
Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing of Inert Gas through the Rotating Impeller




Abstract
:1. Introduction
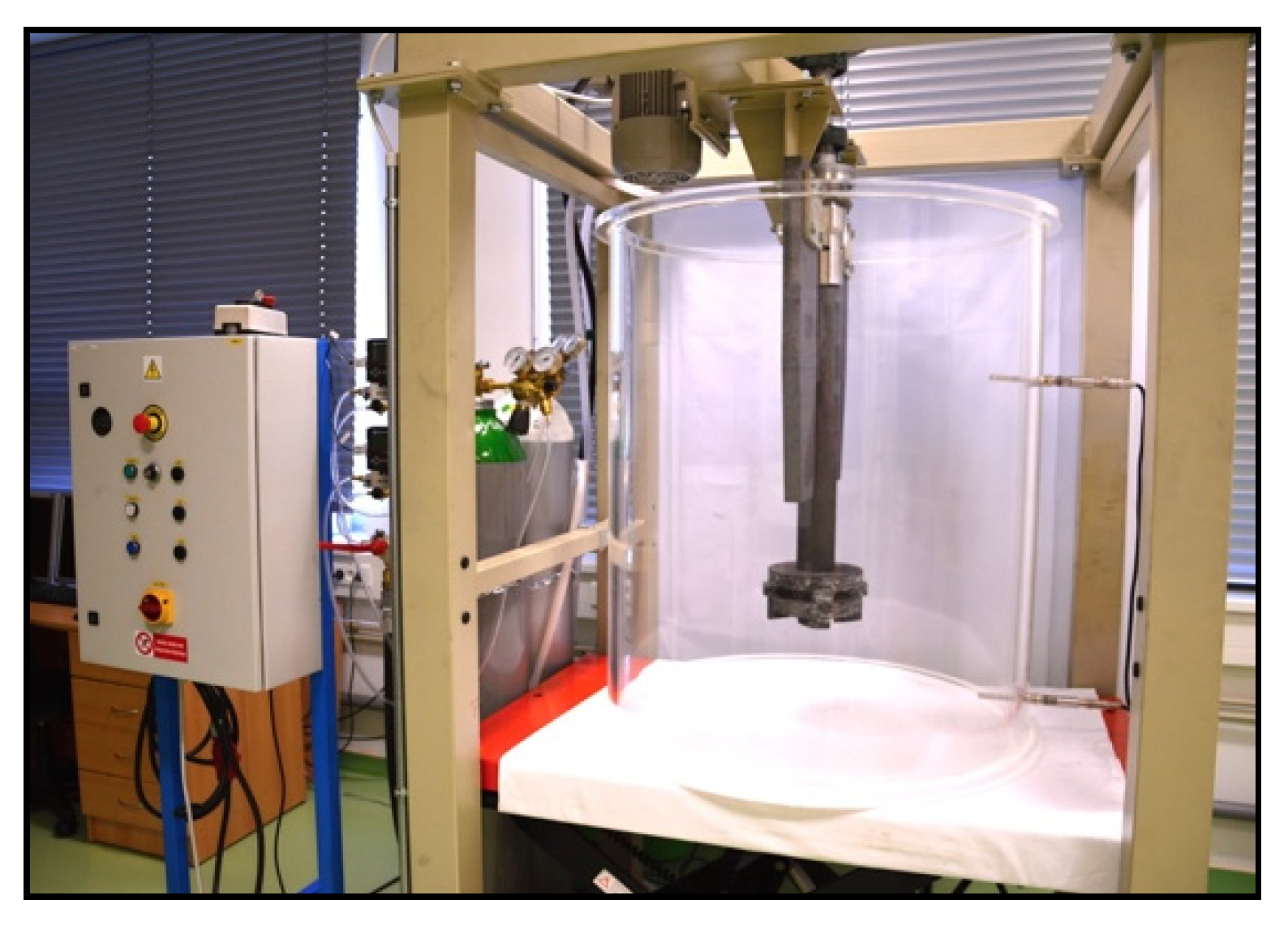
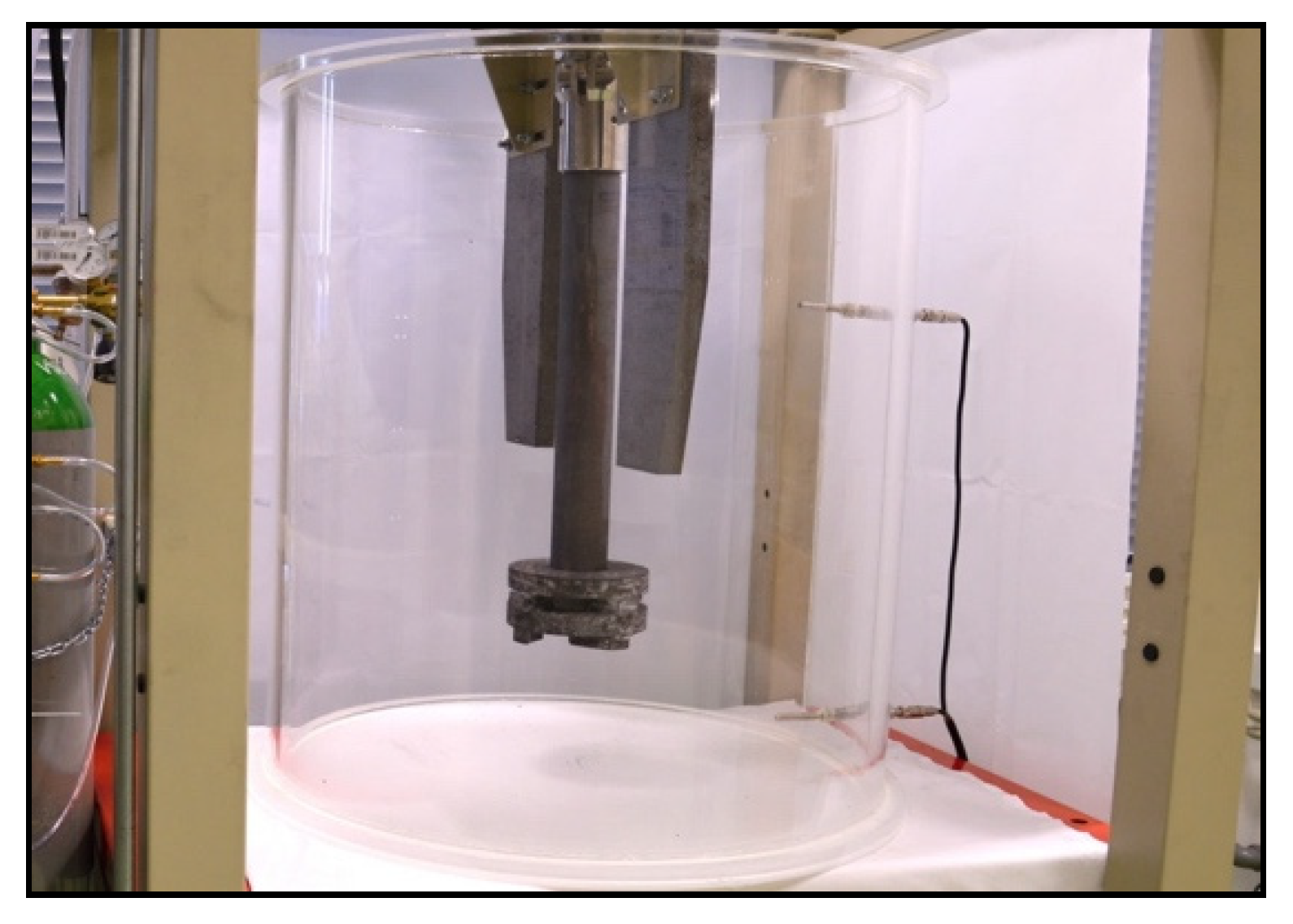
