1. Introduction
Bimetallic materials are widely used in the medical and aerospace industries, for example, in the fabrication of bimetallic interfaces in joints, where it is necessary to switch from one material to another in a limited space (for example, stainless steel–aluminum alloy interfaces in pneumatic hydraulic systems of launch vehicles).
Bimetallic materials are a type of functional-gradient material (FGM). In FGMs, both the composition and the structure gradually change over the volume, resulting in corresponding changes in the material properties. The structural unit of an FGM refers to a gradient along the thickness direction having a continuously varying spatial composition [
1]. The FGM concept applies to many engineering applications, for example, machine parts and engine components with incompatible functions such as heat, wear, corrosion resistance plus toughness, and machinability incorporated into a single part [
2]. A separate class of FGMs is made up of metallic layered materials (bimetals) and materials with a large gradient of the composition ingredients in the interface area. These materials include bimetallic compounds such as stainless steel–aluminum alloy and stainless steel–copper alloy and are widely used in the aerospace industry. It should be noted that joining of two or more dissimilar materials in the laminar form often leads to failure owing to delamination, because of poor bonding between the materials, as well as the structural strength and stability of the materials. Furthermore, the difference in the thermal expansion coefficients of these materials is the cause of significant thermal stresses in the interface area during their manufacture and operation. Thus, the object of the present research is the interfacial zone between the layers of the steel–aluminum alloy bimetal. The aim of this research was to develop and test criteria and methods for quantitatively assessing the structural heterogeneity in the interfacial zone and to explore the structural gradient along the thickness direction. These evaluation criteria are necessary to select the optimal technological modes for obtaining a bimetallic material with required functional properties.
Various methods are used to join dissimilar materials in bimetallic joints, such as thermal bonding due to mechanical action (friction stir welding [
3,
4]) or heat-source direct action (arc welding [
5,
6], laser welding [
7,
8,
9,
10,
11], and hot aluminizing [
12]). The cold welding or cladding techniques are used for the manufacturing of bimetallic sheet materials by covering the parts surfaces with a uniform layer of another metal through strong compression and plastic deformation [
13]. These technologies are based on a well-known method in which the joint of metal parts occurs via creating atomic bonds between their metal surfaces without mutual penetration of the materials.
Selective laser melting (SLM) is a new additive manufacturing technology that uses high-power lasers to create three-dimensional physical objects by fusing metal powders [
14,
15,
16]. The SLM process takes place inside the building chamber, in which a given pressure is maintained and the ambient gas is controlled, as well as inside technological equipment, where the initial powder materials and the formed product are located. A large number of parameters influence the SLM process. The main technological parameters of SLM are usually divided into four groups: laser parameters, scanning parameters, material parameters, and atmospheric parameters [
17].
The formation of high residual stresses in the layer interface, caused by the significant difference in their thermal expansion coefficients, is a main drawback of additive manufacturing of steel–aluminum bimetallic joints. The increasing the aluminum layer thickness, deposited by the selective laser melting (SLM) method on a stainless-steel substrate, due to the action of residual stresses, leads to deformation and destruction of the bimetallic joint [
18].
A decrease in the thermophysical property gradient of intermetallic compound layers at the interface between steel and aluminum is achieved by expanding this area. The effect of residual stresses can be reduced by reducing the degree of the thermal effect during melting. In this article, the tasks of identification and qualitative assessment of the bimetallic joint quality indicators, which are obtained via the SLM of aluminum powder by deposition on a stainless-steel substrate, were addressed. Moreover, the dependence of quality indicators on the values of the specific fusion energy was investigated.
2. Materials and Methods
The Al–Si10–Mg metal powder was used as a surfacing material. The results of Al–Si10–Mg morphology, microscopy, and chemical composition investigations are shown in
Figure 1 and
Table 1. Powder particles generally had a nonspherical form, with a significant number of inclusions, i.e., satellites. The results of studying the powder grain-size composition showed that the particle size distribution varied in the range from 5 to 60 μm. The presence of adhering particles, i.e., conglomerates, with an average size of 70 μm was observed.
The surfacing of aluminum powder was performed onto a precleaned Cr18–Ni10–Ti stainless-steel substrate (cold-rolled sheet with a thickness of 2.0 mm).
Table 2 shows the chemical composition of the stainless-steel substrate.
