
The Effect of Plume Generated on the Microstructural Behavior of the Weld Mixed Zone in High-Speed Laser Dissimilar Welding


Abstract
:1. Introduction
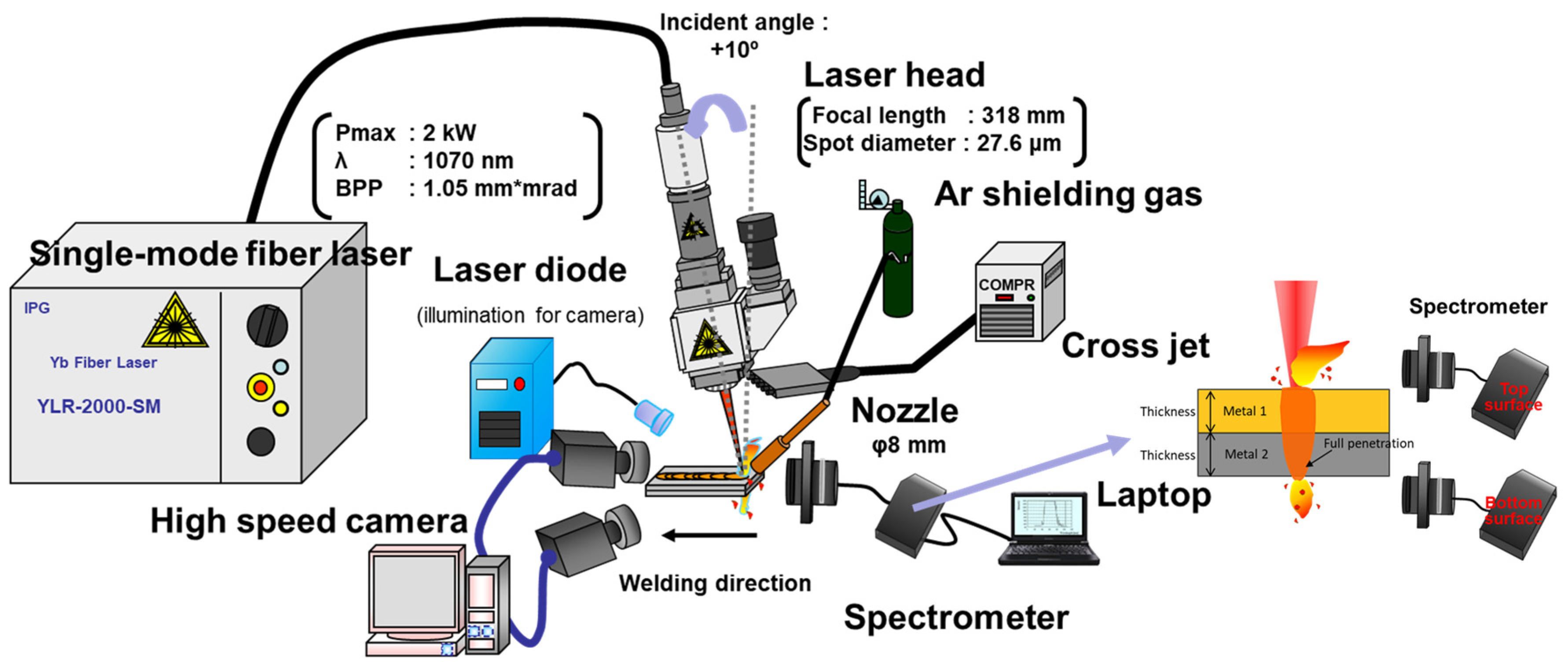
2. Materials and Experimental Procedures
3. Results and Discussion
3.1. Result of Ultra-High Speed Dissimilar Welding of Al and Ti
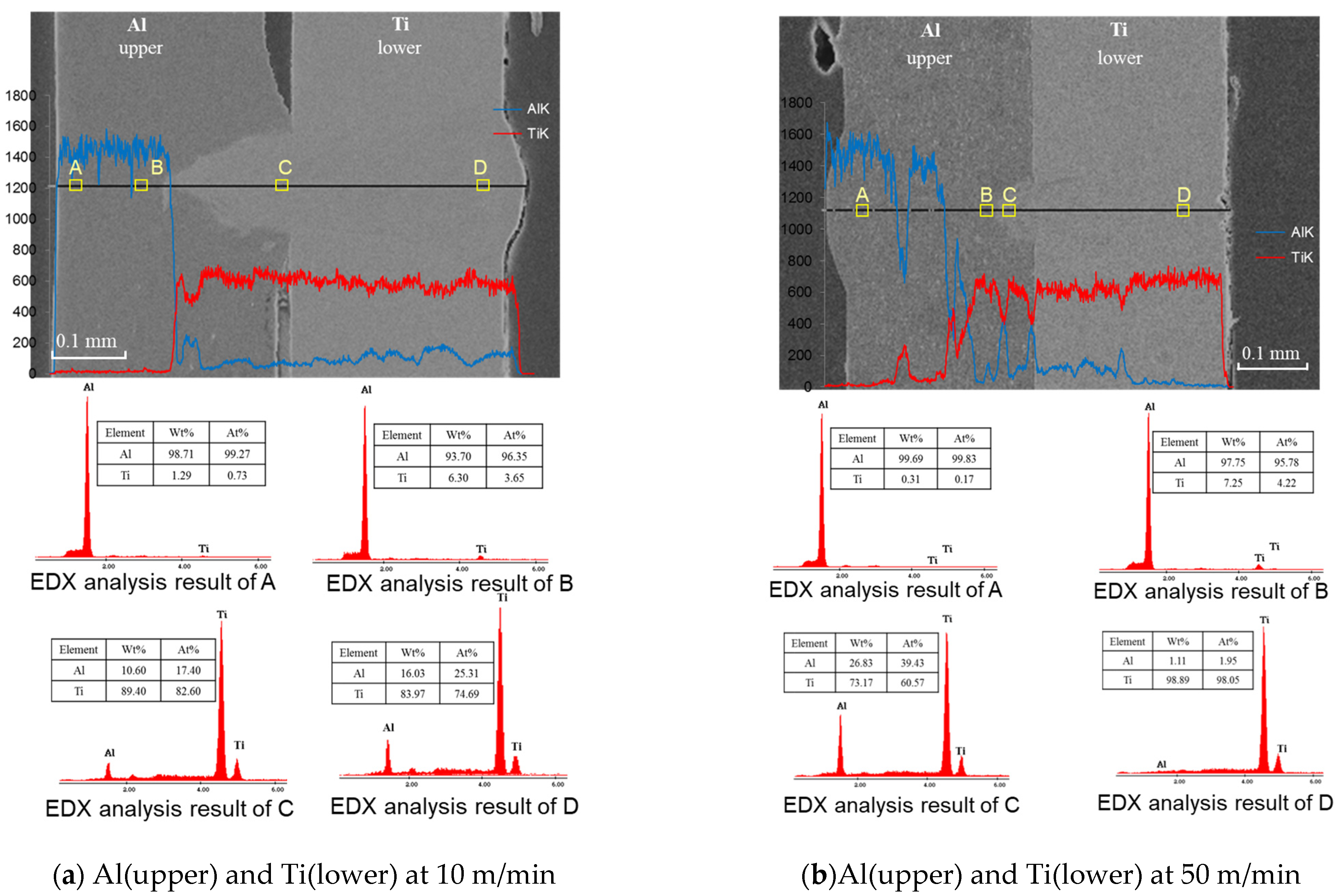
