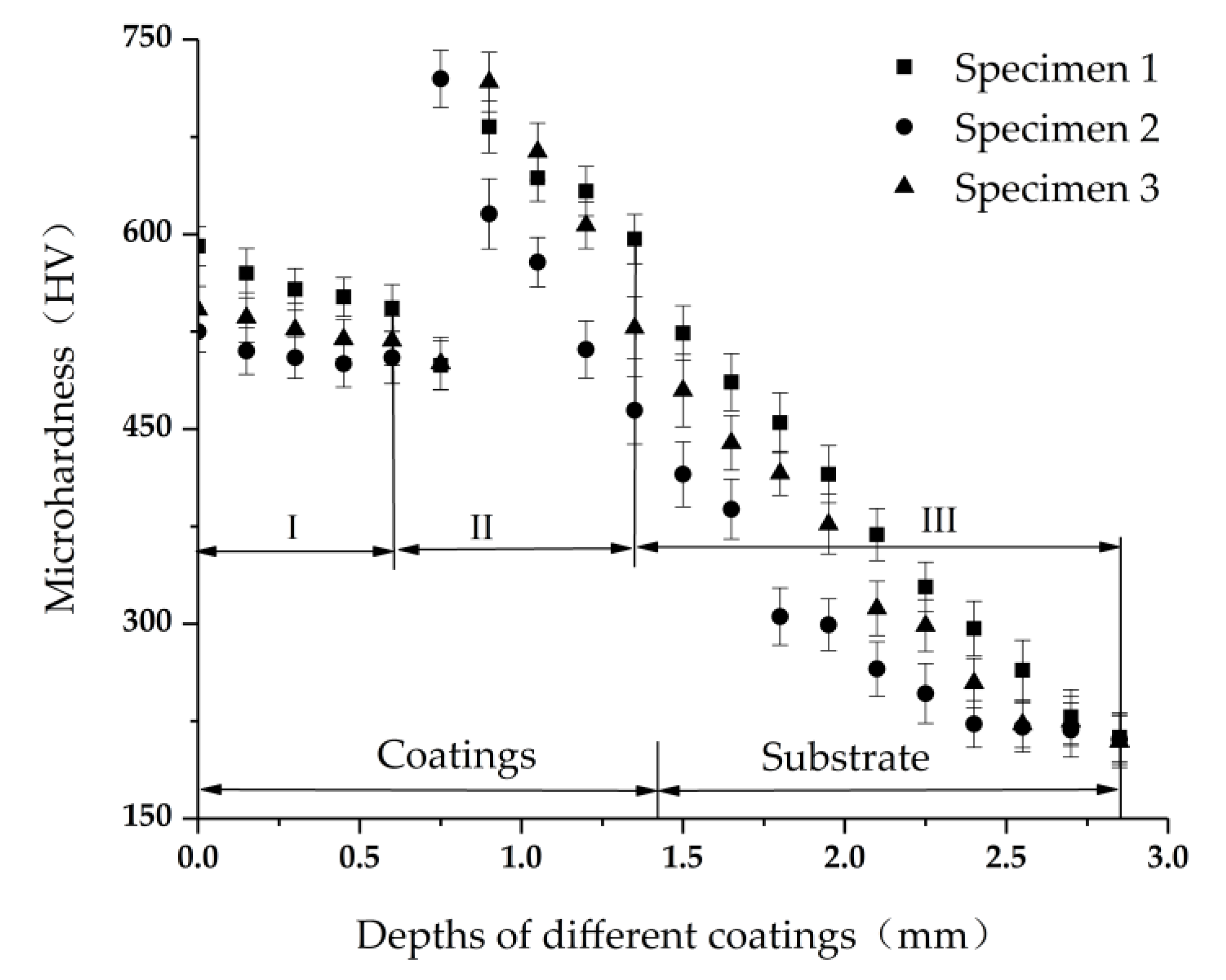
3.2. Microhardness
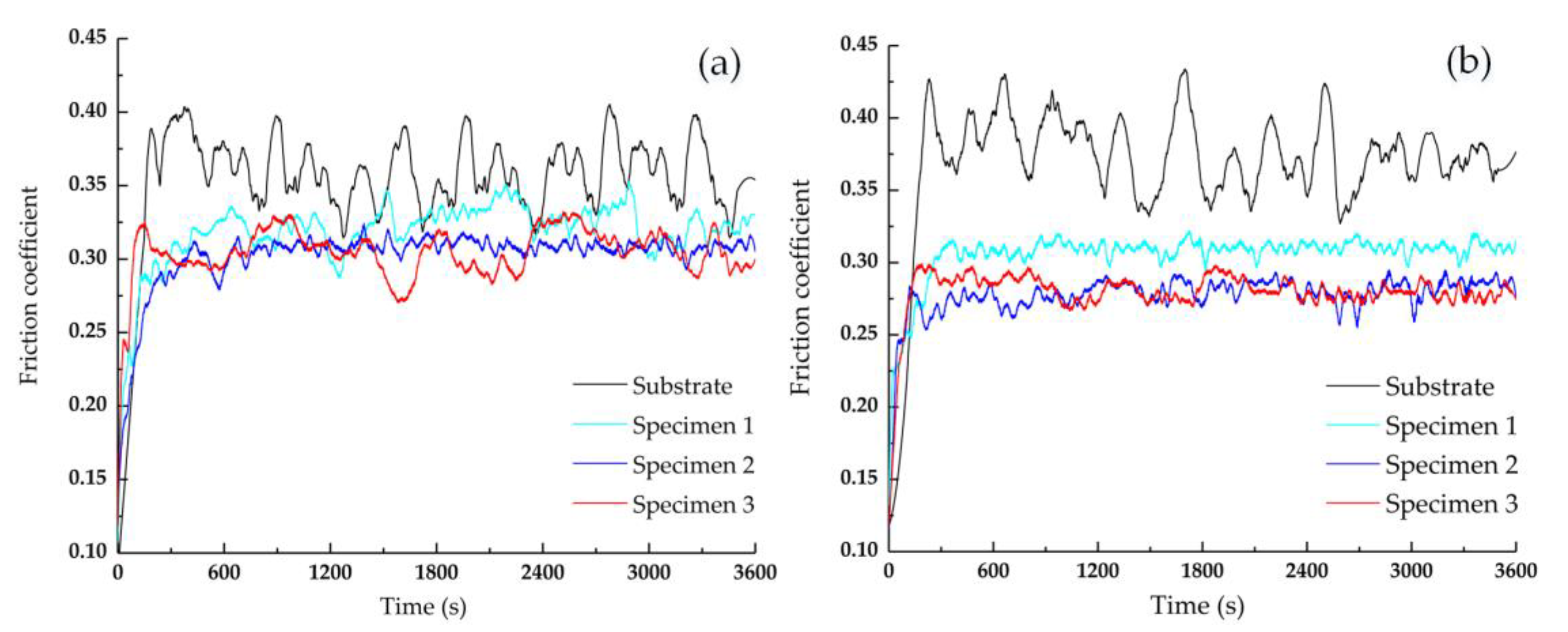
3.3. Friction Coefficient and Weight Loss
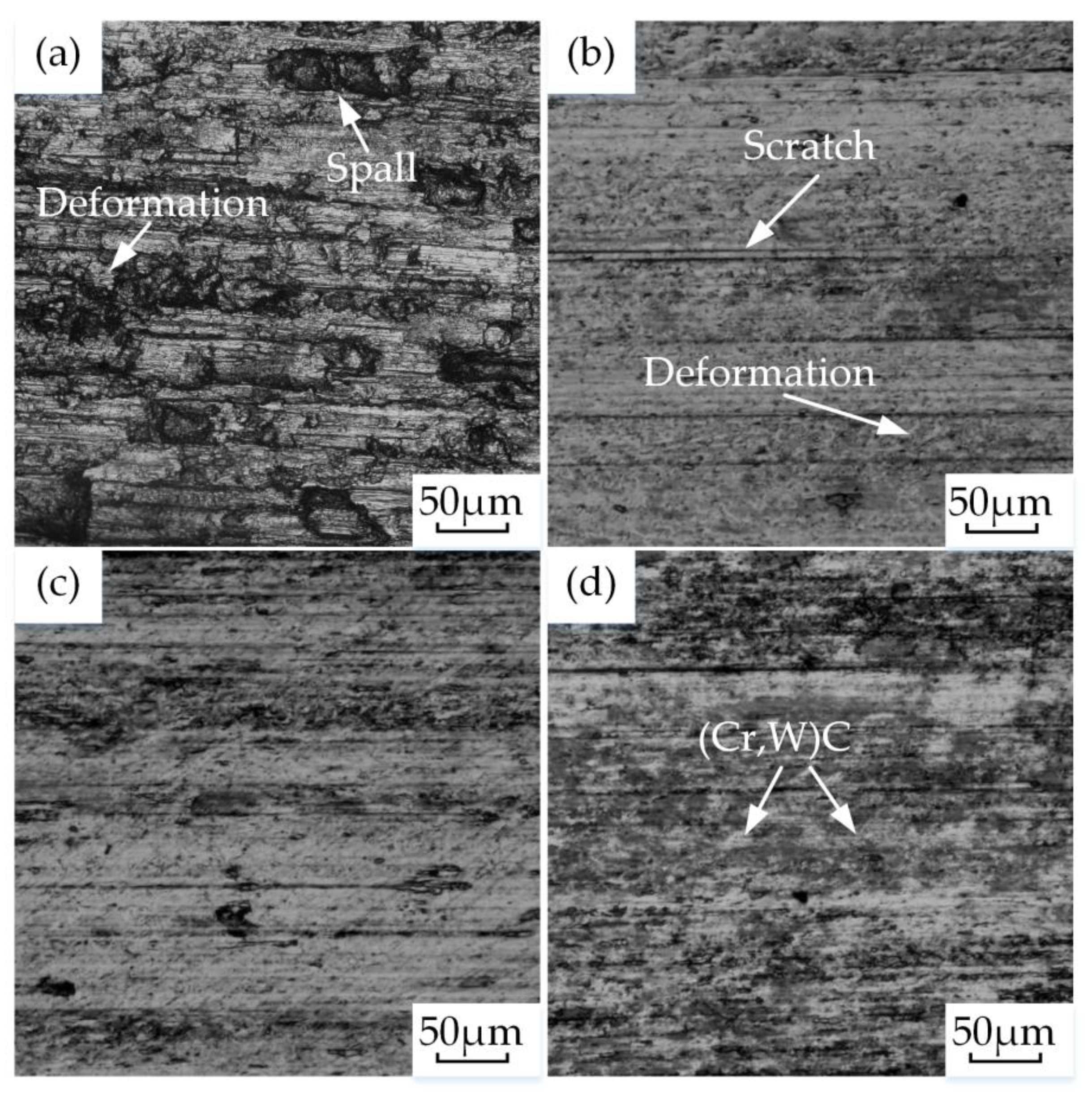
