
Weld Geometry, Mechanical Properties, Microstructure and Chemical Composition of AA6063 in Tungsten Inert Gas Welding with Intermittent Controlled Wire Feeding Method

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
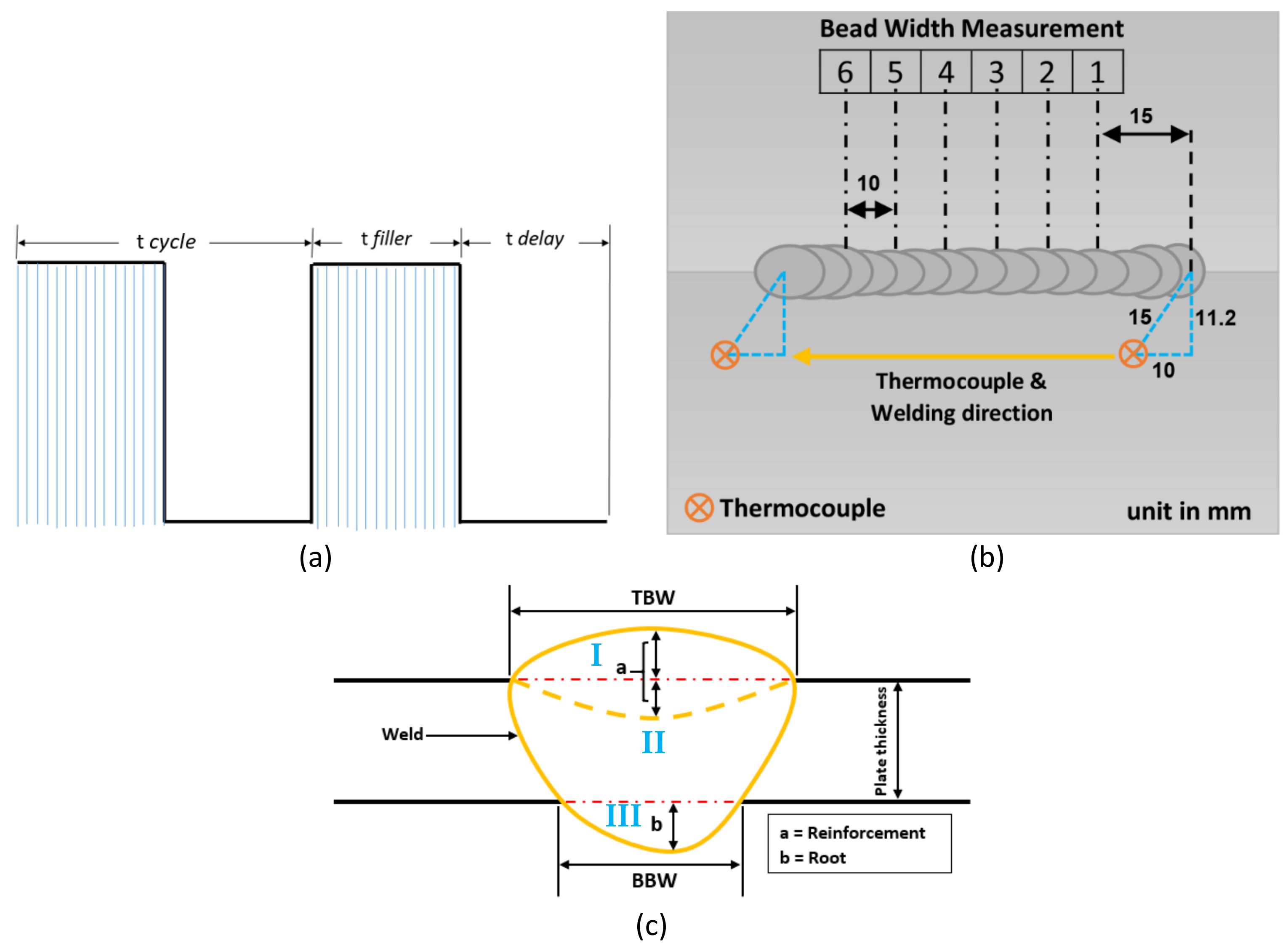
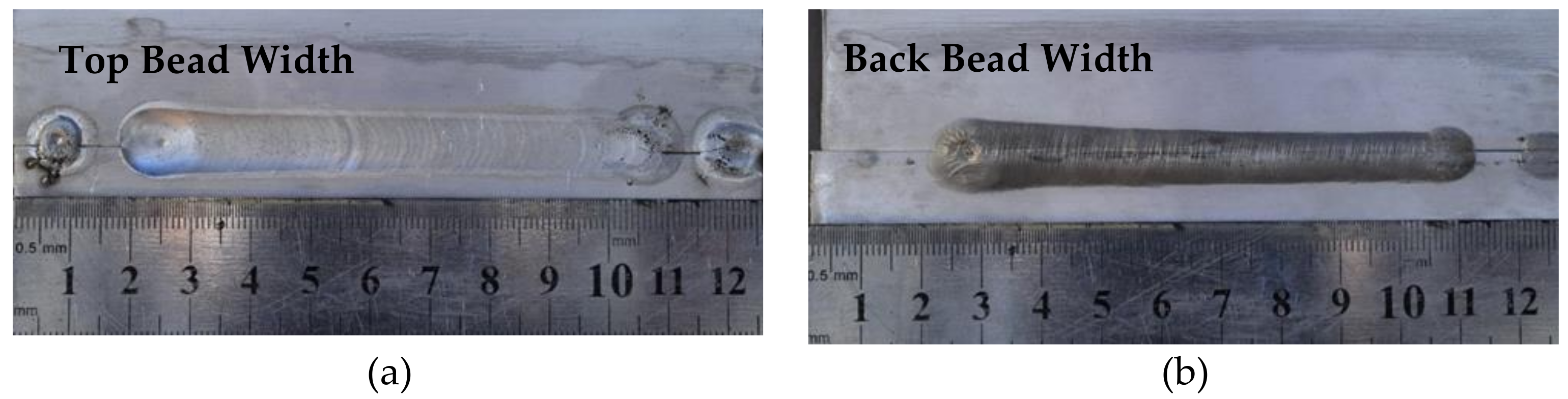
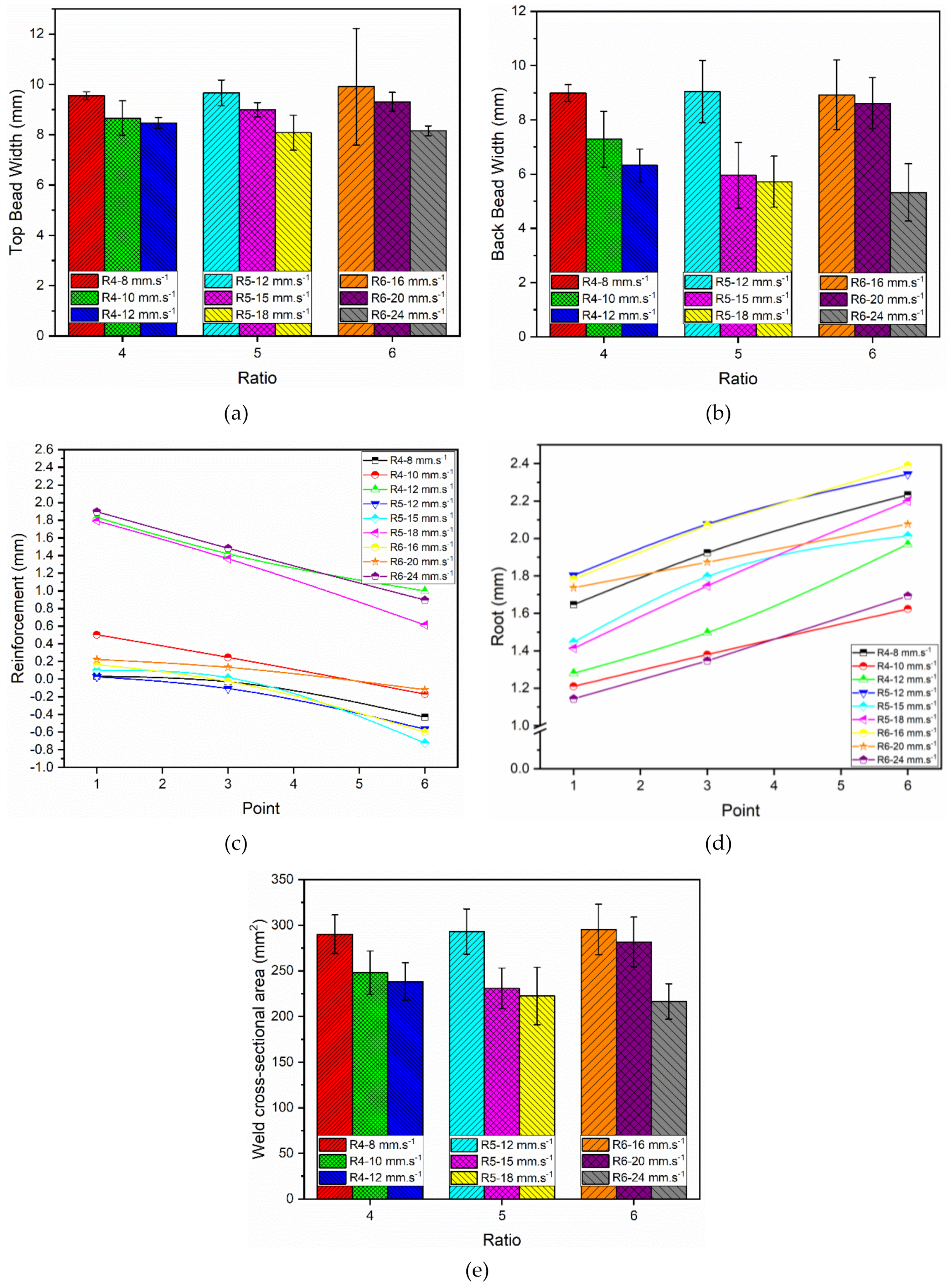
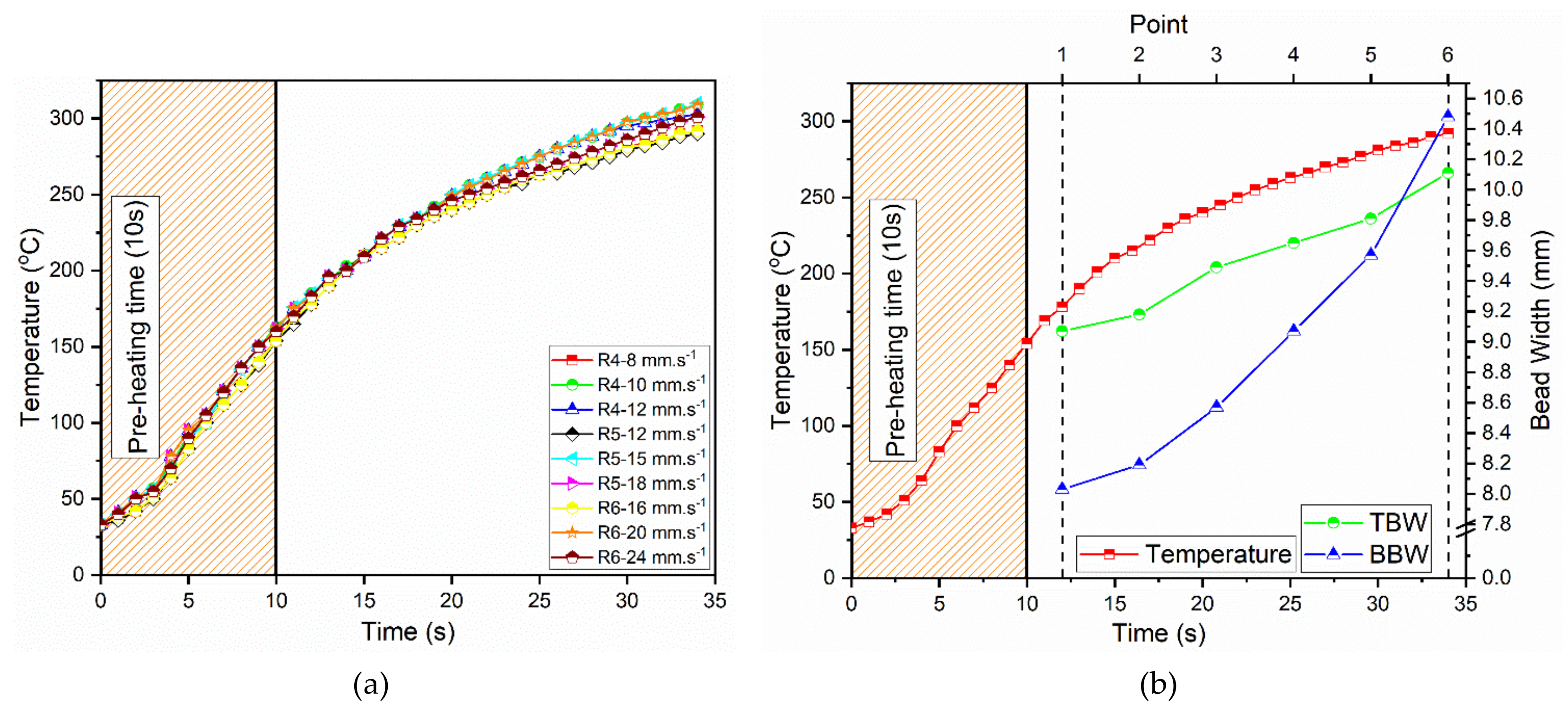
3.1. Weld Geometry
3.2. Tensile Strength
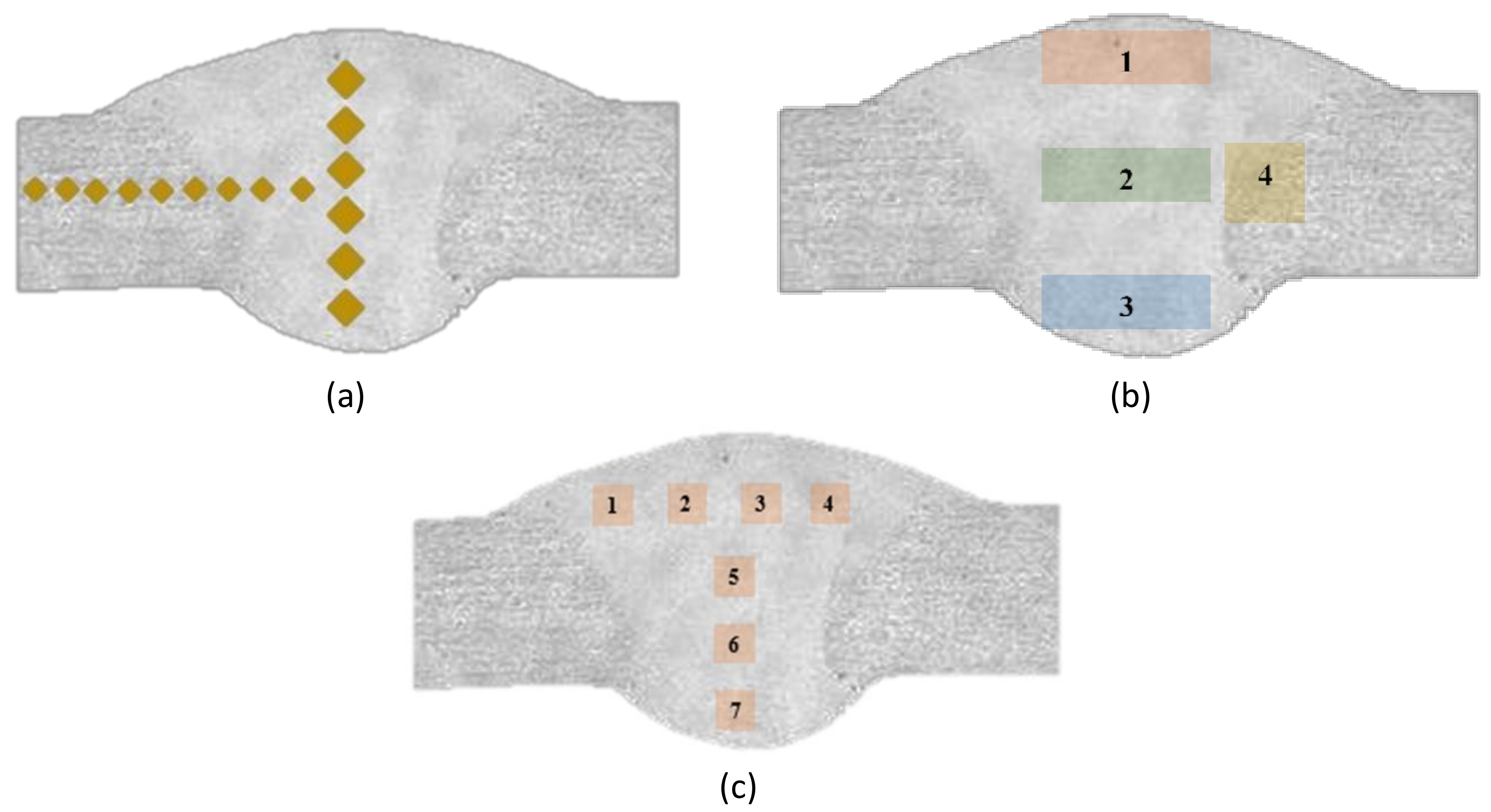
3.3. Microhardness
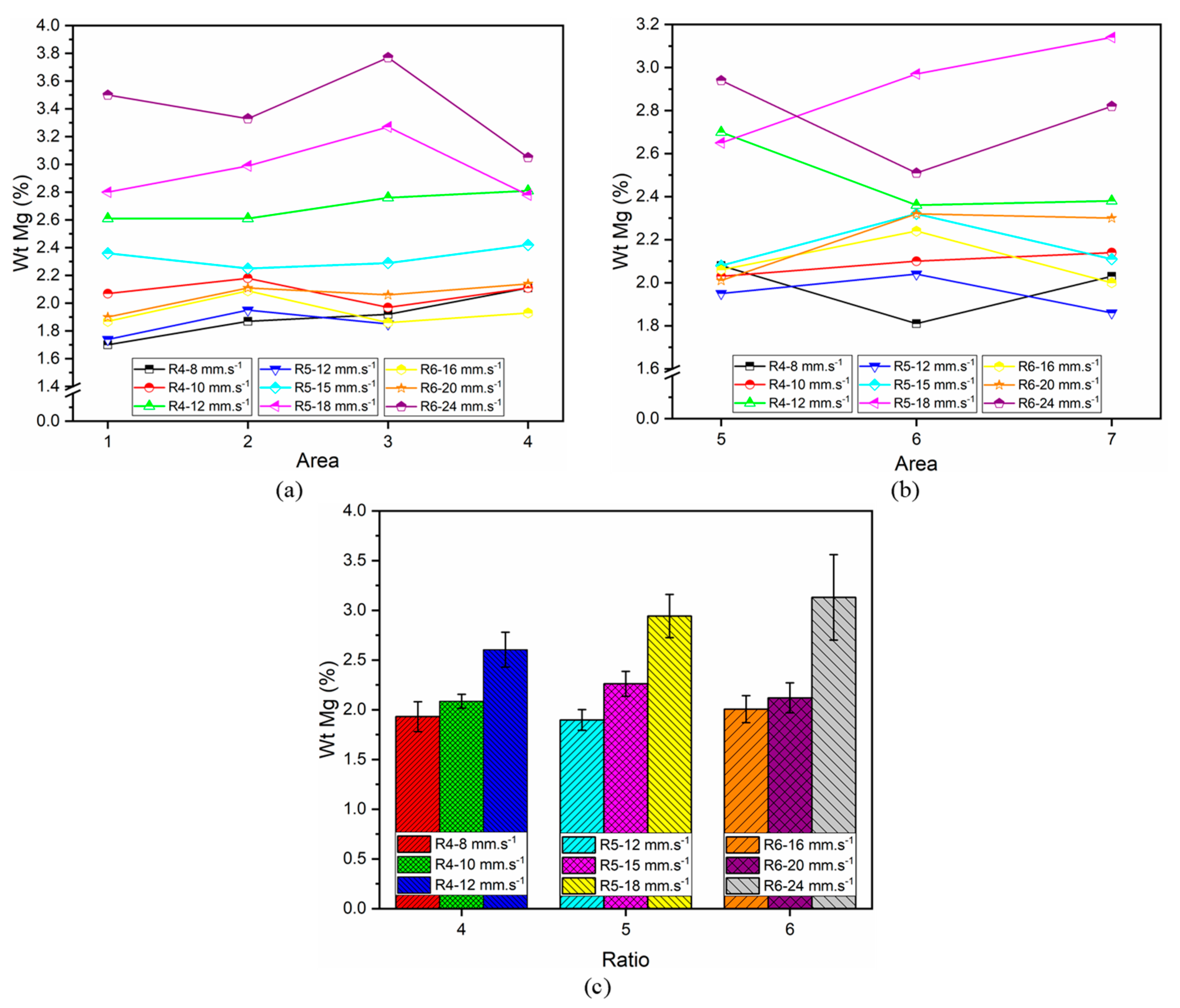
3.4. Microstructure and Chemical Composition
