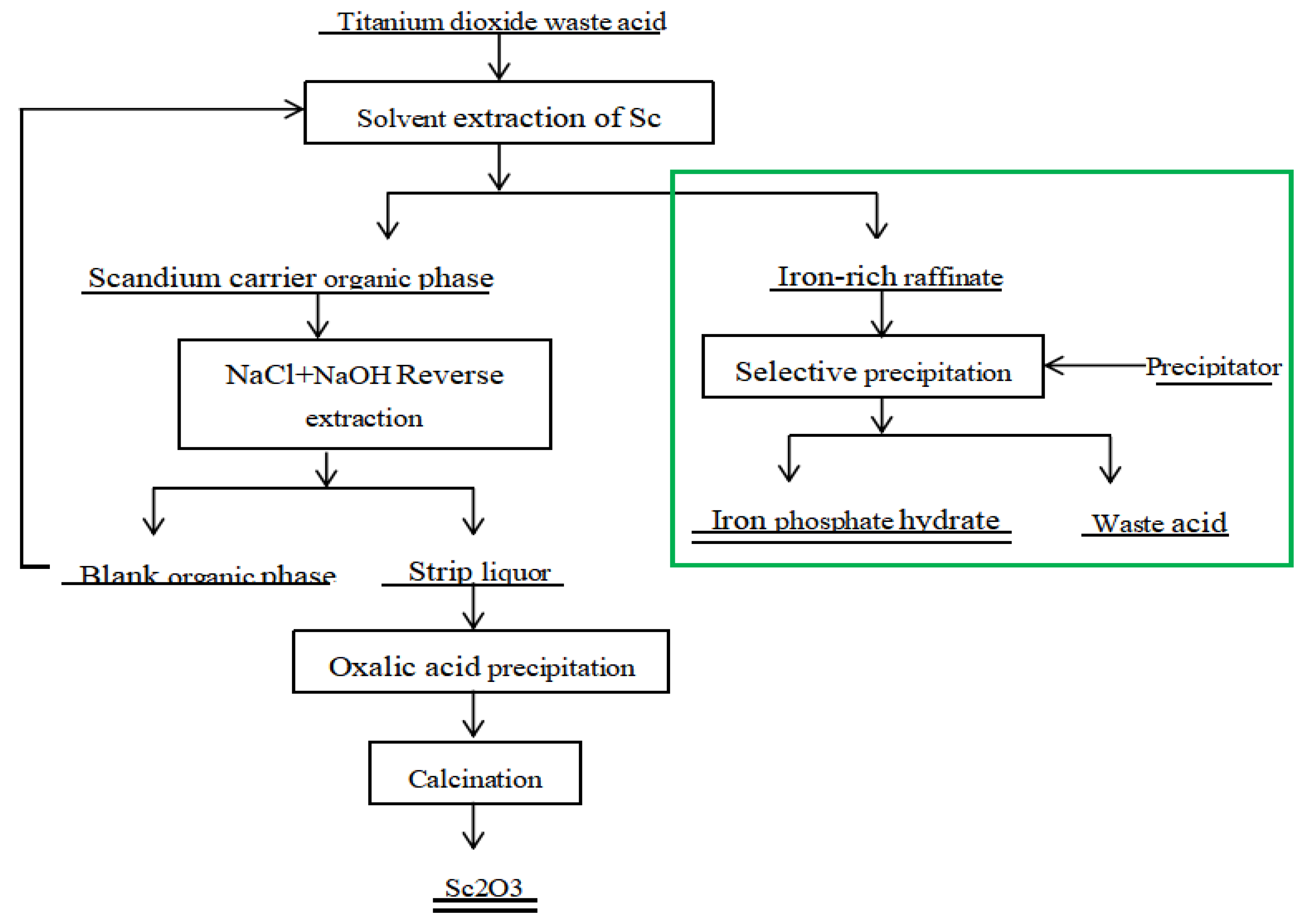
Preparation of Doped Iron Phosphate by Selective Precipitation of Iron from Titanium Dioxide Waste Acid

Abstract
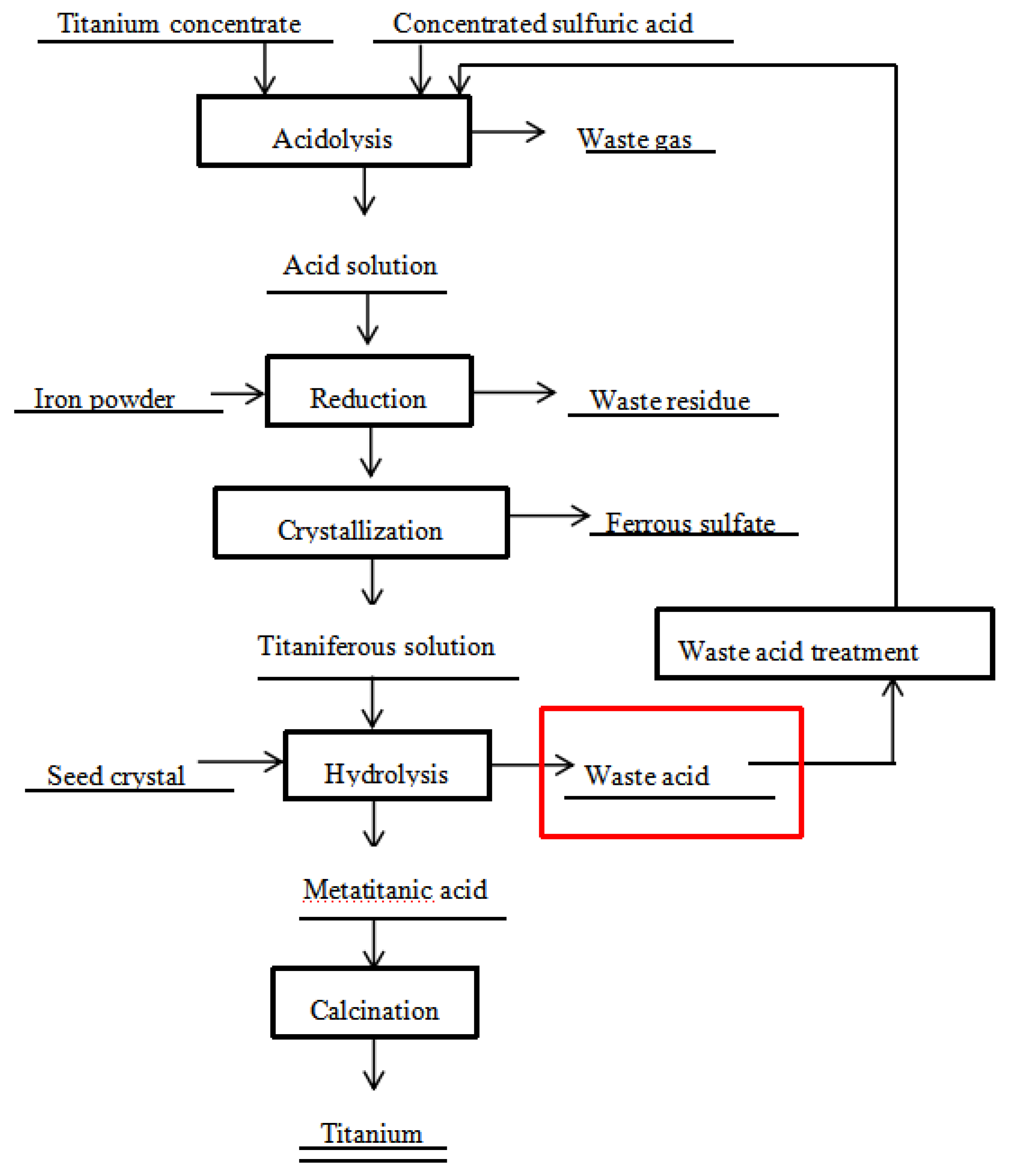
:1. Introduction
2. Methodology
2.1. Materials
2.2. Experimental Methods
2.3. Measurement and Characterization
3. Results and Discussion
3.1. Technology Principle–Fundamentals of Thermodynamic Analysis
3.1.1. Thermodynamic Data and Calculation of Thermodynamic Equilibrium
1011.87[Fe3+][OH−] + 1021.17[Fe3+][OH−]2 + 1029.67[Fe3+][OH−]3 + 102.03[Fe3+][SO42−] +
102.98[Fe3+][SO42−]2
107.2[H+][HPO42−]/1019.57[H+][PO43−] + 102.04[H+][H2PO4−]/1021.6[H+]3[PO43−]
+ 103[H+][HSO4−] + 102.03[Fe3+][SO42−] + 2 × 102.98[Fe3+][SO42−]2 = [SO42−] +
101.93[H+][SO42−] + 101.07[H+][SO42−] + 102.03[Fe3+][SO42−] + 2 × 102.98[Fe3+][SO42−]2
3.1.2. lg(Mn+)-pH Diagram of the Reaction Solution System
3.2. Effect of Reaction Temperature
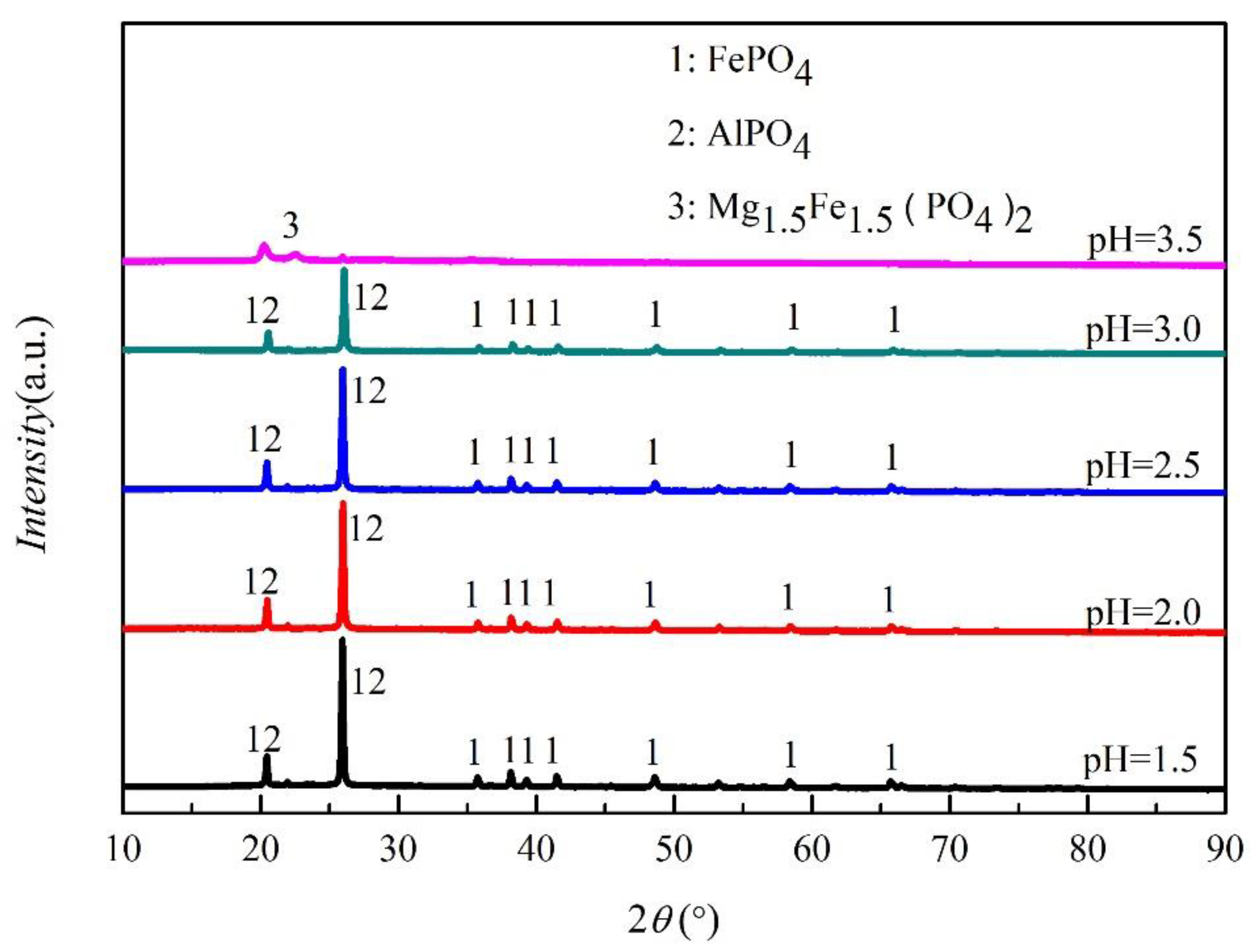
3.3. Effect of Initial pH Value
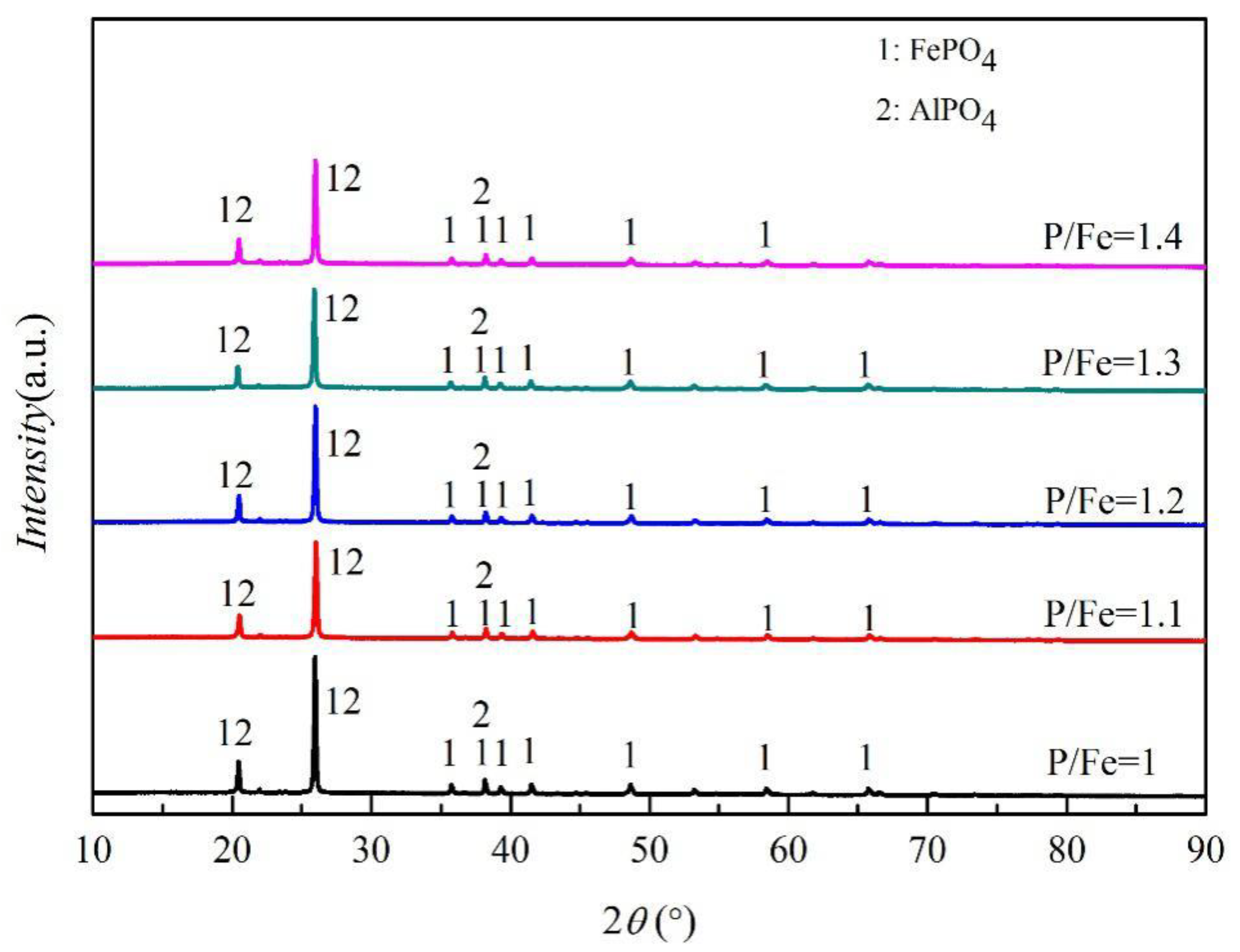
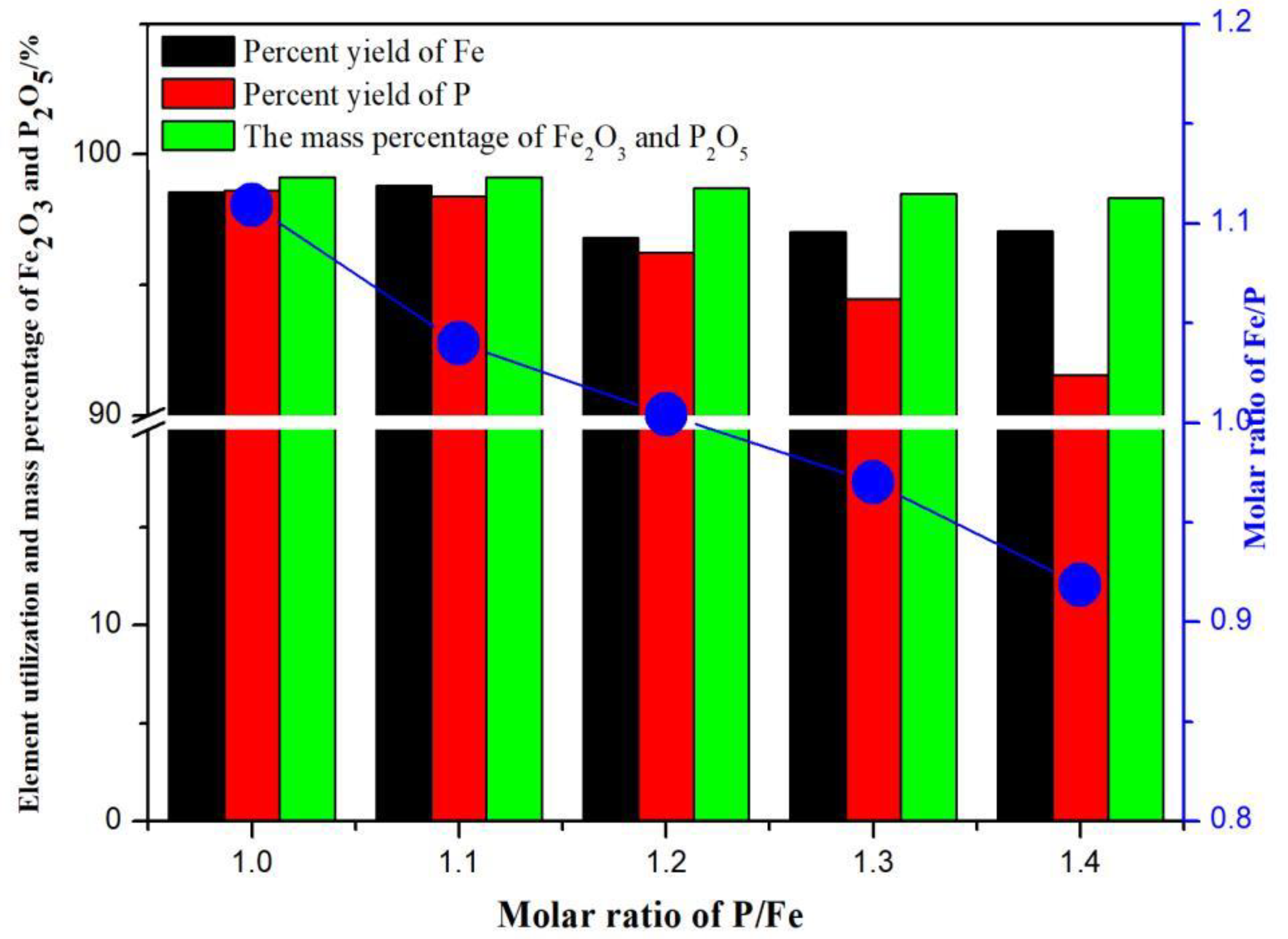
3.4. Effect of Molar Ratio of P/Fe
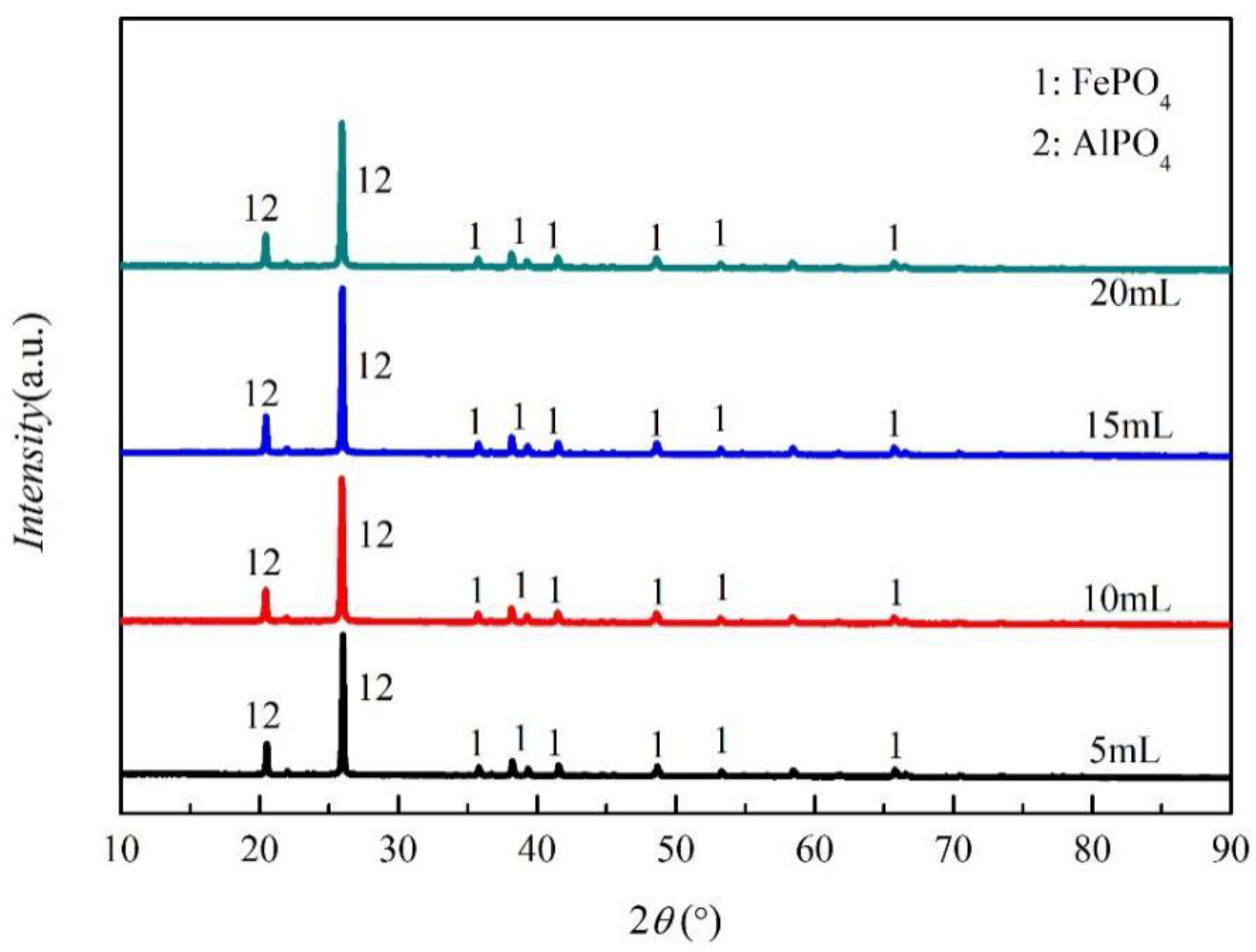
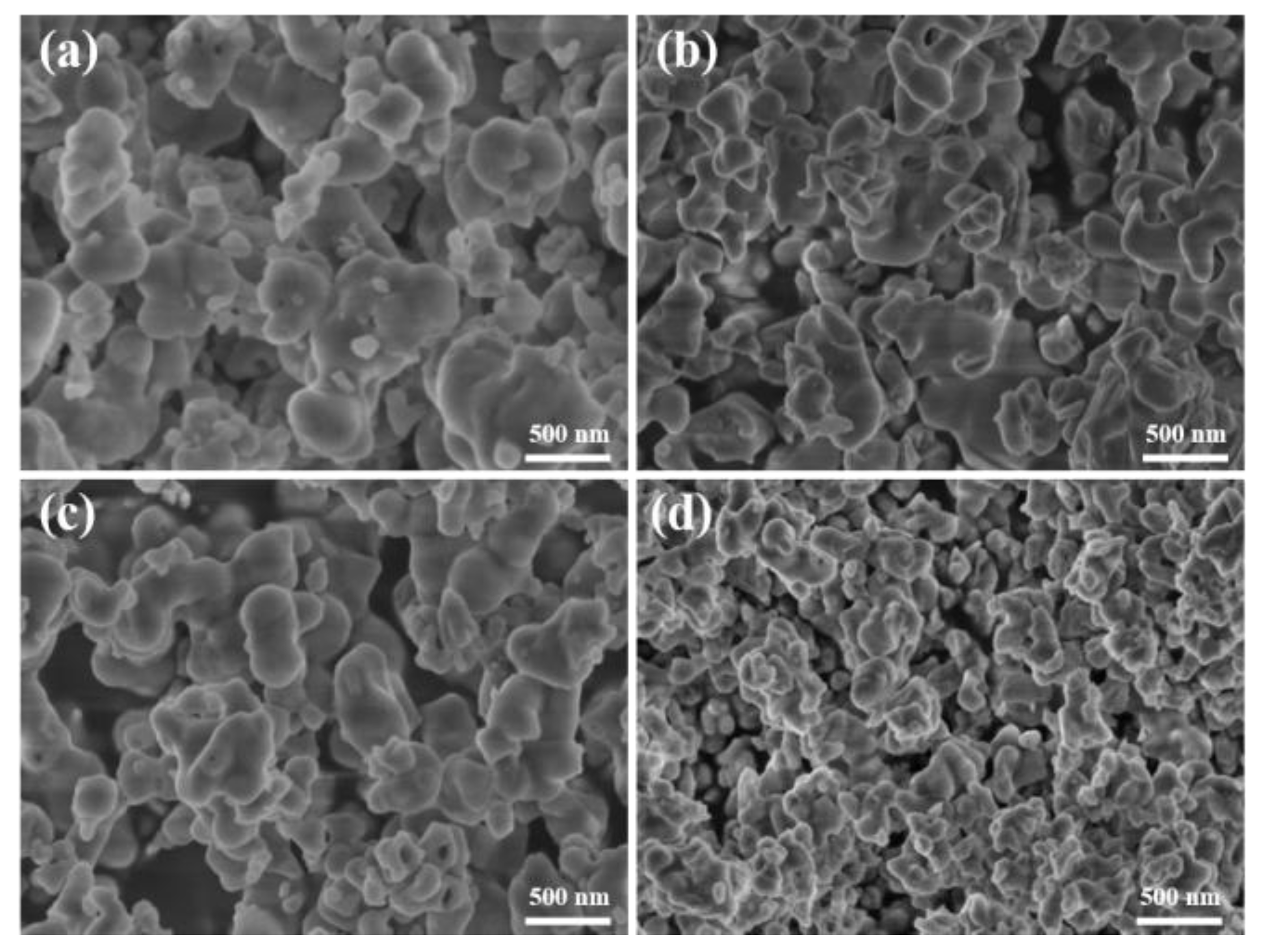
