
The Effect of Aging on Precipitates, Mechanical and Magnetic Properties of Fe-21Cr-15Ni-6Mn-Nb Low Magnetic Stainless Steel


Abstract
1. Introduction
2. Materials and Experiments
2.1. Fabrication of the Experimental Steel
2.2. Microstructural and Properties Characterisation
3. Results
3.1. Thermodynamic Calculation of Precipitates
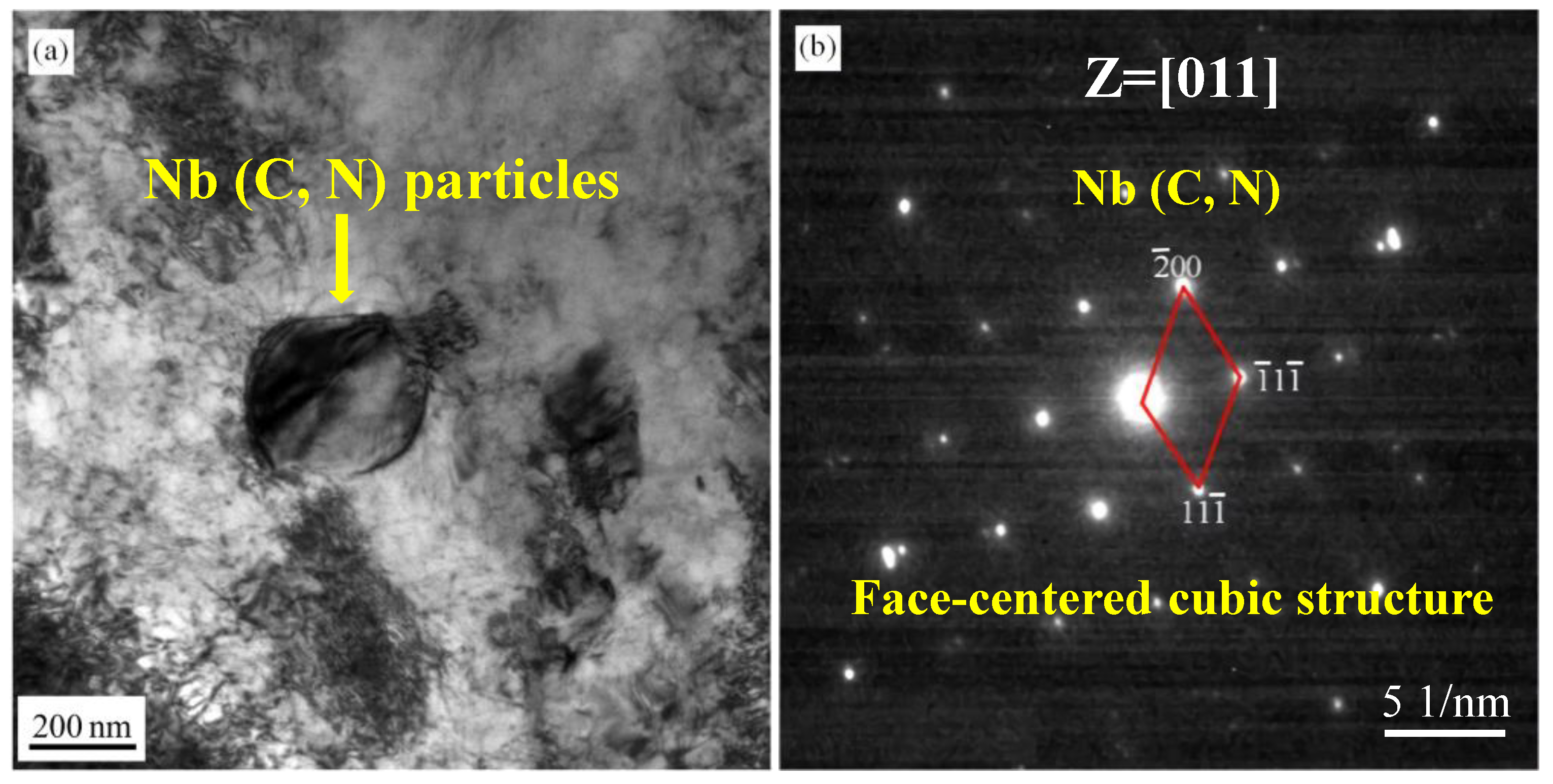
3.2. Microstructure after Solution Treatment
3.3. Microstructure after Aging Treatment
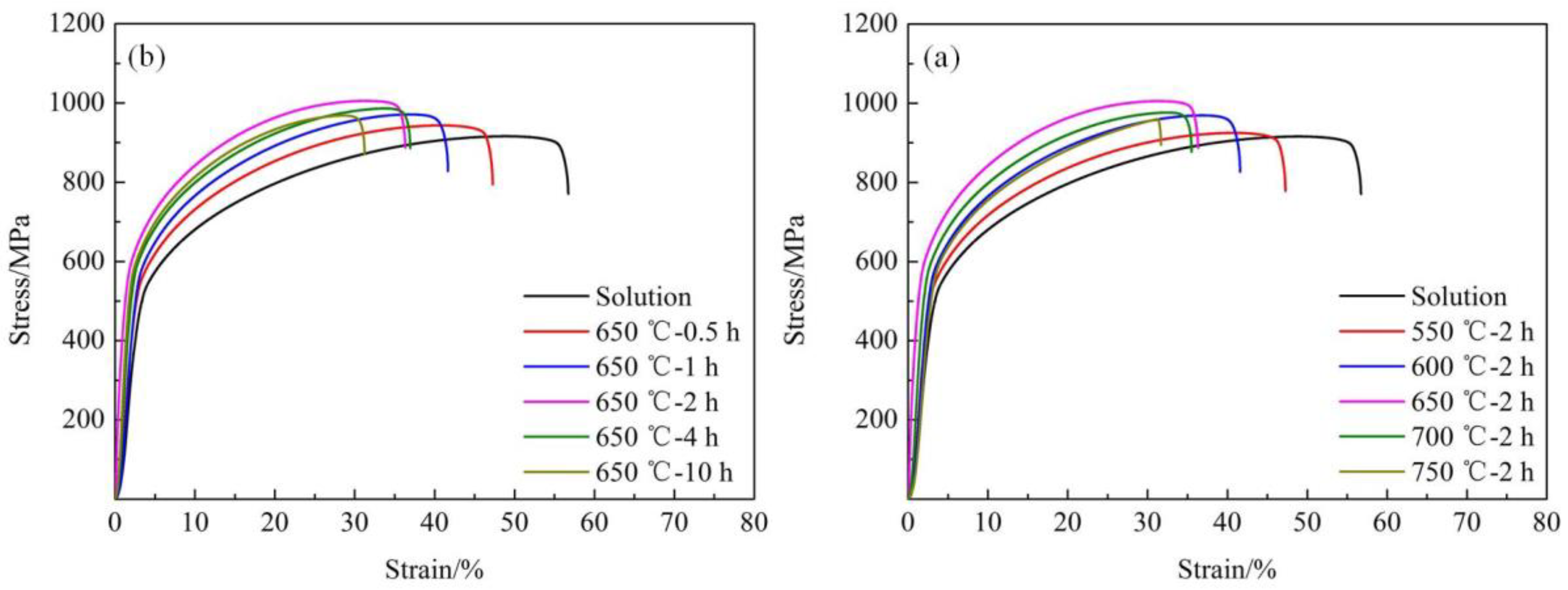
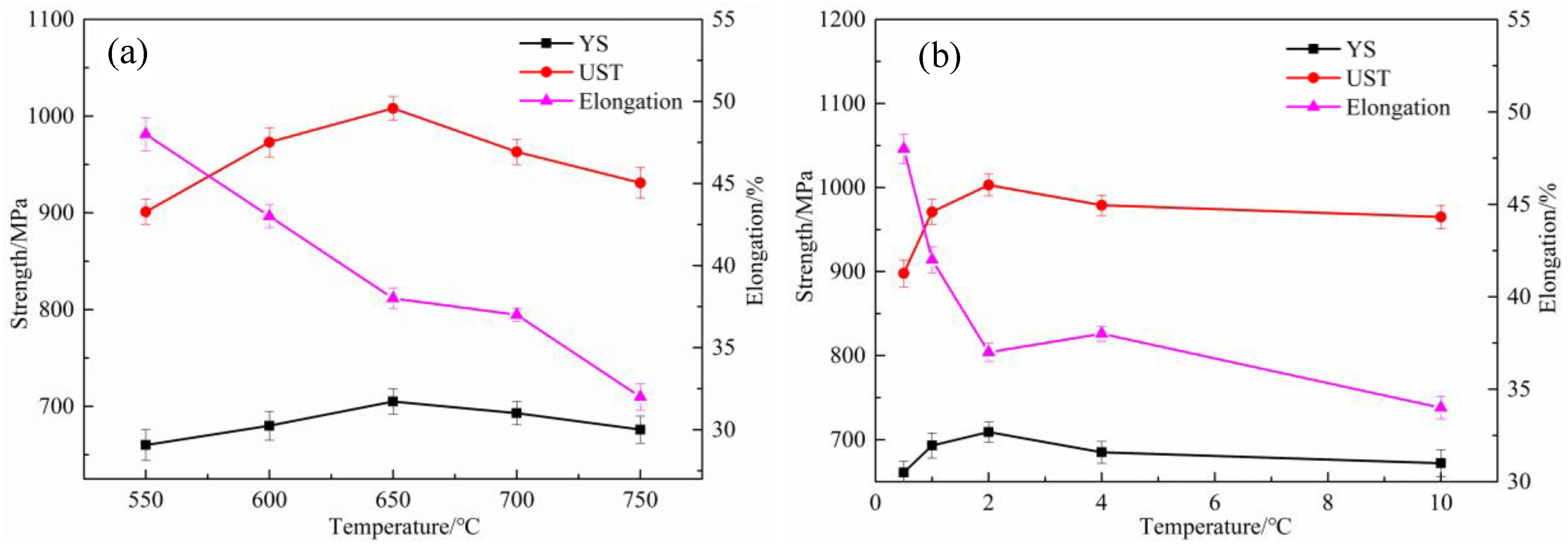
3.4. Mechanical Properties
3.5. Magnetic Properties
4. Discussion
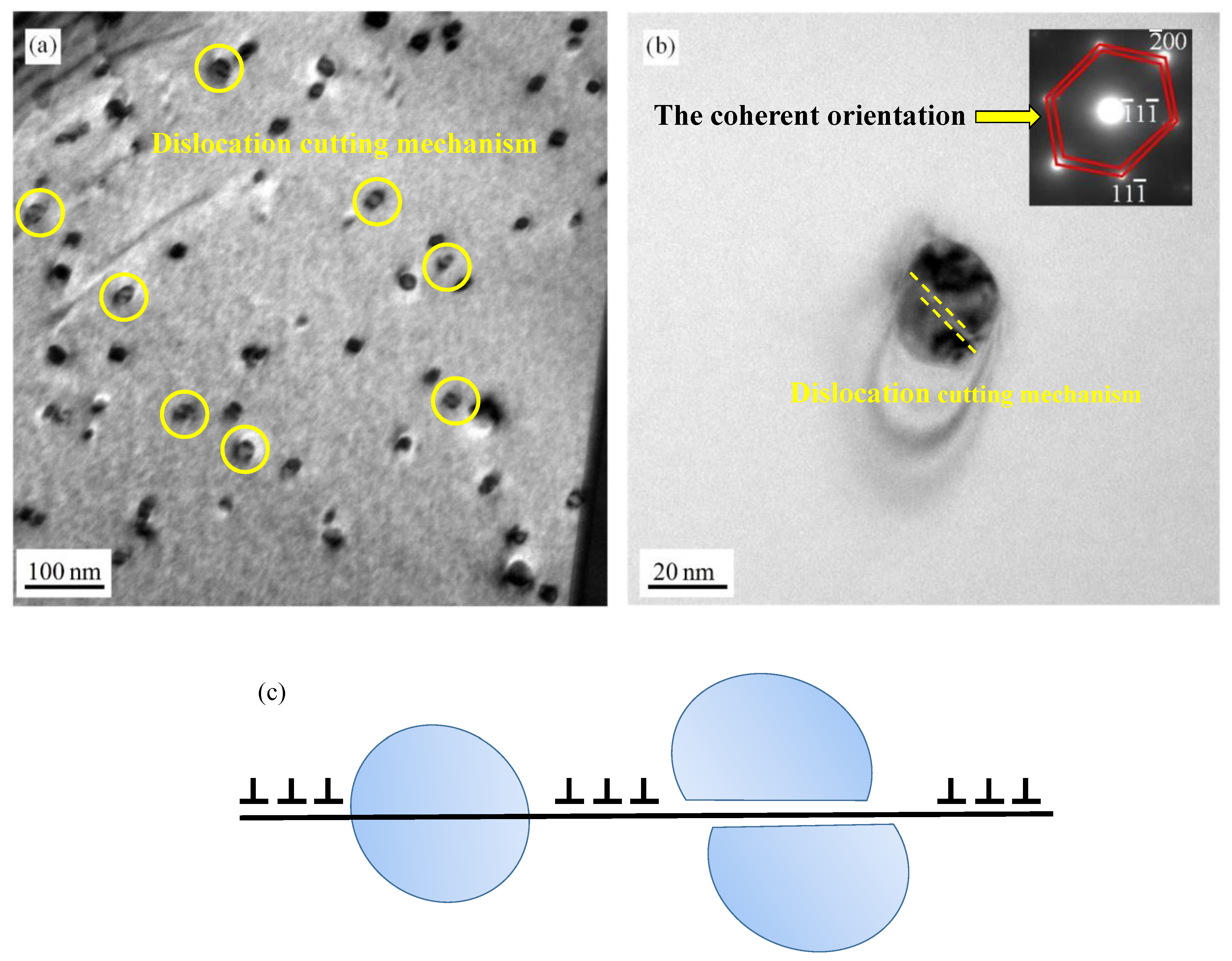
4.1. Precipitate in Aging Treatment
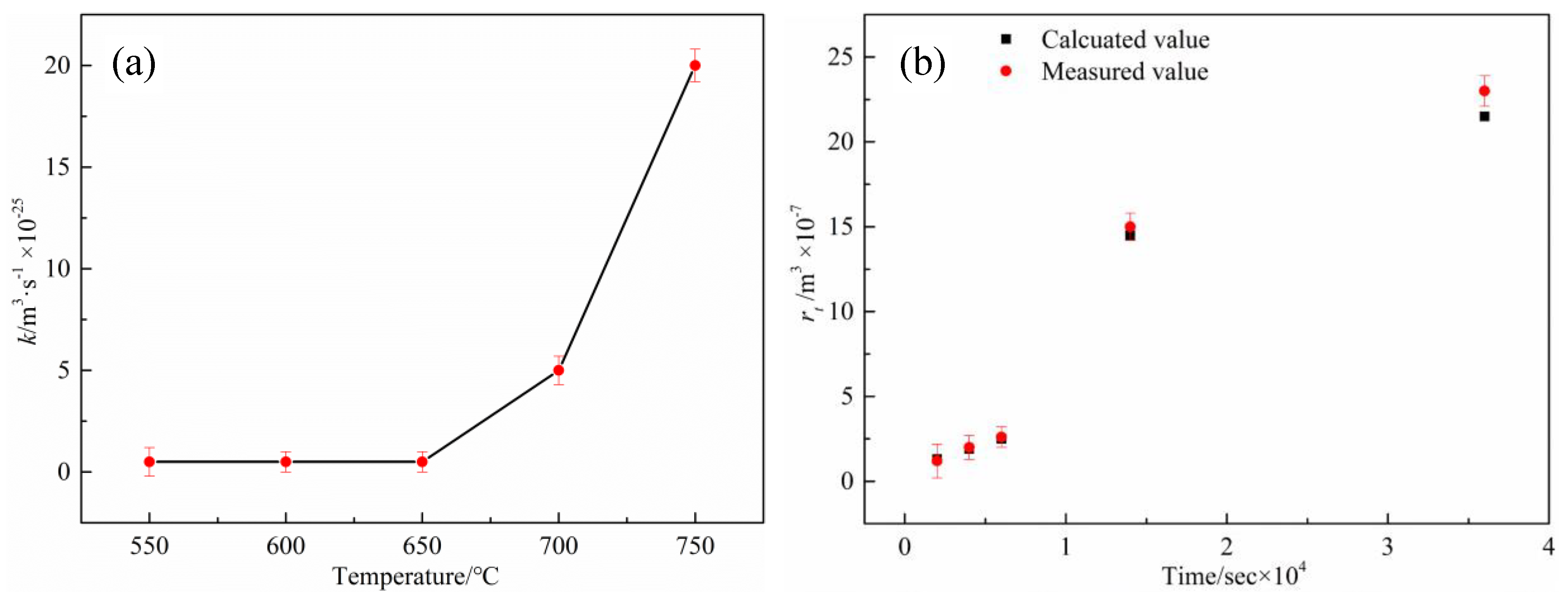
4.2. Coarsening of the (Nb, V)(C, N) Precipitates
4.3. Effect of Precipitates on Mechanical Properties
