Incremental sheet forming (ISF) is a flexible sheet-forming process that has gained significant interest since the pioneering work of Iseki [
1]. ISF is a highly localized deformation process in which a tool is programmed to move along a certain path to create the desired part geometry. A simple ISF process to manufacture a truncated cone is depicted in
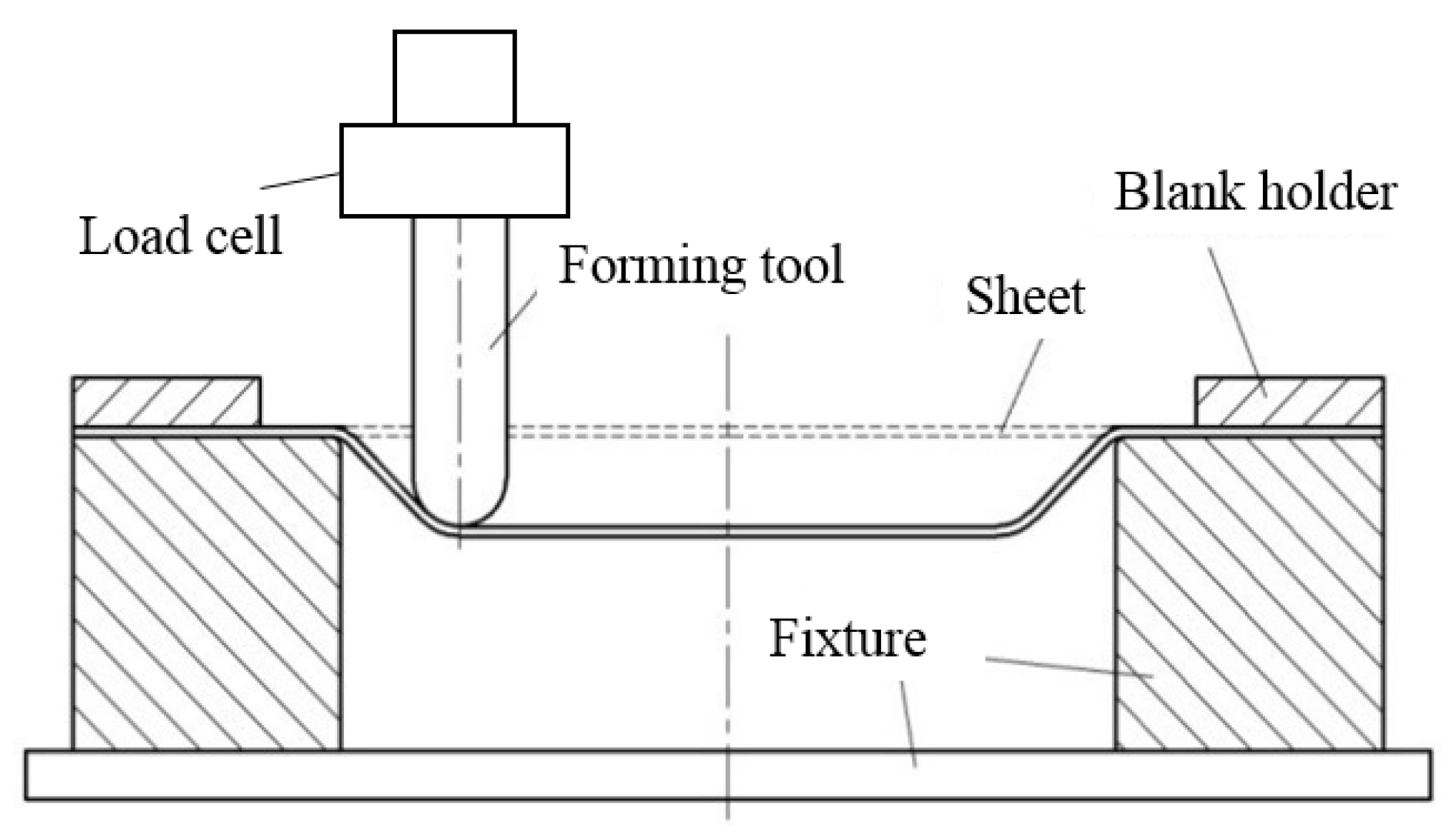
Figure 1 [
2]. The workpiece/blank is clamped with a fixture. A pin-like tool is programmed to follow the circumference of a circle. After completing the first circle, the tool steps down and toward the center to start a new circular pass. After several passes, a truncated cone can be generated. Compared to the conventional press forming process, ISF can produce geometries of various parts directly from computer-aided design models and numerical control codes without complex tools or dies. Thus, this process not only saves energy, but also holds great potential for rapid prototyping of small quantities of parts. Additionally, it is known that ISF can significantly increase the formability of the sheet metal workpiece [
3]. Furthermore, to enhance formability, several ISF schemes (micro ISF [
4], robot-assisted ISF [
5], and heat-assisted ISF [
6]) have been proposed.
