Microstructure and Mechanical Properties of Friction Stir Welded AA6061/AA6061 + 40 vol% SiC Plates


 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
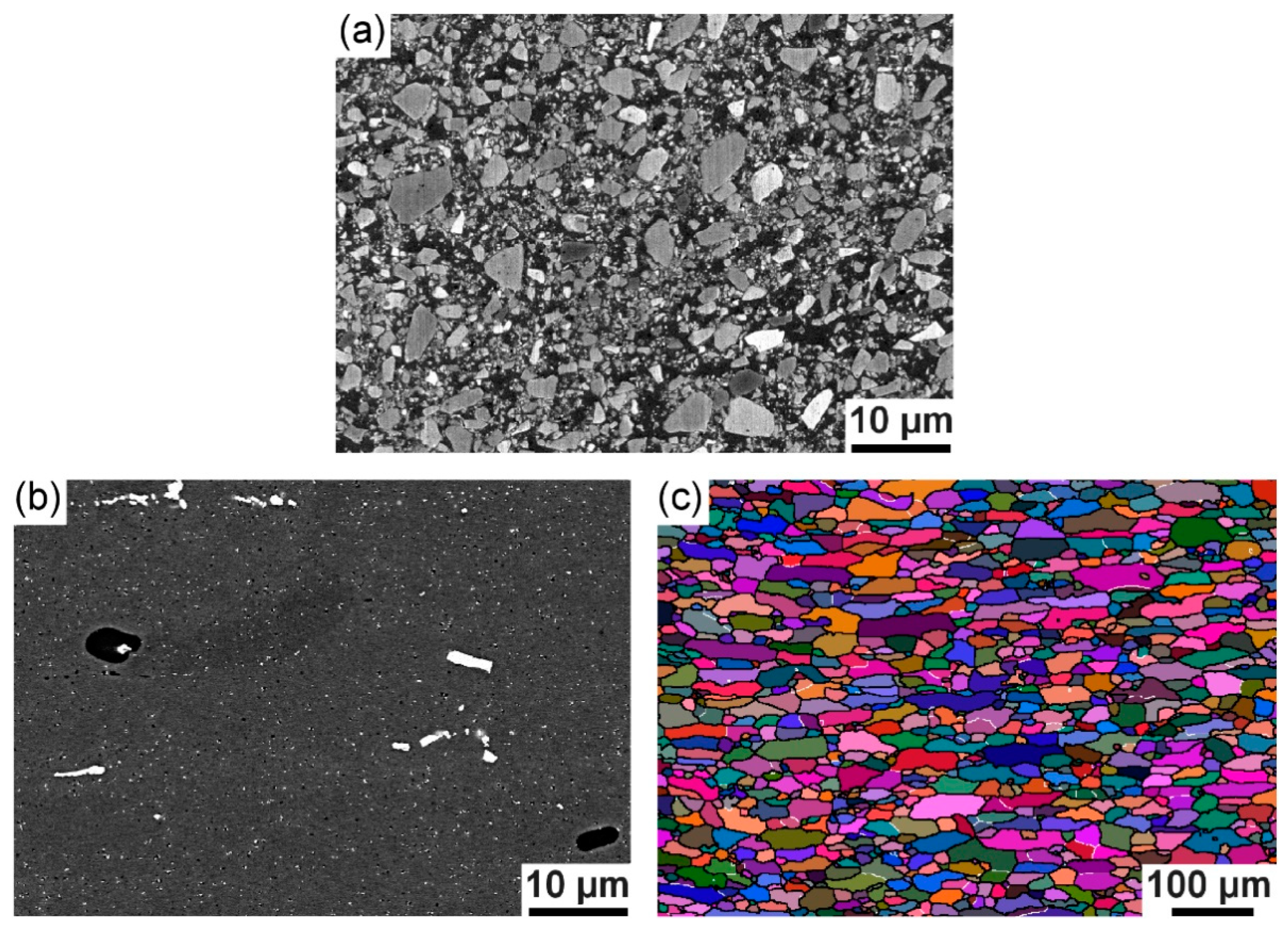
3.1. As-Received Materials
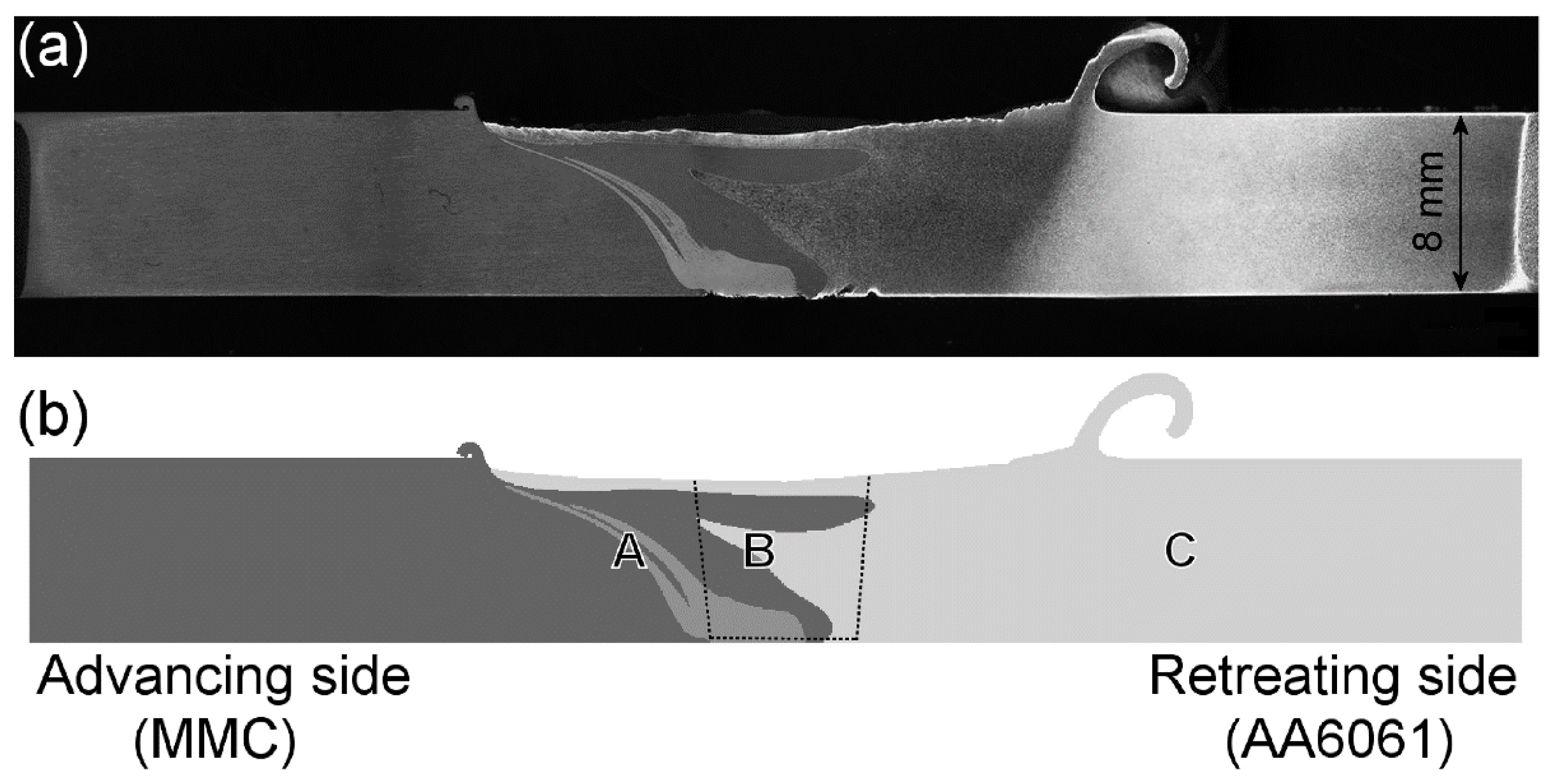
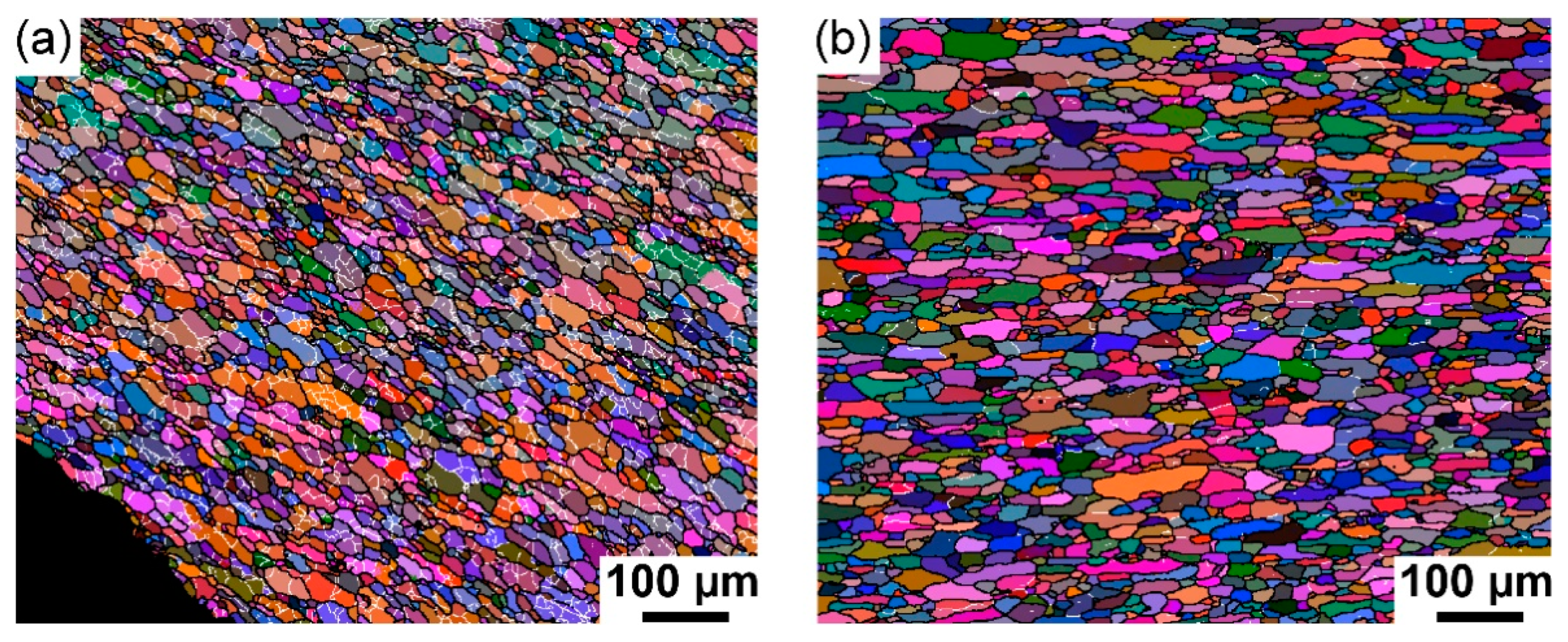