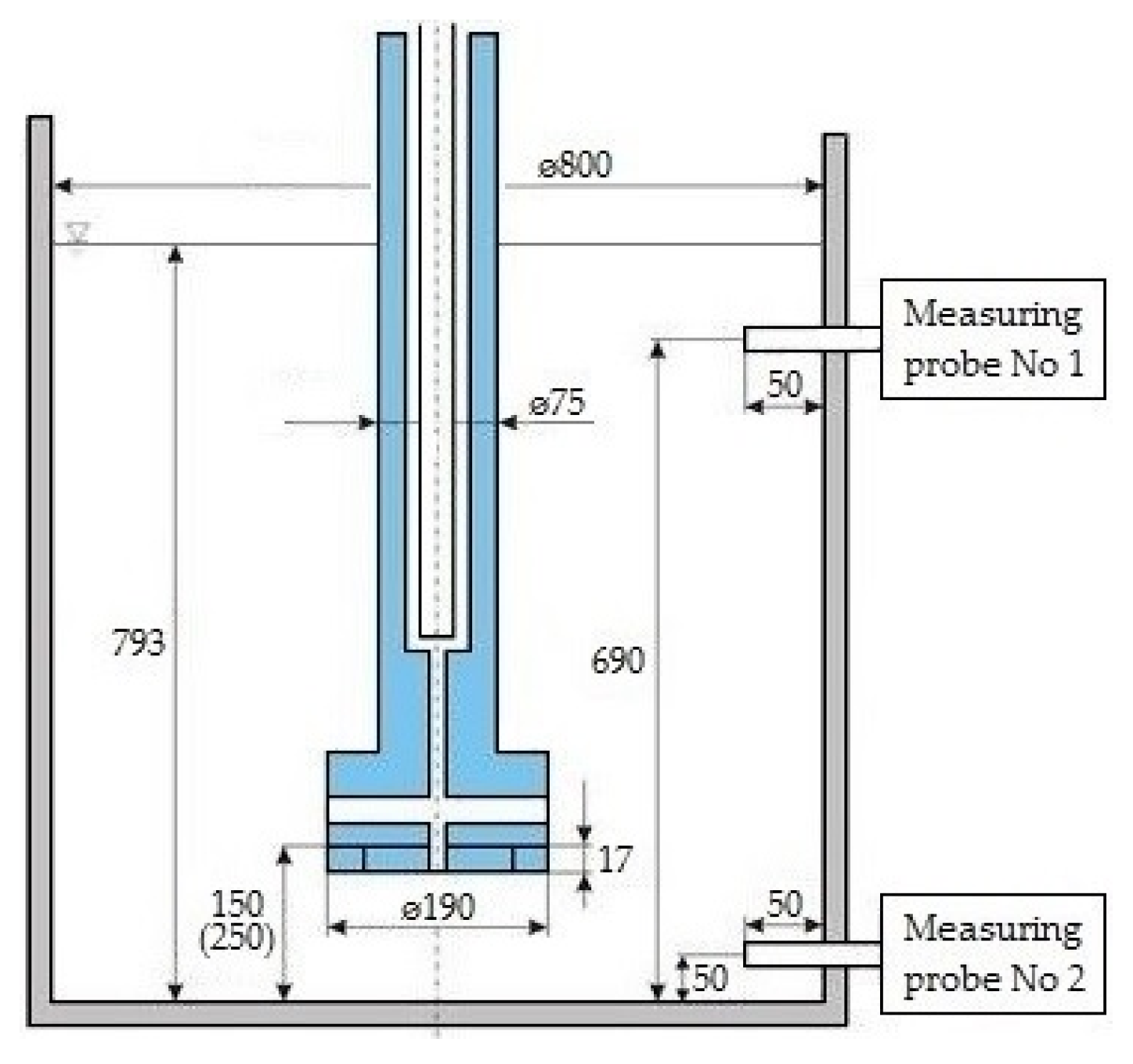
2. Experimental Conditions of Physical Modelling
- rotary impeller speeds,
- flow rate of inert gas,
- impeller variant, and
- distance of the impeller from the bottom of the refining ladle.
