
Effect of CoCrMo Addition on Ti6Al4V/xCoCrMo Biomedical Composites Processed by Powder Metallurgy

 ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Sample Characterization
3. Results and Discussion
3.1. Initial Packing Analysis
3.2. Compressibility of Mixtures
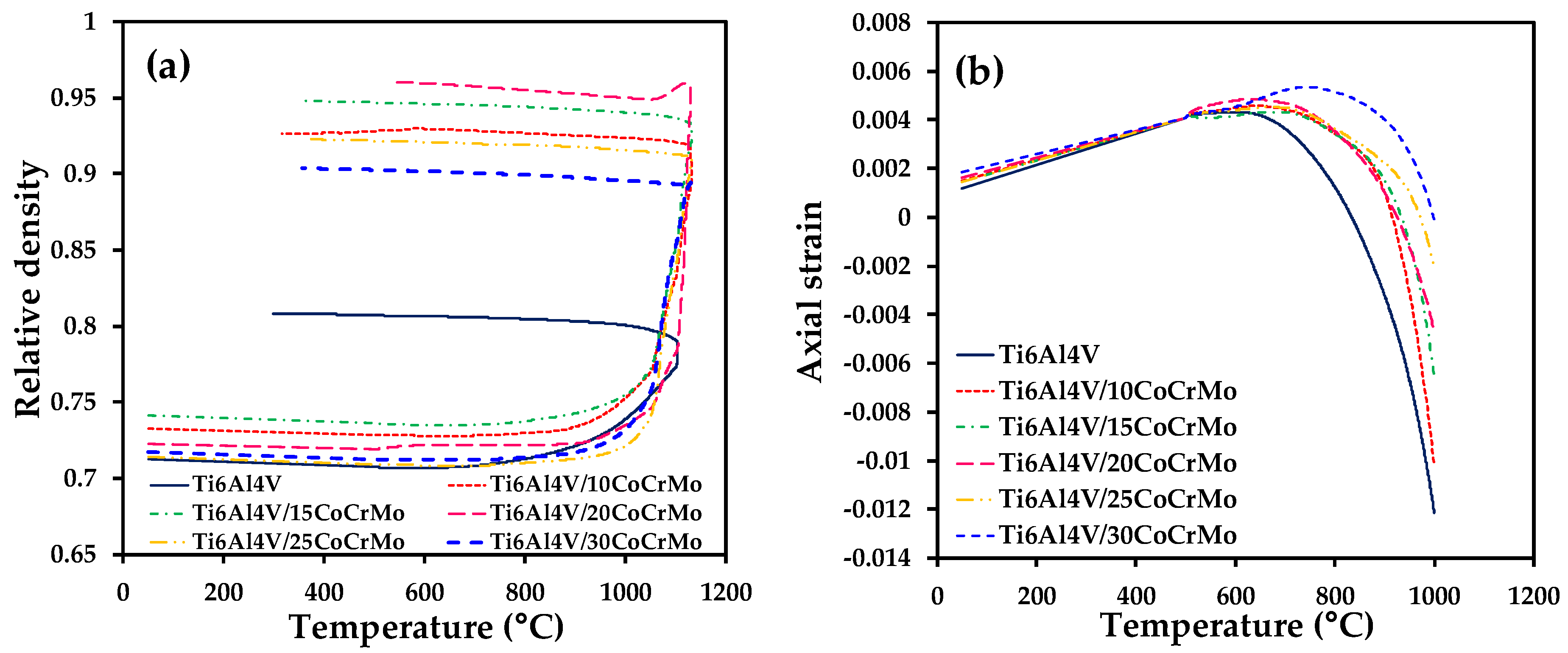
3.3. Sintering Analysis
3.4. Microstructural Characterization
3.4.1. SEM Observation
3.4.2. X-ray Diffraction Analysis
3.5. Hardness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, R.R.; Fenton, A. Titanium for prosthodontic applications: A review of the literature. Quintessence Int. 1996, 27, 401–408. [Google Scholar]
- Park, Y.; Butt, D.P. Composition dependence of the kinetics and mechanisms of thermal oxidation of titanium-tantalum alloys. Oxid. Met. 1999, 51, 383–402. [Google Scholar] [CrossRef]
- Liu, Z.; Welsch, G. Effects of oxygen and heat treatment on the mechanical properties of alpha and beta titanium alloys. Metall. Trans. A 1988, 19, 527–542. [Google Scholar] [CrossRef]
- Chern Lin, J.H.; Moser, J.B.; Taira, M.; Greener, E.H. Cu-Ti, Co-Ti and Ni-Ti systems: Corrosion and microhardness. J. Oral Rehabil. 1990, 17, 383–393. [Google Scholar] [CrossRef]
- Wang, R.; Welsch, G. Evaluation of an experimental Ti-Co alloy for dental restorations. J. Biomed. Mater. Res. Part B Appl. Biomater. 2013, 101, 1419–1427. [Google Scholar] [CrossRef]
- Mihalcea, E.; Hernández, H.V.; Olmos, L.; Jimenez, O. Semi-solid Sintering of Ti6Al4V/CoCrMo Composites for Biomedical Applications. Mater. Res. 2019, 22, e20180391. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.Y.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X.; Wang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- German, R.M.; Griffo, A.; Liu, Y. Gravitational effects on grain coarsening during liquid-phase sintering. Metall. Mater. Trans. A 1997, 28, 215–221. [Google Scholar] [CrossRef]
- Biurrun, T.S.; Ezquerra, B.L.; Cabezas, L.L.; Moreno, J.M.S. Effect of milling conditions and binder phase content on liquid phase sintering of heat treatable WC-Ni-Co-Cr-Al-Ti cemented carbides. Int. J. Refract. Hard Met. 2020, 88, 105202–105209. [Google Scholar] [CrossRef]
- Oliver, C.G.; Álvarez, E.A.; García, J.L. Kinetics of densification and grain growth in ultrafine WC-Co composites. Int. J. Refract. Hard Met. 2016, 59, 121–131. [Google Scholar] [CrossRef]
- Mousapour, M.; Azadbeh, M.; Danninger, H. Effect of compacting pressure on shape retention during supersolidus liquid phase sintering of Cu base alloys. Powder Metall. 2017, 60, 393–403. [Google Scholar] [CrossRef]
- Levasseur, D.; Brochu, M. Supersolidus liquid phase sintering modeling of Inconel 718 superalloy. Metall. Mater. Trans. A 2016, 47, 869–876. [Google Scholar] [CrossRef]