3.2. Microstructure after FSW
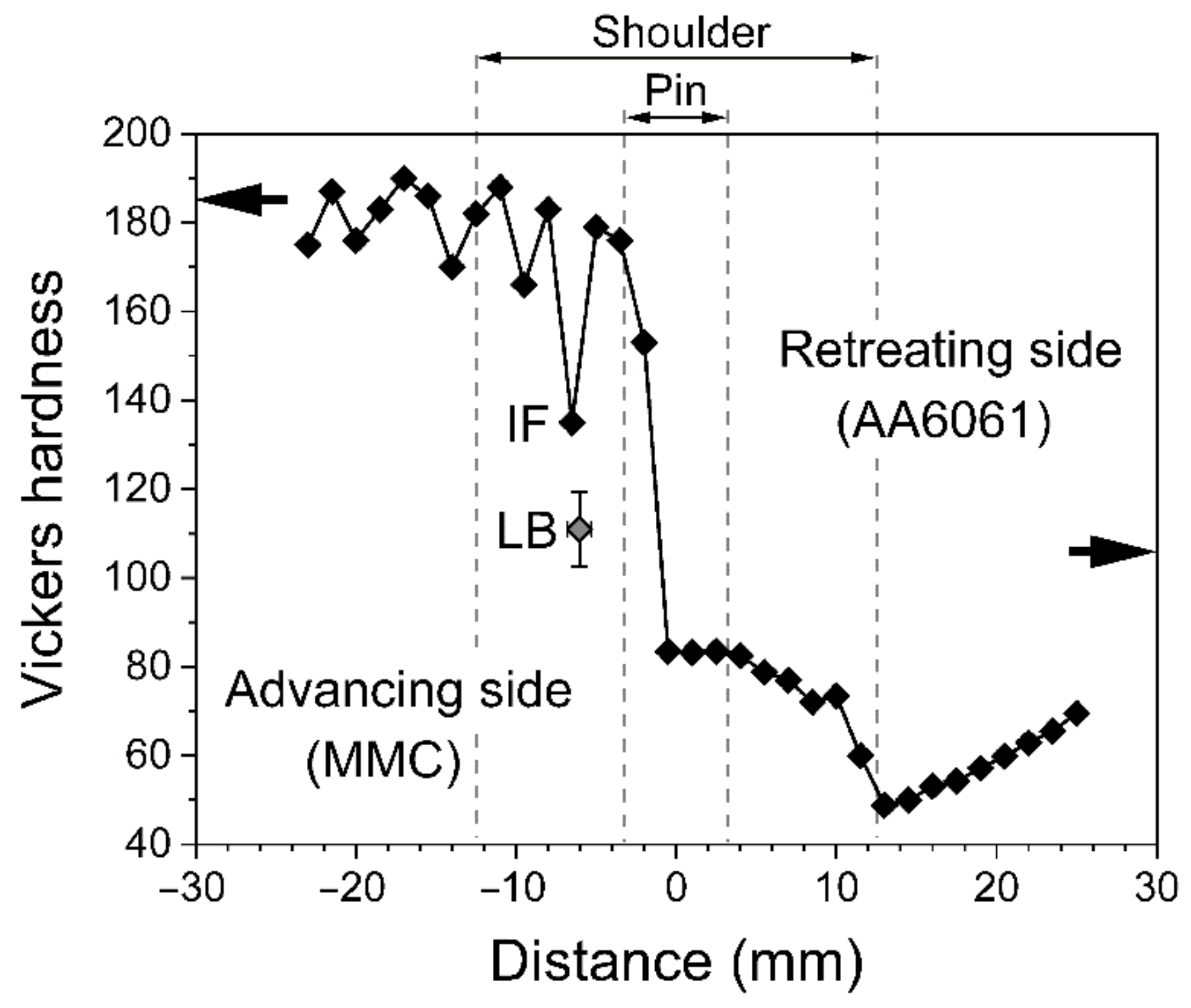
3.3. Variation of Hardness in the Welded Plate
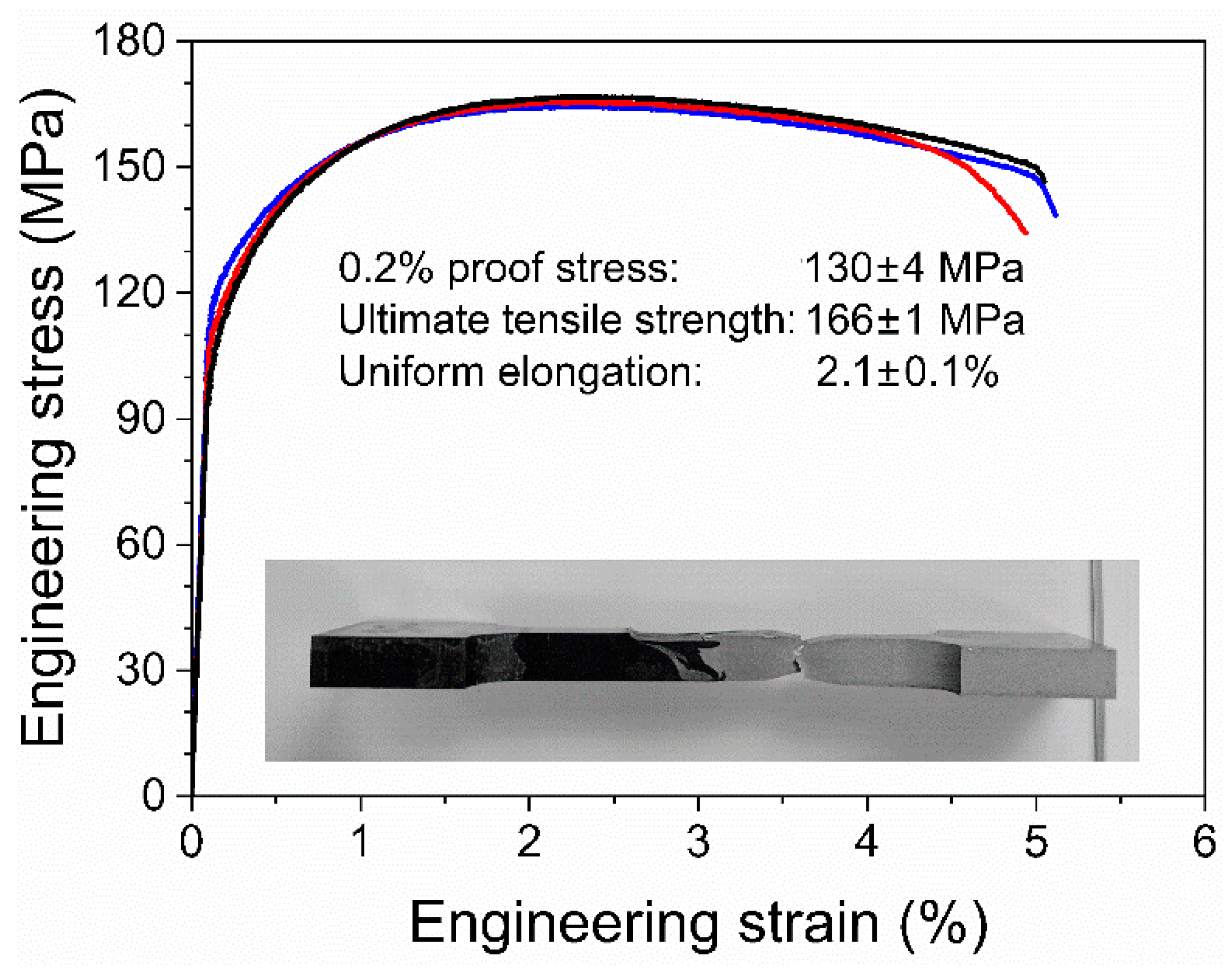