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manti, R.; Dwivedi, D.K.; Agarwal, A. Microstructure and hardness of Al-Mg-Si weldments produced by pulse GTA welding. Int. J. Adv. Manuf. Technol. 2008, 36, 263–269. [Google Scholar] [CrossRef]
- Baskoro, A.S.; Amat, M.A.; Pratama, A.I.; Kiswanto, G.; Winarto, W. Effects of tungsten inert gas (TIG) welding parameters on macrostructure, microstructure, and mechanical properties of AA6063-T5 using the controlled intermittent wire feeding method. Int. J. Adv. Manuf. Technol. 2019, 105, 2237–2251. [Google Scholar] [CrossRef]
- Li, H.; Zou, J.; Yao, J.; Peng, H. The effect of TIG welding techniques on microstructure, properties and porosity of the welded joint of 2219 aluminum alloy. J. Alloys Compd. 2017, 727, 531–539. [Google Scholar] [CrossRef]
- Trdan, U.; Žagar, S.; Grum, J.; Ocan, J.L. Surface modification of laser-and shot-peened 6082 aluminium alloy: Laser peening effect to pitting corrosion. Int. J. Struct. Integr. 2011, 2, 9–21. [Google Scholar] [CrossRef]
- Sivashanmugam, M.; Kumar, T.; Sathishkumar, M. Investigation of microstructure and mechanical properties of GTAW and GMAW joints on AA7075 aluminum alloy. In Proceedings of the Frontiers in Automobile and Mechanical Engineering 2010, Chennai, India, 25–27 November 2010. [Google Scholar]
