
On the Q&P Potential of a Commercial Spring Steel

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
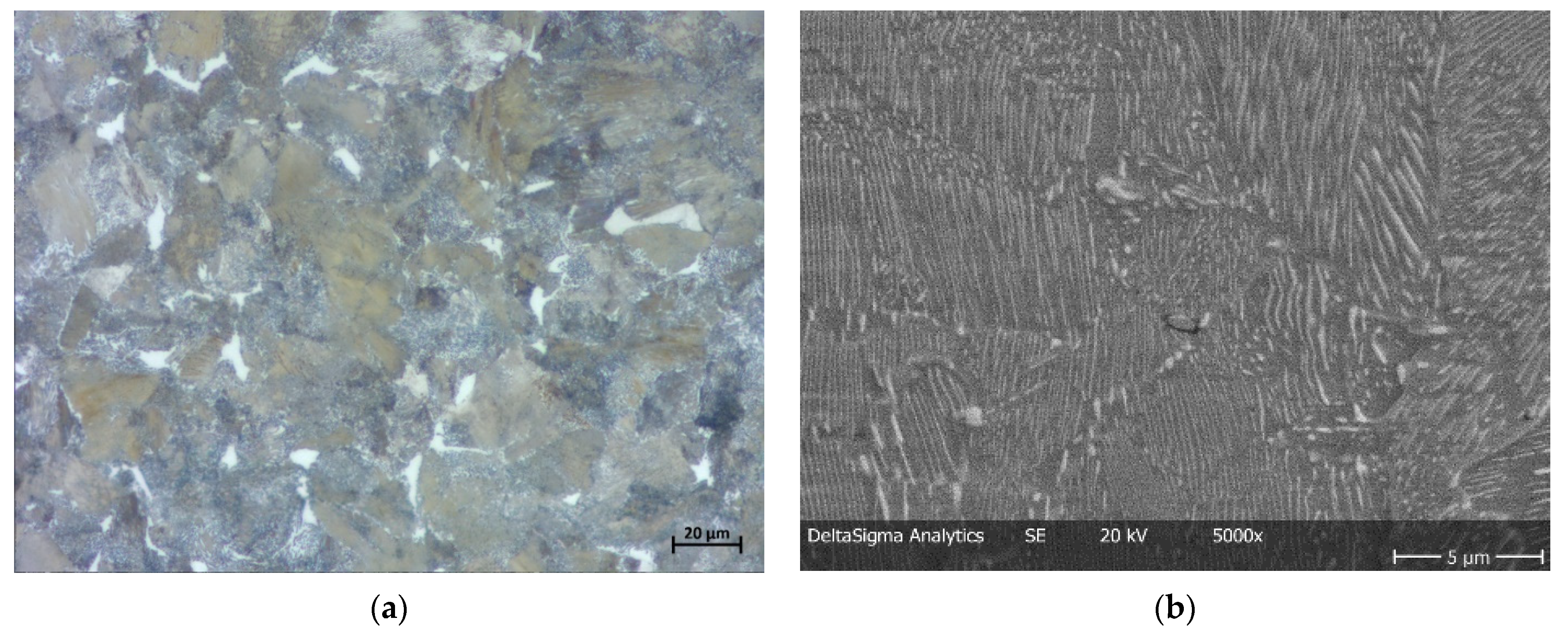
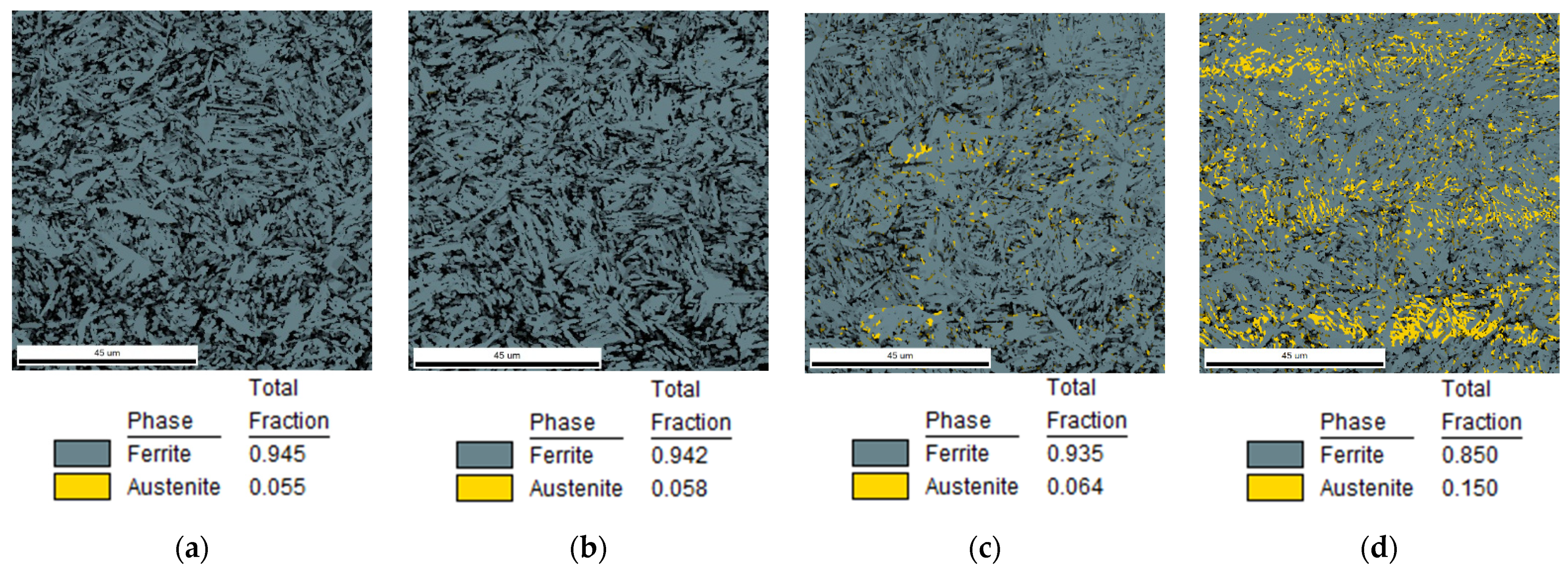
3.1. Microstructure