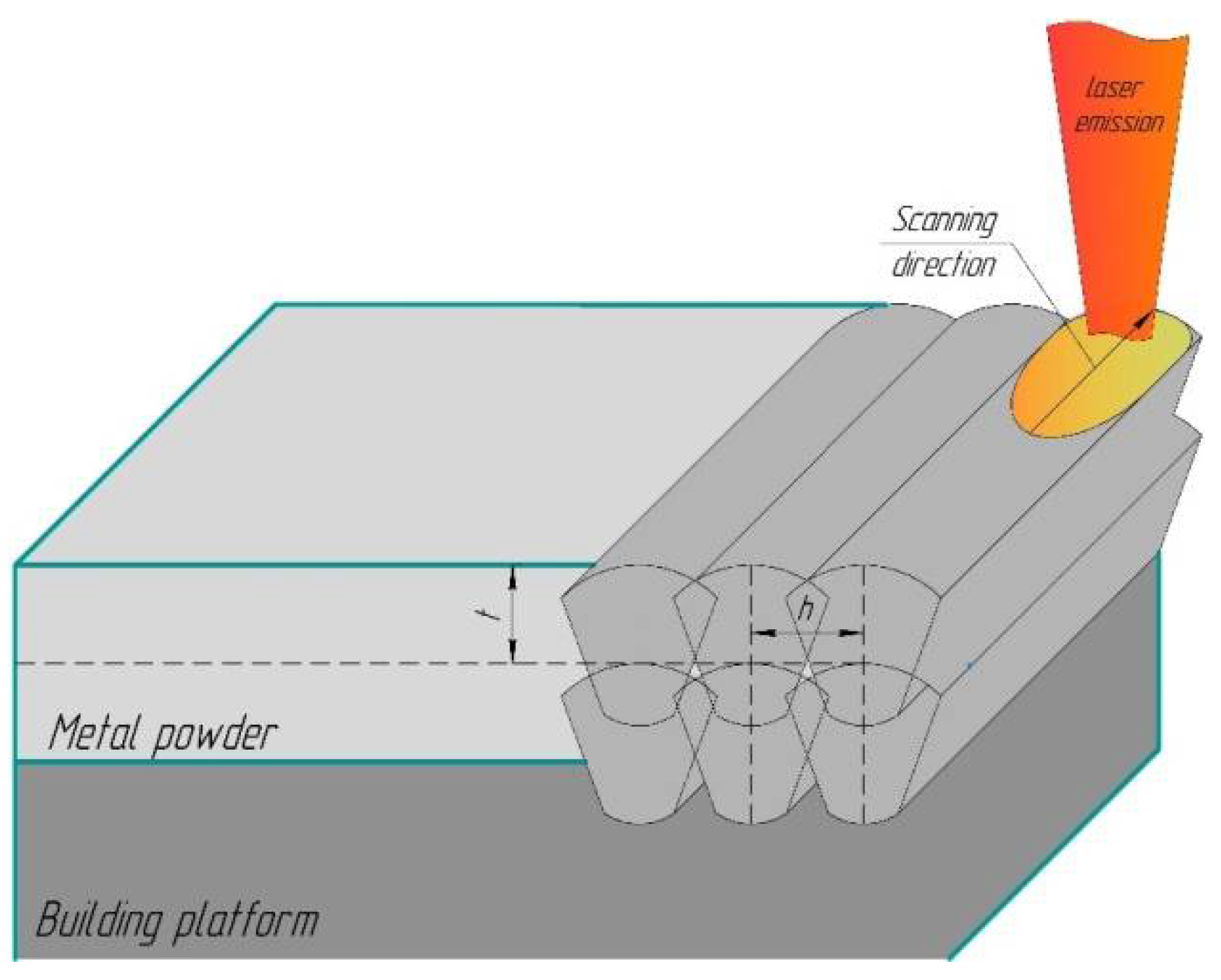
The surfacing was realized by stripes with dimensions of 70 × 10 mm. Ten layers were deposited sequentially on five strips (specimens) using different SLM scanning parameters for each strip (
Table 3). The main SLM scanning parameters (
Figure 2) affecting the quality of the synthesized material were as follows: laser power
P, W; scanning speed
V, mm/s; scanning step (hatch distance)
h, mm; layer thickness
t, mm; type of scanning strategy [
19]. For comparison of the physical and mechanical properties of material sintered under various technological scanning parameters, the energy density
E (J/mm
3) is often used [
20,
21].
