Prediction and Control Technology of Stainless Steel Quarter Buckle in Hot Rolling

Abstract
:1. Introduction
2. Methods and Materials
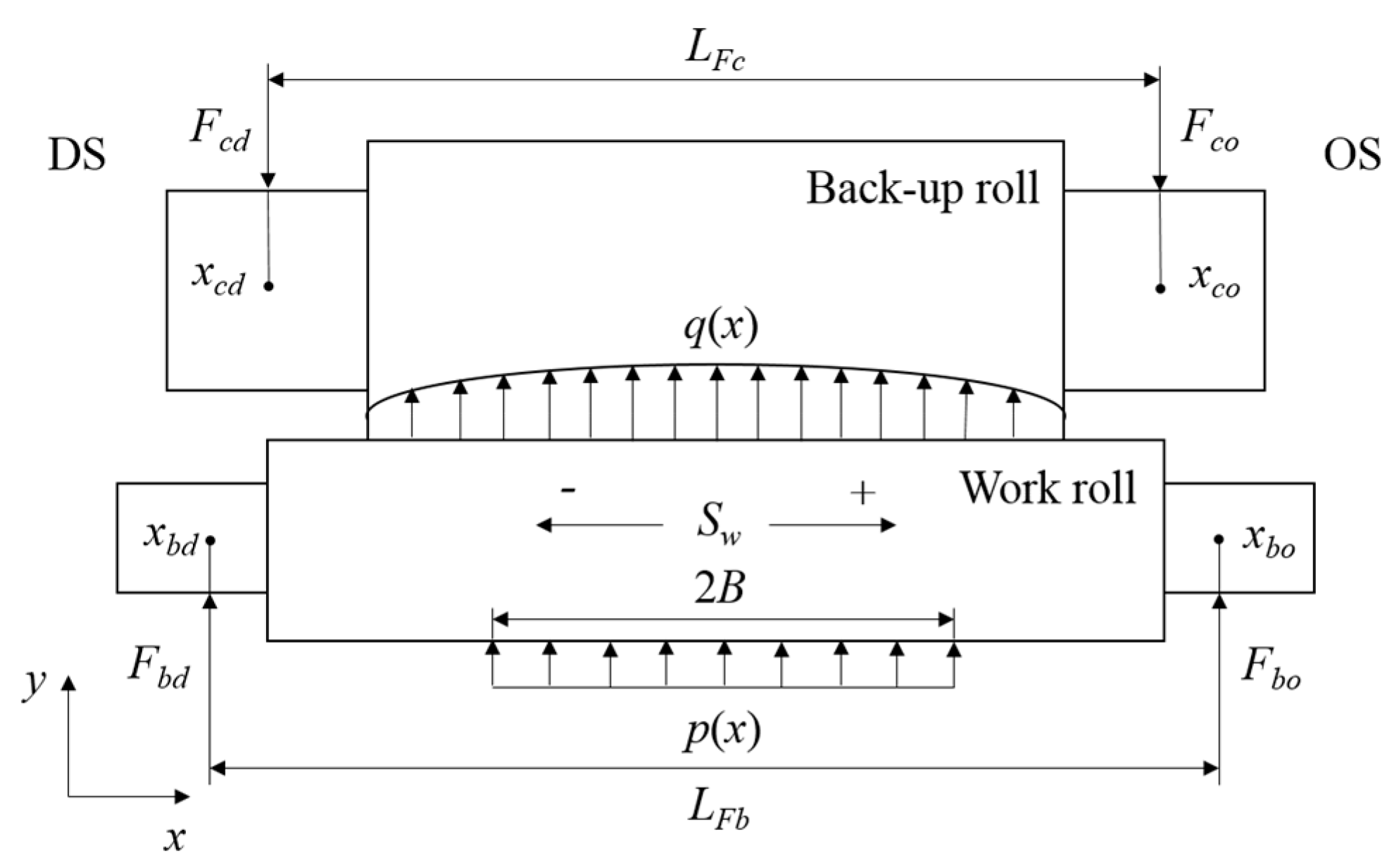
2.1. Roll Bending
2.2. Roll Flattening
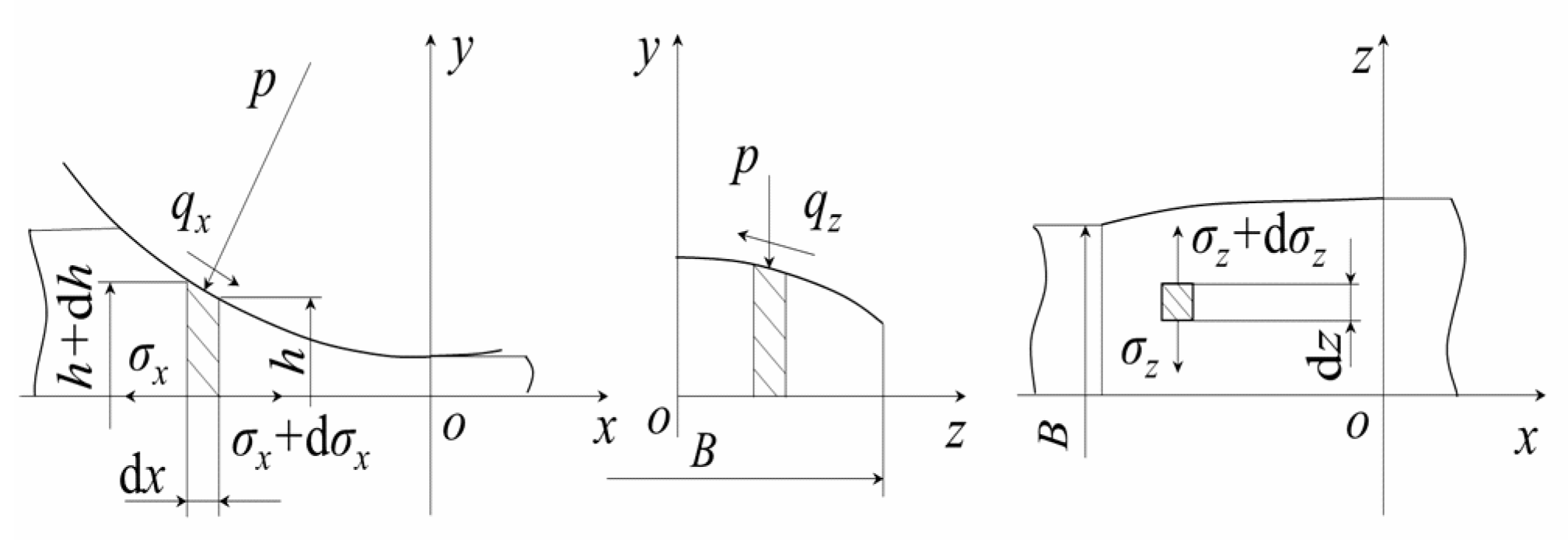
2.3. Strip Material Flow
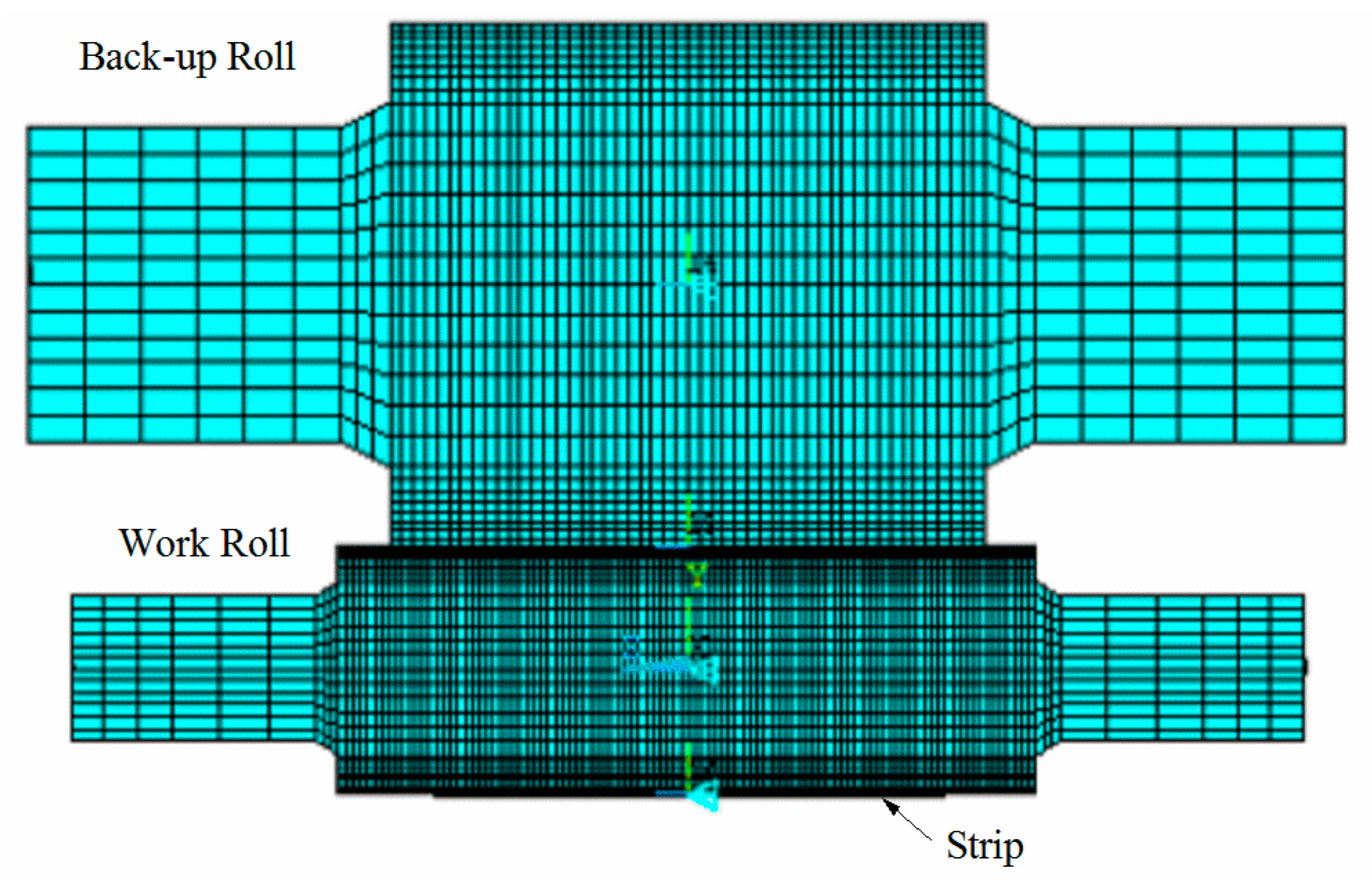
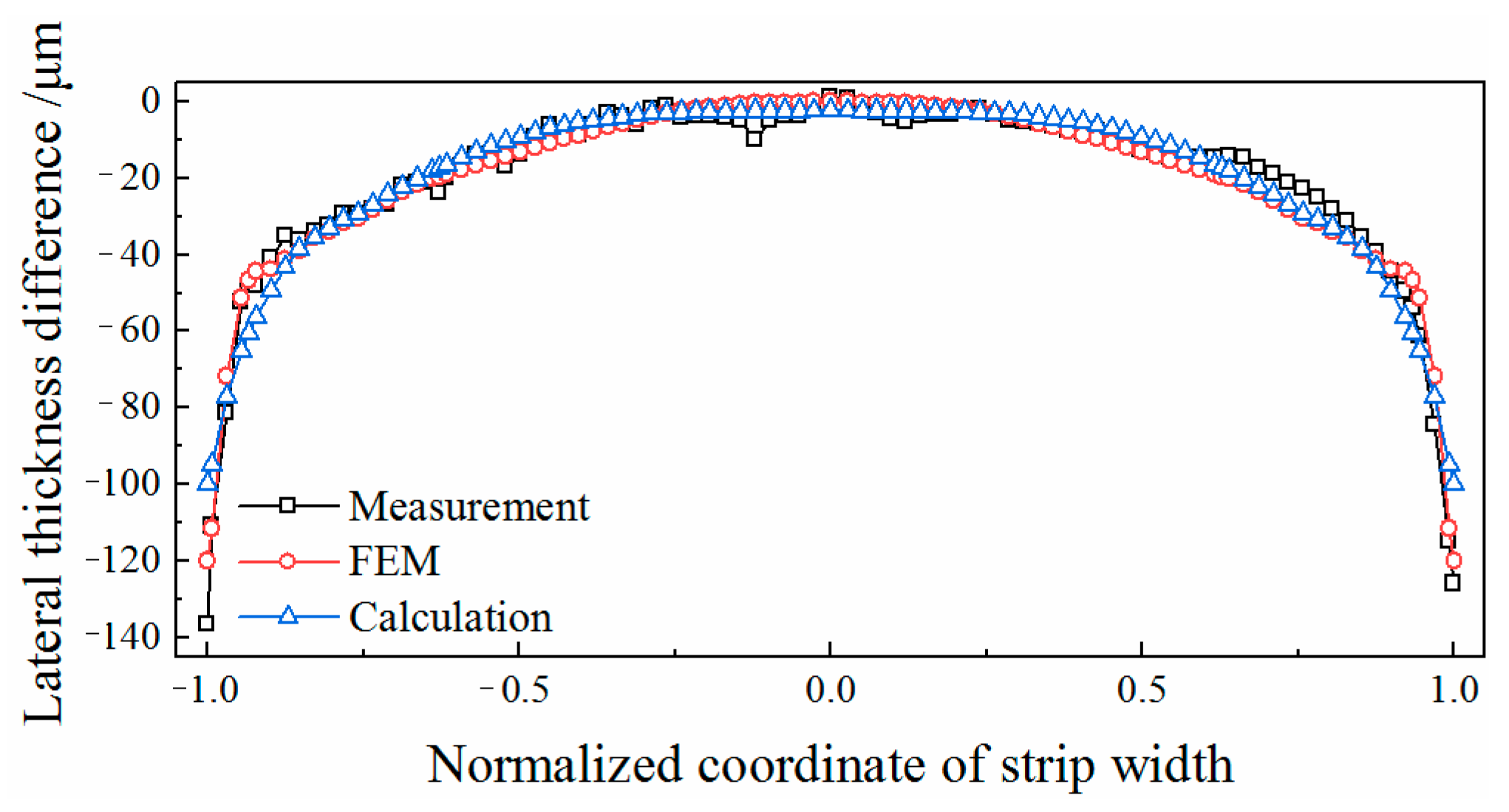
2.4. Model Verification
3. Results and Discussion
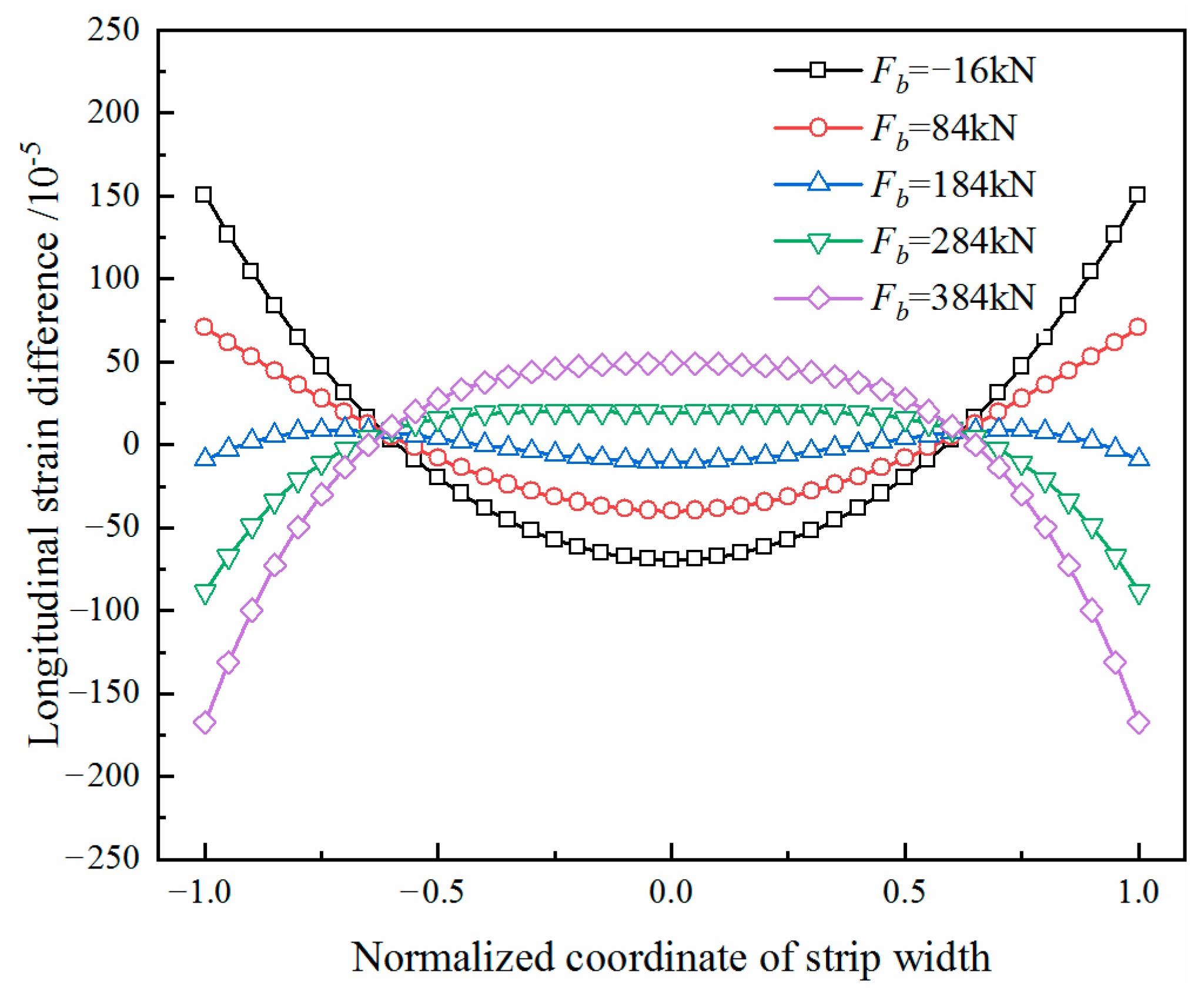
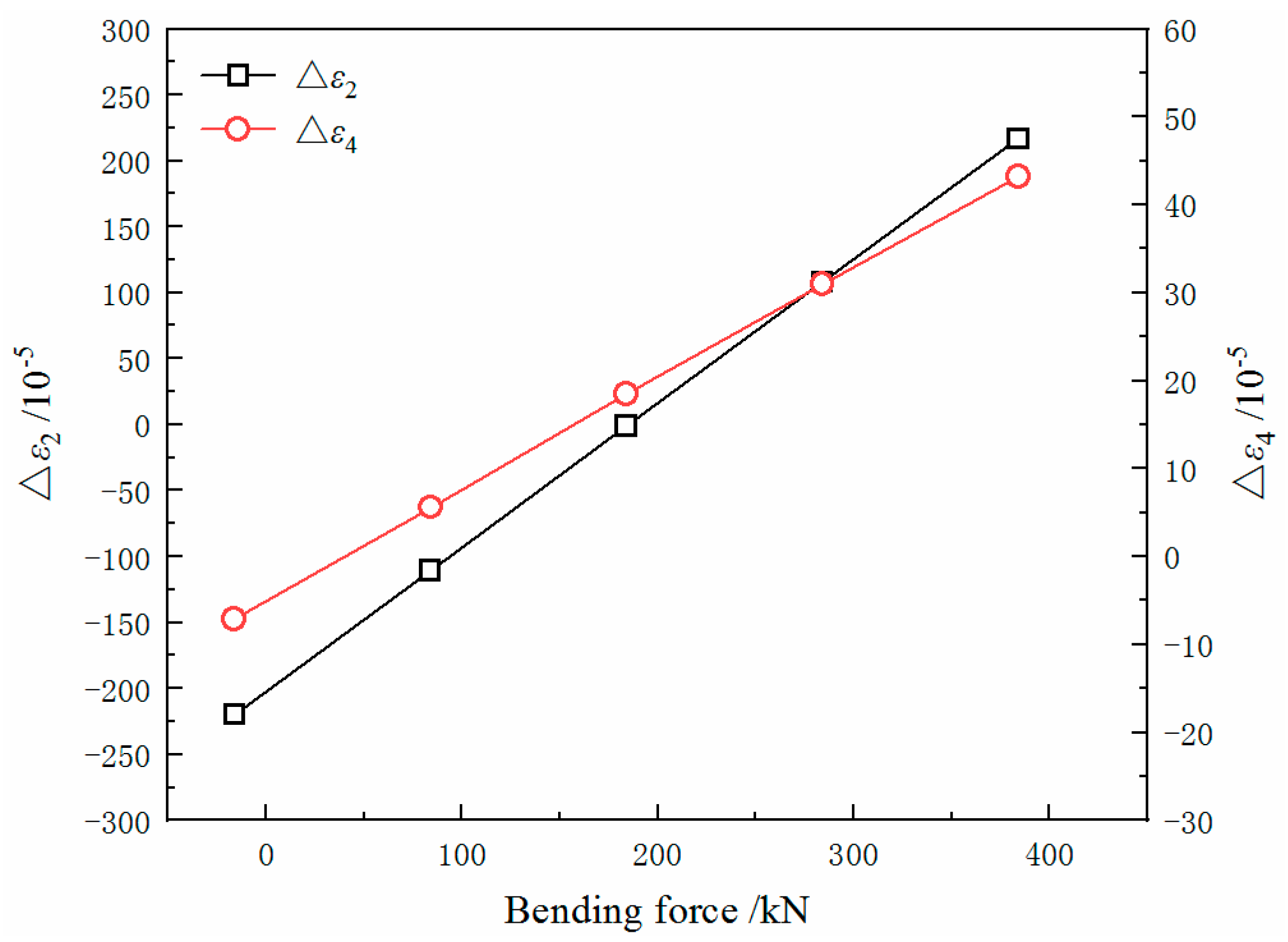
3.1. Effect of Bending Force
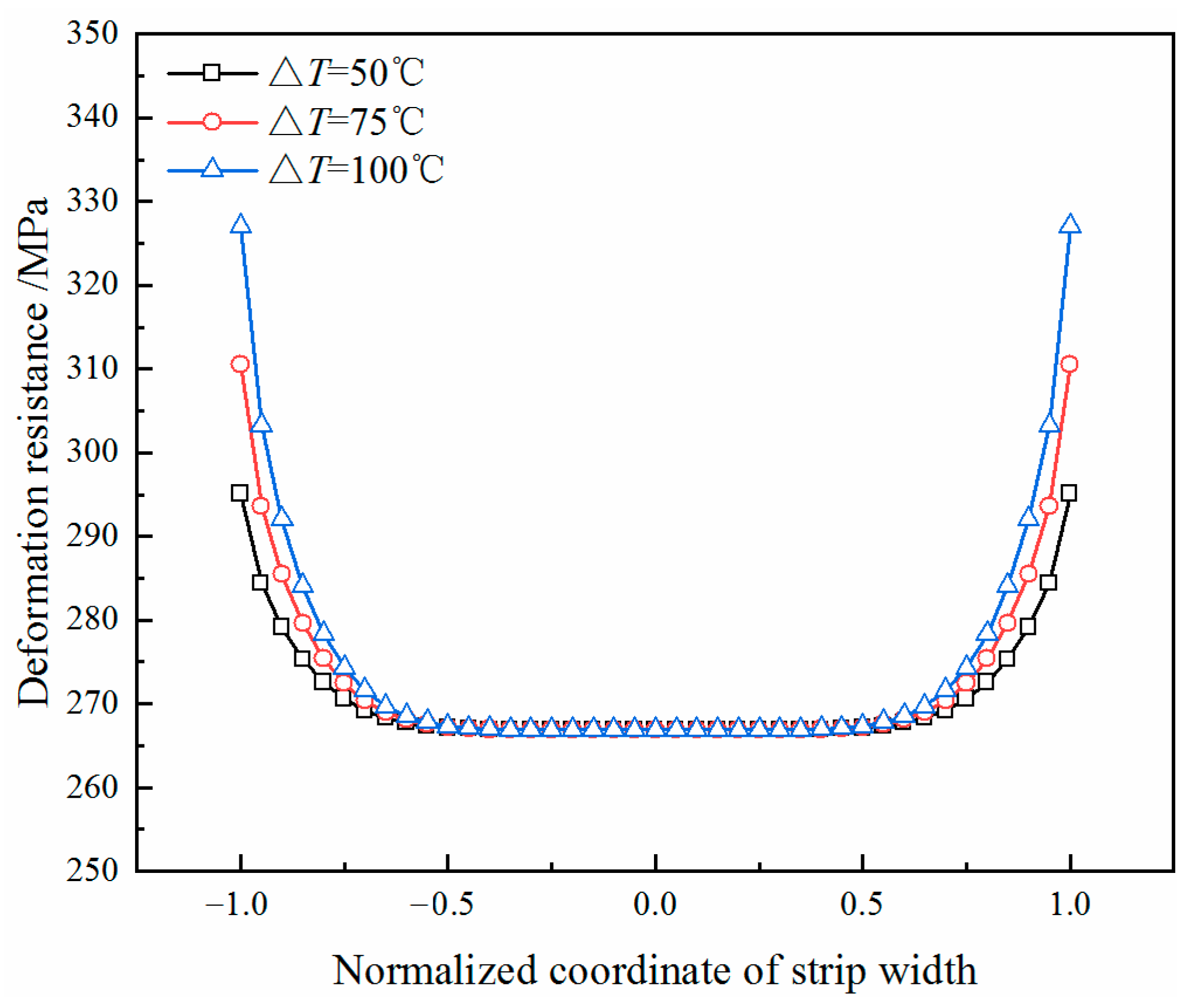
3.2. Effect of Strip Lateral Temperature Difference
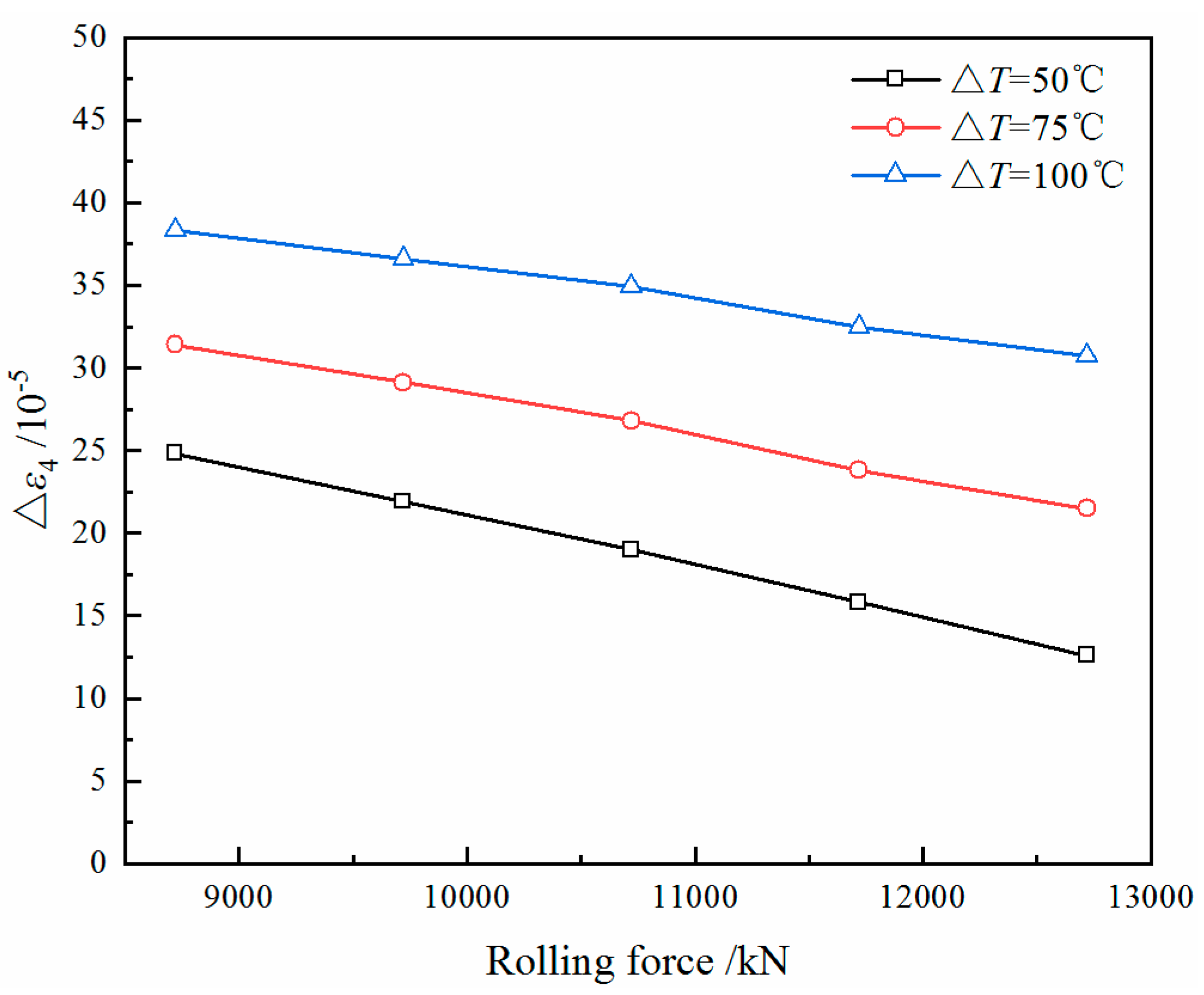
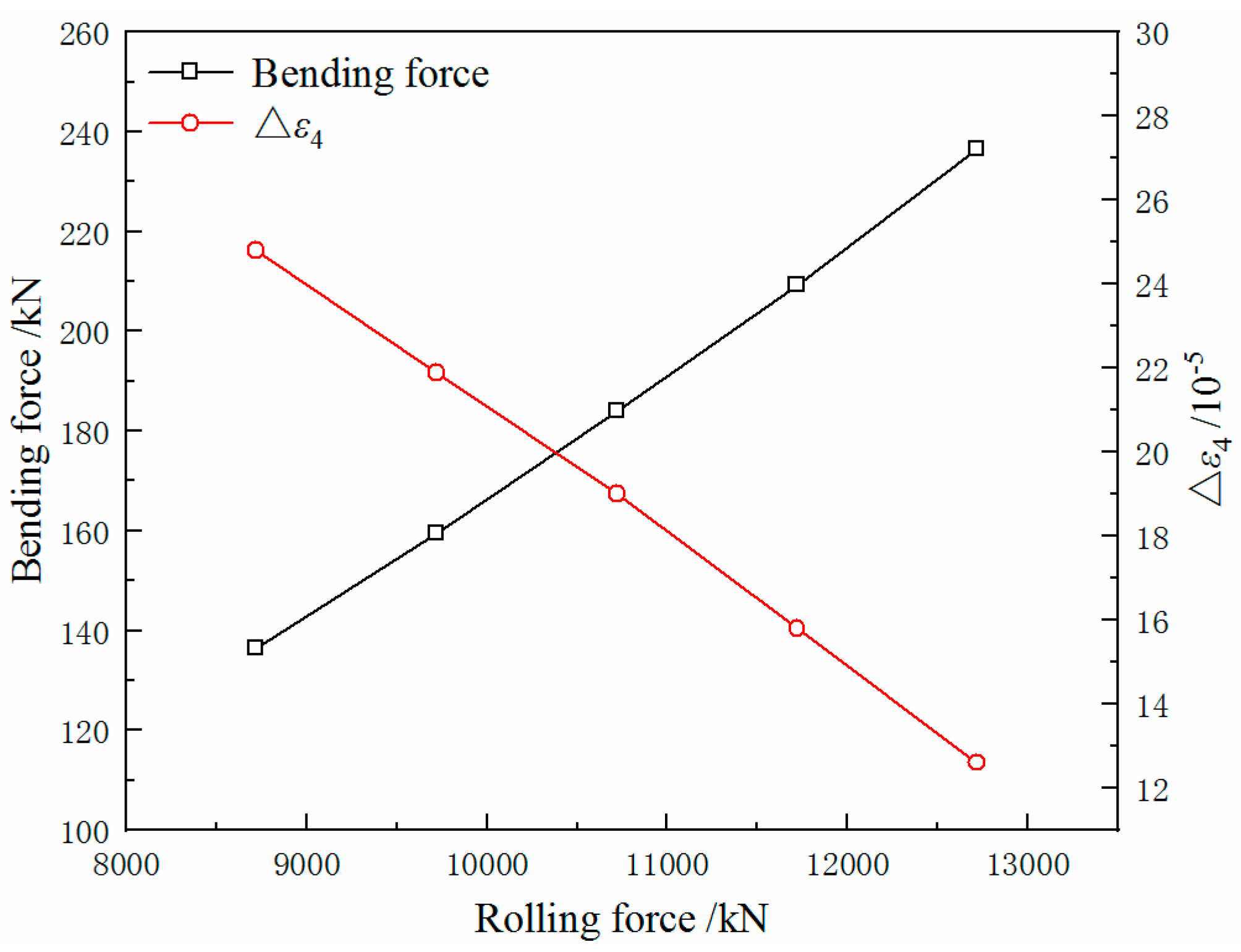
3.3. Effect of Rolling Force
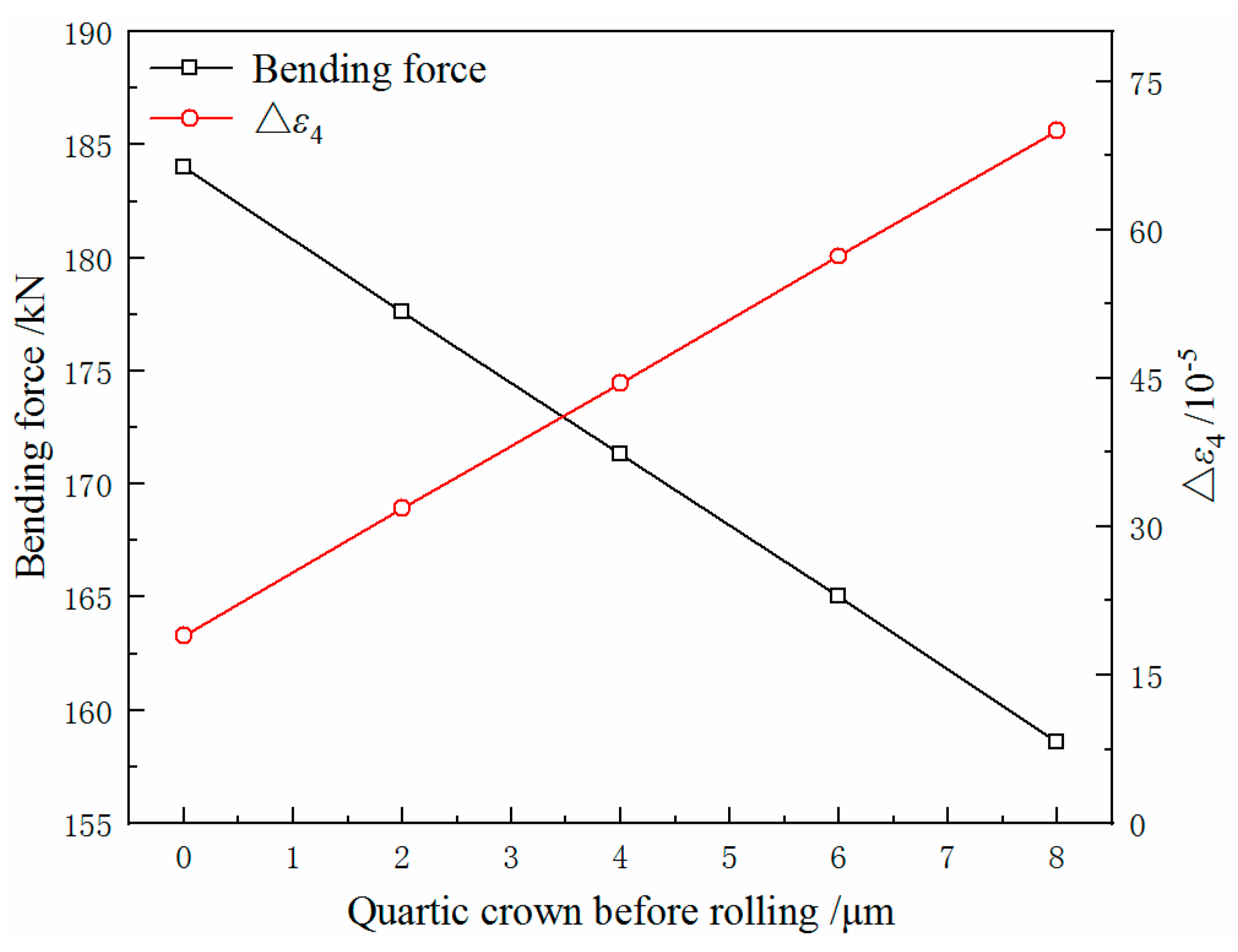
3.4. Effect of Strip Quartic Crown before Rolling
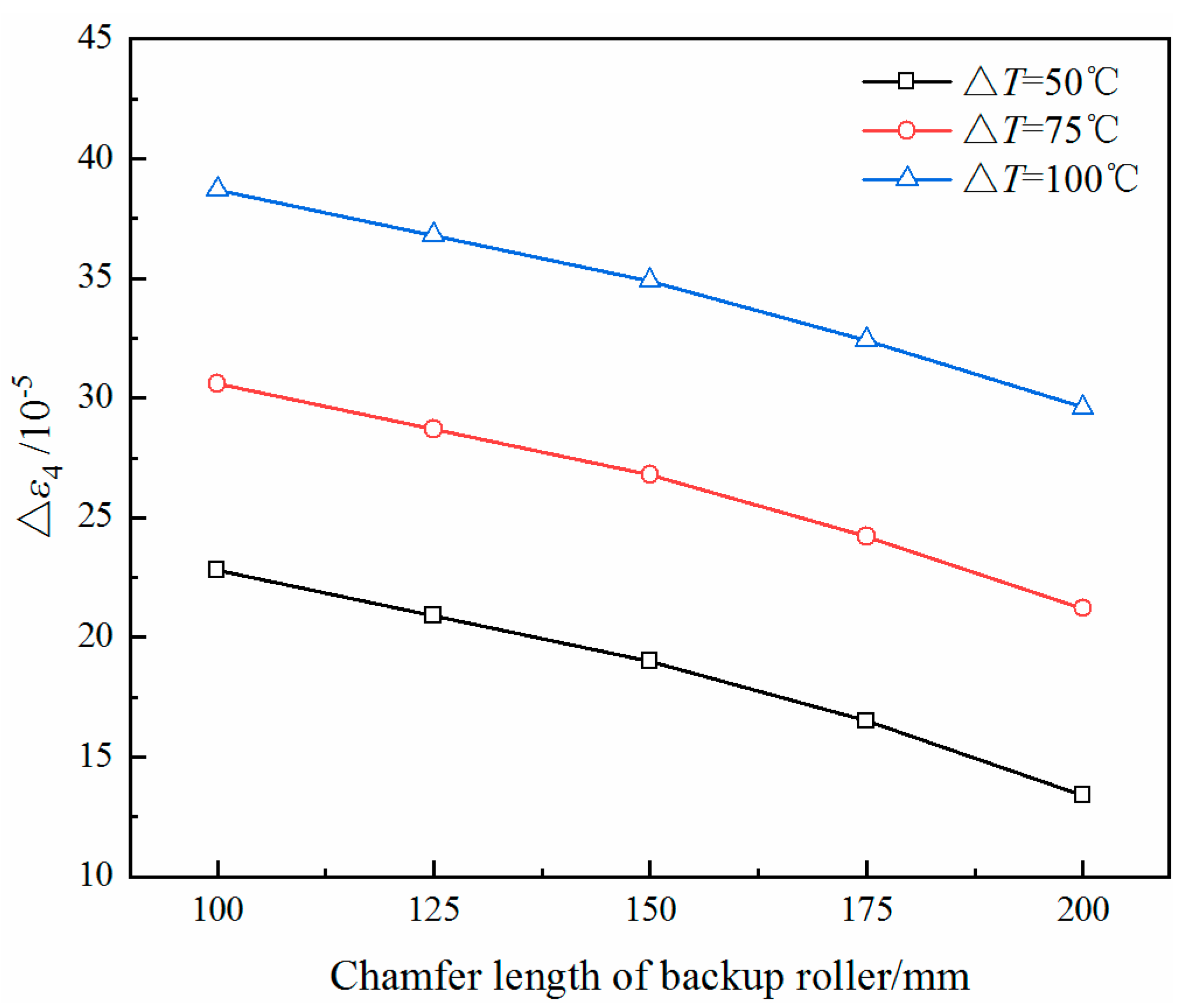
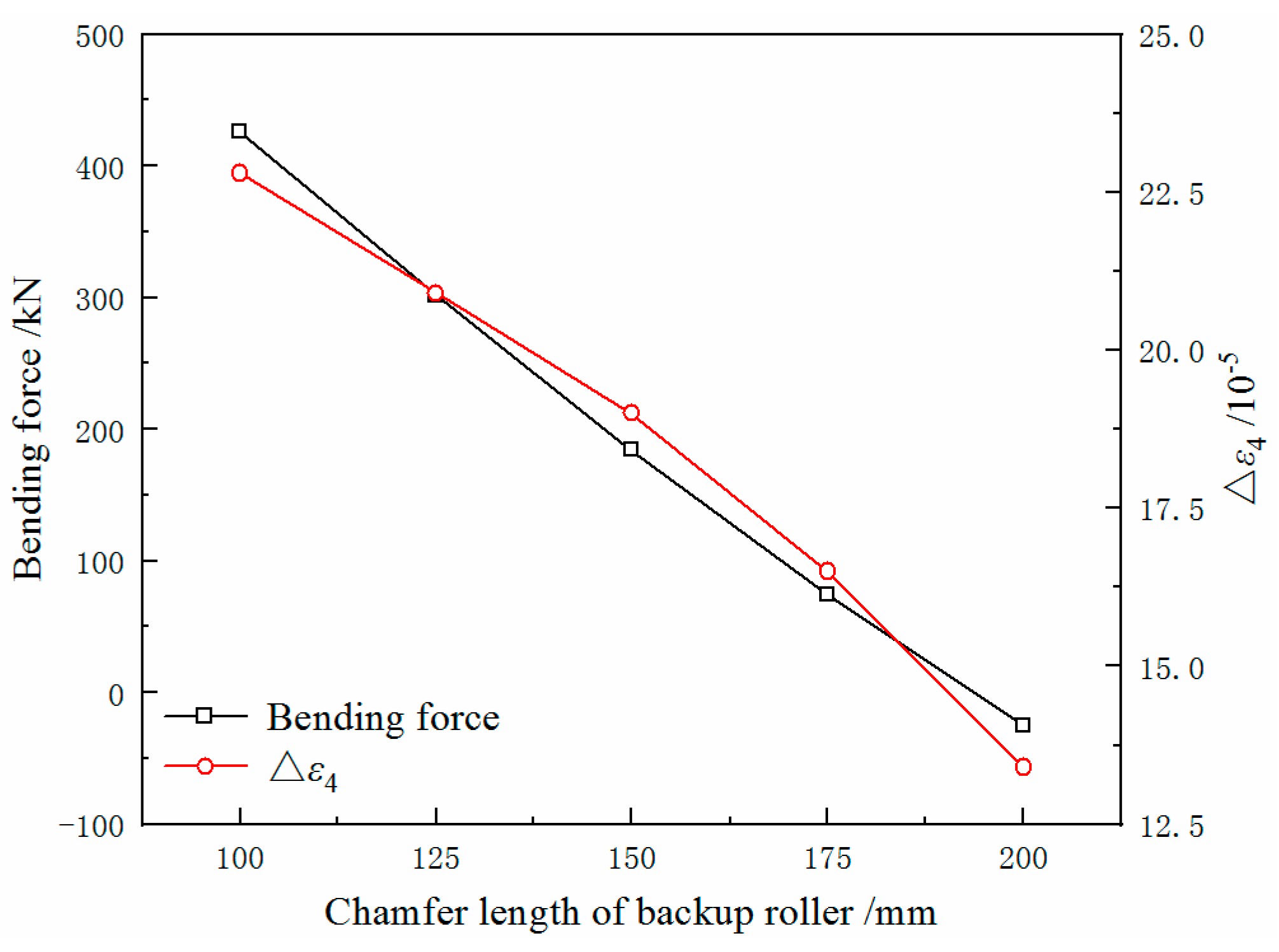
3.5. Effect of Back-Up Roll Chamfer Length
4. Design of MVC and Industrial Application