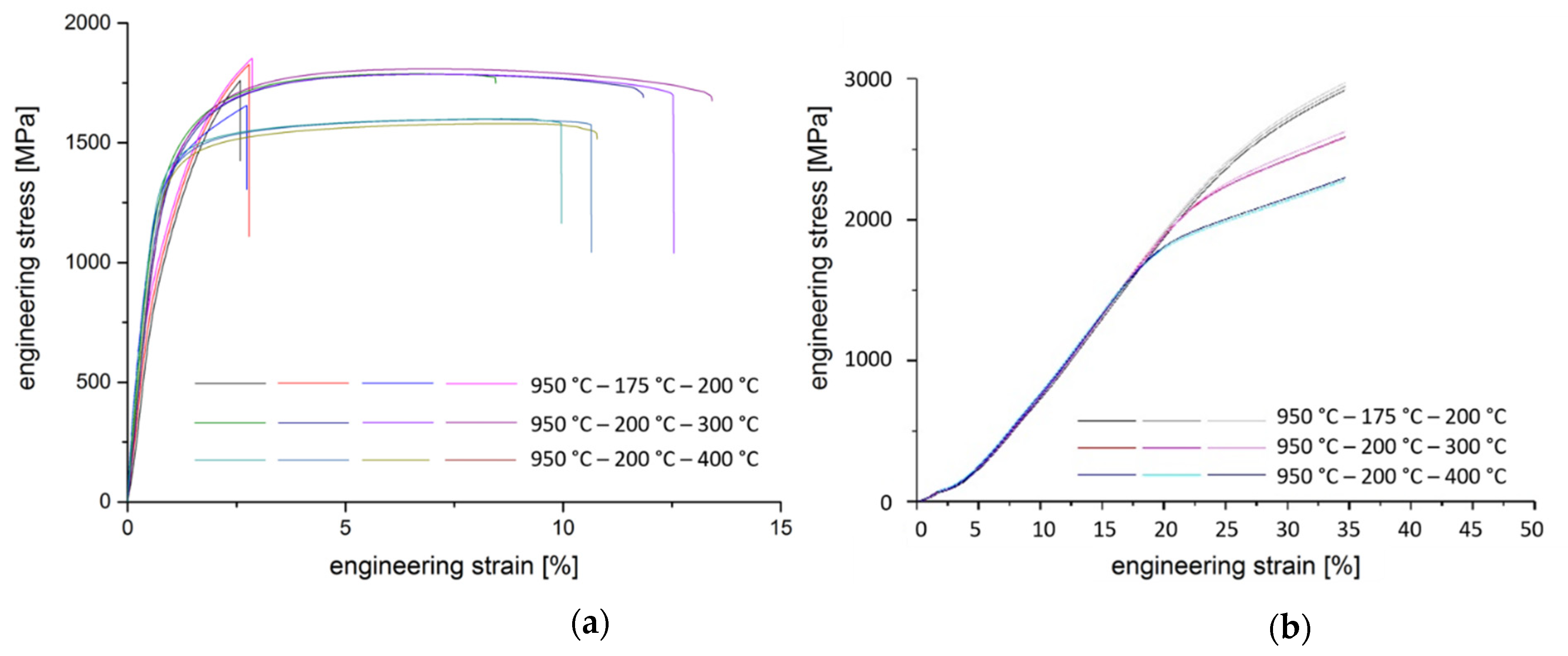
3.2. Mechanical Properties
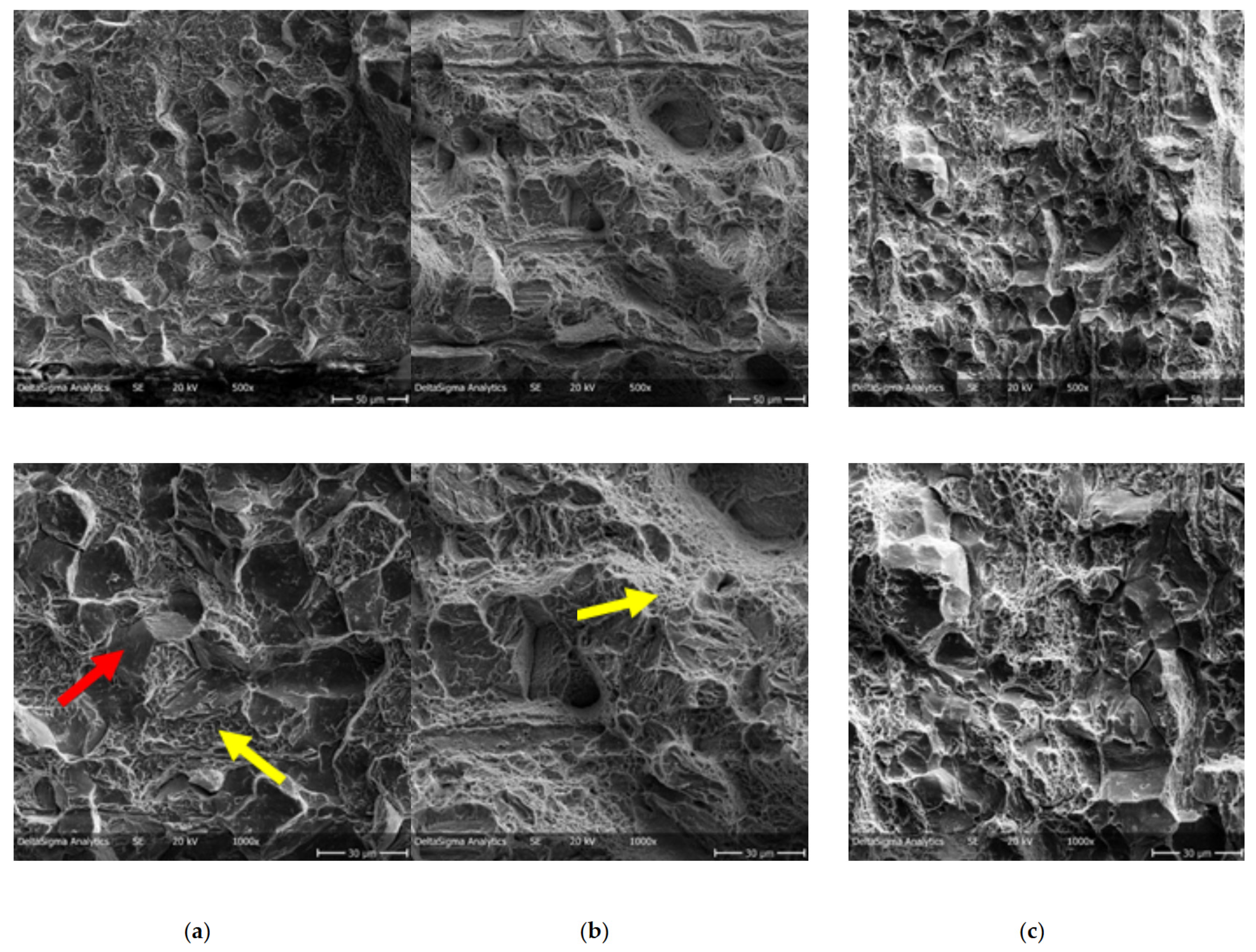
3.3. SEM Analysis of Fracture Surfaces
4. Conclusions
- The Q&P 1 condition (950 °C–175 °C–200 °C) exhibits results in mechanical testing and fracture surface analysis comparable to an only quenched brittle condition. Almost the same content and distribution of retained austenite from those two conditions can be an explanation for this result.