3.5. Effect of Dispersant
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xu, H.; Fu, M. Research process in comprehensive utilization of spent acid and waste water in titanium dioxide production. Multipurp. Util. Miner. Resour. 2006, 4, 34–37. [Google Scholar]
- Li, L. Research Progress on Comprehensive Recycle of Waste Acid in Titanium Pigment Production at Home and Abroad. Hydrometall. China 2010, 29, 150–155. [Google Scholar]
- Pei, R. Production of Titanium Dioxide by Sulfuric Acid Method; Chemical Industry Press: Beijing, China, 1982; pp. 272–275. [Google Scholar]
- Zhao, Y.; Zhang, Y.; Xing, W.; Xu, N. Treatment of titanium white waste acid using ceramic microfiltration membrane. Chem. Eng. J. 2005, 111, 31–38. [Google Scholar] [CrossRef]
- Feng, X.; Jiang, L.; Song, Y. Titanium white sulfuric acid concentration by direct contact membrane distillation. Chem. Eng. J. 2016, 285, 101–111. [Google Scholar] [CrossRef]
- Xu, T.; Yang, W. Sulfuric acid recovery from titanium white (pigment) waste liquor using diffusion dialysis with a new series of anion exchange membranes—Static runs. J. Membr. Sci. 2001, 183, 193–200. [Google Scholar]
