Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup

Abstract
:1. Introduction
2. Computational Models
2.1. Governing Equations
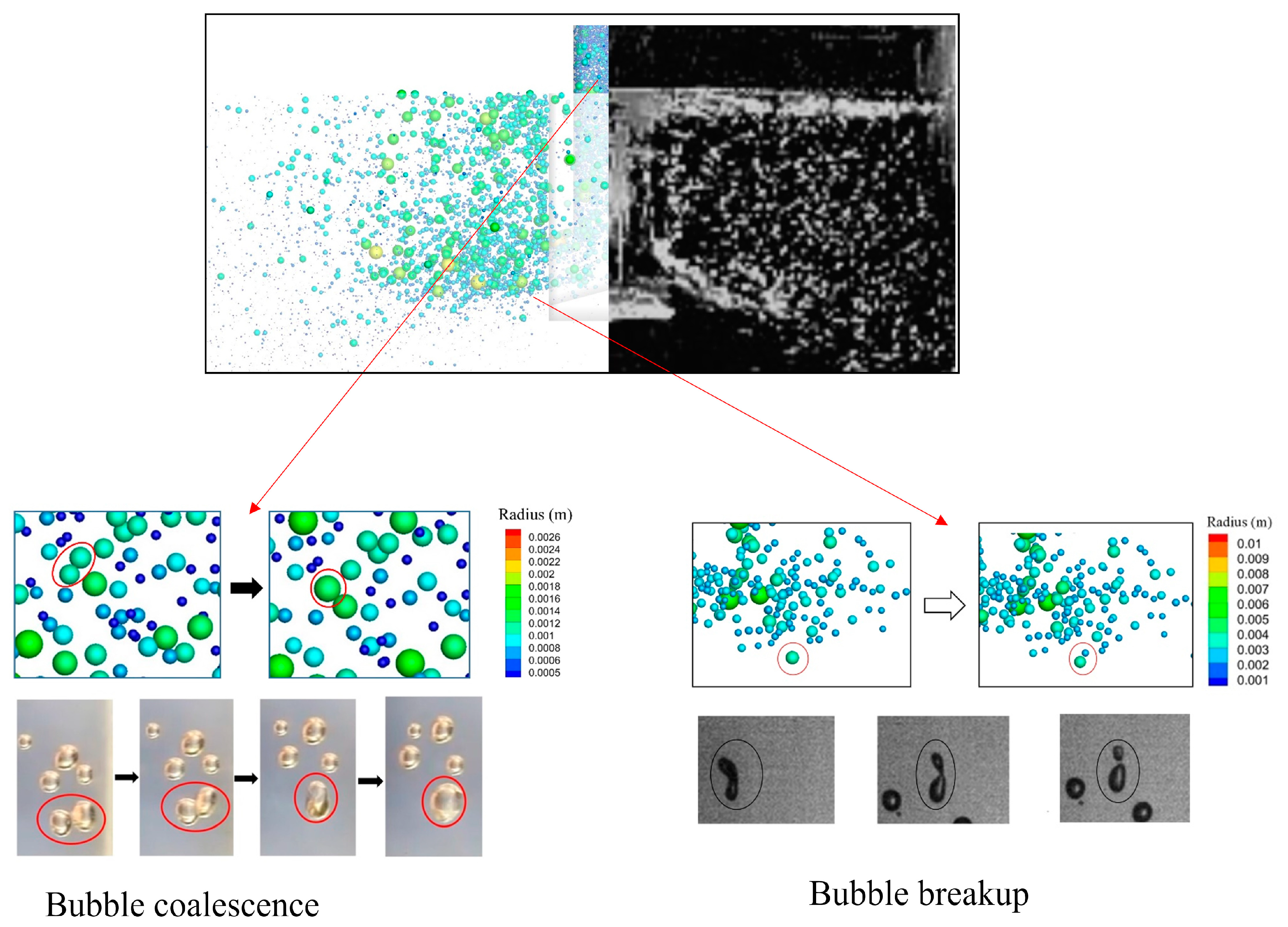
2.2. Bubble Coalescence Model
2.3. Bubble Breakup Model
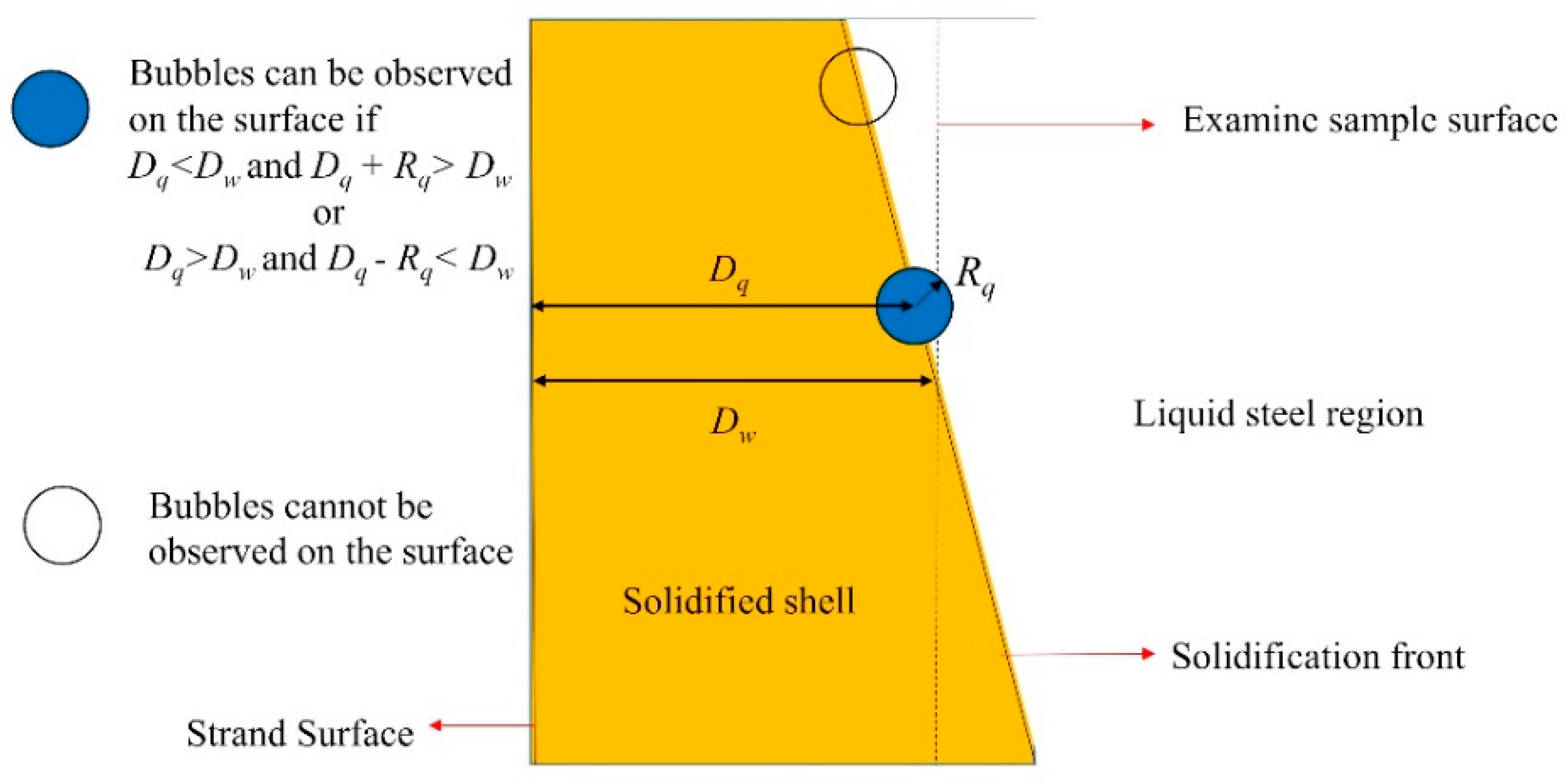
2.4. Bubble Capture Model and Predict Sample Observations
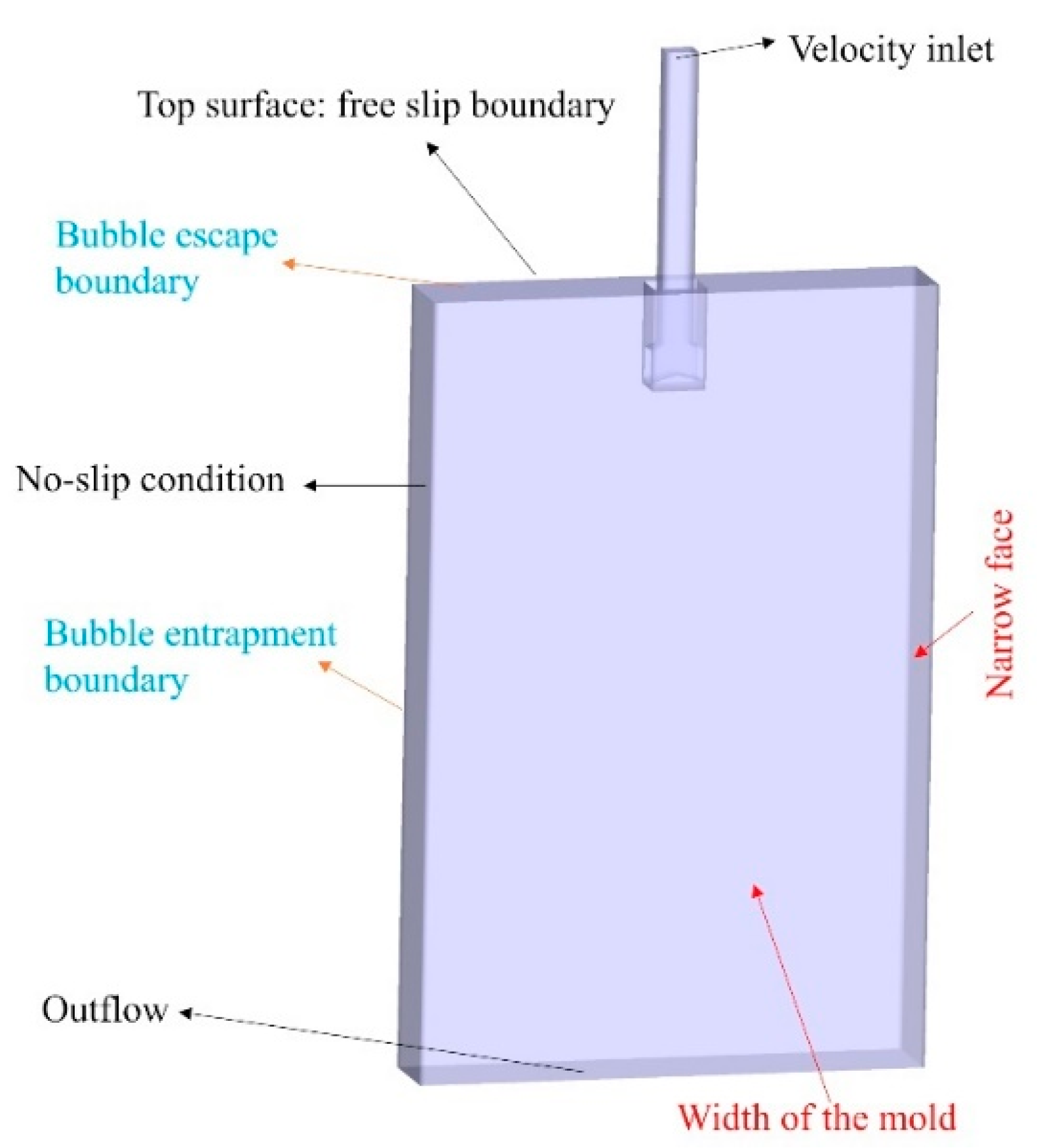
2.5. Numerical Implementation
3. Model Validation
3.1. Bubble Distribution
3.2. Comparison of Bubbles Captured in Samples
4. Results and Discussion
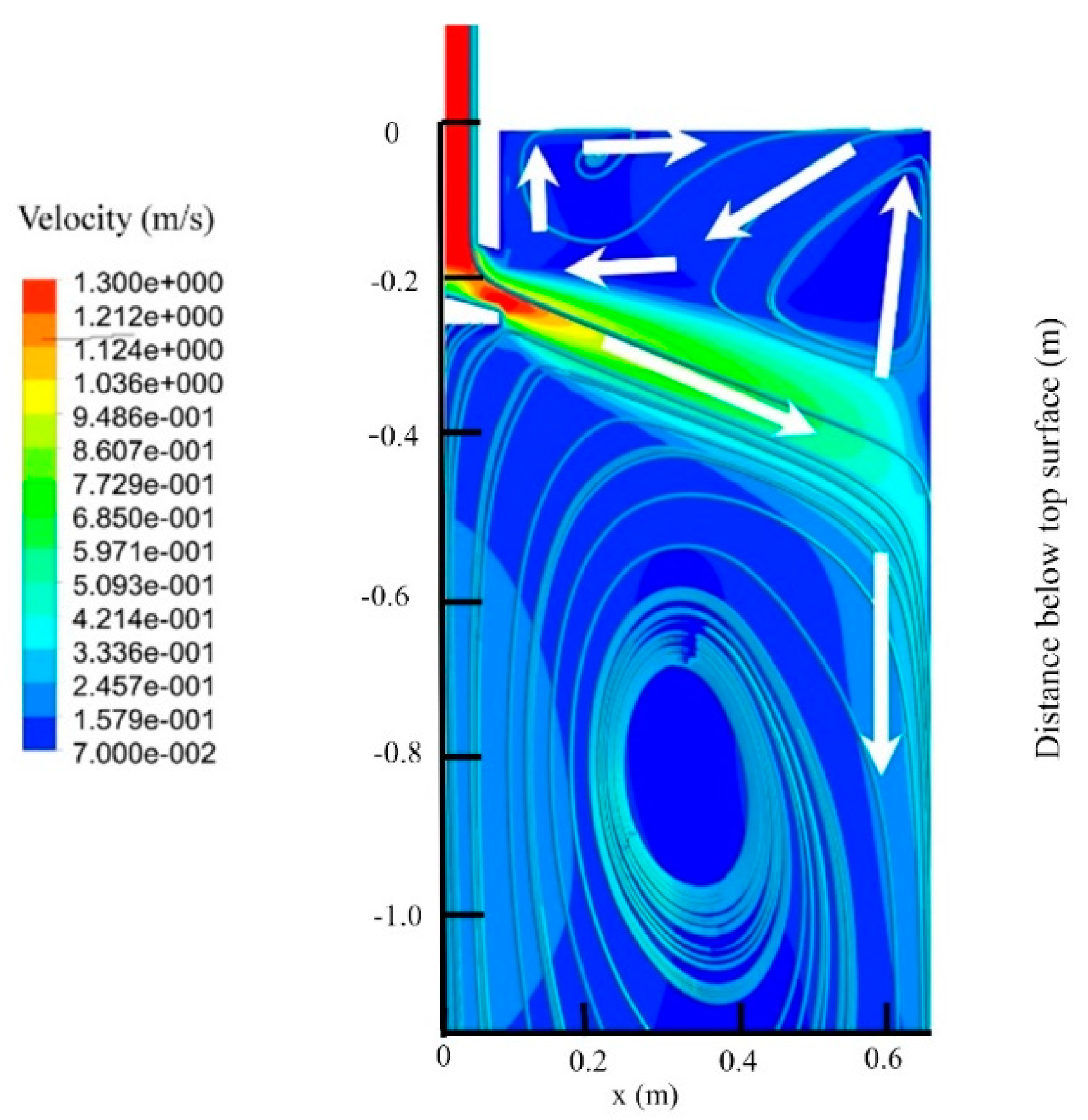
4.1. Two-Phase Flow in the Mold
4.2. Distribution of Bubble Captured Location
4.3. Effect of the Initial Bubble Size on the Distribution of Captured Bubbles
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part I. model development and validation. Metall. Mater. Trans. B 2001, 32B, 253–267. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of argon gas flow effects in a continuous slab caster. Metall. Mater. Trans. B 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Effects of clogging argon injection and continuous casting-conditions on flow and air aspiration in submerged-entry nozzles. Metall. Mater. Trans. B 2001, 32B, 707–722. [Google Scholar] [CrossRef]
- Lee, G.G.; Thomas, B.G.; Kim, S.H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 2010, 16, 501–506. [Google Scholar] [CrossRef]
- Sing, V.; Dash, S.K.; Sunitha, J.S.; Ajmani, S.K.; Das, A.K. Experimental simulation and mathematical modeling of air bubble movement in slab caster mold. ISIJ Int. 2006, 46, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Timmel, K.; Shevchenko, N.; Röder, M.; Anderhuber, M.; Gardin, P.; Eckert, S.; Gerbeth, G. Visualization of liquid metal two-phase flows in a physical model of the continuous casting process of steel. Metall. Mater. Trans. B 2014, 46, 700–710. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Qi, F.; Li, B.; Jiang, M.; Tsukihashi, F. Population balance modeling of polydispersed bubbly Flow in continuous-casting using multiple-size-group approach. Metall. Mater. Trans. B 2014, 46, 406–420. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, S.; Cai, K.; Li, J.; Wan, X.; Thomas, B.G. Investigation of fluid flow and steel cleanliness in the continuous casting strand. Metall. Mater. Trans. B 2007, 38, 63–83. [Google Scholar] [CrossRef]
- Iguchi, M.; Kasai, N. Water model study of horizontal molten steel-air two-phase jet in a continuous casting mold. Metall. Mater. Trans. B 2000, 31, 453–460. [Google Scholar] [CrossRef]
- Zhang, W.; Luo, S.; Chen, Y.; Wang, W.; Zhu, M. Numerical simulation of fluid flow, heat transfer, species transfer, and solidification in billet continuous casting mold with M-EMS. Metals 2019, 9, 66. [Google Scholar] [CrossRef] [Green Version]
- Ni, P.; Ersson, M.; Jonsson, L.; Zhang, T.A.; Jönsson, P. Effect of immersion depth of a swirling flow tundish SEN on multiphase flow and heat transfer in mold. Metals 2018, 8, 910. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Vanka, S.P.; Thomas, B.G. Modeling argon gas behavior in continuous casting of steel. JOM 2018, 70, 2148–2156. [Google Scholar] [CrossRef]
- Lai, Q.; Luo, Z.; Hou, Q.; Zhang, T.; Wang, X.; Zou, Z. Numerical study of inclusion removal in steel continuous casting mold considering interactions between bubbles and inclusions. ISIJ Int. 2018, 58, 2062–2070. [Google Scholar] [CrossRef] [Green Version]