3. Results and Discussion
3.1. The Comparison of Experiments by Use of Combined Graphs
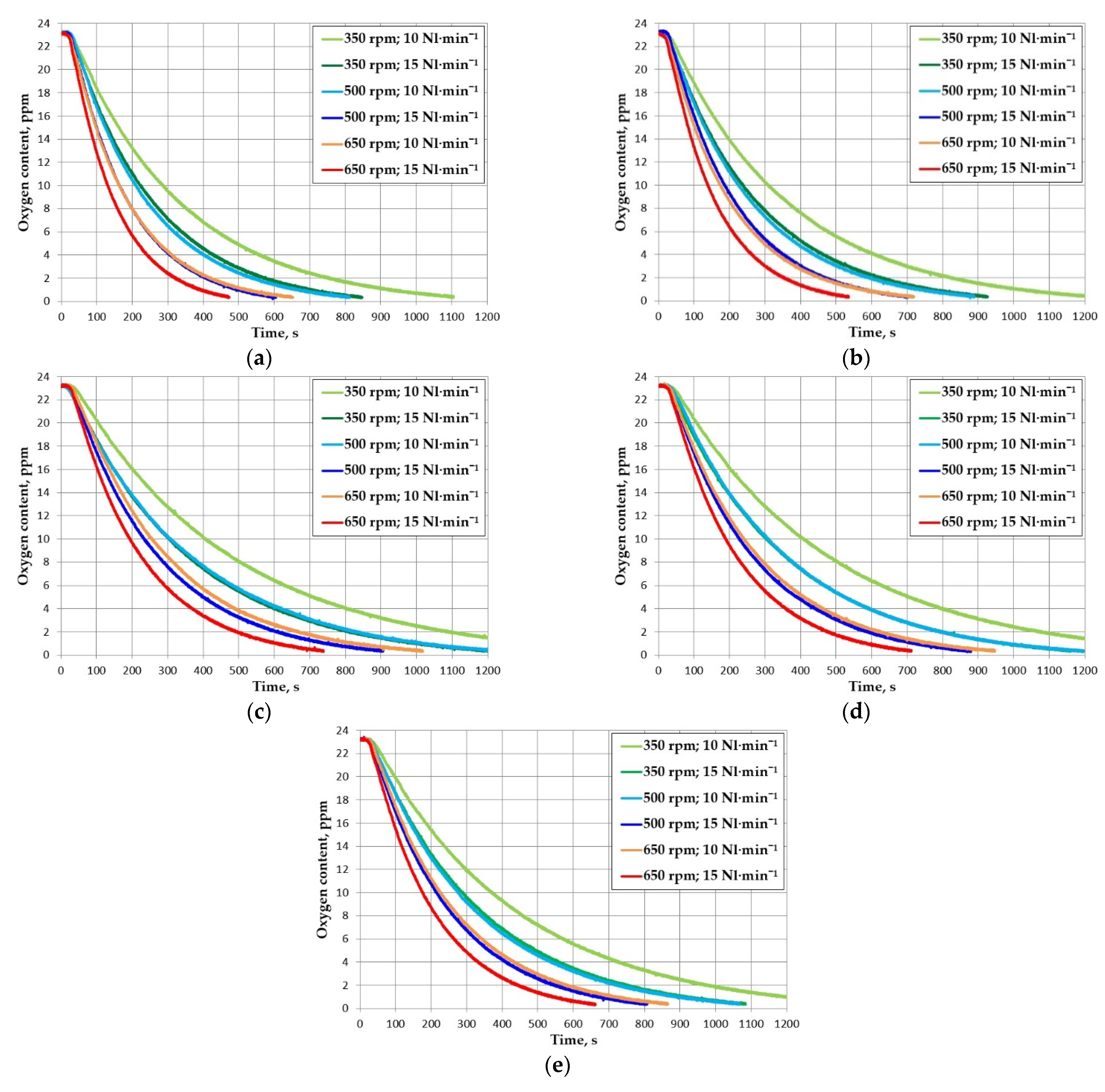
3.1.1. The Influence of Rotary Impeller Speeds and Flow Rate of Inert Gas for the Individual Impellers
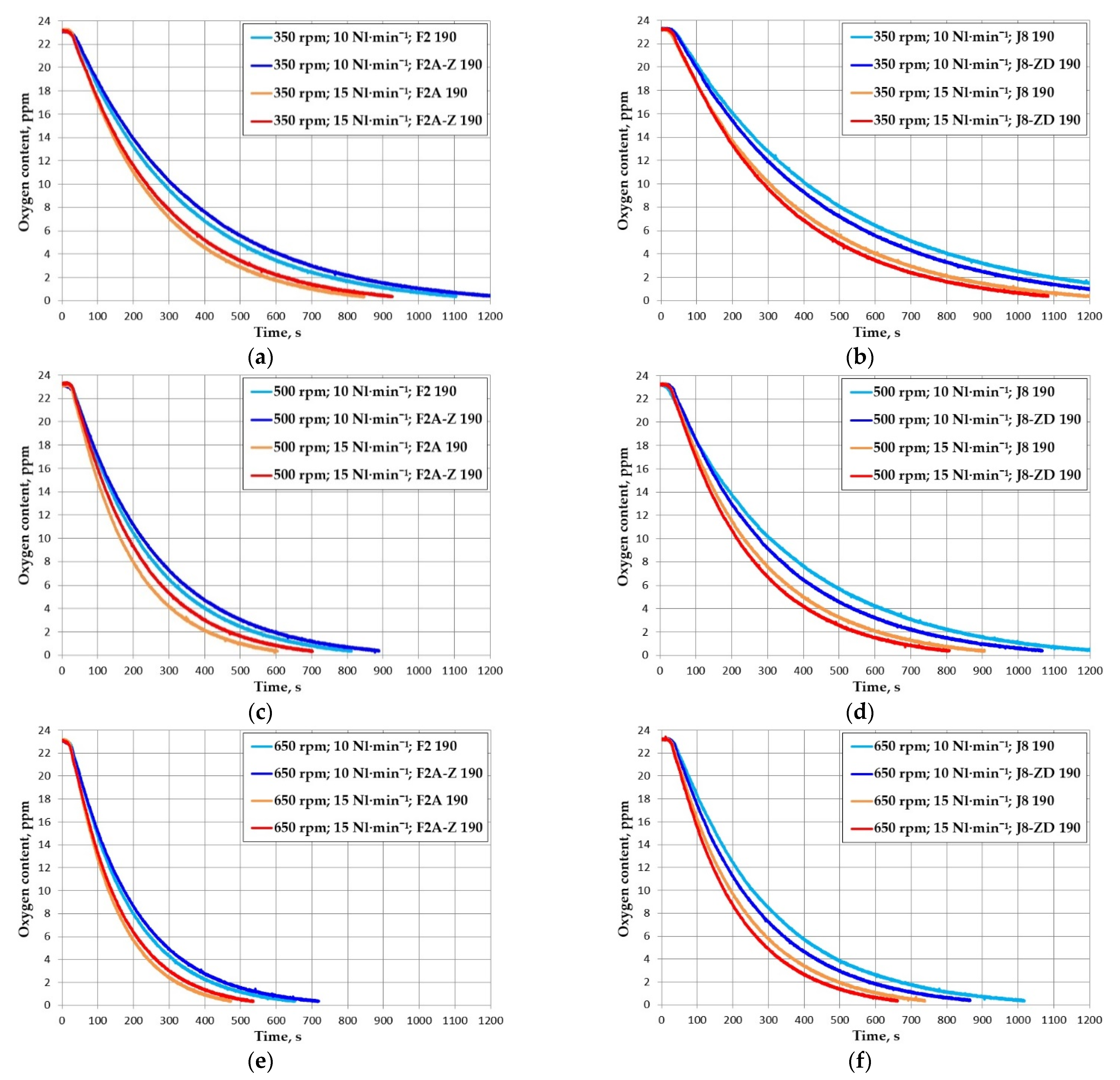
3.1.2. The Comparison of Individual Impellers