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiong, Y.; He, T.; Wang, J.; Lu, Y.; Chen, L.; Ren, F.; Liu, Y.; Volinsky, A.A. Cryorolling effect on microstructure and mechanical properties of Fe-25Cr-20Ni austenitic stainless steel. Mater. Des. 2015, 88, 398–405. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Terada, M.; Saiki, M.; Costa, I.; Padilha, A.F. Microstructure and intergranular corrosion of the austenitic stainless steel. J. Nucl. Mater. 2006, 358, 40–46. [Google Scholar] [CrossRef]
- Sun, H.; Sun, Y.; Zhang, R.; Wang, M.; Tang, R.; Zhou, Z. Study on hot workability and optimization of process parameters of a modified 310 austenitic stainless steel using processing maps. Mater. Des. 2015, 67, 165–172. [Google Scholar] [CrossRef]
- Song, Y.L.; Li, C.S.; Li, B.Z.; Han, Y.H. Microstructure characterisation of Fe-21Cr-15Ni-Nb-V non-magnetic austenitic stainless steel during hot deformation. Mater. Sci. Technol. 2018, 34, 1639–1648. [Google Scholar] [CrossRef]
- Li, C.S.; Ma, B.; Song, Y.; Zheng, J.J.; Wang, J.K. Grain refinement of non-magnetic austenitic steels during asymmetrical hot rolling process. J. Mater. Sci. Technol. 2017, 13, 1572–1576. [Google Scholar] [CrossRef]
- Izuta, Y.; Prasad, K.; Itoa, A.; Tanak, M.; Torizuka, S. Transmission X ray diffraction characterization of deformation induced martensite in 301 and 304 stainless steels rolled at 77K: Role of grain size. Mater. Sci. Eng. A 2020, 794, 139984. [Google Scholar] [CrossRef]
- Sun, G.S.; Du, L.X.; Hu, J.; Zhang, B.; Misra, R.D.K. On the influence of deformation mechanism during cold and warm rolling on annealing behavior of a 304 stainless steel. Mater. Sci. Eng. A 2019, 746, 341–355. