
Structure Evolution of Ni36Al27Co37 Alloy in the Process of Mechanical Alloying and Plasma Spheroidization

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Alloying
3.2. Plasma Spheroidization
4. Discussion
4.1. Mechanical Alloying
4.2. Plasma Spheroidization
5. Conclusions
- (1)
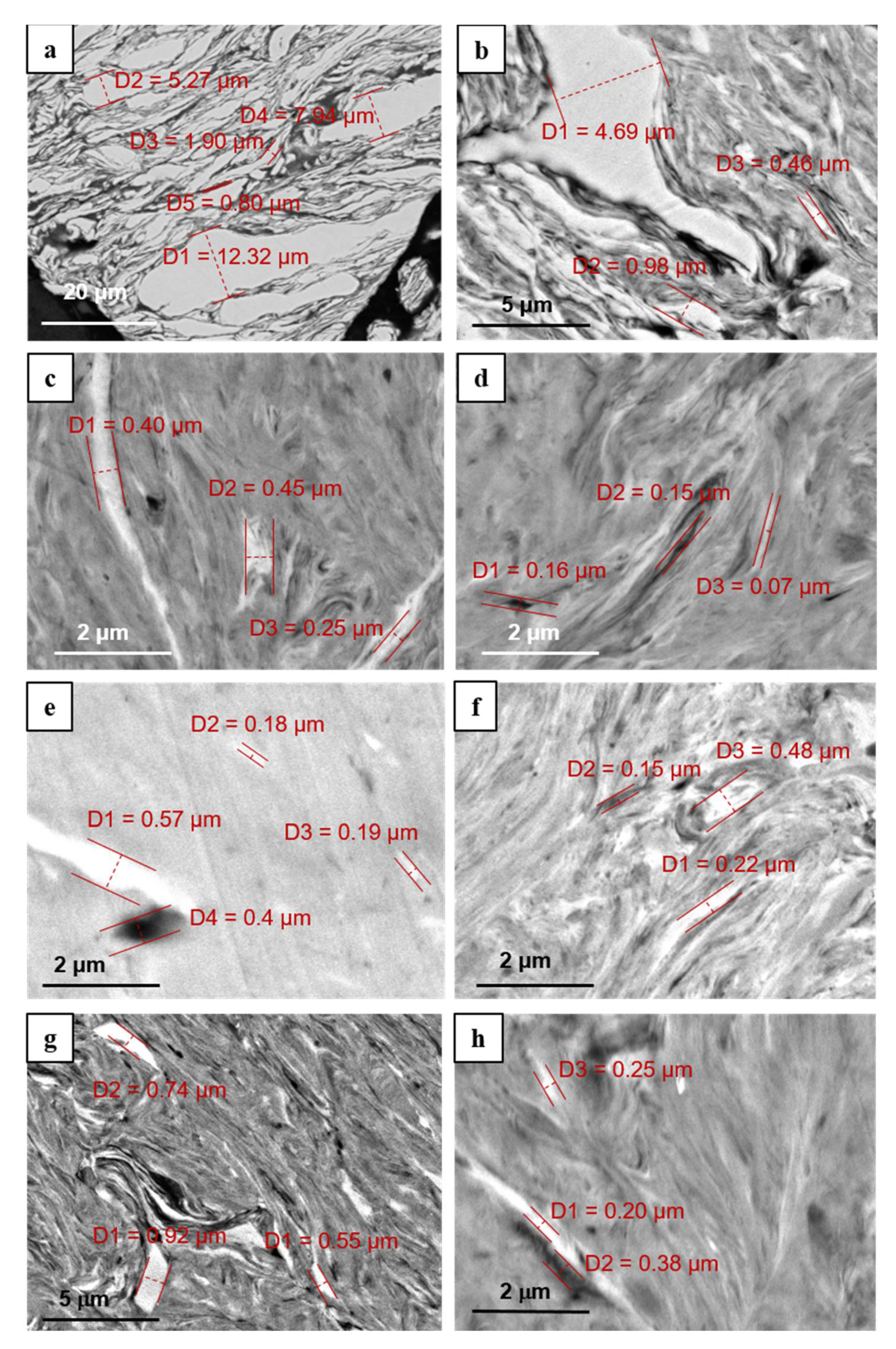
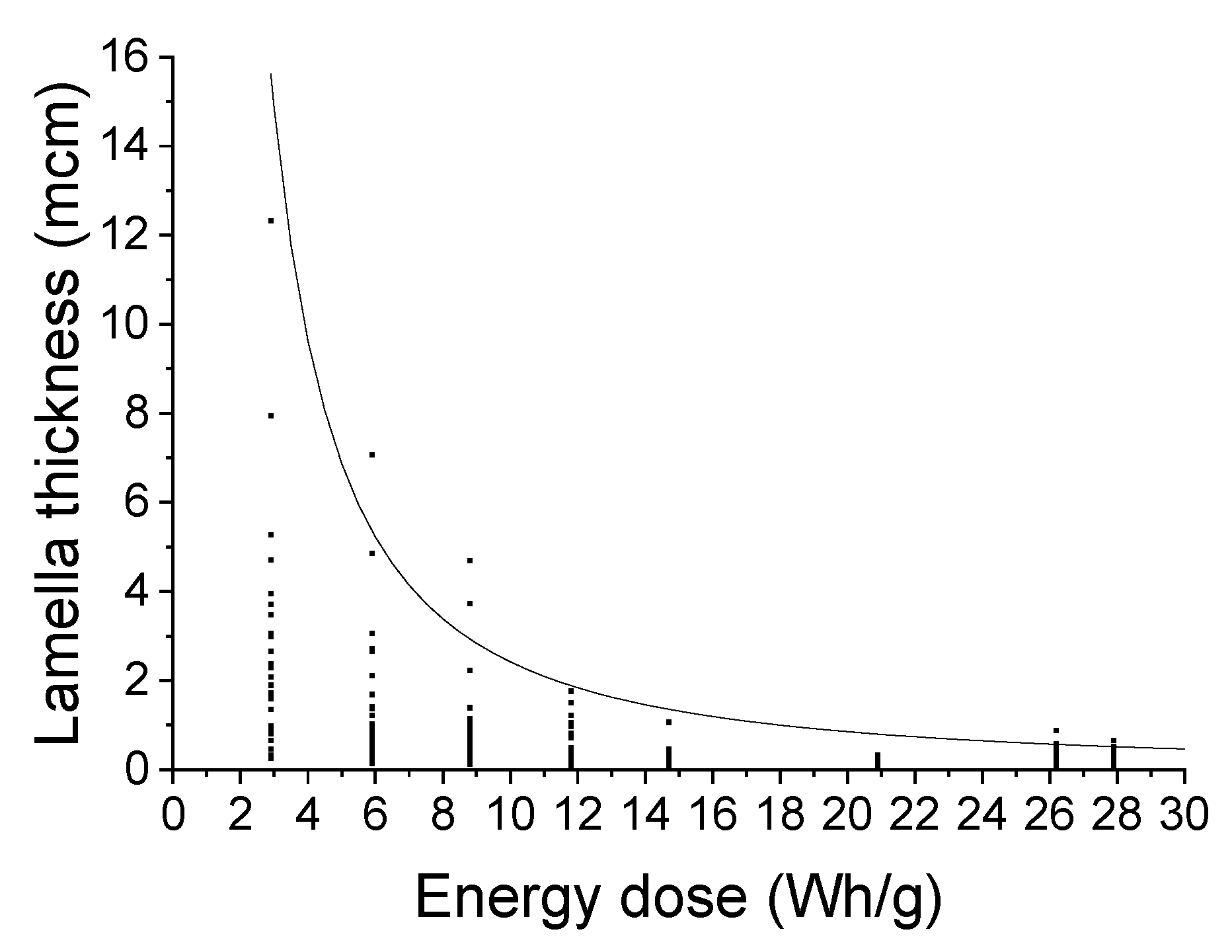
- It was demonstrated that in the process of milling of the initial powders of Al, Co, and Ni in the planetary mill, the formation of the alloy occurs according to the mechanism of interaction of plastic components with the formation of a layered structure. With an increase in the MA energy dose adjusted by MA modes and duration time, the lamella thickness in the layered structure decreases from the maximal values of about 12 μm (after 5 h of MA at 150/−300 mode) to about 1 μm. It is shown that the minimal energy dose to achieve an appropriate homogenized structure is 14.7 W⋅h/g.