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, A.R.; Shao, J.; Sun, W.Q. Theory and Practice of Shape Control, 1st ed.; Metall Ind Press: Beijing, China, 2016; pp. 11–15. ISBN 9787502473679. [Google Scholar]
- Zhang, Q.D.; Li, B.; Zhang, X.F. Research on the behavior and effects of flatness control in strip temper rolling process. J. Mech. Eng. 2014, 50, 45–52. [Google Scholar] [CrossRef]
- Du, F.S.; Liu, W.W.; Feng, Y.F.; Sun, J.N. Roll profile electromagnetic control process parameters in precision rolling mill. J. Univ. Sci. Technol. Beijing 2017, 39, 1874–1880. [Google Scholar] [CrossRef]
- Li, X.Y.; Zhang, J.; Cheng, X.L.; Zhao, X.M.; Jia, S.H.; Huang, T. Wear of rolls in single-stand temper mill and its effect on the strip shape. J. Univ. Sci. Technol. Beijing 2002, 24, 326–328. [Google Scholar] [CrossRef]
- He, A.R.; Shao, J.; Sun, W.Q.; Song, Y. Key precise control technologies of rolling for smart manufacturing. Metall. Ind. Autom. 2016, 40, 1–8. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Tieu, A.K.; Zhang, X.M. Finite element simulation of cold rolling of thin strip. J. Master. Process. Technol. 2003, 140, 542–547. [Google Scholar] [CrossRef]