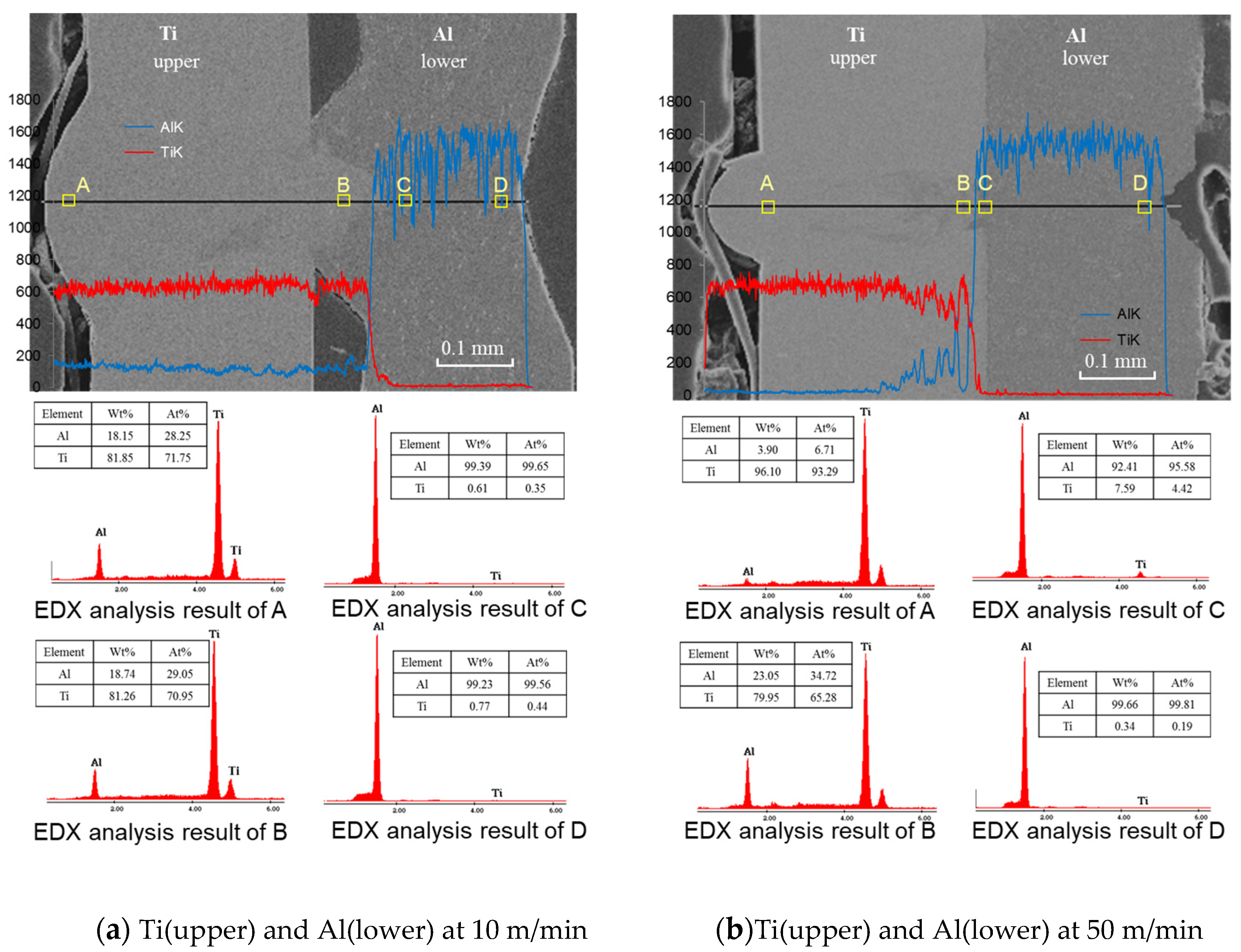
3.2. Microstructural Behavior of Laser Weld Fusion Zones in Dissimilar Al and Ti Sheets
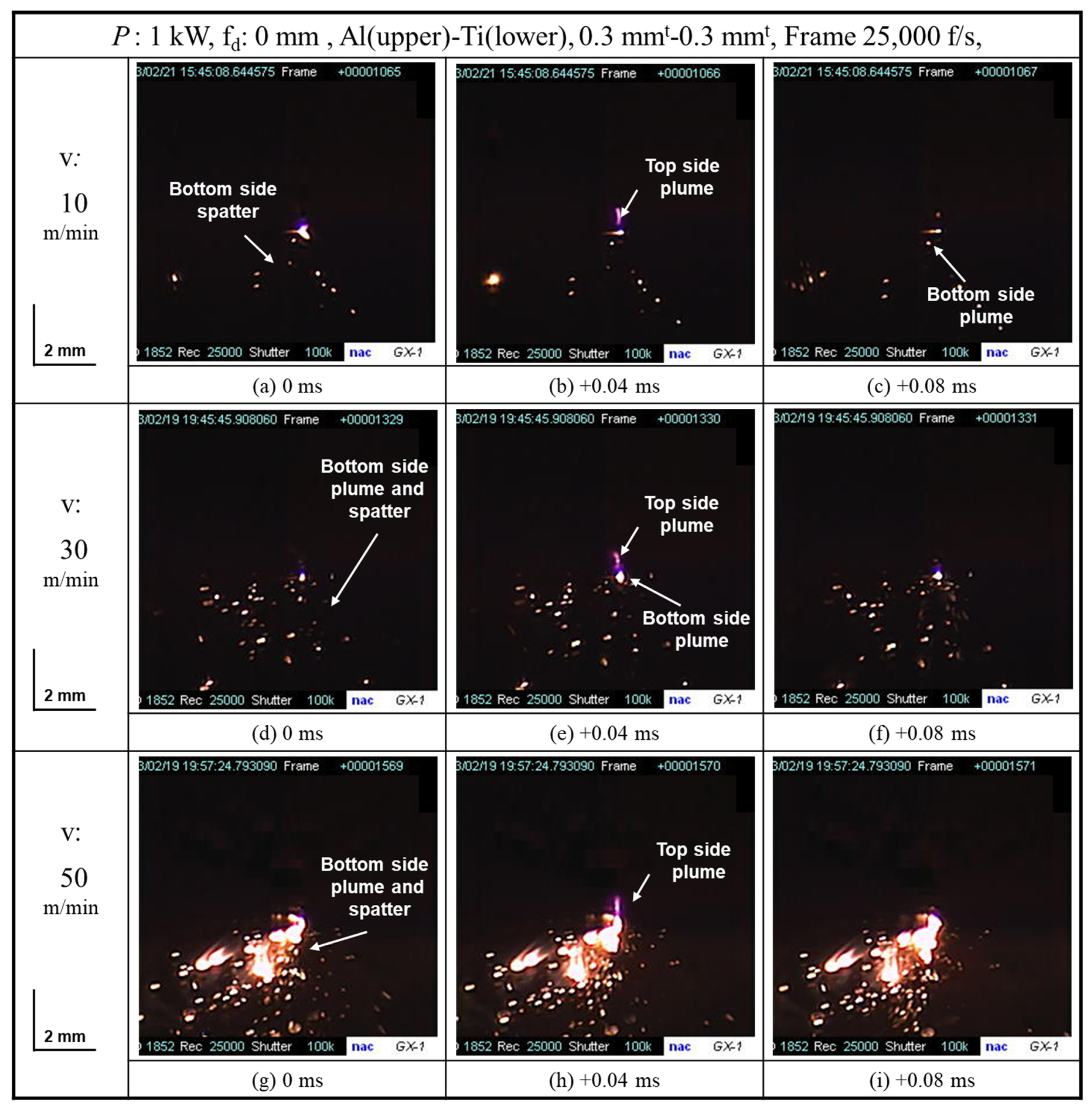
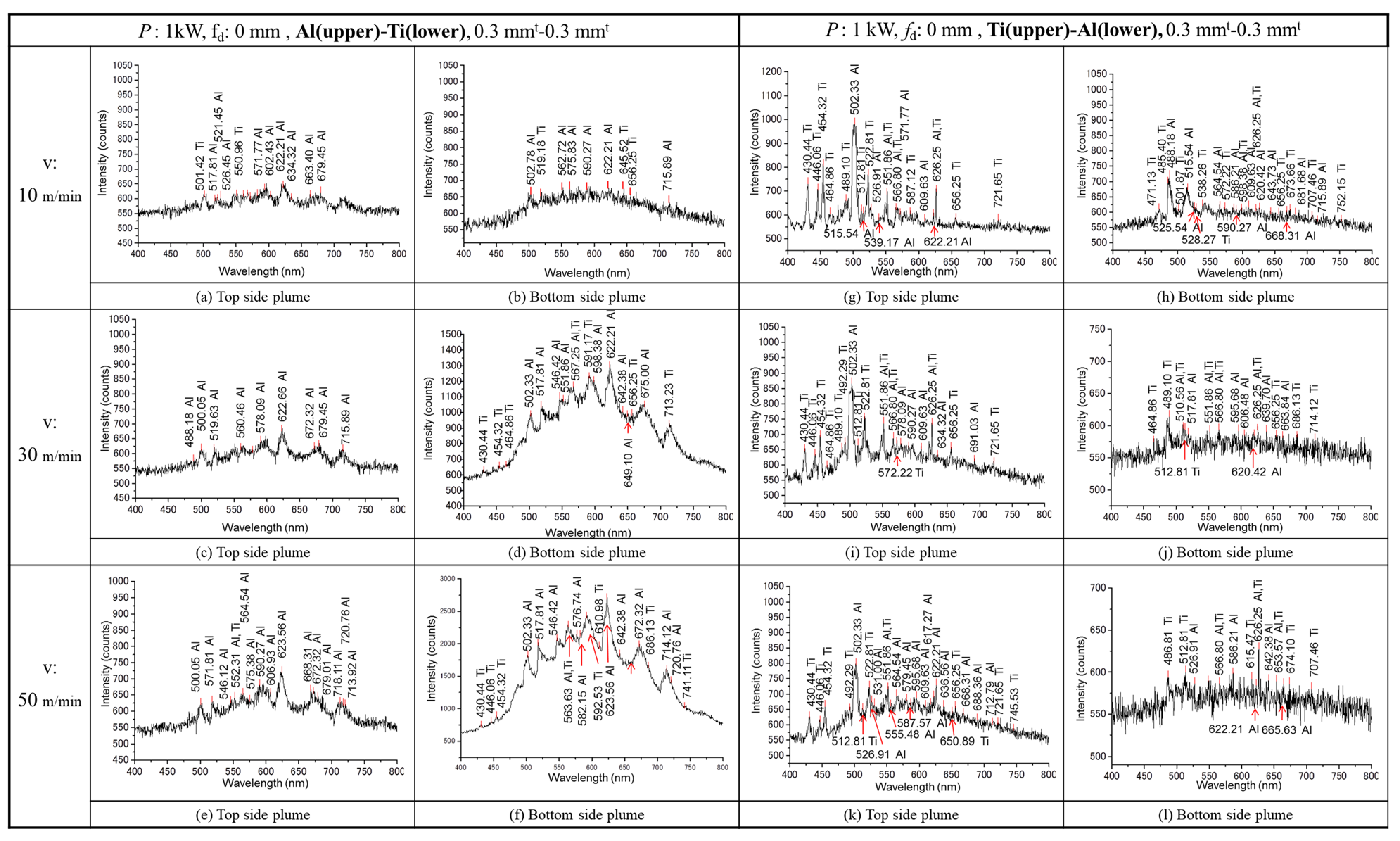
3.3. Effects of Plume on the Material Behavior of the Weld Fusion Zones in Dissimilar Al and Ti Sheets
4. Conclusions
- The lamellar and needle-shaped martensitic Al-rich Ti solid solution phases were created by extremely high melting and solidification rates due to ultra-high speed welding. The amount of needle-shaped martensitic α-Ti solid solution phases increased by increasing the welding speed. The α-Ti solid solution concentration of Al element in the weld zone was relatively uniform.
- The behavior of vapor generated from Al and Ti materials differs depending on the material characteristics and the vapor pressure difference, and it has been confirmed that this affects the behavior of elemental components distributed in the weld fusion zone.
- Atom movement of Al and Ti in the weld plume was influenced by the welding speed and specimen location. It is inferred that the evaporation and the plume ejection accompanying it was stronger in Al because of lower boiling temperature and stronger vapor pressure. That is, it can be inferred that the evaporation of Al suppressed upward ejection of the lower Ti vapor toward the Al side, and the upper Al vapor blew upward and downward.