- (2)
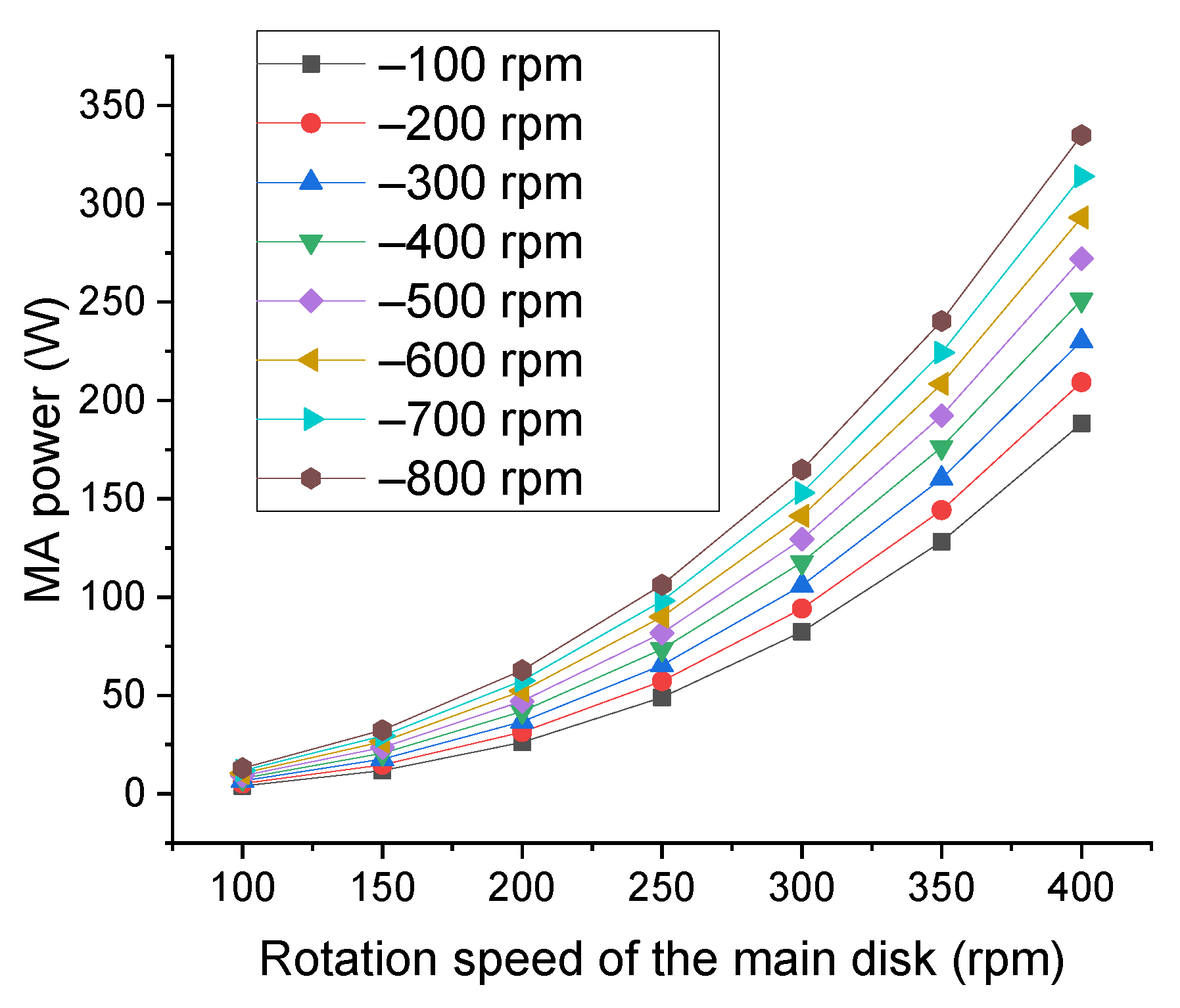
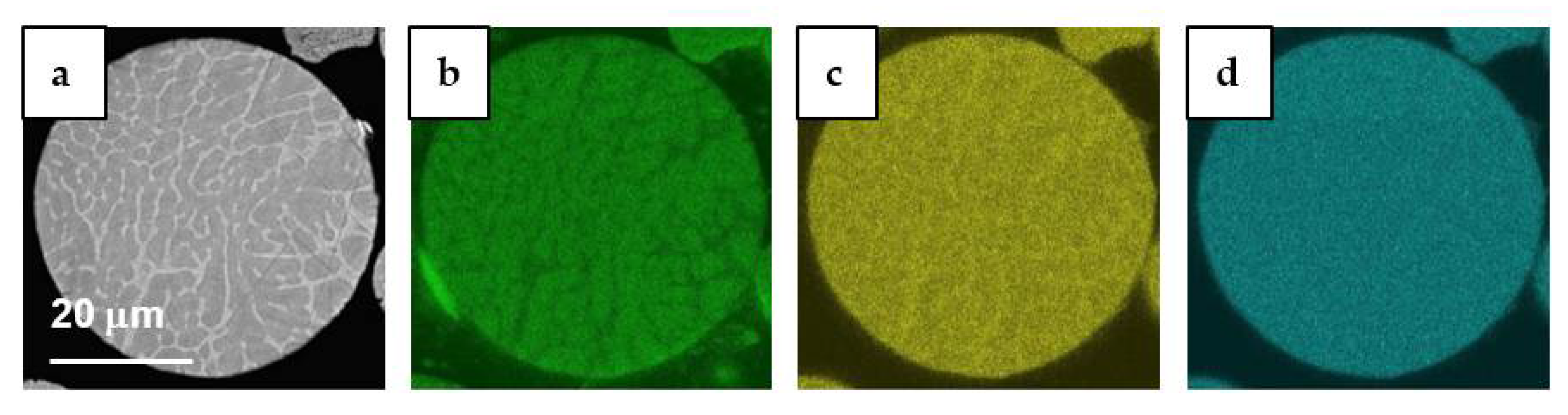
- It was shown that the lowest-energy mode with rotation speeds of the main disc and the bowl of −150 and 300 rpm, respectively, can significantly reduce the amount of Fe impurity. A homogeneous element distribution over the volume of particles was achieved after 25 h of MA at this mode; the amount of Fe impurity does not exceed the acceptable 0.5 wt.%.