- Chandra, S.; Dixit, U.S. A rigid-plastic finite element analysis of temper rolling process. J. Mater. Process. Technol. 2004, 152, 9–16. [Google Scholar] [CrossRef]
- Wang, X.D.; Li, F.; Wang, L. Development and application of roll contour configuration in temper rolling mill for hot rolled thin gauge steel strip. Ironmak. Steelmak. 2012, 39, 163–170. [Google Scholar] [CrossRef]
- Kong, F.F.; He, A.R.; Shao, J. Finite element model for rapidly evaluating the thermal expansion of rolls in hot strip mills. J. Univ. Sci. Technol. Beijing 2014, 36, 674–679. [Google Scholar] [CrossRef]
- Kim, K.S.; Hong, W.K.; Frédéric, B. Effect of rolling parameters on surface strain variation in hot strip rolling. Steel Res. Int. 2017, 88, 1600492. [Google Scholar] [CrossRef]
- Hao, P.J.; He, A.R.; Sun, W.Q. Formation mechanism and control methods of inhomogeneous deformation during hot rough rolling of aluminum alloy plate. Arch. Civ. Mech. Eng. 2018, 18, 245–255. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Wei, D.T.; Tieu, A.K. Analysis of cold rolling of ultra-thin strip. J. Mater. Process. Technol. 2009, 209, 4584–4589. [Google Scholar] [CrossRef]