3.1.3. Effect of Impeller Distance from the Ladle Bottom
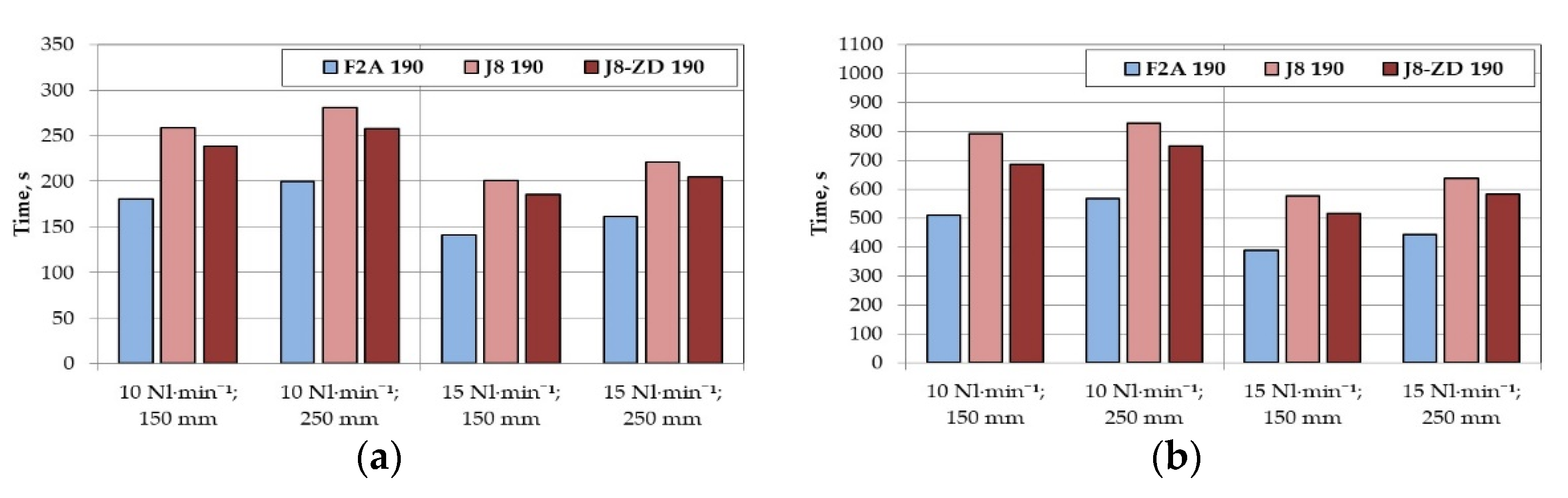
3.2. Comparison of the Results Based on the Time to Reach the Dimensionless Concentration
- rotary impeller speeds, volume flow rate of inert gas, and impeller geometry, and
- distance of the impeller from the bottom of the ladle.