Bimetal fabrication was carried out on the SLM 280 machine.
The metallographic samples of the bimetal cross-section were prepared for analysis of the microstructure and chemical composition, as well as measurement of the microhardness in the interface area. The samples were cut on a cutting machine equipped with a cooling system, which allowed for avoiding thermal effects due to heating. Furthermore, the experimental samples were pressed into a conductive phenolic resin with a graphite filler (pressing temperature, 160 °C; holding time, 8 min; water cooling). Then, the pressed samples were ground on sandpaper. The paper grain was reduced from 320 to 2400 during grinding. The samples were then polished using a suspension (the size of diamond particles ranged from 9 to 1 μm). Grinding and polishing were carried out at a speed of 180 rpm for 3 min. Next, the samples were etched by dipping for 5 min in an acid solution (H2SO4–HCl–HNO3–HF in a proportion of 180–180–120–30 mL, respectively).
Microstructure analysis was performed using a Zeiss Axio Vert A1 Mat optical microscope (Carl Zeiss Microscopy GmbH, Jena, Germany) in a light field and a gray filter to improve the visibility of the grain boundaries, with 200× and 500× magnifications for each sample. The processing of the microstructure images was carried out using the specialized software SIAMS 800 (version 800, OOO “SIAMS”, Ekaterinburg, Russia).
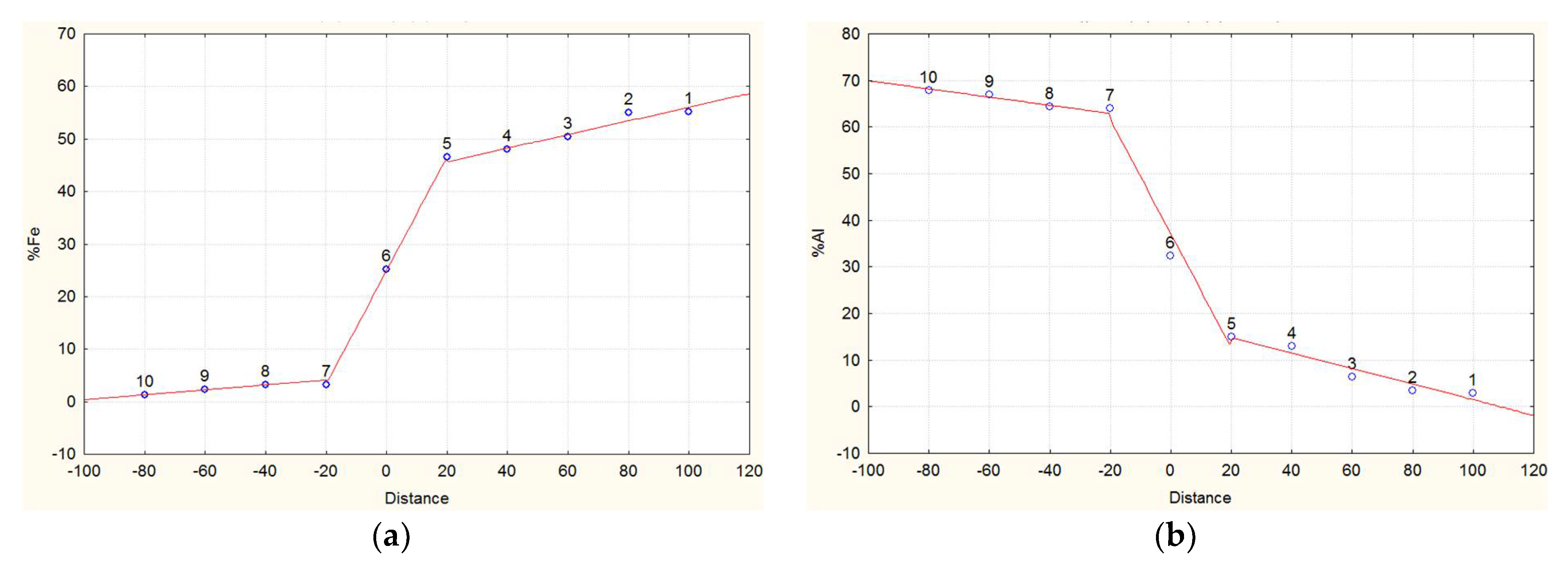
To determine the chemical composition, a Phenom ProX electron microscope with an attachment for energy-dispersive analysis was used (Phenom-World, Eindhoven, Netherlands). The chemical composition was measured at the boundary of two materials with a step of 18–20 μm (five measurements along and 10 measurements across the boundary) with a magnification of 1000×. The measurement results along the border were averaged and processed using statistical methods.