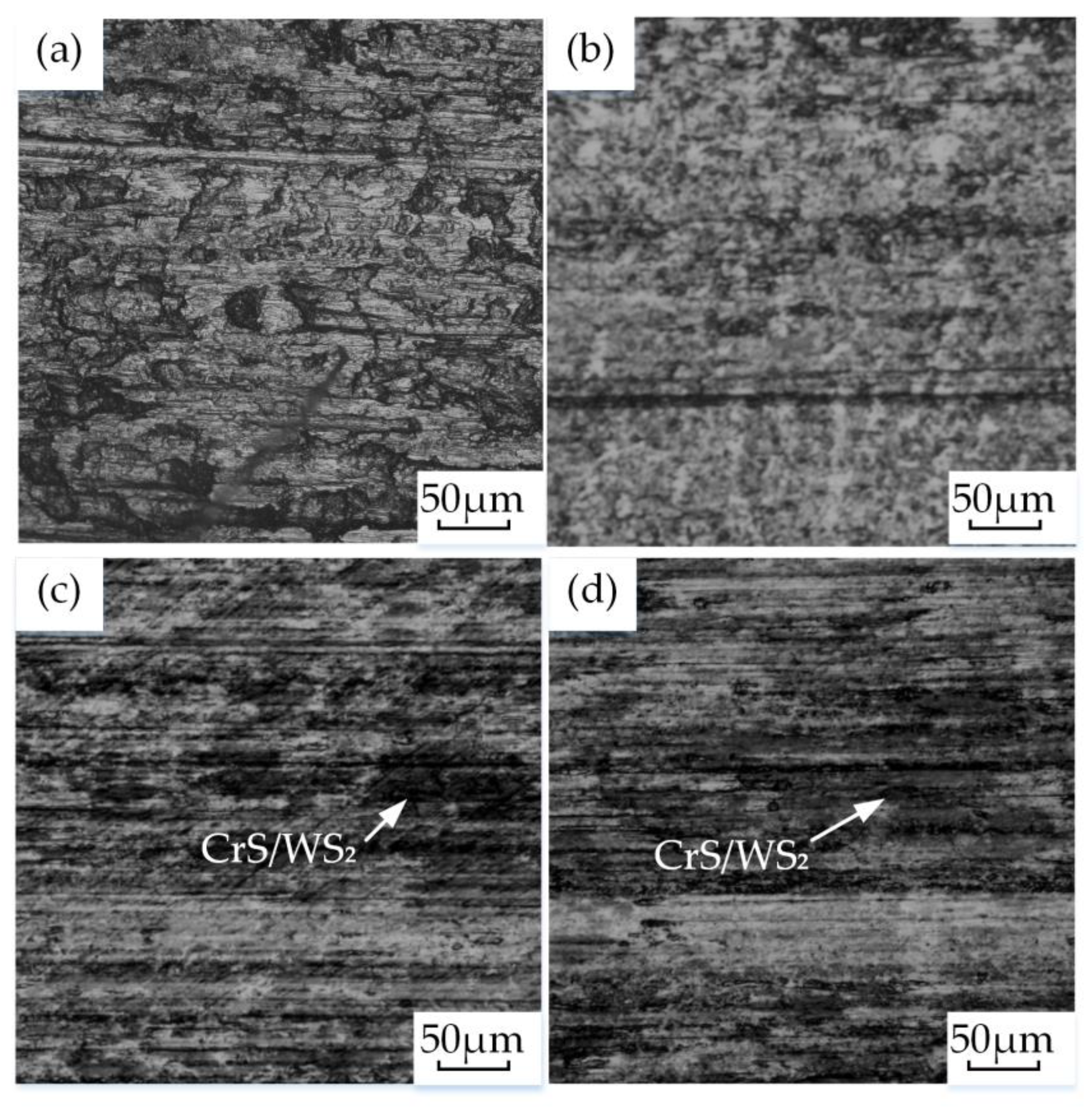
3.4. Wear Mechanism
4. Conclusions
- The Stellite 6-Cr3C2-WS2 laser cladding coating mainly consists of hard phases γ-(Fe, Co), Cr7C3 and Cr3C2, self-lubricating phase CrS and residual WS2. The obtained coating without cracks and pores demonstrates good metallurgical combination with the substrate.
- The hardness of laser cladding coatings is 2–3 times higher than that of the substrate due to the generation of γ-Co saturated solution and (Cr, W)C carbide hard phase.