3.2.1. Influence of Rotary Impeller Speeds, Volume Flow Rate of Inert Gas and Impeller Geometry
3.2.2. Influence of the Distance of the Impeller from the Bottom of the Ladle
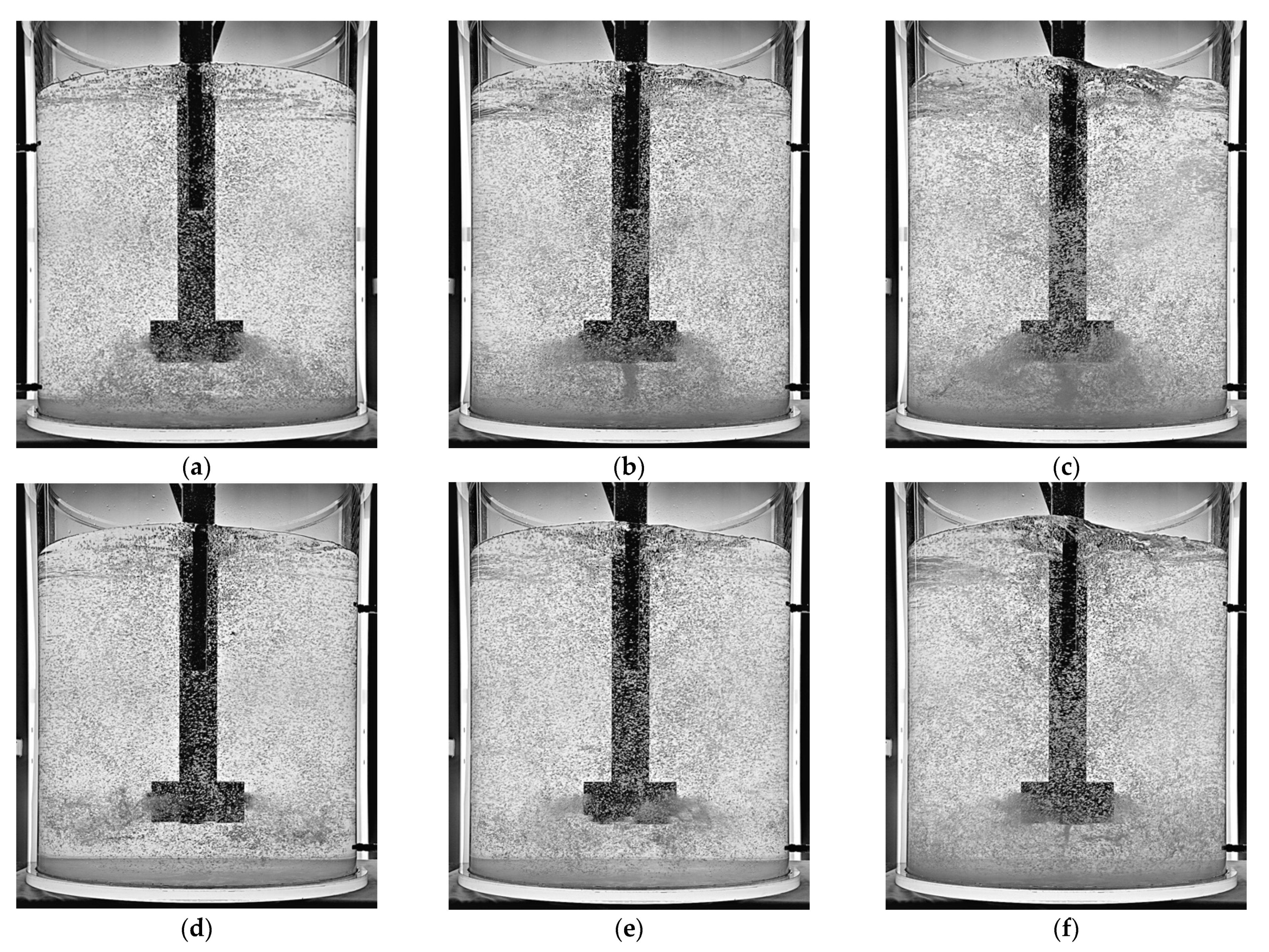
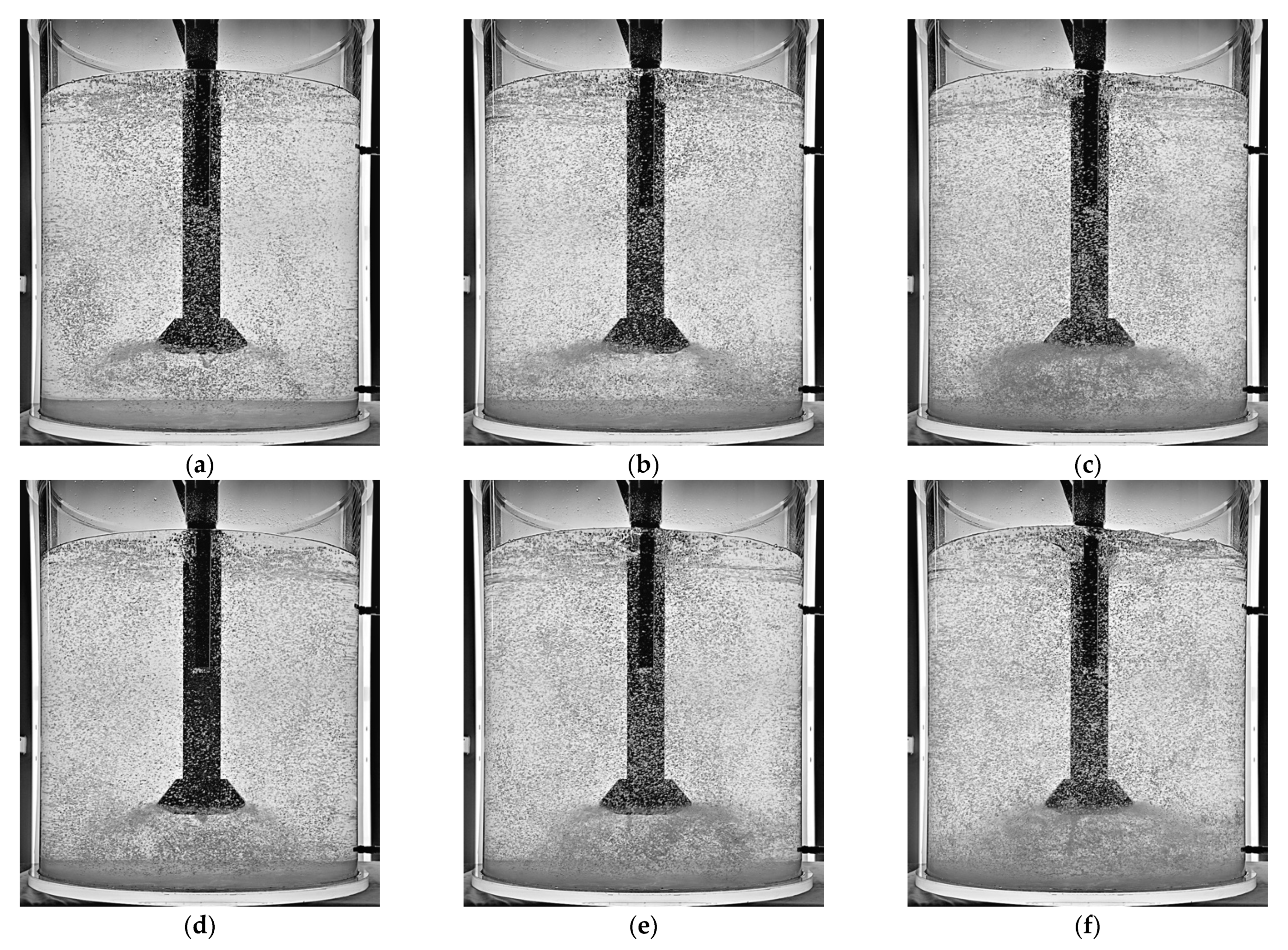
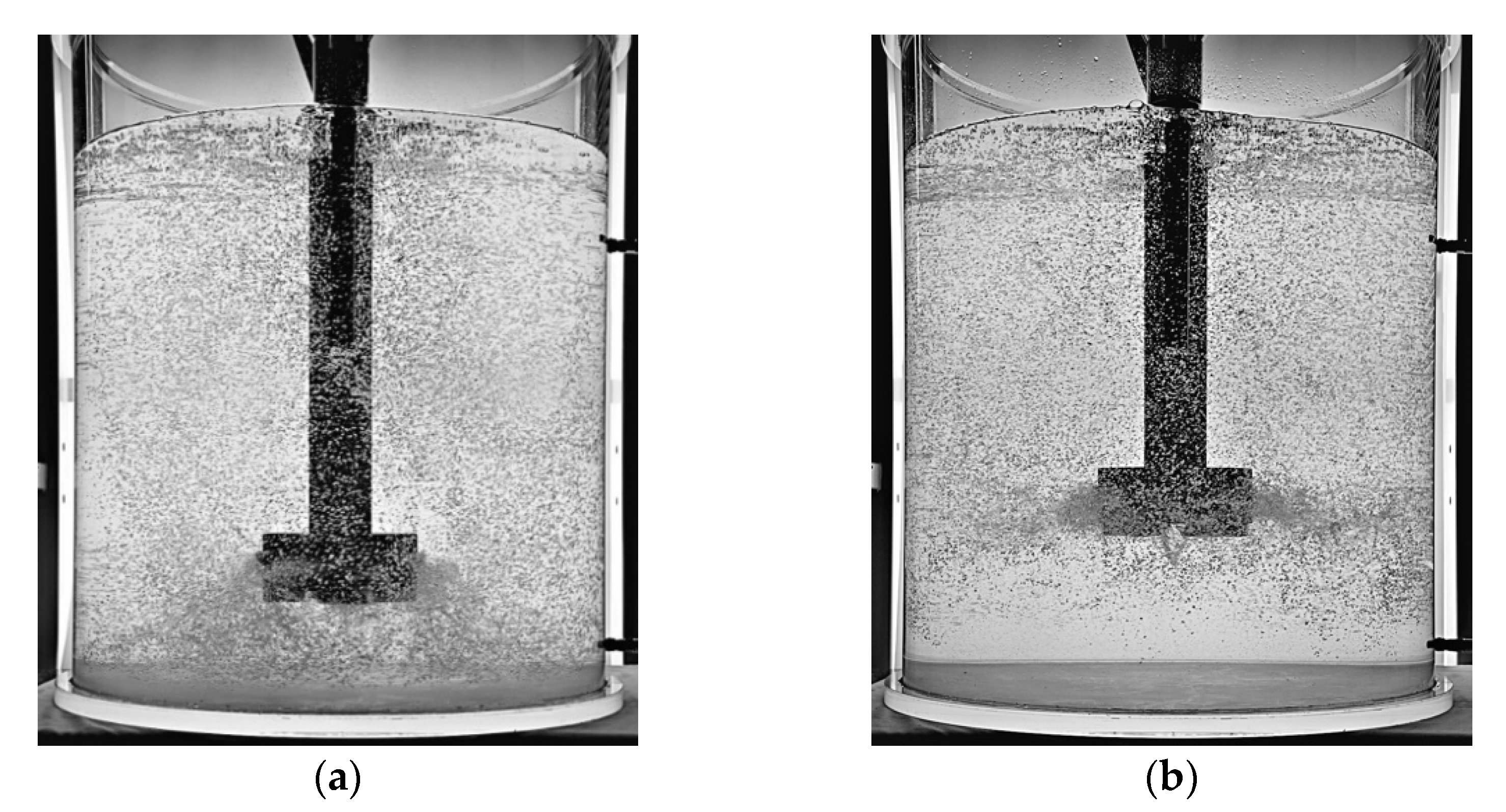
3.3. Visualization Monitoring
4. Conclusions
- The rotary impeller speed has a very significant effect on the efficiency of the whole bath degassing process. The increased flow rate of inert gas also has an influence.
- Approximately the same positive effect as the increase rotary speeds by 150 rpm can also be achieved by increasing the flow rate of inert gas from 10 to 15 Nl·min−1 without changing the rotary speeds.