- Zhang, T.; Lv, G.; Liu, Y.; Zhang, G. A Comprehensive Utilization Method of Titanium White Waste Acid. CN Patent 104178632 B, 22 June 2016. [Google Scholar]
- Zhang, T.; Zhang, W.; Lv, G.; Dou, Z.; Liu, Y. A Method of Treating Titanium White Waste Acid by Steel Slag. CN Patent 201810288264.X, 14 September 2018. [Google Scholar]
- Zhang, T.; Lv, G.; Dou, Z.; Liu, Y.; Zhang, W. A Method of Treating Titanium White Waste Acid with Steel Slag and Extracting Valuable Components. CN Patent 201810296696.5, 14 September 2018. [Google Scholar]
- Zhang, W.; Zhang, T.; Lv, G.; Zhou, W. Extraction Separation of Sc(III) and Fe(III) from a Strongly Acidic and Highly Concentrated Ferric Solution by D2EHPA/TBP. JOM 2018, 70, 2837–2845. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, T.; Dreisinger, D.; Lv, C.; Lv, G.; Zhang, W. Recovery of vanadium from calcification roasted-acid leaching tailing by enhanced acid leaching. J. Hazard. Mater. 2019, 369, 632–641. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, T.; Zhang, Y.; Lv, G.; Liu, Y.; Liu, Z. Pressure leaching of converter vanadium slag with waste titanium dioxide. Rare Met. 2016, 35, 576–580. [Google Scholar] [CrossRef]