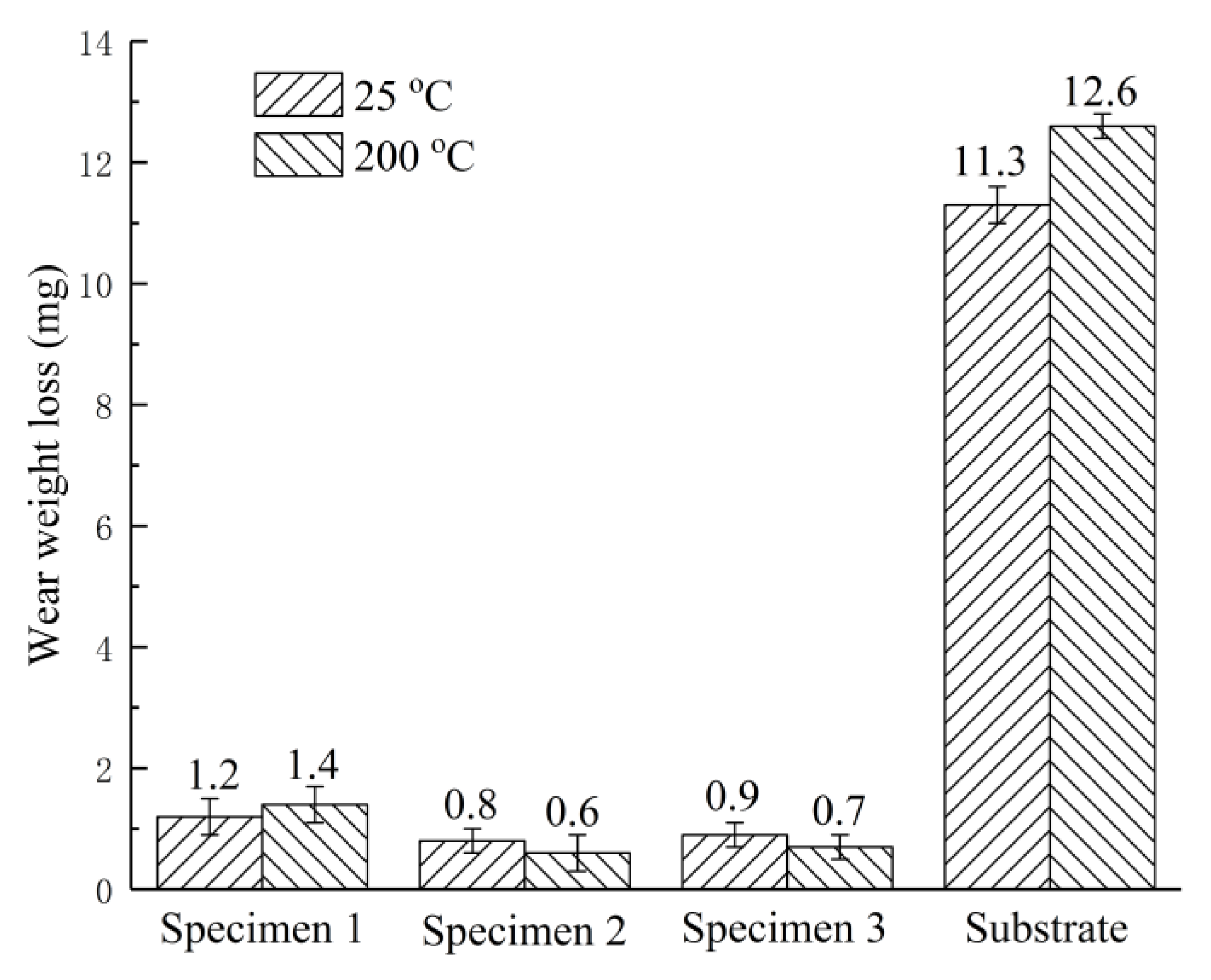
- The laser cladding coating on the substrate reduces the friction coefficient to 70% of the substrate at 200 °C. In particular, the generation of the self-lubricating phase CrS at 200 °C acts as the lubricating film on the contact surface, thus produces less wear weight loss than that observed at 25 °C.