Recently, several papers that investigate the ISF processes through different approaches like analytical, numerical, and soft computing methods have been published. Behera [
7] presented a review that describes the genesis and current state-of-the-art of the ISF process. Minutolo [
8] researched the formability in the ISF process using the maximum forming angle. Fiorentino [
9] carried out experimental investigations on formability of sheet metals in the single-point and two-point ISF processes considering different tool paths and incremental step height. Do [
10] developed a new method and the associated apparatus to define the forming limit curve at fracture in the ISF process. The developed numerical simulation model showed good results to predict the fracture and thickness distribution. McAnulty [
11] and Gatea [
12] presented reviews of experimental results of the effects of different process parameters on the performance of ISF. Similarly, according to Leon [
13] and Kim [
14], the forming angle, tool diameter, vertical-step depth, horizontal-step depth, tool rotation speed (spindle speed), feed speed, sheet thickness, tool paths, and temperature are important forming parameters that affect the final forming result in the ISF process. In the ISF process, better formability is obtained when increasing the spindle speed and decreasing the feed rate of tool. At the same time, although decrease the size of the tool diameter can increase the formability, it will also increase the springback and surface roughness, resulting in a reduction of the accuracy of the formed part. Decreasing vertical step depth can improve formability and reduce springback, but it will significantly increase the forming time. On the other hand, tool paths optimization can reduce springback and enhance the thickness distribution of asymmetric parts. Therefore, the optimization of process parameters is required to achieve better formability and product quality in the ISF process. The finite element method (FEM) is today able to estimate the process parameter in the ISF process. However, the incremental nature of the ISF process requires a huge number of stages to model the entire process, implying large simulation times. Furthermore, several mechanical phenomena, like springback and bending, act during the process, thus requiring adequate constitutive models with many parameters that need to be calibrated [
15]. On the other hand, various methods have been used in the past for the optimization of the parameters of the ISF process based on the experiment which can also give good analysis results. Angshuman [
16] used grey relational analysis (GRA) to optimize the forming parameters for the ISF of AA5052 sheets. In their research, Taguchi’s L9 orthogonal array, GRA, and analysis of variance (ANOVA) were used to achieve the optimum parameters for maximizing the formability and minimizing the roughness in the rolling, transverse, and angular direction. The results showed that lubrication has been identified as the highest contributing factor for all three directions, while the vertical step depth and speed were identified as the second and third contributing parameters, respectively, for both the rolling and the angular direction. Hani [
17] presented an optimization of the two-point ISF process for AA1050 sheet using the response surface method (RSM). In their research, the Box–Bhenken experimental design (BBD) was utilized considering the mandrel angle, tool diameter, sheet initial thickness and step depth as input parameters, and the thinning ratio and maximum resultant force as output responses. ANOVA was also performed to find the contribution of factors to the responses and it was inferred that all the regression models developed using the RSM were adequate for correlating the process factors and corresponding responses. It was also found that the wall angle was the most influential factor affecting thickness reduction, while the sheet thickness had the greatest influence on the axial force. Dakhli [
18] proposed a method that combines two methods—Taguchi grey relational analysis (TG) and the RSM—in which the multi-response parameters of surface roughness, forming force, and manufacturing time are optimized by computing the grey relational grade. Based on the results, the material sheet and the lubricant were the most significant factors that affect the surface roughness, the forming forces, and the manufacturing time.