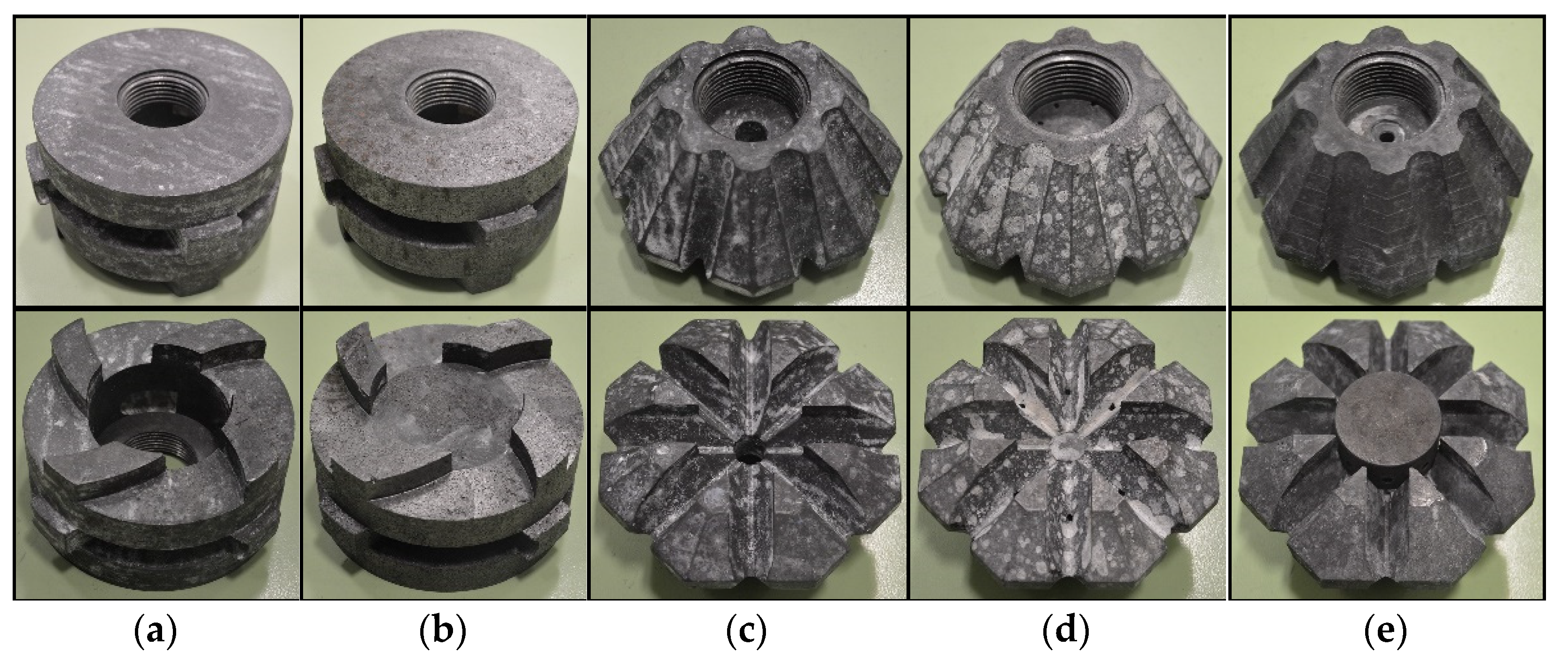
- The comparison of impellers F2A 190 and F2A-Z 190 shows that the impeller F2A-Z 190 achieved worse results than the impeller F2A 190 under all of the experimental conditions. This is mainly due to the geometry of the impeller.
- The impeller J8-ZD 190 achieved better results when compared to the impeller J8 190. The geometry of the impeller J8-ZD 190 causes a more even distribution of the bubbles of the blown inert gas, which were additionally dispersed into very fine bubbles by the lower ribs of the impeller.
- The results clearly show that the increase in the distance of the impeller from the bottom of the ladle from 150 to 250 mm was reflected in a decrease in refining efficiency, respectively, in increasing refining times.
- The comparison of values τ0.5 a τ0.1, ie. times during which the oxygen concentration in the bath was decreased to 50% resp. 10% of the initial value, led to the conclusion that the best results were achieved by the impeller type F2A 190.
- During the experiments, photos of the bath behaviour inside the model were taken. The effect of increasing rotary speeds that range from 350 to 650 rpm is evident, with the more intense distribution of bubbles throughout the refining ladle volume.