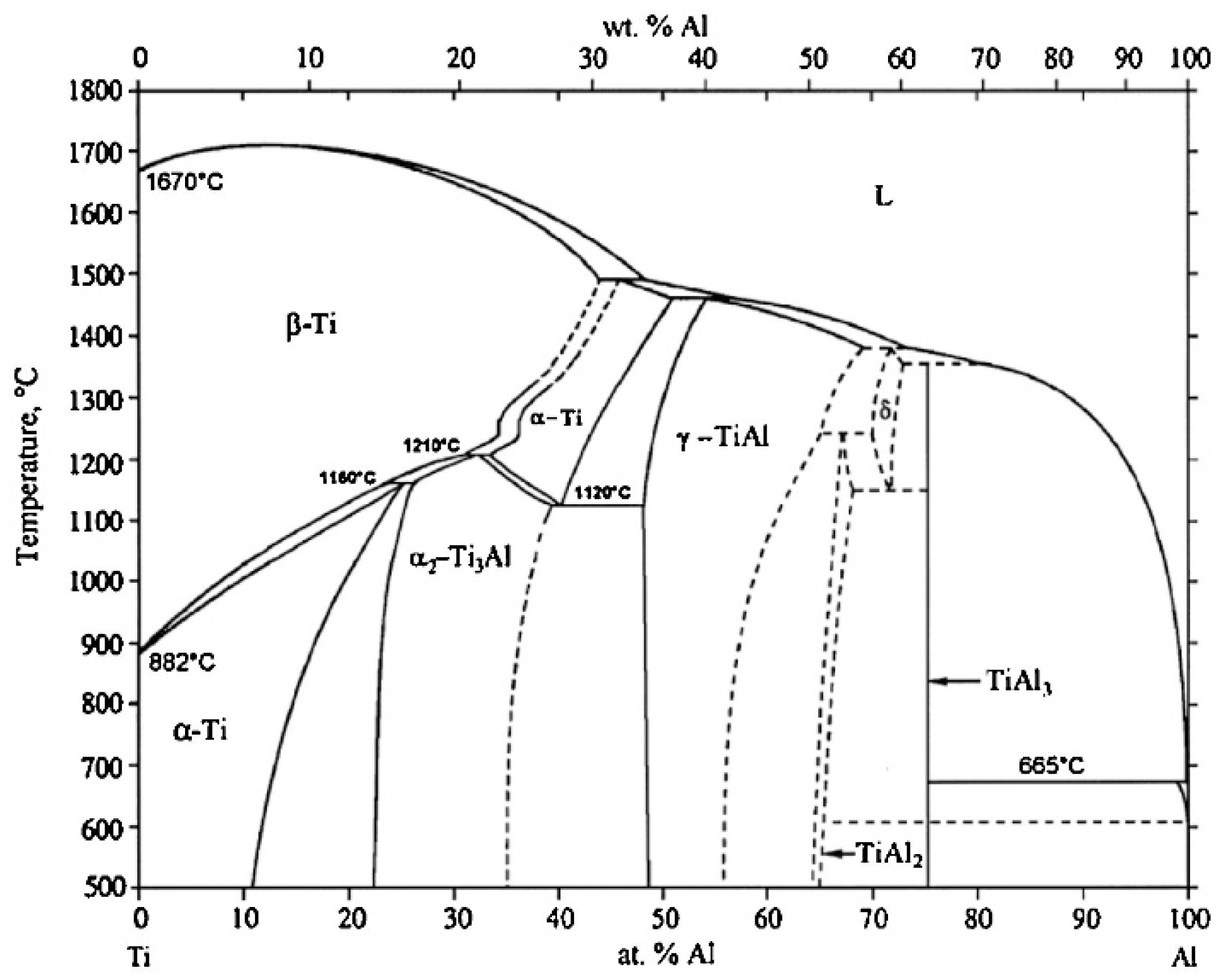
- According to the Al-Ti phase diagram, the phase region where the Al element is dissolved in the Ti lattice structure is wide, and hence is relatively easily dissolved in the weld fusion zone. The solid solution concentration in the weld zone of the Ti side was relatively uniform, indicating that the molten Al element was dissolved by the weld fume in the keyhole rather than being diffused or the molten pool mixing with the Ti.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| P | Laser power (kW) |
| Pmax | Maximum laser output (kW) |
| λ | Laser wavelength (nm) |
| BPP | Beam parameter product (mm·mrad) |
| fd | Focus length (mm) |
| Ar | Flow rate of Ar (argon) shielding gas (ℓ/min) |
| mmt | Specimen thickness (mm) |
References
- Leyens, C. Titanium and Titanium Alloys; Fundamentals and Applications; Wiley-VCH GmbH & Co. KGaA: Hamburg, Germany, 2002. [Google Scholar]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Dai, J.; Zhu, J.; Chen, C.; Weng, F. High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: A review. J. Alloys Compd. 2016, 685, 784–798. [Google Scholar] [CrossRef]
- Katayama, S. Laser Welding for Manufacturing Innovation. J. Jpn. Weld. Soc. 2009, 78, 682–692. [Google Scholar] [CrossRef] [Green Version]
- Mitra, R.; Wanhill, R.J.H. Structural Intermetallics, Aerospace Materials and Material Technology; Springer: Singapore, 2017. [Google Scholar]
- Kang, M.; Lim, K.R.; Won, J.W.; Lee, K.S.; Na, Y.S. Al-Ti Containing lightweight high-entropy alloys for intermediate temperature applications. Entropy 2018, 20, 355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vaidya, W.V.; Horstmann, M.; Ventzke, V.; Petrovski, B.; Koçak, M.; Kocik, R. Improving interfacial properties of a laser beam welded dissimilar joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications. J. Mater. Sci. 2010, 45, 6242–6254. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and Joining of Titanium Alumimides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Robson, J.; Ciuca, O.P.; Prangnell, P. Microstructural characterization and mechanical properties of high power ultrasonic spot welded aluminum alloy AA6111–TiAl6V4 dissimilar joints. Mater. Charact. 2014, 97, 83–91. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Chen, Y.; Huang, J. Joining mechanism of Ti/Al dissimilar alloys during laser welding-brazing process. J. Alloys Compd. 2011, 509, 891–898. [Google Scholar] [CrossRef]