- The change of wear mechanism in cladding coatings remarkably reduces the degree of abrasive wear and adhesive wear due to the presence of hard phase and self-lubricating phase in the coatings.
- The 85% Stellite 6-10% Cr3C2-5% WS2 laser cladding coating provided good anti-wear properties and self-lubricating ability at 200 °C. The friction coefficient of specimen 2 was 0.26–0.28, and the wear weight loss was 0.6 mg.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zang, C.L.; Zhou, T.; Zhou, H.; Yuan, Y.H.; Zhang, P.; Meng, C.; Zhang, Z.H. Effects of substrate microstructure on biomimetic unit properties and wear resistance of H13 steel processed by laser remelting. Opt. Laser Technol. 2018, 106, 299–310. [Google Scholar] [CrossRef]
- Koneshlou, M.; Asl, K.M.; Khomamizadeh, F. Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics 2011, 51, 55–61. [Google Scholar] [CrossRef]
- Chen, L.; Chen, W.; Xu, F.; Zhu, Y.X.; Zhu, Y.T. A pre-design method for drilled cooling pipes in hot stamping tool based on pipe parameter window. Int. J. Adv. Manuf. Technol. 2019, 103, 891–900. [Google Scholar] [CrossRef]
- Girisha, V.A.; Joshi, M.M.; Kirthan, L.J.; Bharatish, A. Thermal fatigue analysis of H13 steel die adopted in pressure-die-casting process. Sādhanā 2019, 44, 148. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Wu, Y.; Wei, Q.S.; Shi, Y.S. Thermal Fatigue Properties of H13 Hot-Work Tool Steels Processed by Selective Laser Melting. Metals 2020, 10, 116. [Google Scholar] [CrossRef] [Green Version]
- Ning, A.G.; Mao, W.W.; Chen, X.C.; Guo, H.J.; Guo, J. Precipitation behavior of carbides in H13 hot work die steel and its strengthening during tempering. Metals 2017, 7, 70. [Google Scholar] [CrossRef]
- Wang, G.Y.; Zhang, J.Z.; Shu, R.Y.; Yang, S. High temperature wear resistance and thermal fatigue behavior of Stellite6/WC coatings produced by laser cladding with Co-coated WC powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, J.; Zhang, P.L.; Yu, Z.S.; Li, C.G.; Xu, P.Q.; Lu, Y.L. Laser cladding of Co-based alloy/TiC/CaF2 self-lubricating composite coatings on copper for continuous casting mold. Surf. Coat. Technol. 2013, 232, 362–369. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, M.T. Effect of laser para-meters on microstructure and hardness of laser clad and tempered AISI H13 tool steel. Surf. Coat. Technol. 2014, 258, 1108–1118. [Google Scholar] [CrossRef]
- Liu, M.; Qin, Z.H.; Yang, X.Q.; Lin, Z.; Guo, T. Fabricating controllable hierarchical pores on smooth carbon sheet for synthesis of supercapacitor materials. Vacuum 2019, 168, 108806. [Google Scholar] [CrossRef]
- Kong, L.; Guo, Y.; Wang, X.; Zhang, X. Double-walled hierarchical porous silica nanotubes loaded Au nanoparticles in the interlayer as a high-performance catalyst. Nanotechnology 2019, 31, 015701. [Google Scholar] [CrossRef] [PubMed]