- Kubo, N.; Ishii, T.; Kubota, J.; Aramaki, N. Two-phase flow numerical simulation of molten steel and argon gas in a continuous casting cold. ISIJ Int. 2002, 42, 1251–1258. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Q.; Qi, F.S.; Li, B.K.; Cheung, S.C.P. Modeling of bubble behaviors and size distribution in a slab continuous casting mold. Int. J. Multiph. Flow 2016, 79, 190–201. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Jiang, M. Multiple size group modeling of polydispersed bubbly flow in the mold: An analysis of turbulence and interfacial force models. Metall. Mater. Trans. B 2014, 46, 933–952. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B. Large-eddy simulation of transient horizontal gas-liquid flow in continuous casting using dynamic subgrid-scale model. Metall. Mater. Trans. B 2017, 48, 1833–1849. [Google Scholar] [CrossRef]
- Deen, N.G.; Solberg, T.; Hjertager, B.H. Large eddy simulation of the gas-liquid flow in a square cross-sectioned bubble column. Chem. Eng. Sci. 2001, 56, 6341–6349. [Google Scholar] [CrossRef]
- Liu, C.; Luo, Z.; Wang, N.; Zhang, T.; Zou, Z. Mathematical modeling of multi-sized argon gas bubbles motion and its impact on melt flow in continuous casting mold of steel. J. Iron Steel Res. Int. 2014, 21, 403–407. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Jiang, M. Transient asymmetric flow and bubble transport inside a slab continuous-casting mold. Metall. Mater. Trans. B 2013, 45, 675–697. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Jiang, M.F.; Tsukihashi, F. Euler-Euler-Lagrangian modeling for two-phase flow and particle transport in continuous casting mold. ISIJ Int. 2014, 54, 1314–1323. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Luo, Z.G.; Liu, C.L.; Zhou, H.; Zou, Z.S. A mathematical model considering the interaction of bubbles in continuous casting mold of steel. Powder Technol. 