- Lal, A.; Iacocca, R.G.; German, R.M. Densification during the supersolidus liquid-phase sintering of nickel-based prealloyed powder mixtures. Metall. Mater. Trans. A 1999, 30, 2201–2208. [Google Scholar] [CrossRef]
- German, R.M. Supersolidus liquid-phase sintering of prealloyed powders. Metall. Mater. Trans. A 1997, 28, 1553–1567. [Google Scholar] [CrossRef]
- Liu, J.; Lal, A.; German, R.M. Densification and shape retention in supersolidus liquid phase sintering. Acta Mater. 1999, 47, 4615–4626. [Google Scholar] [CrossRef]
- Liu, Y.; Tandon, R.; German, R.M. Modeling of supersolidus liquid phase sintering: I. Capillary force. Metall. Mater. Trans. A 1995, 26, 2415–2422. [Google Scholar] [CrossRef]
- Bollina, R.; Park, S.J.; German, R.M. Master sintering curve concepts applied to full-density supersolidus liquid phase sintering of 316L stainless steel powder. Powder Metall. 2010, 53, 20–26. [Google Scholar] [CrossRef]
- Van Grieken, R.; Markowicz, A. (Eds.) Handbook of X-ray Spectrometry; Marcel Dekker, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Mihalcea, E.; Vergara-Hernández, H.J.; Olmos, L.; Jimenez, O.; Arteaga, D.; Salgado-López, J.M. X-ray computed microtomography characterization of Ti6Al4V/CoCrMo biomedical composite fabricated by semi-solid sintering. J. Nondestruct. Eval. 2021, 40, 1–13. [Google Scholar] [CrossRef]
- Olmos, L.; Bouvard, D.; Cabezas-Villa, J.L.; Lemus-Ruiz, J.; Jiménez, O.; Arteaga, D. Analysis of Compression and Permeability Behavior of Porous Ti6Al4V by Computed Microtomography. Met. Mater. Int. 2019, 25, 669–682. [Google Scholar] [CrossRef]
- Bouvard, D.; Lange, F.F. Relation between percolation and particle coordination in binary powder mixtures. Acta Metall. Mater. 1991, 39, 3083–3090. [Google Scholar] [CrossRef]
- Oger, L.; Troadec, J.P.; Bideau, D.; Dodds, J.A.; Powell, M.J. Properties of disordered sphere packings II. Electrical properties of mixtures of conducting and insulating spheres of different sizes. Powder Technol. 1986, 46, 133–140. [Google Scholar] [CrossRef]
- Lange, F.F.; Atteraas, L.; Zok, F.; Porter, J.R. Deformation consolidation of metal powders containing steel inclusions. Acta Metall. Mater. 1991, 39, 209–219. [Google Scholar] [CrossRef]
- Olmos, L.; Martin, C.L.; Bouvard, D. Sintering of mixtures of powders: Experiments and modelling. Powder Technol. 2009, 190, 134–140. [Google Scholar] [CrossRef]
- Vagnon, A.; Rivière, J.P.; Missiaen, J.M.; Bellet, D.; Di Michiel, M.; Josserond, C.; Bouvard, D. 3D statistical analysis of a copper powder sintering observed in situ by synchrotron microtomography. Acta Mater. 2008, 56, 1084–1093. [Google Scholar] [CrossRef]
- Fischmeister, H.F.; Arzt, E. Densification of powders by particle deformation. Powder Metall. 1983, 26, 82–88. [Google Scholar] [CrossRef]