- (3)
- It was found that the milling of the initial powders in an attritor leads to the formation of Ni3Al-type intermetallic compound, which, along with the high total energy intensity of the process, leads to a more intense particle size reduction than after MA in the planetary mill. The particle size distribution after 10 h of MA in the attritor is from D10 = 4 μm to D90 = 32 microns, while after 10 h of MA in the planetary mill at the highest-energy mode 200/−600, the particle size distribution is D10 = 18 µm; D50 = 42 μm; D90 = 84 μm.
- (4)
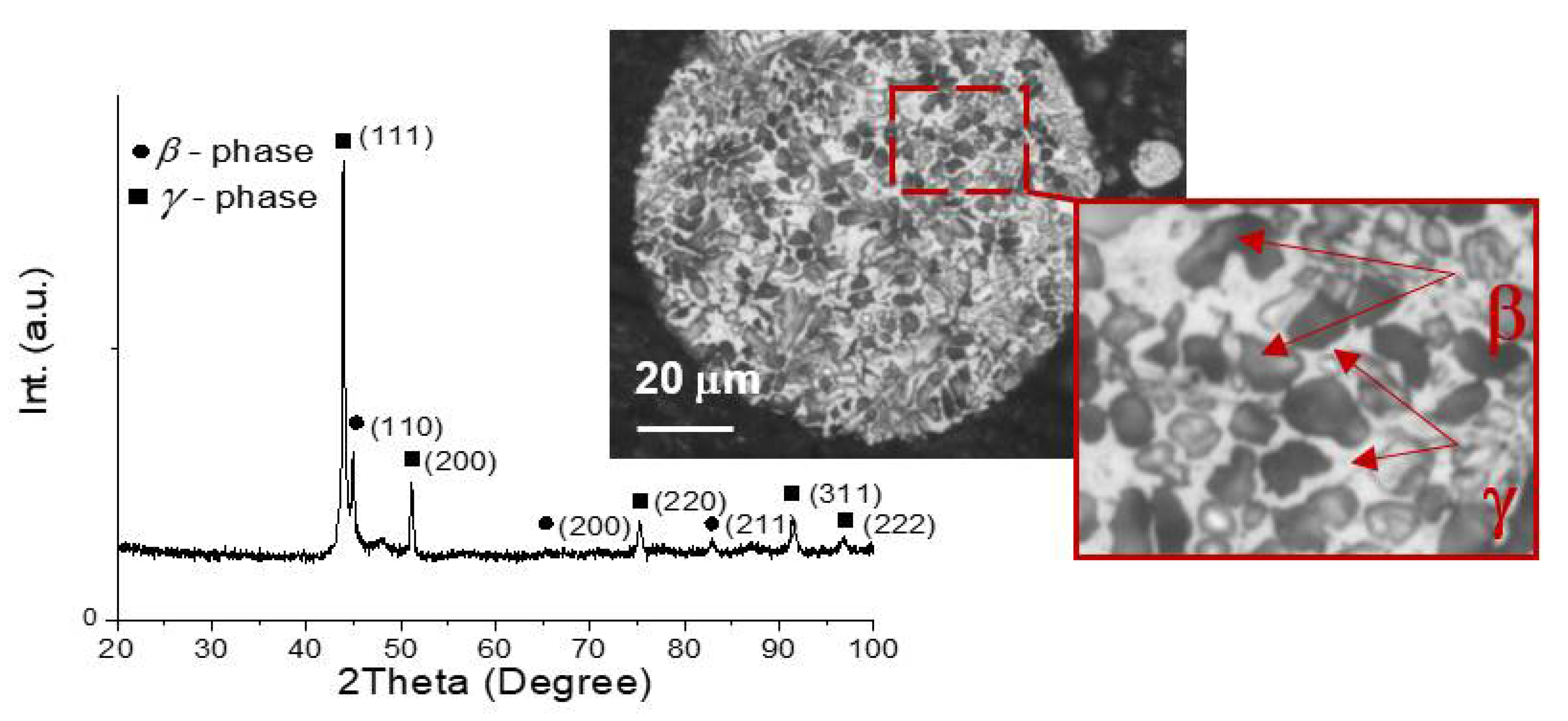
- As a result of the subsequent plasma spheroidization, the irregular-shaped particles of the MA-powder were spheroidized. The spherical particles have the morphology of a cast surface. The particle size of the powders obtained by MA indicated by D90 almost does not change after PS. However, D10 and D50 change significantly due to the elimination of small particles by subsequent air classification and ultrasonic treatment. The structure of the powder particles consists of β- and γ-phases with a grain size of about 5 μm. The phase ratio is as follows: 21% of β-phase and 79% of γ-phase significantly differ from the calculated values. This phenomenon can be explained by the presence of the second FCC phase and impurities of Fe and others.