2015, 273, 154–164. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, Z.; Zhou, H.; Ni, B.; Zou, Z. Analysis of two-phase flow and bubbles behavior in a continuous casting mold using a mathematical model considering the interaction of bubbles. ISIJ Int. 2016, 56, 116–125. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Wang, Y. Modeling the entrapment of nonmetallic inclusions in steel continuous-casting billets. JOM 2012, 64, 1063–1074. [Google Scholar] [CrossRef]
- Yuan, Q. Transient Study of Turbulent Flow and Particle Transport During Continuous Casting of Steel Slabs. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Urbana-Champaign, IL, USA, 2004. [Google Scholar]
- Thomas, B.G.; Yuan, Q.; Mahmood, S.; Liu, R.; Chaudhary, R. Transport and entrapment of particles in steel continuous casting. Metall. Mater. Trans. B 2013, 45, 22–35. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B. Transient motion of inclusion cluster in vertical-bending continuous casting caster considering heat transfer and solidification. Powder Technol. 2016, 287, 315–329. [Google Scholar] [CrossRef]
- Jin, K.; Thomas, B.G.; Ruan, X. Modeling and measurements of multiphase flow and bubble entrapment in steel continuous casting. Metall. Mater. Trans. B 2015, 47, 548–565. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Lai, Q.; Zou, Z. Study on bubble coalescence and bouncing behaviors upon off-center collision in quiescent water. Exp. Therm. Fluid Sci. 2019, 104, 199–208. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Simulation of bubbles behavior in steel continuous casting mold using an Euler-Lagrange framework with modified bubble coalescence and breakup models. Powder Technol. 2020, 361, 769–781. [Google Scholar] [CrossRef]