- Dervaux, J.; Cormier, P.A.; Konstantinidis, S.; Ciuccio, R.D.; Coulembier, O.; Dubois, P.; Snyders, R. Deposition of porous titanium oxide thin films as anode material for dye sensitized solar cells. Vacuum 2015, 114, 213–220. [Google Scholar] [CrossRef]
- Peyre, P. Additive layer manufacturing using metal deposition. Metals 2020, 10, 459. [Google Scholar] [CrossRef] [Green Version]
- Knoop, D.; Lutz, A.; Mais, B.; Hehl, A.V. A tailored AlSiMg alloy for laser powder bed fusion. Metals 2020, 10, 514. [Google Scholar] [CrossRef] [Green Version]
- Li, C.G.; Zeng, M.; Liu, C.M.; Wang, F.F.; Guo, Y.J.; Wang, J.Q.; Yang, Y.; Li, W.G.; Wang, Y. Microstructure and tribological behavior of laser cladding TiAlSi composite coatings reinforced by alumina–titania ceramics on Ti6Al4V alloys. Mater. Chem. Phys. 2020, 240, 122271. [Google Scholar] [CrossRef]
- Mostajeran, A.; Shoja-Razavi, R.; Hadi, M.; Erfanmanesh, M.; Barekat, M.; Firouzabadi, M.S. Evaluation of the mechanical properties of WC-FeAl composite coating fabricated by laser cladding method. Int. J. Refract. Met. Hard Mater. 2020, 88, 105199. [Google Scholar] [CrossRef]
- Li, M.; Han, B.; Song, L.; He, Q. Enhanced surface layers by laser cladding and ion sulfurization processing towards improved wear-resistance and self-lubrication performances. Appl. Surf. Sci. 2020, 503, 144226. [Google Scholar] [CrossRef]
- Ke, J.; Liu, X.B.; Liang, J.; Liang, L.; Yang, S.L. Microstructure and fretting wear of laser cladding self-lubricating anti-wear composite coatings on TA2 alloy after aging treatment. Opt. Laser Technol. 2019, 119, 105599. [Google Scholar] [CrossRef]
- Zhang, P.L.; Zhao, G.P.; Wang, W.W.; Wang, B.; Shi, P.Y.; Qi, G.; Yi, G.W. Study on the Mechanical and Tribological Properties and the Mechanisms of Cr-Free Ni-Based Self-Lubricating Composites at a Wide Temperature Range. Metals 2020, 20, 268. [Google Scholar] [CrossRef] [Green Version]
- Mi, P.B.; Ye, F.X. Wear performance of the WC/Cu self-lubricating textured coating. Vacuum 2018, 157, 17–20. [Google Scholar] [CrossRef]
- Torres, H.; Vuchkov, T.; Slawik, S.; Gachot, C. Self-lubricating laser claddings for reducing friction and wear from room temperature to 600 °C. Wear 2018, 408, 22–33. [Google Scholar] [CrossRef]
- Torres, H.; Slawik, S.; Gachot, C.; Prakash, B.; Rodríguez Ripoll, M. Microstructural design of self-lubricating laser claddings for use in high temperature sliding applications. Surf. Coat. Technol. 2018, 337, 24–34. [Google Scholar] [CrossRef]
- Li, A.N.; Wei, C.J.; Liu, J.J.; Zhou, W.L.; Wang, H.J.; Shi, S.D. Microstructure and tribological properties of laser cladding iron base Cr3C2/MoS2 cladding. China Surf. Eng. 2015, 28, 77–85. [Google Scholar]
- Chen, Z.F.; Yan, H.; Zhang, P.L.; Yu, Z.H.; Lu, Q.H.; Guo, J.L. Microstructural evolution and wear behaviors of laser-clad Stellite 6/NbC/h-BN self-lubricating coatings. Surf. Coat. Technol. 2019, 372, 218–228. [Google Scholar] [CrossRef]
- Li, X.; Zhang, C.H.; Zhang, S.; Wu, C.L.; Liu, Y.; Zhang, J.B.; Shahzad, M.B. Manufacturing of Ti3SiC2 lubricated Co-based alloy coatings using laser cladding technology. Opt. Laser Technol. 2019, 114, 209–215. [Google Scholar] [CrossRef]