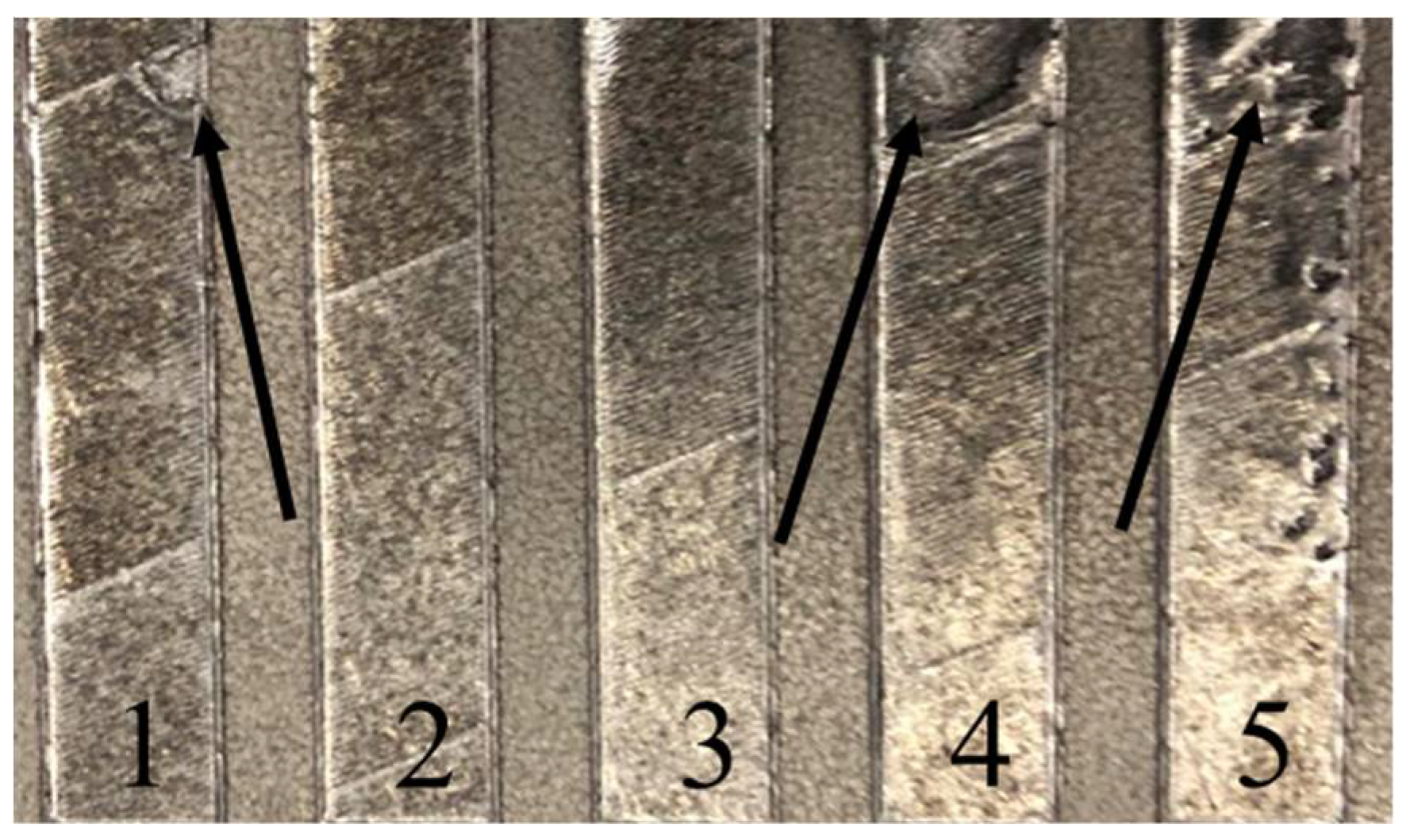
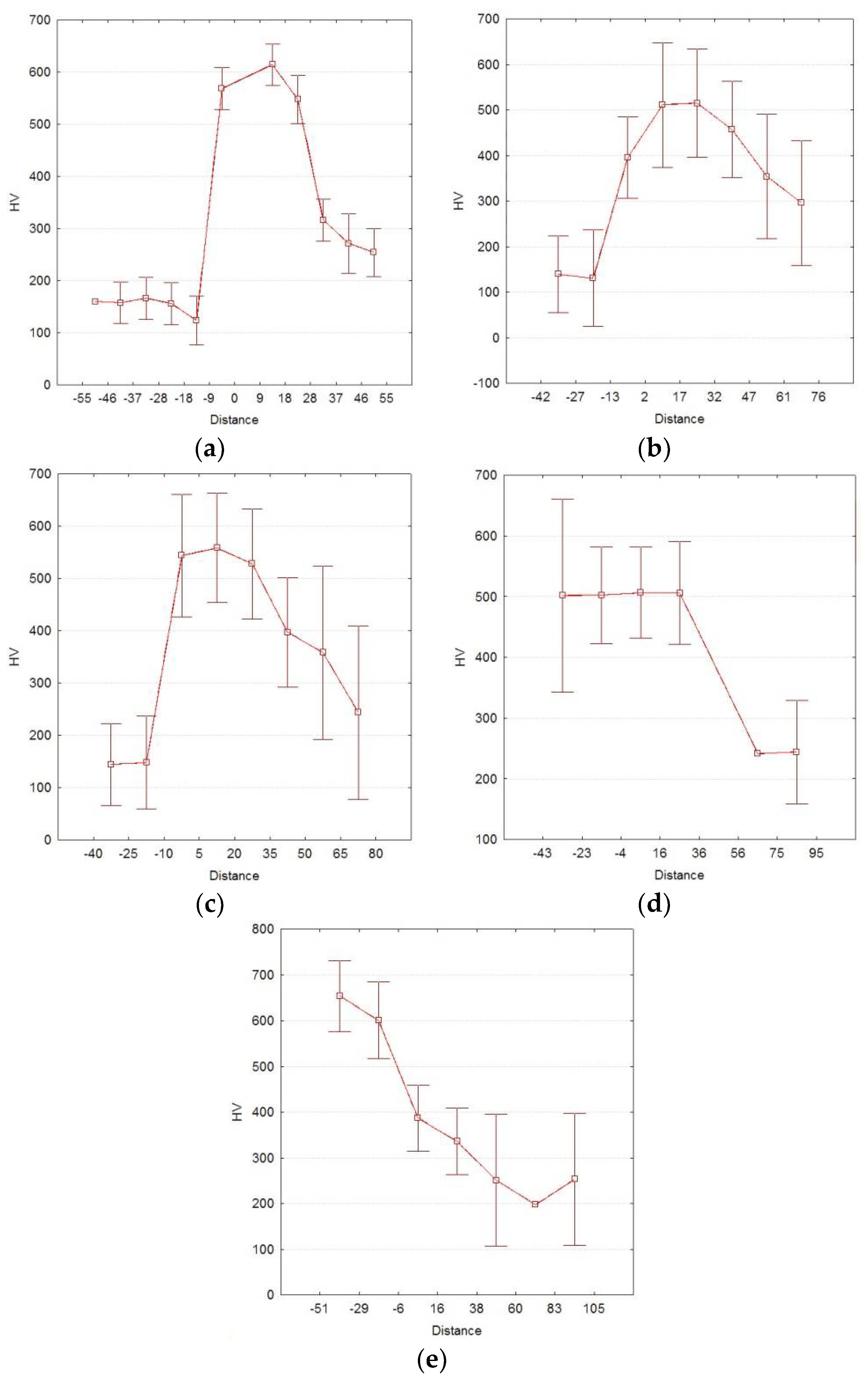
Vickers microhardness was measured on a Matsuzawa MMT-X microhardness tester (Matsuzawa Co., Ltd., Toshima, Japan) at a load of 100 g and a holding time of 10 s. The measurements were carried out at the boundary of two materials with a step of 10–20 μm (four measurements along and 10 measurements across the boundary) at a magnification of 400×.