- Ribeiro, C.P.; Mewes, D. The effect of electrolytes on the critical velocity for bubble coalescence. Chem. Eng. J. 2007, 126, 23–33. [Google Scholar] [CrossRef]
- Ribeiro, C.P.; Mewes, D. On the effect of liquid temperature upon bubble coalescence. Chem. Eng. Sci. 2006, 61, 5704–5716. [Google Scholar] [CrossRef]
- Sevik, M.; Park, S.H. The Splitting of drops and bubbles by turbulent fluid flow. J. Fluid Eng. 1973, 95, 53–60. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Governing Equations | List of Symbols |
|---|---|
| Governing equations for continuous phase Continuity: Momentum: | —volume fraction of liquid phase , , —density, average velocity, viscosity of liquid phase —turbulent viscosity —interfacial forces between two phases |
| Governing equations for bubble Drag force Pressure gradient force Buoyancy force Virtual mass force Gravity force Lift force | , , —velocity, mass, density of bubble —drag coefficient —virtual mass coefficient (0.5) Pa |
| Governing equations for turbulence model (standard k-ε model) | (0.99), (1.0), (1.44), (1.92)—standard model constants |
| Parameter | Value |
|---|---|
| SEN port width × height | 65 × 83 mm2 |
| Nozzle port angle | 15° down |
| Submergence depth of SEN | 160 mm |
| Slab width × thickness | 1300 × 230 mm2 |
| Slab length | 2000 mm |
| Casting speed | 1.5 m/min |
| Argon volume fraction | 8.2 vol pct |
| Density of liquid | 7000 kg/mm3 |
| Viscosity of liquid | 0.0063 kg/(m·s) |
| Density of gas | 0.5 kg/mm3 |
| Viscosity of gas | 0.0000212 kg/(m·s) |
| Initial bubble diameter | 1 (30%), 1.5 (45%), 2 (25%) |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 3.681 | 0.1271 | 5.281 | 0.1314 |