- Wu, L.; Li, X.; Wang, Z. A novel process for producing synthetic rutile and LiFePO4 cathode material from ilmenite. J. Alloy. Compd. 2010, 506, 271–278. [Google Scholar] [CrossRef]
- Wu, L.; Li, X.; Wang, Z. Preparation of synthetic rutile and metal-doped LiFePO4 from ilmenite. Powder Technol. 2010, 199, 293–297. [Google Scholar] [CrossRef]
- Fan, Q.; Lei, L.; Xu, X. Direct growth of FePO4/graphene and LiFePO4/graphene hybrids for high rate Li-ion batteries. J. Power Sources 2014, 257, 65–69. [Google Scholar] [CrossRef]
- Prosini, P.; Lisi, M.; Scaccia, S. Synthesis and characterization of amorphous hydrated FePO4 and its electrode performance inlithium batteries. J. Electrochem. Soc. 2002, 149, A297–A301. [Google Scholar] [CrossRef]
- Liu, H. Synthesis of nanorods FePO4 via a facile route. J. Nanopart. Res. 2010, 12, 2003–2006. [Google Scholar] [CrossRef]
- Kahoul, A.; Hammouche, A. Electrochemical performances of FePO4-positive active mass prepared through a new sol-gel method. Ionics 2010, 16, 105–109. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, L.; Xie, K. Synthesis and characterization of multi–wall carbon nanotubes supported-hydrated iron phosphate cathode material for lithium–ion cells by a novel homogeneous precipitation method. Ionics 2012, 18, 721–729. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, F.; Ma, X.; Zhang, G. Recovery of nitric and acetic acids from etching waste solution using a synergistic system of N235 and TRPO in cyclohexane. Hydrometallurgy 2019, 185, 23–29. [Google Scholar] [CrossRef]
- Chen, F.; Wang, X.; Liu, W. Selective extraction of nitric and acetic acids from etching waste acid using N235 and MIBK mixtures. Sep. Purif. Technol. 2016, 169, 50–58. [Google Scholar] [CrossRef]
- Li, C.; Li, G.; Guo, H. Synthesis of FePO4 by electrolyzing ferrophosphorus. Phosphate Compd. Fertil. 2014, 29, 13–15. [Google Scholar]
- Yang, J.; Lv, N.; Su, C. Research progress on the recycling of phosphorus resource from converter steelmaking slag. Appl. Chem. Ind. 2019, 48, 1440–1446. [Google Scholar]
- Li, H.; Xing, S.; Liu, Y. Recovery of Lithium, Iron, and Phosphorus from Spent LiFePO4 Batteries Using Stoichiometric Sulfuric Acid Leaching System. ACS Sustain. Chem. Eng. 2017, 5, 8017–8024. [Google Scholar] [CrossRef]