3.4. Tensile Test Data
4. Conclusions
- (1)
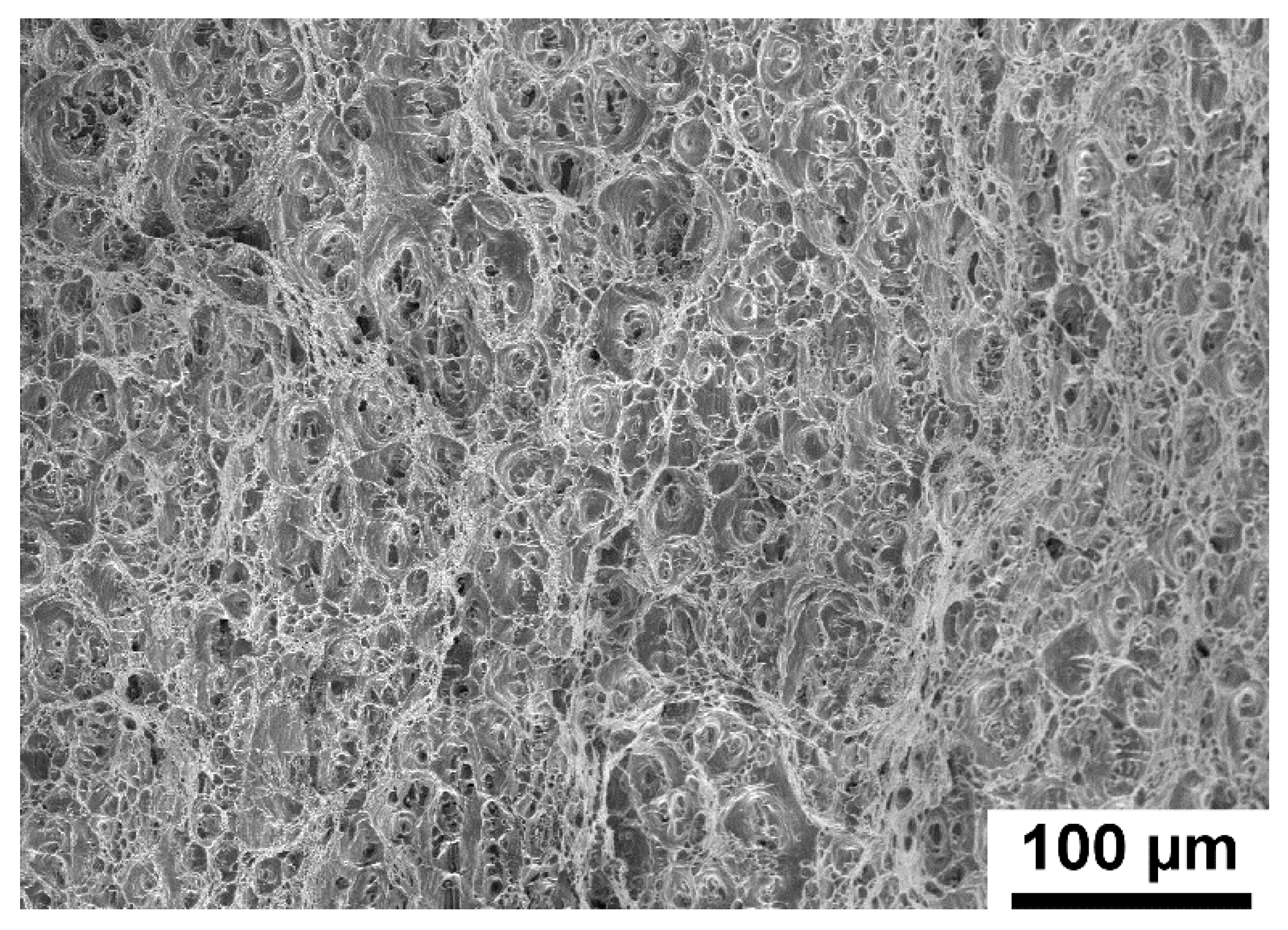
- FSW of a 8-mm-thick AA6061 + 40 vol% SiC MMC plate to an AA6061-T651 alloy plate results in sound butt joints free of cavities and cracks. The joints withstand tensile testing, with failure taking place in a soft region of the heat-affected zone on the alloy side. The average tensile strength in the welded plates is measured to be 166 MPa and the uniform elongation is 2.1%.