- Hao, P.J.; He, A.R.; Sun, W.Q. Predicting model of thickness distribution and rolling force in angular rolling process based on influence function method. Mech. Ind. 2018, 19, 302. [Google Scholar] [CrossRef]
- Wang, D.C.; Wu, Y.L.; Liu, H.M. High-efficiency calculation method for roll stack elastic deformation of four-high mill. Iron Steel. 2015, 50, 69–74. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, H.; Zhao, T.Y. Improvement of 3-d fem coupled model on strip crown in hot rolling. J. Iron Steel Res. Int. 2012, 3, 17–22. [Google Scholar] [CrossRef]
- Lian, J.C.; Qi, X.D. Theory of Strip Rolling and Shape Control, 1st ed.; China Mach. Press: Beijing, China, 2013; pp. 88–95. ISBN 9787111409724. [Google Scholar]
- Zhang, G.; Xiao, H.; Wang, C. Three-dimensional model for strip hot rolling. J. Iron Steel Res. Int. 2006, 13, 23–26. [Google Scholar] [CrossRef]
- Shao, J.; Yao, C.; Chen, C.; Sun, W.Q.; He, A.R. A Rapid online calculation method of three-dimensional plastic deformation in strip rolling. Int. J. U E-Serv. Sci. Technol. 2016, 9, 151–162. [Google Scholar] [CrossRef]