- Lakshminarayanan, A.K.; Balasubramanian, V.; Elangovan, K. Effect of welding processes on tensile properties of AA6061 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 2009, 40, 286–296. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Tušek, J.; Klobčar, D. Tungsten inert gas (TIG) welding of aluminum alloy EN AW-AlZn5. 5MgCu. Metalurgija 2016, 55, 737–740. [Google Scholar]
- Widyianto, A.; Baskoro, A.S.; Kiswanto, G. Mechanical Properties and Microstructure of Pulsatile Current Gas Tungsten Arc Welding (PC-GTAW) of AISI 304L Butt Joint Weld. Mater. Sci. Forum 2020, 1000, 339–347. [Google Scholar] [CrossRef]
- Manti, R.; Dwivedi, D.K.; Agarwal, A. Pulse TIG welding of two Al-Mg-Si alloys. J. Mater. Eng. Perform. 2008, 17, 667–673. [Google Scholar] [CrossRef]
- Eisazadeh, H.; Haines, D.J.; Torabizadeh, M. Effects of gravity on mechanical properties of GTA welded joints. J. Mater. Process. Technol. 2014, 214, 1136–1142. [Google Scholar] [CrossRef]
- Baskoro, S.; Amat, A.; Putra, D.; Widyianto, A.; Abrara, Y. Investigation of Temperature History, Porosity and Fracture Mode on AA1100 Using the Controlled Intermittent Wire Feeder Method. Evergreen 2020, 7, 86–91. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X.; Huang, D.; Zhang, F. Formation and improvement of surface