- (2)
- The microstructure in the stir zone on the alloy side is refined by deformation-induced boundaries and is harder than the heat-affected zone. The frequency of low-angle boundaries near the joint is 35% and the average (sub)grain size is 9 µm.
- (3)
- The MMC side of the welded plate contains curved bands where the frequency of SiC particles and hardness are both significantly lower than those in any other region of the MMC plate. It is suggested that these bands are produced by transporting the alloy material to the MMC plate where the alloy is mechanically mixed with the MMC.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murr, L.E. A Review of FSW research on dissimilar metal and alloy systems. J. Mater. Eng. Perform. 2010, 19, 1071–1089. [Google Scholar] [CrossRef]
- Simar, A.; Avettand-Fènoël, M.-N. State of the art about dissimilar metal friction stir welding. Sci. Technol. Weld. Join. 2016, 22, 389–403. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Y.; Lados, D.A. Friction stir welding of dissimilar Al/Al and Al/Non-Al alloys: A Review. Met. Mater. Trans. A 2018, 49, 2097–2117. [Google Scholar] [CrossRef]
- Peng, G.; Yan, Q.; Hu, J.; Chen, P.; Chen, Z.; Zhang, T. Effect of forced air cooling on the microstructures, tensile strength, and hardness distribution of dissimilar friction stir welded AA5A06-AA6061 joints. Metals 2019, 9, 304. [Google Scholar] [CrossRef] [Green Version]
- Peng, G.; Ma, Y.; Hu, J.; Jiang, W.; Huan, Y.; Chen, Z.; Zhang, T. Nanoindentation hardness distribution and strain field and fracture evolution in dissimilar friction stir-welded AA 6061-AA 5A06 aluminum alloy joints. Adv. Mater. Sci. Eng. 2018, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Park, S.; Joo, Y.; Kang, M. Effect of backing plate materials in micro-friction stir butt welding of dissimilar AA6061-T6 and AA5052-H32 aluminum alloys. Metals 2020, 10, 933. [Google Scholar] [CrossRef]
- Wert, J. Microstructures of friction stir weld joints between an aluminium-base metal matrix composite and a monolithic aluminium alloy. Scr. Mater. 2003, 49, 607–612. [Google Scholar] [CrossRef]
- Xiao, B.; Wang, D.; Bi, J.; Zhang, Z.; Ma, Z. Friction stir welding of SiCp/Al composite and 2024 Al alloy. Mater. Sci. Forum 2010, 638, 1500–1505. [Google Scholar] [CrossRef]
- Yahya, B.; Serdal, D.; Bozkurt, Y.; Duman, S. The effect of welding parameters on the mechanical and microstructural properties of friction stir welded dissimilar AA 3003-H24 and 2124/SiC/25p-T4 alloy joints. Sci. Res. Essays 2011, 6, 3702–3716. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Gougeon, P.; Chen, X.-G. Microstructure evolution and mechanical properties of dissimilar friction stir welded joints between AA1100-B4C MMC and AA6063 alloy. Mater. Sci. Eng. A 2012, 553, 149–156. [Google Scholar] [CrossRef]
- Moharami, A.; Razaghian, A.; Babaei, B.; Ojo, O.; Šlapáková, M. Role of Mg2Si particles on mechanical, wear, and corrosion behaviors of friction stir welding of AA6061-T6 and Al-Mg2Si composite. J. Compos. Mater. 2020, 54, 4035–4057. [Google Scholar] [CrossRef]
- Öztoprak, N.; Yeni, C.E.; Kiral, B.G. Effects of post-weld heat treatment on the microstructural evolution and mechanical properties of dissimilar friction stir welded AA6061+SiCp/AA6061-O joint. Lat. Am. J. Solids Struct. 2018, 15, 49. [Google Scholar] [CrossRef]