- Ma, X.B.; Wang, D.C.; Liu, H.M. Coupling mechanism of control on strip profile and flatness in single stand universal crown reversible rolling mill. Steel Res. Int. 2017, 88, 1600495. [Google Scholar] [CrossRef]
- Guo, X.Y.; He, A.R.; Shao, J.; Zhou, B.; Li, Q.L. Modeling and simulation of subsectional cooling system during hot aluminum rolling. J. Mech. Eng. 2013, 4, 74–78. [Google Scholar] [CrossRef]
- Wang, Z.P. Research on the Local Heat Transfer Based on the Stepped Cooling of the Rolls. Master’s Dissertation, Yanshan University, Qinhuangdao, China, 2017. [Google Scholar]
- Li, Q.S.; Xu, J.Y.; Zhou, J.G. BURS roll designed for non-quadratic waves. In Proceedings of the 2005 China Iron and Steel Annual Conference, Beijing, China, 1 October 2005; pp. 330–336. [Google Scholar]
- Li, H.B.; Zhang, J.; Cao, J.G.; Cheng, F.W.; Hu, W.D.; Zhang, Y. Roll contour and strip profile control characteristics for quantic CVC work roll. J. Mech. Eng. 2012, 48, 24–30. [Google Scholar] [CrossRef]