- The Q&P 2 condition (950 °C–200 °C–300 °C) exhibits the most remarkable results compared to the commercial heat treatment of this alloy. While the yield strength as well as the ultimate tensile strength were only slightly increasing, we were achieving a strong increase in ductility (+77%) compared to the actual performed heat treatment. Those observations can be rationalized with an increase and fine distribution of the retained martensite of this condition.
- The Q&P 3 condition (950 °C–200 °C–400 °C) was the most promising candidate from the view of amount of retained austenite in the microstructure after Q&P heat treatment. Considering the same quenching temperatures as Q&P 2 condition it is obvious that the increase in amount of retained austenite occurred during the partioning. In order to obtain stabilization of retained austenite and not to obtain more austenite the resulting mechanical properties were not as good as the Q&P 2 condition. Furthermore, higher temperatures at partitioning leads to more tempering of the quenched martensite.
- One can assume that not only volume fraction and fine distribution of retained austenite determines the potential of improving mechanical properties by Q&P in commercial alloys: also the process step when the retained austenite is developing as well as occurring parallel formation of carbides may strongly influence this potential.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Kinetics of the partitioning of carbon and substitutional alloying elements during quenching and partitioning (Q&P) processing of medium Mn steel. Acta Mater. 2016, 107, 354–365. [Google Scholar] [CrossRef]
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and partitioning martensite-A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- de Moor, E.; Lacroix, S.; Clarke, A.J.; Penning, J.; Speer, J.G. Effect of retained austenite stabilized via quench and partitioning on the strain hardening of martensitic steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Wang, L.; Speer, J.G. Quenching and Partitioning Steel Heat Treatment. Metallogr. Microstruct. Anal. 2013, 2, 268–281. [Google Scholar] [CrossRef] [Green Version]
- Arlazarov, A.; Bouaziz, O.; Masse, J.P.; Kegel, F. Characterization and modeling of mechanical behavior of quenching and partitioning steels. Mater. Sci. Eng. A 2015, 620, 293–300. [Google Scholar] [CrossRef]
- Arlazarov, A.; Ollat, M.; Masse, J.P.; Bouzat, M. Influence of partitioning on mechanical behavior of Q&P steels. Mater. Sci. Eng. A 2016, 661, 79–86. [Google Scholar] [CrossRef]
- Dieck, S.; Rosemann, P.; Kromm, A.; Halle, T. Reversed austenite for enhancing ductility of martensitic stainless steel. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Chemnitz, Germany, 16–17 March 2017; Volume 181. [Google Scholar]
- Yuan, L.; Ponge, D.; Wittig, J.; Choi, P.; Jiménez, J.A.; Raabe, D. Nanoscale austenite reversion through partitioning, segregation and kinetic freezing: Example of a ductile 2 GPa Fe-Cr-C steel. Acta Mater. 2012, 60, 2790–2804. [Google Scholar] [CrossRef] [Green Version]
- Raabe, D.; Sandlöbes, S.; Millán, J.; Ponge, D.; Assadi, H.; Herbig, M.; Choi, P.P. Segregation engineering enables nanoscale martensite to austenite phase transformation at grain boundaries: A pathway to ductile martensite. Acta Mater. 2013, 61, 6132–6152. [Google Scholar] [CrossRef]
- Smith, H.; West, D.R.F. The Reversion of Martensite to Austenite in Certain Stainless Steels. J. Mater. Sci. 1973, 8, 1413–1420. [Google Scholar] [CrossRef]
- Speer, J.G.; Rizzo Assunção, F.C.; Matlock, D.K.; Edmonds, D.V. The “Quenching and Partitioning” Process: Background and Recent Progress. Mater. Res. 2005, 8, 417–423. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.; Sietsma, J.; Santofimia, M.J. The role of silicon in carbon partitioning processes in martensite/austenite microstructures. Mater. Des. 2017, 127, 336–345. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; Estrin, Y.; De Cooman, B.C. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar] [CrossRef]