waviness for additive manufacturing 5A06 aluminium alloy component with GTAW system. Rapid Prototyp. J. 2018, 24, 342–350. [Google Scholar] [CrossRef]
- Ahmad, I.; Arya, S. To Study the Micro-Structural of Aluminum Alloy AA-6061 Welded Using TIG Welding Process at Different Welding Current. Int. Res. J. Eng. Technol. 2018, 5, 395–403. [Google Scholar]
- Geng, H.; Li, J.; Xiong, J.; Lin, X.; Zhang, F. Optimization of wire feed for GTAW based additive manufacturing. J. Mater. Process. Technol. 2017, 243, 40–47. [Google Scholar] [CrossRef]
- Bai, J.Y.; Yang, C.L.; Lin, S.B.; Dong, B.L.; Fan, C.L. Mechanical properties of 2219-Al components produced by additive manufacturing with TIG. Int. J. Adv. Manuf. Technol. 2016, 86, 479–485. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X.; Zhang, F. Geometric limitation and tensile properties of wire and arc additive manufacturing 5A06 aluminum alloy parts. J. Mater. Eng. Perform. 2017, 26, 621–629. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Cong, B.; Ding, J.; Williams, S.W.; Zhai, Y. Wire+ Arc Additive Manufacturing of Aluminium. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014; Available online: http://utw10945.utweb.utexas.edu/sites/default/files/2014-038-Gu.pdf (accessed on 15 October 2020).