- (5)
- It was found that after PS, the content of the most low-melting element Al is reduced by 1 wt.% compared to the powder after MA, which must be considered when calculating the initial ratio of components to obtain a given composition.
- (6)
- The particle size distribution from D10 = 12 μm to D90 = 37 μm and the spherical shape of the particles obtained are acceptable for using the powder in selective laser melting machines.
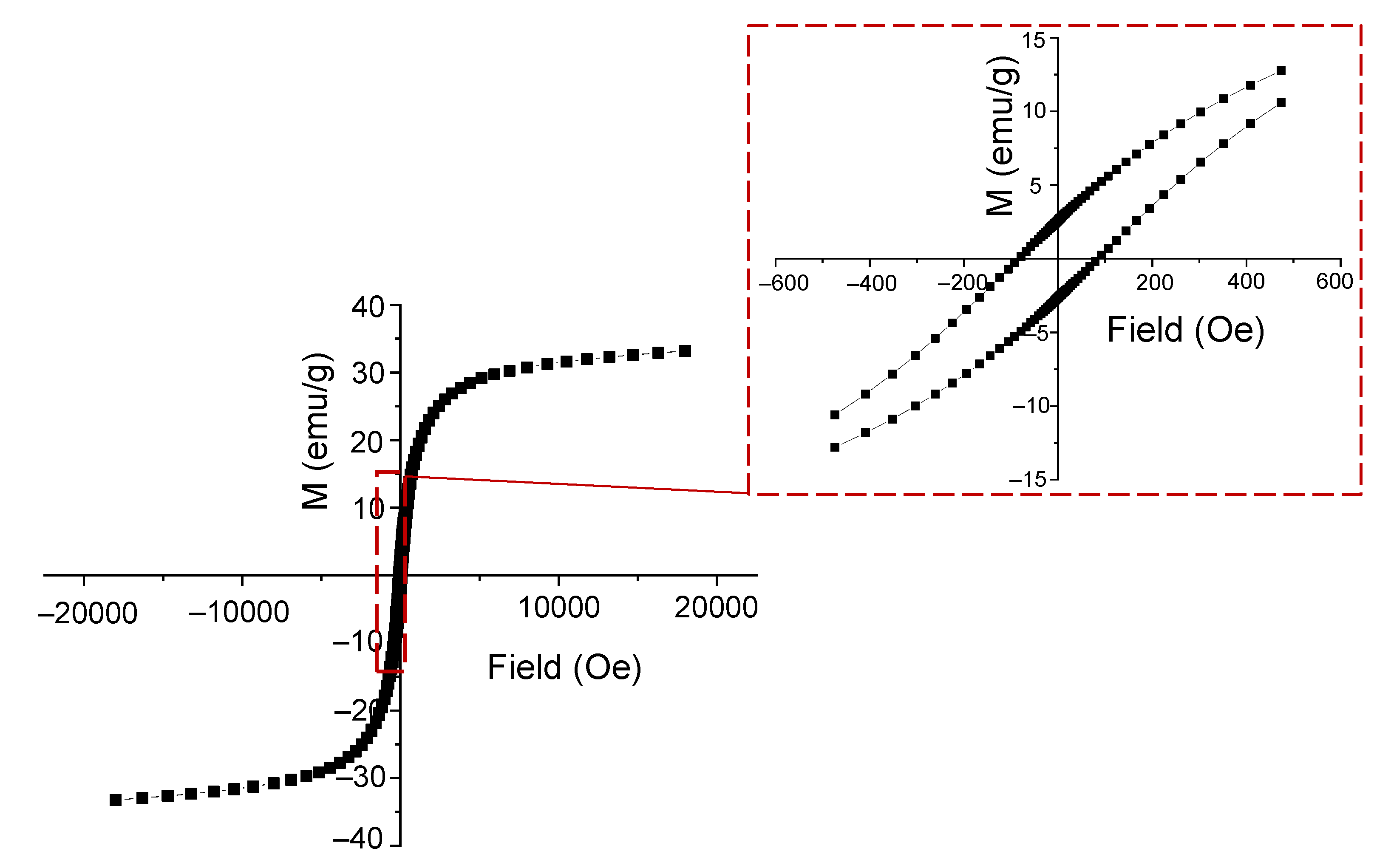
- (7)
- Coercivity of the spherical Ni36Al27Co37 powder obtained is 79 Oe. This allows the use of the powder not only as a feedstock material for selective laser melting, it can also be used as a functional filler in various magnetic composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Kumar Thakur, V.; Balan, A.S.S. 4D printing of materials for the future: Opportunities and challenges. Appl. Mater. Today 2020, 18, 100490. [Google Scholar] [CrossRef]
- Faran, E.; Shilo, D. Ferromagnetic Shape Memory Alloys—Challenges, Applications, and Experimental Characterization. Exp. Tech. 2016, 40, 1005–1031. [Google Scholar] [CrossRef]
- Yamakov, V.; Hochhalter, J.D.; Leser, W.P.; Warner, J.E.; Newman, J.A.; Purja Pun, G.P.; Mishin, Y. Multiscale modeling of sensory properties of Co–Ni–Al shape memory particles embedded in an Al metal matrix. J. Mater. Sci. 2016, 51, 1204–1216. [Google Scholar] [CrossRef]
- Barta, N.E.; Karaman, I. Embedded magnetic shape memory sensory particles in lightweight composites for crack detection. Mater. Sci. Eng. A 2019, 751, 201–213. [Google Scholar] [CrossRef]
- Yu, G.H.; Xu, Y.L.; Liu, Z.H.; Qiu, H.M.; Zhu, Z.Y.; Huang, X.P.; Pan, L.Q. Recent progress in Heusler-type magnetic shape memory alloys. Rare Met. 2015, 34, 527–539. [Google Scholar] [CrossRef]
- Oikawa, K.; Wulff, L.; Iijima, T.; Gejima, F.; Ohmori, T.; Fujita, A.; Fukamichi, K.; Kainuma, R.; Ishida, K. Promising ferromagnetic Ni-Co-Al shape memory alloy system. Appl. Phys. Lett. 2001, 79, 3290–3292. [Google Scholar] [CrossRef]
- Zhou, F.; Zhou, Y.; Wang, J.; Liang, J.; Gao, H.; Kang, M. Enlightening from γ, γ′ and β phase transformations in Al-Co-Ni alloy system: A review. Curr. Opin. Solid State Mater. Sci. 2019, 23, 100784. [Google Scholar] [CrossRef]
- Tanaka, Y.; Ohmori, T.; Oikawa, K.; Kainuma, R.; Ishida, K. Ferromagnetic Co-Ni-Al Shape Memory Alloys with β + γ Two-Phase Structure. Mater. Trans. 2004, 45, 427–430. [Google Scholar] [CrossRef]
- Tanaka, Y.; Oikawa, K.; Sutou, Y.; Omori, T.; Kainuma, R.; Ishida, K. Martensitic transition and superelasticity of Co-Ni-Al ferromagnetic shape memory alloys with β + γ two-phase structure. Mater. Sci. Eng. A 2006, 438–440, 1054–1060. [Google Scholar] [CrossRef]