- Seilinger, A.; Mayrhofer, A.; Kainz, A. SmartCrown—A new system for improved profile and flatness control in strip mills. Steel Times Int. 2003, 26, 11–12. [Google Scholar]
- Hara, K.; Yamada, T.; Takagi, K. Shape controllability for quarter buckles of strip in 20-high Sendzimir mills. ISIJ Int. 1991, 31, 607–613. [Google Scholar] [CrossRef]
- Kubo, T.; Aizawa, A.; Hara, K.; Uchihata, O. Development of high-precise shape control technology in 20-high Sendzimir mills. Metall. Res. Technol. 2006, 103, 507–513. [Google Scholar] [CrossRef]
- ANSYS Version 14.0, ANSYS Inc.: Pittsburgh, PA, USA.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Work roll/mm | Φ615 × 1650 |
| Distance between the bending forces/mm | 2660 |
| Work roll neck diameter/mm | 358 |
| Back-up roll/mm | Φ1385 × 1450 |
| Distance between the rolling forces/mm | 2900 |
| Back-up roll neck diameter/mm | 1100 |
| Young modulus of the roll/MPa | 2.10 × 105 |
| Poisson’s ratio of the roll | 0.300 |
| Friction coefficient between the rolls | 0.30 |
| Strip width/mm | 1240 |
| Strip thickness before rolling/mm | 3.1 |
| Alloy code | 304-3 |