| 1.5 | 3.522 | 0.1256 | 5.113 | 0.1288 |
| 2 | 3.581 | 0.1261 | 5.334 | 0.1305 |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 2.177 | 0.1357 | 3.113 | 0.1379 |
| 1.5 | 2.185 | 0.1336 | 3.221 | 0.1388 |
| 2 | 2.294 | 0.1322 | 3.412 | 0.1370 |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 6.272 | 0.1181 | 8.976 | 0.1221 |
| 1.5 | 6.277 | 0.1179 | 8.968 | 0.1229 |
| 2 | 6.265 | 0.1175 | 8.971 | 0.1226 |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 1.583 | 0.1267 | 2.313 | 0.1313 |
| 1.5 | 1.634 | 0.1262 | 2.433 | 0.1305 |
| 2 | 1.882 | 0.1268 | 2.803 | 0.1311 |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 0.712 | 0.1336 | 1.084 | 0.1388 |
| 1.5 | 0.883 | 0.1324 | 1.343 | 0.1365 |
| 2 | 1.112 | 0.1329 | 1.653 | 0.1343 |
| Diameter of Initial Bubble (mm) | Number Density of Captured Bubble on the Wide Face (per cm2) | Average Size of Captured Bubble on the Wide Face (mm) | Number Density of Captured Bubble on the Narrow Face (per cm2) | Average Size of Captured Bubble on the Narrow Face (mm) |
|---|---|---|---|---|
| 1 | 2.663 | 0.1177 | 4.265 | 0.1225 |
| 1.5 | 2.756 | 0.1173 | 4.336 | 0.1233 |
| 2 | 2.831 | 0.1176 | 4.453 | 0.1218 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Luo, Z.; Zhao, N.; Zou, Z. Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup. Metals 2020, 10, 1160. https://doi.org/10.3390/met10091160
Yang W, Luo Z, Zhao N, Zou Z. Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup. Metals. 2020; 10(9):1160. https://doi.org/10.3390/met10091160
Chicago/Turabian StyleYang, Weidong, Zhiguo Luo, Nannan Zhao, and Zongshu Zou. 2020. "Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup" Metals 10, no. 9: 1160. https://doi.org/10.3390/met10091160