- Kositsyna, I.I.; Zavalishin, V.A. Study of Co-Ni-Al alloys with magnetically controlled shape memory effect. Mater. Sci. Forum 2010, 635, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Valiullin, A.I.; Kositsyna, I.I.; Kositsyn, S.V.; Kataeva, N.V. Stabilization of high-temperature shape memory effect in functional Ni-Al-Co martensitic alloys. Mater. Sci. Eng. A 2008, 481–482, 551–554. [Google Scholar] [CrossRef]
- Valiullin, A.I.; Kositsin, S.V.; Kositsina, I.I.; Kataeva, N.V.; Zavalishin, V.A. Study of ferromagnetic Co-Ni-Al alloys with thermoelastic L10 martensite. Mater. Sci. Eng. A 2006, 438–440, 1041–1044. [Google Scholar] [CrossRef]
- Ju, J.; Xue, F.; Sun, L. xia Structure and Performance Changes of Ni-Co-Al Shape Memory Alloys in Relation to Co/Al Atomic Ratio. J. Iron Steel Res. Int. 2015, 22, 652–656. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Dawes, J.; Bowerman, R.; Trepleton, R. Introduction to the additive manufacturing powder metallurgy supply chain. Johnson Matthey Technol. Rev. 2015, 59, 243–256. [Google Scholar] [CrossRef]
- Saheb, S.H.; Durgam, V.K.; Chandrashekhar, A. A review on metal powders in additive manufacturing. AIP Conf. Proc. 2020, 2281, 020018. [Google Scholar] [CrossRef]
- Zhou, Z.; Guo, S.; Zhou, W.; Nomura, N. A novel approach of fabricating monodispersed spherical MoSiBTiC particles for additive manufacturing. Sci. Rep. 2021, 11, 16576. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Sun, X.; Tsunoda, K.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. Powder fabrication and laser additive manufacturing of MoSiBTiC alloy. Intermetallics 2019, 104, 33–42. [Google Scholar] [CrossRef]
- Goncharov, I.S.; Razumov, N.G.; Silin, A.O.; Ozerskoi, N.E.; Shamshurin, A.I.; Kim, A.; Wang, Q.S.; Popovich, A.A. Synthesis of Nb-based powder alloy by mechanical alloying and plasma spheroidization processes for additive manufacturing. Mater. Lett. 2019, 245, 188–191. [Google Scholar] [CrossRef]
- Polozov, I.; Kantyukov, A.; Goncharov, I.; Razumov, N.; Silin, A.; Popovich, V.; Zhu, J.N.; Popovich, A. Additive manufacturing of Ti-48Al-2Cr-2Nb alloy using gas atomized and mechanically alloyed plasma spheroidized powders. Materials 2020, 13, 3952. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Duan, H.; Li, L.; Zhou, C.S.; He, J.; Wu, H. Microstructure and mechanical properties of ultra-hard spherical refractory high-entropy alloy powders fabricated by plasma spheroidization. Powder Technol. 2021, 382, 550–555. [Google Scholar] [CrossRef]