- Öztoprak, N.; Yeni, Ç.E.; Kıral, B.G. Dissimilar friction stir butt welding of AA6061-T6 and AA6061/SiCp composite: Microstructural characteristics, impact toughness, hardness, strength under transverse impact. Trans. Indian Inst. Met. 2018, 72, 511–521. [Google Scholar] [CrossRef]
- Cioffi, F.; Ibañez, J.; Fernandez, R.; González-Doncel, G. The effect of lateral off-set on the tensile strength and fracture of dissimilar friction stir welds, 2024Al alloy and 17%SiC/2124Al composite. Mater. Des. 2015, 65, 438–446. [Google Scholar] [CrossRef] [Green Version]
- Fernández, R.; Ibáñez, J.; Cioffi, F.; Verdera, D.; González-Doncel, G. Friction stir welding of 25%SiC/2124Al composite with optimal mechanical properties and minimal tool wear. Sci. Technol. Weld. Join. 2017, 22, 526–535. [Google Scholar] [CrossRef]
- Liu, F.; Ma, Z. Influence of tool dimension and welding parameters on microstructure and mechanical properties of friction-stir-welded 6061-T651 aluminum alloy. Met. Mater. Trans. A 2008, 39, 2378–2388. [Google Scholar] [CrossRef]
- Feng, A.; Chen, D.; Ma, Z. Microstructure and low-cycle fatigue of a friction-stir-welded 6061 aluminum alloy. Met. Mater. Trans. A 2010, 41, 2626–2641. [Google Scholar] [CrossRef]
- Maisonnette, D.; Suery, M.; Nelias, D.; Chaudet, P.; Epicier, T. Effects of heat treatments on the microstructure and mechanical properties of a 6061 aluminium alloy. Mater. Sci. Eng. A 2011, 528, 2718–2724. [Google Scholar] [CrossRef] [Green Version]
- Sato, Y.S.; Kokawa, H. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Met. Mater. Trans. A 2001, 32, 3023–3031. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Met. Mater. Trans. A 2002, 33, 625–635. [Google Scholar] [CrossRef]
- Fonda, R. Development of grain structure during friction stir welding. Scr. Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Mishin, O.; Östensson, L.; Godfrey, A. Comparative microstructural characterization of a friction-stir-welded aluminum alloy using TEM and SEM-based techniques. Met. Mater. Trans. A 2006, 37, 489–496. [Google Scholar] [CrossRef]
- Lim, S.; Kim, S.; Lee, C.-G.; Kim, S. Tensile behavior of friction-stri-welded Al 6061-T651. Met. Mater. Trans. A 2004, 35, 2829–2835. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | d (µm) | Aspect Ratio | Fraction of LABs (%) |
|---|---|---|---|
| Stir zone | 9 | 1.7 | 35 |
| HAZ | 15 | 2.3 | 5 |
| Base material | 15 | 2.2 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Señorís-Puentes, S.; Serrano, R.F.; González-Doncel, G.; Hattel, J.H.; Mishin, O.V. Microstructure and Mechanical Properties of Friction Stir Welded AA6061/AA6061 + 40 vol% SiC Plates. Metals 2021, 11, 206. https://doi.org/10.3390/met11020206
Señorís-Puentes S, Serrano RF, González-Doncel G, Hattel JH, Mishin OV. Microstructure and Mechanical Properties of Friction Stir Welded AA6061/AA6061 + 40 vol% SiC Plates. Metals. 2021; 11(2):206. https://doi.org/10.3390/met11020206
Chicago/Turabian StyleSeñorís-Puentes, Sara, Ricardo Fernández Serrano, Gaspar González-Doncel, Jesper Henri Hattel, and Oleg V. Mishin. 2021. "Microstructure and Mechanical Properties of Friction Stir Welded AA6061/AA6061 + 40 vol% SiC Plates" Metals 11, no. 2: 206. https://doi.org/10.3390/met11020206