- Speight, J.G. Lange’s Handbook of Chemistry; McGRAW-HILL: New York, NY, USA, 2004. [Google Scholar]
- Xiao, C.; Xiao, L.; Gao, C. Thermodynamic study on removal of magnesium from lithium chloride solutions using phosphate precipitation method. Sep. Purif. Technol. 2015, 156, 582–587. [Google Scholar] [CrossRef]
- He, L.; Xu, W.; Song, Y.; Liu, X.; Zhao, Z. Selective removal of magnesium from a lithium-concentrated anolyte by magnesium ammonium phosphate precipitation. Sep. Purif. Technol. 2017, 187, 214–220. [Google Scholar] [CrossRef]
- Xiao, C.; Zeng, L.; Wei, J.; Xiao, L.; Zhang, G. Thermodynamic analysis for the separation of tungsten and aluminium in alkaline medium using solvent extraction. Hydrometallurgy 2017, 174, 91–96. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, T.; Lv, G. Thermodynamic study on the V(V)-P(V)-H2O system in acidic leaching solution of vanadium-bearing converter slag. Sep. Purif. Technol. 2019, 218, 164–172. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | V | Mg | Mn | Ca | Al |
|---|---|---|---|---|---|---|
| Concentration/g·L−1 | 37.64 | 0.41 | 5 | 2.15 | 0.23 | 1.52 |
| Substance | State | Solubility Product Constant [25] |