- Aali, M. Investigation of Spindle Rotation Rate Effects on the Mechanical Behavior of Friction Stir Welded Ti 4Al 2V Alloy. J. Weld. Join. 2020, 38, 81–91. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, C.; Chu, C.; Shiue, R.; Tsay, L. The effect of post-weld heat treatment on the notched tensile fracture of Ti–6Al–4V to Ti–6Al–6V–2Sn dissimilar laser welds. Mater. Des. 2014, 59, 227–232. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, L.Q.; Chen, Y.B.; Dai, J.M.; Huang, J.H. Improving interfacial reaction nonhomogeneity during laser welding-brazing aluminum to titanium. Mater. Des. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Jun, H.-U.; Kim, J.-H.; Cheon, J.-Y.; Kim, Y.-G.; Kim, Y.-D.; Ji, C. The Effect of Pre-Welding on Nugget Growth Behavior and Weldability for the Resistance Spot Welding of A6014-T4 Alloy. J. Weld. Join. 2020, 2, 203–210. [Google Scholar] [CrossRef]
- Kang, M.; Lee, K. Influence of Welding Variables on Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load Estimation. J. Weld. Join. 2020, 38, 289–294. [Google Scholar] [CrossRef]
- Sun, Q.J.; Li, J.Z.; Liu, Y.B.; Li, B.P.; Xu, P.W.; Feng, J.C. Microstructural characterization and mechanical properties of Al/Ti joint welded by CMT method—Assisted hybrid magnetic field. Mater. Des. 2017, 116, 316–324. [Google Scholar] [CrossRef]
- Abdollashi, A.; Shaheer, A.; Huda, A.; Kabir, A.S. Microstructural Characterization and Mechanical properties of Fiber laser Welded CP0Ti and Ti-6Al-4V Similar and Dissimilar Joints. Metals 2020, 10, 747. [Google Scholar] [CrossRef]
- Cao, M.; Wang, C.-J.; Deng, K.-K.; Nie, K.-B. Effect of Interface on the Deep Drawability of Ti/Al Multilayered Composites. Metals 2021, 11, 795. [Google Scholar] [CrossRef]
- Bakulin, A.V.; Kulkov, S.S.; Kulkova, S.E.; Hocker, S.; Schmauder, S. First Principles Study of Bonding Mechanisms at the TiAl/TiO2 Interface. Metals 2020, 10, 1298. [Google Scholar] [CrossRef]
- Chen, Y.; Nakata, K. Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys. Mater. Des. 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Katayama, S. Laser Welding. J. Jpn. Weld. Soc. 2009, 78, 124–138. [Google Scholar] [CrossRef] [Green Version]
- Leo, P.; D’Ostuni, S.; Nobile, R.; Mele, C.; Tarantino, A.; Casalino, G. Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings. Metals 2021, 11, 1257. [Google Scholar] [CrossRef]
- ASM Handbook. Alloy Phase Diagrams; ASM International: Novelty, OH, USA, 1992. [Google Scholar]
- Lee, S.J.; Nakamura, H.; Kawahito, Y.; Katayama, S. Weldability of Ti and Al Dissimilar Metals Using Single-Mode Fiber. J. Laser Micro/Nanoeng. 2013, 8, 149–154. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.J.; Katayama, S.; Kim, J.D. Microstructural behavior on weld fusion zone of Al-Ti and Ti-Al dissimilar lap welding using single-mode fiber laser. J. Korean Soc. Mar. Eng. 2014, 2, 133–139. [Google Scholar] [CrossRef]