Author Contributions
Funding
Conflicts of Interest
References
- Michalek, K.; Tkadlečková, M.; Socha, L.; Gryc, K.; Saternus, M.; Pieprzyca, J.; Merder, T. Physical Modelling of Degassing Process by Blowing of Inert Gas. Arch. Metall. Mater. 2018, 63, 987–992. [Google Scholar] [CrossRef]
- Hernández-Hernández, M.; Camacho-Martínez, J.; González-Rivera, C.; Ramírez-Argáez, M.A. Impeller design assisted by physical modeling and pilot plant trials. J. Mater. Process. Technol. 2016, 236, 1–8. [Google Scholar] [CrossRef]
- Saternus, M. Rafinacja Aluminium i Jego Stopów przez Przedmuchiwanie Argonem; Wydawnictwo Politechniky Ślaskej: Gliwice, Poland, 2011; p. 167. ISBN 978-83-7335-892-8. (In Polish) [Google Scholar]
- Wang, L.; Guo, E.; Huang, Y.; Lu, B. Rotary impeller refinement of 7075Al alloy. Rare Met. 2009, 28, 309–312. [Google Scholar] [CrossRef]
- Mostafaei, M.; Ghobadi, M.; Eisaabadi, G.B.; Uludağ, M.; Tiryakioğlu, M. Evaluation of the Effects of Rotary Degassing Process Variables on the Quality of A357 Aluminum Alloy Castings. Met. Mater. Trans. A 2016, 47, 3469–3475. [Google Scholar] [CrossRef]
- Merder, T.; Saternus, M.; Warzecha, P. Possibilities of 3D Model Application in the Process of Aluminium Refining in the Unit with Rotary Impeller. Arch. Met. Mater. 2014, 59, 789–794. [Google Scholar] [CrossRef] [Green Version]
- Saternus, M.; Merder, T.; Pieprzyca, J. The Influence of Impeller Geometry on the Gas Bubbles Dispersion in Uro-200 Reactor—RTD Curves/Wpływ Rodzaju Wirnika Na Dyspersję Pęcherzyków Gazowych W Reaktorze URO-200—Krzywe Mieszania. Arch. Met. Mater. 2015, 60, 2887–2894. [Google Scholar] [CrossRef]
- Yamamoto, T.; Suzuki, A.; Komarov, S.V.; Ishiwata, Y. Investigation of impeller design and flow structures in mechanical stirring of molten aluminum. J. Mater. Process. Technol. 2018, 261, 164–172. [Google Scholar] [CrossRef]
- Gao, G.; Wang, M.; Shi, D.; Kang, Y. Simulation of Bubble Behavior in a Water Physical Model of an Aluminum Degassing Ladle Unit Employing Compound Technique of Rotary Blowing and Ultrasonic. Met. Mater. Trans. A 2019, 50, 1997–2005. [Google Scholar] [CrossRef]
- Camacho-Martínez, J.L.; Ramírez-Argáez, M.A.; Zenit, R.; Juárez-Hernández, A.; Barceinas-Sánchez, J.; Trápaga-Martínez, G.; Trápaga-Martínez, G. Physical Modelling of an Aluminium Degassing Operation with Rotating Impellers—A Comparative Hydrodynamic Analysis. Mater. Manuf. Process. 2010, 25, 581–591. [Google Scholar] [CrossRef]
- Yu, S.; Zou, Z.; Shao, L.; Louhenkilpi, S. A Theoretical Scaling Equation for Designing Physical Modeling of Gas-Liquid Flow in Metallurgical Ladles. Steel Res. Int. 2016, 88, 1600156. [Google Scholar] [CrossRef]
- Abreu-López, D.; Dutta, A.; Camacho-Martínez, J.L.; Trápaga-Martínez, G.; Ramírez-Argáez, M.A. Mass Transfer Study of a Batch Aluminum Degassing Ladle with Multiple Designs of Rotating Impellers. JOM 2018, 70, 2958–2967. [Google Scholar] [CrossRef]
- Mancilla, E.; Cruz-Méndez, W.; Garduño, I.E.; González-Rivera, C.; Ramírez-Argáez, M.A.; Ascanio, G. Comparison of the hydrodynamic performance of rotor-injector devices in a water physical model of an aluminum degassing ladle. Chem. Eng. Res. Des. 2017, 118, 158–169. [Google Scholar] [CrossRef]
- Michalek, K. Využití Fyzikálního a Numerického Modelování pro Optimalizaci Metalurgických Procesů; VŠB-Technická Univerzita Ostrava: Ostrava, Czech Republic, 2001; p. 125. ISBN 80-7078-861-5. (in Czech) [Google Scholar]
- Saternus, M.; Merder, T. Physical Modelling of Aluminum Refining Process Conducted in Batch Reactor with Rotary Impeller. Metals 2018, 8, 726. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.C.; Zhang, E.L.; Zeng, S.Y. Degassing of magnesium alloy by rotating impeller degasser: Part 1—Mathematical modelling. Mater. Sci. Technol. 2008, 24, 1304–1308. [Google Scholar] [CrossRef]
- Zhang, E.; Wang, G.J.; Hu, Z.C. Degassing of magnesium alloy by rotating impeller degasser Part 2—Effect on microstructure and mechanical properties. Mater. Sci. Technol. 2010, 26, 1253–1258. [Google Scholar] [CrossRef]
- Juarez, R.; Flores, A.; Macías, E.; Reyes, N. Análisis del comportamiento de flujo de fluidos en un horno de reverbero agitado con diferentes impulsores, mediante la modelación física y numérica. Rev. Met. 2009, 45, 384–396. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Aluminium | Water |
|---|---|---|
| Temperature—T (K) | 1023 | 293 |
| Density—ρ (kg·m−3) | 2345 | 998.5 |
| Dynamic viscosity—η (kg·m−1·s−1) | 0.00120 | 0.00101 |
| Kinematic viscosity—ν (m2·s−1) | 0.51 × 10−6 | 1.012 × 10−6 |
| Surface tension—σ (N·m−1) | 0.680 | 0.072 |
| Impeller Variant | F2A 190 | F2A-Z 190 | J8 190 | J8-Z 190 | J8-ZD 190 |
|---|---|---|---|---|---|
| Distance of the impeller (mm) | 150 | 150 | 150 | 150 | 150 |
| 250 | 250 | 250 | |||
| Volume flow rate of Ar (Nl·min−1) | 10 | 10 | 10 | 10 | 10 |
| 15 | 15 | 15 | 15 | 15 | |
| Rotary impeller speeds (rpm) | 350 | 350 | 350 | 350 | 350 |
| 500 | 500 | 500 | 500 | 500 | |
| 650 | 650 | 650 | 650 | 650 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Walek, J.; Michalek, K.; Tkadlečková, M.; Saternus, M. Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing of Inert Gas through the Rotating Impeller. Metals 2021, 11, 284. https://doi.org/10.3390/met11020284
Walek J, Michalek K, Tkadlečková M, Saternus M. Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing of Inert Gas through the Rotating Impeller. Metals. 2021; 11(2):284. https://doi.org/10.3390/met11020284
Chicago/Turabian StyleWalek, Josef, Karel Michalek, Markéta Tkadlečková, and Mariola Saternus. 2021. "Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing of Inert Gas through the Rotating Impeller" Metals 11, no. 2: 284. https://doi.org/10.3390/met11020284
APA StyleWalek, J., Michalek, K., Tkadlečková, M., & Saternus, M. (2021). Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing of Inert Gas through the Rotating Impeller. Metals, 11(2), 284. https://doi.org/10.3390/met11020284