| Strip temperature/°C | 943 |
| Strip yield stress/MPa | 269.8 |
| Young modulus of the strip/MPa | 1.27 × 105 |
| Poisson’s ratio of the strip | 0.345 |
| Friction coefficient between roll and strip | 0.30 |
| Parameters | Value |
|---|---|
| Rolling force/kN | 10,720 |
| Bending force/kN | 184 |
| Back-up roll chamfer/mm | 150 × 1.0 |
| Roll contour type of work roll | Quadratic parabola |
| Roll contour amount of work roll/μm | −50 |
| Strip width/mm | 1240 |
| Strip thickness before rolling/mm | 3.1 |
| Strip thickness after rolling/mm | 2.8 |
| Strip lateral temperature difference/°C | 50 |
| Quadratic crown before rolling/μm | 44.3 |
| Quartic crown before rolling/μm | 0 |
| Quartic Crown/μm | 0 | 2 | 4 | 6 | 8 |
|---|---|---|---|---|---|
| y0/μm | 2.71 | 3.75 | 4.74 | 5.74 | 6.74 |
| Bending force/kN | 175 | 172 | 168 | 164 | 161 |
| Δε4 (Optimised)/10−5 | −0.1 | −0.7 | −0.7 | −0.7 | −0.6 |
| Δε4 (Original)/10−5 | 34.9 | 47.8 | 60.6 | 73.4 | 86.2 |
| Case | Hot Rolling Line |
|---|---|
| Beibu Gulf New Material Co., Ltd., Guangxi, China | 1700 mm |