|---|---|---|
| Fe3(PO4)2·H2O | solid | Ksp = 9.94 × 10−29 |
| Mn3(PO4)2·nH2O | solid | Ksp = 6.13 × 10−32 |
| AlPO4·1.5H2O | solid | Ksp = 3.5 × 10−21 |
| Mg3(PO4)2·8H2O | solid | Ksp = 6.31 × 10−26 |
| Fe3(PO4)2 | solid | Ksp = 1.3 × 10−22 |
| Ca3(PO4)2 | solid | Ksp = 2 × 10−29 |
| Fe(OH)3 | solid | Ksp = 2.79 × 10−39 |
| Mn(OH)2 | solid | Ksp = 1.9 × 10−13 |
| Al(OH)3 | solid | Ksp = 1.3 × 10−33 |
| Mg(OH)2 | solid | Ksp = 5.61 × 10−12 |
| Ca(OH)2 | solid | Ksp = 5.5 × 10−6 |
| Equilibrium Reactions | Equilibrium Constants (lgK) | Mathematical Relationships |
|---|---|---|
| Fe3+ + OH− = FeOH2+ | 11.87 | [FeOH2+] = 1011.87[Fe3+][OH−] |
| Fe3+ + 2OH− = Fe(OH)2+ | 21.17 | [Fe(OH)2+] = 1021.17[Fe3+][OH−]2 |
| Fe3+ + 3OH− = Fe(OH)3 | 29.67 | [Fe(OH)3] = 1029.67[Fe3+][OH−]3 |
| Fe3+ + SO42− = Fe(SO4)+ | 2.03 | [Fe(SO4)+] = 102.03[Fe3+][SO42−] |
| Fe3+ + 2SO42− = Fe(SO4)2− | 2.98 | [Fe(SO4)2−] = 102.98[Fe3+][SO42−]2 |
| Fe(OH)3 = Fe3+ + 3OH− | −38.55 | [Fe3+][OH−]3 = 10−38.55 |
| FePO4 = Fe3+ + PO43− | −23 | [Fe3+][PO43−] = 10−23 |
| Metal Ion | Mn2+ | Mg2+ | Ca2+ | Fe3+ | Al3+ |
|---|---|---|---|---|---|
| lg[Mn+] | 0.33 | 0.70 | −0.64 | 1.58 | 0.18 |