- Torres, H.; Caykara, T.; Rojacz, H.; Prakash, B.; Rodríguez Ripoll, M. The tribology of Ag/MoS2-based self-lubricating laser claddings for high temperature forming of aluminium alloys. Wear 2020, 203110. [Google Scholar] [CrossRef]
- Piasecki, A.; Kotkowiak, M.; Makuch, N.; Kulka, M. Wear behavior of self-lubricating boride layers produced on Inconel 600-alloy by laser alloying. Wear 2019, 426, 919–933. [Google Scholar] [CrossRef]
- Nghia, T.V.; Sen, Y.; Anh, P.T. Microstructure and properties of Cu/TiB2 wear resistance composite coating on H13 steel prepared by in-situ laser cladding. Opt. Laser Technol. 2018, 108, 480–486. [Google Scholar]
- Cui, X.H.; Jin, Y.X.; Chen, W.; Zhang, Q.Y.; Wang, S.Q. Improvement of tribological performance of AISI H13 steel by means of a self-lubricated oxide-containing tribo-layer. J. Mater. Eng. Perform. 2018, 27, 1945–1956. [Google Scholar] [CrossRef]
- Yang, M.S.; Liu, X.B.; Fan, J.W.; He, X.M.; Shi, S.H.; Fu, G.Y.; Wang, M.D.; Chen, S.F. Microstructure and wear behaviors of laser clad NiCr/Cr3C2-WS2 high temperature self-lubricating wear-resistant composite coating. Appl. Surf. Sci. 2012, 258, 3757–3762. [Google Scholar] [CrossRef]
- Cui, S.; Li, W.S.; He, L.; Feng, L.; An, G.S.; Hu, W.; Hu, C.X. Tribological behavior of a Ni-WS2 composite coating across wide temperature ranges. Rare Met. 2019, 38, 1078–1085. [Google Scholar] [CrossRef]
- Lu, J.Z.; Cao, J.; Lu, H.F.; Zhang, L.Y.; Luo, K.Y. Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf. Coat. Technol. 2019, 369, 228–237. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | V | Co | Fe | |
| H13 | 0.40 | 1.00 | 0.30 | 5.15 | 1.35 | 1.10 | - | Bal. |
| Stellite 6 | 1.15 | 1.10 | 0.05 | 29.00 | 1.00 | - | Bal. | 3.00 |
| No. | Specimen 1 | Specimen 2 | Specimen 3 |
|---|---|---|---|
| Substrate | H13 | H13 | H13 |
| Coating | 90% Stellite 6-10% Cr3C2 composite coatings | 85% Stellite 6-10% Cr3C2-5% WS2 composite coatings | 80% Stellite 6-10% Cr3C2-10% WS2 composite coatings |
| Point | Composition (wt%) | |||||
|---|---|---|---|---|---|---|
| Co | C | Cr | S | W | Mn | |
| White point | 7.21 | 27.37 | 57.71 | - | - | 5.17 |
| Black point | 1.10 | 1.92 | 56.71 | 38.28 | 1.63 | 0.36 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.; Liu, B.; Chen, L.; Xu, J.; Zhu, Y. Effect of Laser Cladding Stellite 6-Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13. Metals 2020, 10, 785. https://doi.org/10.3390/met10060785
Chen W, Liu B, Chen L, Xu J, Zhu Y. Effect of Laser Cladding Stellite 6-Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13. Metals. 2020; 10(6):785. https://doi.org/10.3390/met10060785
Chicago/Turabian StyleChen, Wei, Bo Liu, Long Chen, Jiangping Xu, and Yingxia Zhu. 2020. "Effect of Laser Cladding Stellite 6-Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13" Metals 10, no. 6: 785. https://doi.org/10.3390/met10060785