| Delong Nickel Industry Co., Ltd., Jiangsu, China | 1450 mm |
| Dingxin Technology Co., Ltd., Fujian China | 1780 mm |
| Guangqing Metal Rolling Co., Ltd., Guangdong, China | 1780 mm |
| Qingshan Stainless Steel Co., Ltd., Indonesia | 1780 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Yao, C.; Shao, J.; He, A.; Zhou, Z.; Li, W. Prediction and Control Technology of Stainless Steel Quarter Buckle in Hot Rolling. Metals 2020, 10, 1060. https://doi.org/10.3390/met10081060
Li H, Yao C, Shao J, He A, Zhou Z, Li W. Prediction and Control Technology of Stainless Steel Quarter Buckle in Hot Rolling. Metals. 2020; 10(8):1060. https://doi.org/10.3390/met10081060
Chicago/Turabian StyleLi, Hui, Chihuan Yao, Jian Shao, Anrui He, Zhou Zhou, and Weigang Li. 2020. "Prediction and Control Technology of Stainless Steel Quarter Buckle in Hot Rolling" Metals 10, no. 8: 1060. https://doi.org/10.3390/met10081060
APA StyleLi, H., Yao, C., Shao, J., He, A., Zhou, Z., & Li, W. (2020). Prediction and Control Technology of Stainless Steel Quarter Buckle in Hot Rolling. Metals, 10(8), 1060. https://doi.org/10.3390/met10081060