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloys Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Workpiece vibration augmented wire arc additive manufacturing of high strength aluminum alloy. J. Mater. Process. Technol. 2019, 271, 85–92. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Narayanan, A.; Mathew, C.; Baby, V.Y.; Joseph, J. Influence of gas tungsten arc welding parameters in aluminium 5083 alloy. Int. J. Eng. Sci. Innov. Technol. 2013, 2, 269–277. [Google Scholar]
- Nie, J.; Li, S.; Zhong, H.; Hu, C.; Lin, X.; Chen, J.; Guan, R. Microstructure and Mechanical Properties of Laser Welded 6061-T6 Aluminum Alloy under High Strain Rates. Metals 2020, 10, 1145. [Google Scholar] [CrossRef]
- Hsu, C.-H. Process Performance Analysis and Improvement for the Manufacture of 6063 Aluminum Alloy. Metals 2020, 10, 605. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints. Mater. Charact. 2008, 59, 1168–1177. [Google Scholar] [CrossRef]
- Guzmán, I.; Granda, E.; Acevedo, J.; Martínez, A.; Dávila, Y.; Velázquez, R. Comparative in Mechanical Behavior of 6061 Aluminum Alloy Welded by Pulsed GMAW with Different Filler Metals and Heat Treatments. Materials 2019, 12, 4157. [Google Scholar]
- Naumov, A.; Morozova, I.; Rylkov, E.; Obrosov, A.; Isupov, F.; Michailov, V.; Rudskoy, A. Metallurgical and Mechanical Characterization of High-Speed Friction Stir Welded AA 6082-T6 Aluminum Alloy. Materials 2019, 12, 4211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Zhou, H.; Fu, F.; Dai, Z.; Qiao, Y.; Chen, J.; Liu, W. Effect of Laser Power on Microstructure and Micro-Galvanic Corrosion Behavior of a 6061-T6 Aluminum Alloy Welding Joints. Metals 2021, 11, 3. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ratio | Parameter Code | Wire Feeder Speed (mm·s−1) | Feeding Time (s) | Delay Time (s) | Cycle Time (s) | Welding Speed (mm·s−1) | Welding Current (A) |
|---|---|---|---|---|---|---|---|
| 4 | 4-a | 8 | 0.75 | 0.25 | 1 | 1.5 | 115 |
| 4-b | 10 | 0.75 | 0.25 | ||||
| 4-c | 12 | 0.75 | 0.25 | ||||
| 5 | 5-a | 12 | 0.5 | 0.5 | |||
| 5-b | 15 | 0.5 | 0.5 | ||||
| 5-c | 18 | 0.5 | 0.5 | ||||
| 6 | 6-a | 16 | 0.375 | 0.625 | |||
| 6-b | 20 | 0.375 | 0.625 | ||||
| 6-c | 24 | 0.375 | 0.625 |
| AA6063 | Fe | Si | Mn | Cu | Mg | Cr | Zn | Ti | Others | Al |
| 0.305 | 0.466 | 0.024 | 0.03 | 1.04 | 0.007 | 0.026 | 0.012 | 0.13 | Bal. | |
| ER-5356 | Fe | Si | Mn | Cu | Mg | Cr | Zn | Ti | Others | Al |
| <0.4 | <0.25 | 0.05–0.2 | <0.1 | 4.5–5.0 | 0.05–0.2 | <0.1 | 0.06–0.2 | 0.05–0.15 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baskoro, A.S.; Amat, M.A.; Simatupang, S.P.D.; Abrara, Y.; Widyianto, A. Weld Geometry, Mechanical Properties, Microstructure and Chemical Composition of AA6063 in Tungsten Inert Gas Welding with Intermittent Controlled Wire Feeding Method. Metals 2021, 11, 316. https://doi.org/10.3390/met11020316
Baskoro AS, Amat MA, Simatupang SPD, Abrara Y, Widyianto A. Weld Geometry, Mechanical Properties, Microstructure and Chemical Composition of AA6063 in Tungsten Inert Gas Welding with Intermittent Controlled Wire Feeding Method. Metals. 2021; 11(2):316. https://doi.org/10.3390/met11020316
Chicago/Turabian StyleBaskoro, Ario Sunar, Mohammad Azwar Amat, Serafina Purti D. Simatupang, Yala Abrara, and Agus Widyianto. 2021. "Weld Geometry, Mechanical Properties, Microstructure and Chemical Composition of AA6063 in Tungsten Inert Gas Welding with Intermittent Controlled Wire Feeding Method" Metals 11, no. 2: 316. https://doi.org/10.3390/met11020316