| Initial precipitation pH of orthophosphate | 1.8 | 2.6 | 3.4 | <0 | 0.3 |
| Initial precipitation pH of hydroxide | 7.5 | 8.0 | 11.7 | 0.6 | 3.0 |
| Amount of Polyethylene Glycol | Particle Size | ||
|---|---|---|---|
| D50/μm | D90/μm | Volume Average Diameter/μm | |
| V = 0 mL | 17.28 | 47.32 | 21.39 |
| V = 5 mL | 8.61 | 34.75 | 14.00 |
| V = 10 mL | 5.36 | 34.56 | 12.75 |
| V = 15 mL | 5.89 | 27.81 | 10.93 |
| V = 20 mL | 4.83 | 26.42 | 10.00 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Zhang, T.-a.; Cai, L.; Lv, G.; Cao, X. Preparation of Doped Iron Phosphate by Selective Precipitation of Iron from Titanium Dioxide Waste Acid. Metals 2020, 10, 789. https://doi.org/10.3390/met10060789
Zhang W, Zhang T-a, Cai L, Lv G, Cao X. Preparation of Doped Iron Phosphate by Selective Precipitation of Iron from Titanium Dioxide Waste Acid. Metals. 2020; 10(6):789. https://doi.org/10.3390/met10060789
Chicago/Turabian StyleZhang, Weiguang, Ting-an Zhang, Liuliu Cai, Guozhi Lv, and Xuejiao Cao. 2020. "Preparation of Doped Iron Phosphate by Selective Precipitation of Iron from Titanium Dioxide Waste Acid" Metals 10, no. 6: 789. https://doi.org/10.3390/met10060789