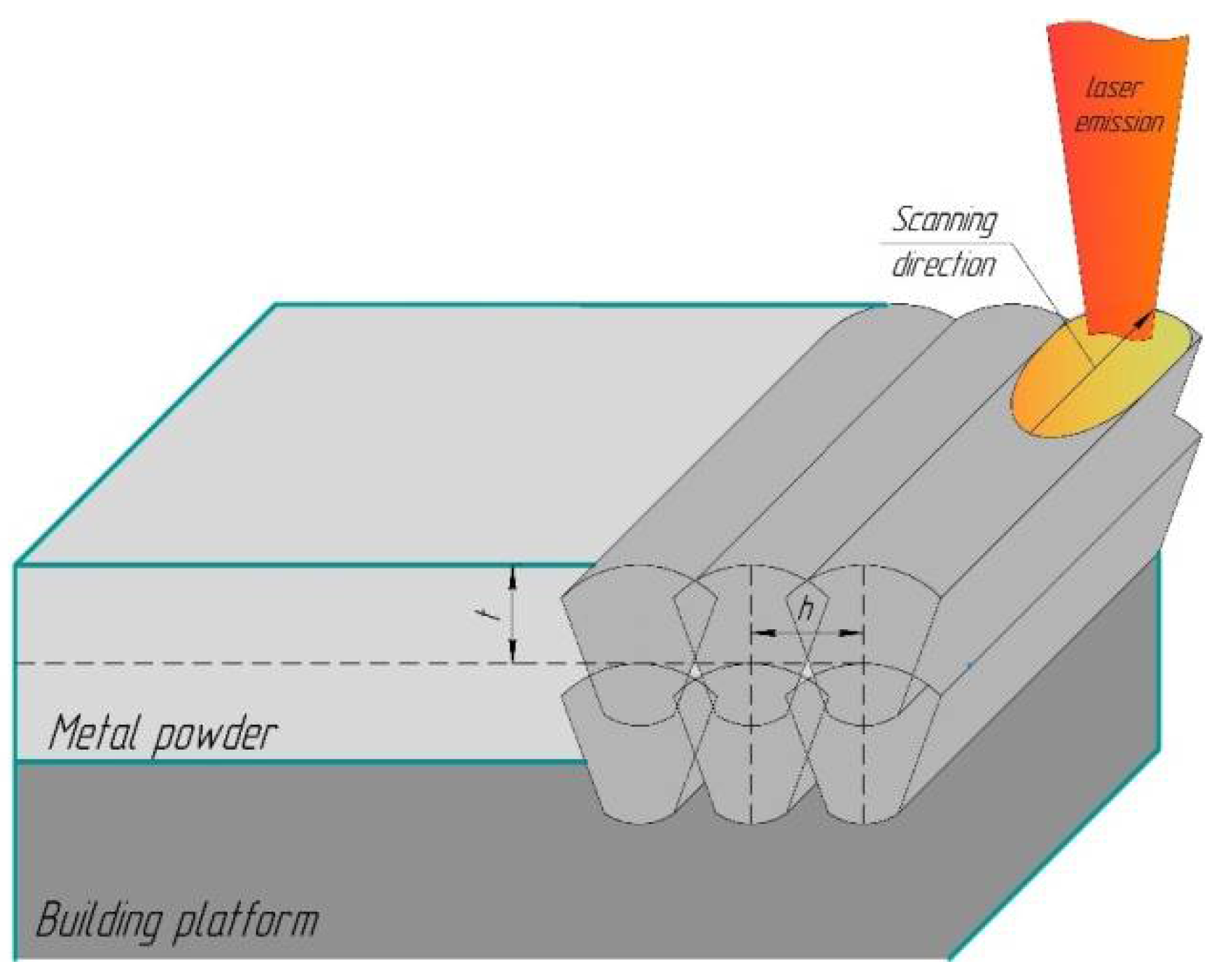
The resistance to mechanical fracture was evaluated by cross-cutting of the bimetallic specimens with a 1 mm thick disc cutter. With the simultaneous penetration of the cutter tooth into the deposited layer and the substrate material, shear stresses were formed in the interface zone, leading to local delamination of the deposited layer material. Resistance to mechanical fracture was evaluated in points from 0 to 10. Samples with the greatest damage in the cut area corresponded to zero points, whereas 10 points denoted samples with the least damage.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}