- Chen, W.; Yamamoto, Y.; Peter, W.H.; Gorti, S.B.; Sabau, A.S.; Clark, M.B.; Nunn, S.D.; Kiggans, J.O.; Blue, C.A.; Williams, J.C.; et al. Cold compaction study of Armstrong Process® Ti–6Al–4V powders. Powder Technol. 2011, 214, 194–199. [Google Scholar] [CrossRef]
- Panelli, R.; Ambrozio Filho, F. A study of a new phenomenological compacting equation. Powder Technol. 2001, 114, 255–261. [Google Scholar] [CrossRef]
- Panelli, R.; Ambrozio Filho, F. Compaction equation and its use to describe powder consolidation behavior. Powder Metall. 1998, 41, 131–133. [Google Scholar] [CrossRef]
- Murray, J.L. The Co−Ti (cobalt−titanium) system. J. Phase Equilibria 1982, 3, 74–85. [Google Scholar] [CrossRef]
- Liu, L.H.; Yang, C.; Yao, Y.G.; Wang, F.; Zhang, W.W.; Long, Y.; Li, Y.Y. Densification mechanism of Ti-based metallic glass powders during spark plasma sintering process. Intermetallics 2015, 66, 1–7. [Google Scholar] [CrossRef]
- Momeni, H.; Shabestari, S.G.; Razavi, H. Rheology of Al-Cu-Mg pre-alloyed powder in supersolidus liquid phase sintering process. Can. Metall. Q. 2017, 56, 442–449. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Zinelis, S.; Eliades, G.; Al-Wazzan, K.; Rifaiy, M.A.; Al Jabbari, Y.S. Selective laser melting technique of Co-Cr dental alloys: A review of structure and properties and comparative analysis with other available techniques. J. Prosthodont. 2015, 24, 303–312. [Google Scholar] [CrossRef]
- Xue, Y.; Wang, H.M. Microstructure and wear properties of laser clad TiCo/Ti2Co intermetallic coatings on titanium alloy. Appl. Surf. Sci. 2005, 243, 278–286. [Google Scholar] [CrossRef]
- Kang, L.M.; Yang, C.; Wang, F.; Li, X.X.; Zhu, D.Z.; Zhang, W.W.; Chen, W.P.; Huan, Y. Designing ultrafine lamellar eutectic structure in bimodal titanium alloys by semi-solid sintering. J. Alloys Compd. 2017, 702, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.Q.; Chen, F.; Cai, Y.X.; Yin, J. Influence of particle size on property of Ti–6Al–4V alloy prepared by high-velocity compaction. Trans. Nonferrous Met. Soc. China 2013, 23, 361–365. [Google Scholar] [CrossRef]
- Yin, H.; Li, H.; Qu, X.; Khan, M.; Ali, S.; Iqbal, M.Z. Compaction of Ti–6Al–4V powder using high velocity compaction technique. Mater. Des. 2013, 50, 479–483. [Google Scholar] [CrossRef]
- Rodrigues, W.C.; Broilo, L.R.; Schaeffer, L.; Knörnschild, G.; Espinoza, F.R.M. Powder metallurgical processing of Co–28% Cr–6% Mo for dental implants: Physical, mechanical and electrochemical properties. Powder Technol. 2011, 206, 233–238. [Google Scholar] [CrossRef]