- Lee, S.-J.; Takahashi, M.; Kawahito, Y.; Katayama, S. Microstructural evolution and characteristics of weld fusion zone in high speed dissimilar welding of Ti and Al. Int. J. Precis. Eng. Manuf. 2015, 16, 2121–2127. [Google Scholar] [CrossRef]
- Zhan, X.; Yan, T.; Gao, Q.; Zhu, Z.; Bu, H.; Wang, Z. The porosity formation mechanism in the laser welded joint of TA15 titanium alloy. Mater. Res. Express 2019, 6, 076558. [Google Scholar] [CrossRef]
- Shamoto, H.; Mikame, K. The feature of High Power Single Mode Fiber Laser Processing. In Proceedings of the 72nd Laser Materials Processing Conference, 17th DEC, Nagoya, Japan; 2009; pp. 31–34. [Google Scholar]
- Lide, D.R. Magnetic susceptibility of the elements and inorganic compounds. In CRC Handbook of Chemistry and Physics, 81st ed.; CRC Press: Boca Raton, FL, USA, 2000; ISBN 0849304814. [Google Scholar]
- Aluminium. In Wikipedia. Available online: https://en.wikipedia.org/wiki/Aluminium (accessed on 5 September 2021).
- Titanium. In Wikipedia. Available online: https://en.wikipedia.org/wiki/Titanium (accessed on 3 September 2021).
- Lide, D.R. (Ed.) Fluid Properties. In CRC Handbook of Chemistry and Physics, 84th ed.; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Al | Ti | Cu | Fe | Si | Mn | Others |
|---|---|---|---|---|---|---|---|
| A1050 | 99.57 | 0.03 | 0.02 | 0.26 | 0.11 | 0.01 | |
| Ti | 99.919 | 0.002 | C:0.01, O:0.04, N:0.01, H:0.001 |
| Properites | Al | Ti |
|---|---|---|
| Melting point (K) | 933 | 1941 |
| Boiling point (K) | 2743 | 3560 |
| Density (g/cm3) | 2.70 | 4.506 |
| Thermal conductivity (W/m∙K) | 237 | 21.9 |
| Thermal expansion (µm·m−1·K−1) (25 °C) | 23.1 | 8.6 |
| Vapor pressure (K) (1kPa) | 2054 | 2692 |
| Vickers hardness (MPa) | 167 | 970 |
| Poisson ratio | 0.35 | 0.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.-J.; Katayama, S.; Kim, J.-D.; Suh, J. The Effect of Plume Generated on the Microstructural Behavior of the Weld Mixed Zone in High-Speed Laser Dissimilar Welding. Metals 2021, 11, 1556. https://doi.org/10.3390/met11101556
Lee S-J, Katayama S, Kim J-D, Suh J. The Effect of Plume Generated on the Microstructural Behavior of the Weld Mixed Zone in High-Speed Laser Dissimilar Welding. Metals. 2021; 11(10):1556. https://doi.org/10.3390/met11101556
Chicago/Turabian StyleLee, Su-Jin, Seiji Katayama, Jong-Do Kim, and Jeong Suh. 2021. "The Effect of Plume Generated on the Microstructural Behavior of the Weld Mixed Zone in High-Speed Laser Dissimilar Welding" Metals 11, no. 10: 1556. https://doi.org/10.3390/met11101556