- Pierce, D.T.; Coughlin, D.R.; Williamson, D.L.; Clarke, K.D.; Clarke, A.J.; Speer, J.G.; De Moor, E. Characterization of transition carbides in quench and partitioned steel microstructures by Mössbauer spectroscopy and complementary techniques. Acta Mater. 2015, 90, 417–430. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Lu, Y.; Wang, C.; Li, S.; Chen, L. Phase Stability of Residual Austenite in 60Si2Mn Steels Treated by Quenching and Partitioning. J. Iron Steel Res. 2011, 18, 70–74. [Google Scholar] [CrossRef]
- Meiqui, O.; Chunlin, Y.; Jie, Z.; Qifan, X.; Huina, Q. Influence of Cr content and Q–P–T process on the microstructure and properties of cold-coiled spring steel. J. Alloys Compd. 2017, 697, 43–54. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Wu, K.M.; Azarkhov, A.Y.; Chabak, Y.G.; Greshta, V.L.; Isayev, O.B.; Pomazkov, M.V. Effects of stress relief tempering on microstructure and tensile/impact behavior of quenched and partitioned commercial spring steel. Mater. Sci. Eng. A 2019, 745, 307–318. [Google Scholar] [CrossRef]
- Wang, X.D.; Zhong, N.; Rong, Y.H.; Hsu, T.Y.; Wang, L. Novel ultrahigh-strength nanolath martensitic steel by quenching-partitioning-tempering process. J. Mater. Res. 2009, 24, 260–267. [Google Scholar] [CrossRef]
- Dieck, S.; Ecke, M.; Rosemann, P.; Fritsch, S.; Wagner, M.F.-X.; Halle, T. Strength Differential Effect in Martensitic Stainless Steel Under Quenching and Partitioning Heat Treatment Condition. In Plasticity, Damage and Fracture in Advanced Materials; Altenbach, H., Brünig, M., Kowalewski, Z.L., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 35–42. ISBN 978-3-030-34851-9. [Google Scholar]
- Hsu, T.Y.; Jin, X.J.; Rong, Y.H. Strengthening and toughening mechanisms of quenching-partitioning-tempering (Q-P-T) steels. J. Alloys Compd. 2013, 577, S568–S571. [Google Scholar] [CrossRef]
- Wilke, A.; Dieck, S.; Härtel, M.; Lampke, T.; Halle, T. Microstructural characterization of quenched and partitioned commercial medium carbon steel. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Magdeburg, Germany, 7–8 September 2020; Volume 882. [Google Scholar]
- Härtel, M.; Illgen, C.; Bruder, E.; Frint, P.; Wagner, M.F.-X. Microstructural evolution during uniaxial tension-compression in-plane deformation of an IF steel. Mater. Sci. Eng. A 2019, 744, 652–660. [Google Scholar] [CrossRef]
- Härtel, M.; Illgen, C.; Frint, P.; Wagner, M. On the PLC Effect in a Particle Reinforced AA2017 Alloy. Metals 2018, 8, 88. [Google Scholar] [CrossRef] [Green Version]
- Härtel, M.; Pfeiffer, S.; Schmaltz, S.; Söhngen, B.; Kulawinski, D.; Willner, K.; Henkel, S.; Biermann, H.; Wagner, M.F.-X. On the identification of an effective cross section for a cruciform specimen. Strain 2018, 54, e12257. [Google Scholar] [CrossRef]
- Spitzig, W.A.; Sober, R.J.; Richmond, O. Pressure dependence of yielding and associated volume expansion in tempered martensite. Acta Metall. 1975, 23, 885–893. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Cu | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.54 | 1.45 | 0.71 | 0.63 | 0.04 | 0.06 | <0.01 | <0.01 | Bal. |
| Specimen | QT [°C] | PT [°C] | Pt [s] |
|---|---|---|---|
| Quenched | RT | - | - |
| Q&P 1 | 175 | 250 | 600 |
| Q&P 2 | 200 | 300 | 600 |
| Q&P 3 | 200 | 400 | 600 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Härtel, M.; Wilke, A.; Dieck, S.; Landgraf, P.; Grund, T.; Lampke, T.; Neukirchner, H.; Halle, T.; Wappler, S. On the Q&P Potential of a Commercial Spring Steel. Metals 2021, 11, 1612. https://doi.org/10.3390/met11101612
Härtel M, Wilke A, Dieck S, Landgraf P, Grund T, Lampke T, Neukirchner H, Halle T, Wappler S. On the Q&P Potential of a Commercial Spring Steel. Metals. 2021; 11(10):1612. https://doi.org/10.3390/met11101612
Chicago/Turabian StyleHärtel, Markus, Alisa Wilke, Sebastian Dieck, Pierre Landgraf, Thomas Grund, Thomas Lampke, Heiko Neukirchner, Thorsten Halle, and Sebastian Wappler. 2021. "On the Q&P Potential of a Commercial Spring Steel" Metals 11, no. 10: 1612. https://doi.org/10.3390/met11101612