- Polozov, I.; Razumov, N.; Makhmutov, T.; Silin, A.; Kim, A.; Popovich, A. Synthesis of titanium orthorhombic alloy spherical powders by mechanical alloying and plasma spheroidization processes. Mater. Lett. 2019, 256, 126615. [Google Scholar] [CrossRef]
- Makhmutov, T.; Razumov, N.; Kim, A.; Ozerskoy, N.; Mazeeva, A.; Popovich, A. Synthesis of CoCrFeNiMnW0.25 High-Entropy Alloy Powders by Mechanical Alloying and Plasma Spheroidization Processes for Additive Manufacturing. Met. Mater. Int. 2021, 27, 50–54. [Google Scholar] [CrossRef]
- Razumov, N.G.; Popovich, A.A.; Wang, Q.S. Thermal Plasma Spheroidization of High-Nitrogen Stainless Steel Powder Alloys Synthesized by Mechanical Alloying. Met. Mater. Int. 2018, 24, 363–370. [Google Scholar] [CrossRef]
- Shelekhov, E.V.; Sviridova, T.A. Modelirovaniye dvizheniya i razogreva sharov v planetarnoy melnitse. Vliyaniye rezhimov obrabotki na produkty mekhanoaktivatsii smesi poroshkov Ni i Nb [Modeling of motion and heating of balls in planetary mill. Effect of the treatment modes on mechanoactivation products in Ni and Nb powder mixture]. Mater. Sci. 1999, 10, 13–22. (In Russian) [Google Scholar]
- Dağdelen, F.; Malkoç, T.; Kök, M.; Ercan, E. Comparison of the transformation temperature, microstructure and magnetic properties of Co-Ni-Al and Co-Ni-Al-Cr shape memory alloys. Eur. Phys. J. Plus 2016, 131, 1–6. [Google Scholar] [CrossRef]
- Oikawa, K.; Ota, T.; Gejima, F.; Ohmori, T.; Kainuma, R.; Ishida, K. Phase equilibria and phase transformations in new B2-type ferromagnetic shape memory alloys of Co-Ni-Ga and Co-Ni-Al systems. Mater. Trans. 2001, 42, 2472–2475. [Google Scholar] [CrossRef] [Green Version]
- Popovich, A.A.; Razumov, N.G. A study of the process of mechanical alloying of iron with austenite-forming elements. Met. Sci. Heat Treat. 2015, 56, 570–576. [Google Scholar] [CrossRef]
- Radev, D.D. Mechanical synthesis of nanostructured titanium-nickel alloys. Adv. Powder Technol. 2010, 21, 477–482. [Google Scholar] [CrossRef]
- Kim, A.; Makhmutov, T.; Razumov, N.; Silin, A.; Popovich, A.; Zhu, J.N.; Popovich, V. Synthesis of NiTi alloy powders for powder-based additive manufacturing. Mater. Today Proc. 2019, 30, 679–682. [Google Scholar] [CrossRef]
- Koch, C.C.; Whittenberger, J.D. Mechanical milling/alloying of intermetallics. Intermetallics 1996, 4, 339–355. [Google Scholar] [CrossRef]
- Jiang, X.-L.; Boulos, M. Induction plasma spheroidization of tungsten and molybdenum powders. Trans. Nonferr. Met. Soc. China 2006, 16, 13–17. [Google Scholar] [CrossRef]