- España, F.A.; Balla, V.K.; Bose, S.; Bandyopadhyay, A. Design and fabrication of CoCrMo alloy based novel structures for load bearing implants using laser engineered net shaping. Mater. Sci. Eng. C 2010, 30, 50–57. [Google Scholar] [CrossRef]
- Avila, J.D.; Isik, M.; Bandyopadhyay, A. Titanium–Silicon on CoCr alloy for load-bearing implants using directed energy deposition-based additive manufacturing. ACS Appl. Mater. Interfaces 2020, 12, 51263–51272. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | CoCrMo Volume Fraction (Relative to Solid Volume) | CoCrMo Particles Connectivity (%) | CoCrMo Nc/Np |
|---|---|---|---|
| Ti6Al4V/10CoCrMo | 0.11 | 16 | 0.673 |
| Ti6Al4V/15CoCrMo | 0.14 | 11 | 0.423 |
| Ti6Al4V/20CoCrMo | 0.19 | 8.5 | 0.363 |
| Ti6Al4V/25CoCrMo | 0.24 | 49.5 | 0.271 |
| Ti6Al4V/30CoCrMo | 0.31 | 79.7 | 0.166 |
| Sample | A1 | A2 | B | D0 | Dc |
|---|---|---|---|---|---|
| Ti6Al4V | 0.018 | 0.036 | 1.011 | 0.636 | 0.715 |
| Ti6Al4V/10CoCrMo | 0.019 | 0.040 | 0.977 | 0.623 | 0.735 |
| Ti6Al4V/15CoCrMo | 0.020 | 0.053 | 0.999 | 0.632 | 0.744 |
| Ti6Al4V/20CoCrMo | 0.018 | 0.039 | 0.973 | 0.622 | 0.725 |
| Ti6Al4V/25CoCrMo | 0.018 | 0.038 | 0.970 | 0.621 | 0.719 |
| Ti6Al4V/30CoCrMo | 0.018 | 0.037 | 0.972 | 0.622 | 0.717 |
| CoCrMo | 0.016 | 0.030 | 0.967 | 0.620 | 0.678 |
| Point Analysis | At. % of Elements | Possible Phases | |||||
|---|---|---|---|---|---|---|---|
| Ti | Al | V | Co | Cr | Mo | ||
| Point 1 in Figure 9b | 27.19 | 1.43 | 0.5 | 17.07 | 9.24 | 44.56 | Mo, Ti2Co |
| Point 2 in Figure 9b | 57.77 | 4.41 | 0.59 | 31.31 | 5.61 | 0.27 | Ti2Co |
| Point 3 in Figure 9b | 72.73 | 7.61 | 2.04 | 9.27 | 7.15 | 1.19 | Ti6Al4V matrix α-Ti |
| Point 4 in Figure 9b | 78.87 | 3.31 | 1.24 | 16.58 | -- | -- | Intermetallics |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihalcea, E.; Olmos, L.; Vergara-Hernández, H.; Jimenez, O.; Chávez, J.; Arteaga, D. Effect of CoCrMo Addition on Ti6Al4V/xCoCrMo Biomedical Composites Processed by Powder Metallurgy. Metals 2021, 11, 1523. https://doi.org/10.3390/met11101523
Mihalcea E, Olmos L, Vergara-Hernández H, Jimenez O, Chávez J, Arteaga D. Effect of CoCrMo Addition on Ti6Al4V/xCoCrMo Biomedical Composites Processed by Powder Metallurgy. Metals. 2021; 11(10):1523. https://doi.org/10.3390/met11101523
Chicago/Turabian StyleMihalcea, Elena, Luis Olmos, Héctor Vergara-Hernández, Omar Jimenez, Jorge Chávez, and Dante Arteaga. 2021. "Effect of CoCrMo Addition on Ti6Al4V/xCoCrMo Biomedical Composites Processed by Powder Metallurgy" Metals 11, no. 10: 1523. https://doi.org/10.3390/met11101523
APA StyleMihalcea, E., Olmos, L., Vergara-Hernández, H., Jimenez, O., Chávez, J., & Arteaga, D. (2021). Effect of CoCrMo Addition on Ti6Al4V/xCoCrMo Biomedical Composites Processed by Powder Metallurgy. Metals, 11(10), 1523. https://doi.org/10.3390/met11101523