Artificial intelligence is widely used in various industries. Using artificial intelligence, not only is it possible to make good predictions but also optimize single or multiple objectives. The back propagation neural network (BPNN) is a machine learning tool that can be used to learn the relationships between the input and output variables to predict system performance. It works as a black box model that requires no detailed parameters of the system. The BPNN working principle was inspired by that of the human brain, and the network consists of inputs, several layers of neurons, and outputs. In its simplest form, an input is multiplied by weights, and then the product and a bias are summed up and sent into a transfer function to produce the final output. More recently, the artificial intelligence algorithms that train neural networks with the back propagation method have been applied to various problems in plasticity. Do [
19] conducted research on the effect of hole lancing on the forming characteristic of ISF. In their study, the hole lancing on the blank shoulder near the forming area was designed and the BPNN algorithm was used to predict the springback in the ISF process. The results showed that hole lancing not only improved the formability considerably (the maximum forming angle increased from 60° to 64°), but also reduced profile error from 1.32 mm to 1.12 mm. Furthermore, the BPNN algorithm with the Levenberg–Marquardt approximation successfully predicted springback amount in the ISF with the average error of 4.052%. Simultaneously, Forcellese [
20] presented multivariable empirical models based on artificial neural networks (ANN) to predict the flow and forming limit curves of the AZ31 magnesium alloy thin sheets. The results showed that the ANN captured the influence of temperature, strain rate, and fiber orientation on the flow curve shape, the stress values, and the effects of the process parameters on the forming limit curves without a priori knowledge of the complex microstructural mechanisms occurring during warm forming.
Genetic algorithms (GAs) are based on the principles of genetics found in nature. They are parallel and global search algorithms based on Darwin’s theory of survival of the fittest [
21]. GAs are an efficient comprehensive search method which automatically acquires and accumulates knowledge of the search space during the search process and has proper characteristics to control the search process to find the best solution. Liu [
22] applied a Pareto-based multi-objective GA to optimize the sheet metal forming process. In their proposed optimal model, blank-holding force and draw-bead restraining force were optimized as design variables in order to simultaneously minimize the objective functions of fracture, wrinkle, insufficient stretching, and thickness varying. The results showed that this approach is more effective and accurate than the traditional finite element analysis method and the trial-and-error procedure. Non-dominated sorting GA (NSGA-II) was used by Umeonyiagu [
23] for multi-objective optimization of the flexural and tensile strength of bamboo-reinforced concrete material. The optimization objectives were the maximization of flexural and tensile strength, as well as the minimization of cost. The research results showed that the Pareto optimal solution would be an effective design guide for engineers for the optimal design of structures using the cost, and flexural and tensile strength of bamboo-reinforced concrete material as design parameters. Yang [
24] used NSGA-II to obtain optimum process parameters during stainless steel 316L hot-wire laser welding. During the optimization process, NSGA-II was employed to search for multi-objective Pareto optimal solutions based on ensemble metamodels. The verification tests indicated that the obtained optimal process parameters were effective and reliable for producing the expected welding results. Han [
25] conducted a multi-objective optimization of a corrugated tube with a multi-channel twisted tape (CMCT) to obtain the optimal performance using RSM and NSGA-II. In Li [
26], an efficient optimization methodology via the Taguchi method, RSM, and NSGA-II was proposed to optimize a multi-objective problem in the fiber-reinforced composite injection molding process. The results show that RSM can establish efficient predictive models for finding the product quality optimum. Furthermore, the optimum design parameter values determined by NSGA-II were superior to those of the Taguchi method.
The main objective of this study is to carry out an inverse analysis and multi-objective optimization of an ISF process base on the experimental. To that end, a series of experiments are conducted following the BBD for developing RSM and BPNN models with the tool diameter, spindle speed, step depth, and speed rate as the inputs, and the forming angle and thickness reduction as the outputs. Afterward, the effects of the input process parameters on the performance measures are analyzed through the graphs of the main and interaction effect plots. Furthermore, a multi-objective (maximum forming angle and minimum thickness reduction) optimization utilizing the desirability function method and NSGA-II were performed based on the developed RSM models. For the multi-objective optimization of the ISF process, unlike the traditional Taguchi method or RSM, which can only provide a single optimization combination, the Pareto optimal solutions obtained by NSGA-II in this research will provide engineers and designers with better guidance for actual production applications.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}