- Su, J.J.; Mo, K.X.; Zhou, L. Effects of Minor Mn Replace of Al on Martensitic and Magnetic Transition in the Co38Ni34Al28-xMnx Alloys. J. Supercond. Nov. Magn. 2020, 33, 835–840. [Google Scholar] [CrossRef]
- Ju, J.; Lou, S.; Yan, C.; Yang, L.; Li, T.; Hao, S.; Wang, X.; Liu, H. Microstructure, Magnetism and Magnetic Field Induced-Strain in Er-Doped Co-Ni-Al Polycrystalline Alloy. J. Electron. Mater. 2017, 46, 2540–2547. [Google Scholar] [CrossRef]
- Hossain, M.S.; Ghosh, T.; Kanth, B.R.; Mukhopadhyay, P.K. Effect of Annealing on the Structural and Magnetic Properties of CoNiAl FSMA. Cryst. Res. Technol. 2019, 54, 1–6. [Google Scholar] [CrossRef]
- Saito, T. Magnetic properties of Co–Al–Ni melt-spun ribbon. J. Appl. Phys. 2006, 100, 053916. [Google Scholar] [CrossRef]
- Arputhavalli, G.J.; Agilan, S.; Saravanan, P. Influence of sintering temperature on microstructure, magnetic properties of vacuum sintered Co (-Zn)-Ni-Al alloys. Mater. Lett. 2018, 233, 177–180. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | W, W | t, h | D, W⋅h/g | Fe, wt.% |
|---|---|---|---|---|
| 150/−300 | 18 | 5 | 2.9 | 0.07 |
| 10 | 5.9 | 0.13 | ||
| 15 | 8.8 | 0.17 | ||
| 20 | 11.8 | 0.18 | ||
| 25 | 14.7 | 0.31 | ||
| 200/−400 | 42 | 5 | 7.0 | 0.40 |
| 10 | 14.0 | 1.07 | ||
| 15 | 20.9 | 1.27 | ||
| 20 | 27.9 | 1.74 | ||
| 200/−600 | 52 | 5 | 8.7 | 0.60 |
| 10 | 17.4 | 2.46 | ||
| 15 | 26.2 | 3.14 | ||
| 20 | 34.9 | 2.99 |
| Production Stage | Al | Fe | Ni | Co | ||||
|---|---|---|---|---|---|---|---|---|
| wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | |
| MA | 14.20 | 26.53 | 0.31 | 0.28 | 42.17 | 36.22 | 43.32 | 37.07 |
| PS | 13.27 | 25.01 | 0.37 | 0.34 | 42.74 | 37.02 | 43.62 | 37.64 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazeeva, A.K.; Kim, A.; Ozerskoi, N.E.; Shamshurin, A.I.; Razumov, N.G.; Nazarov, D.V.; Popovich, A.A. Structure Evolution of Ni36Al27Co37 Alloy in the Process of Mechanical Alloying and Plasma Spheroidization. Metals 2021, 11, 1557. https://doi.org/10.3390/met11101557
Mazeeva AK, Kim A, Ozerskoi NE, Shamshurin AI, Razumov NG, Nazarov DV, Popovich AA. Structure Evolution of Ni36Al27Co37 Alloy in the Process of Mechanical Alloying and Plasma Spheroidization. Metals. 2021; 11(10):1557. https://doi.org/10.3390/met11101557
Chicago/Turabian StyleMazeeva, Alina K., Artem Kim, Nikolay E. Ozerskoi, Aleksey I. Shamshurin, Nikolay G. Razumov, Denis V. Nazarov, and Anatoliy A. Popovich. 2021. "Structure Evolution of Ni36Al27Co37 Alloy in the Process of Mechanical Alloying and Plasma Spheroidization" Metals 11, no. 10: 1557. https://doi.org/10.3390/met11101557