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Molodov, D.; Kaibyshev, R. Annealing behavior of a 304L stainless steel processed by large strain cold and warm rolling. Mater. Sci. Eng. A 2017, 689, 370–383. [Google Scholar] [CrossRef]
- Wu, H.; Huang, S.; Zhao, C.; Zhu, H.; Xie, Z.; Tu, C.; Li, X. Microstructures and mechanical properties of in-situ FeCrNiCu high entropy alloy matrix composites reinforced with NbC particles. Intermetallics 2020, 127, 106983. [Google Scholar] [CrossRef]
- Wen, D.H.; Li, Z.; Jiang, B.B.; Wang, Q.; Chen, G.Q.; Tang, R.; Zhang, R.Q.; Dong, C.; Liaw, K.P. Effects of Nb/Ti/V/Ta on phase precipitation and oxidation resistance at 1073 k in alumina-forming austenitic stainless steels. Mater. Charact. 2018, 144, 86–98. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Takeyama, M.; Lu, Z.P.; Liu, C.T.; Evans, N.D.; Maziasz, P.J.; Brady, M.P. Alloying effects on creep and oxidation resistance of austenitic stainless steel alloys employing intermetallic precipitates. Intermetallics 2008, 16, 453–462. [Google Scholar] [CrossRef]
- Zhao, W.X.; Zhou, D.Q.; Jiang, S.H.; Wang, H.; Wu, Y.; Liu, X.J.; Wang, X.Z.; Lu, Z.P. Ultrahigh stability and strong precipitation strengthening of nanosized NbC in alumina-forming austenitic stainless steels subjecting to long-term high-temperature exposure. Mater. Sci. Eng. A 2018, 738, 295–307. [Google Scholar] [CrossRef]
- Jiao, Z.B.; Luan, J.H.; Miller, M.K.; Chung, Y.W.; Liu, C.T. Co-Precipitation of nanoscale particles in steels with ultra-high strength for a new era. Mater. Today 2017, 20, 142–154. [Google Scholar] [CrossRef]
- Zhou, D.Q.; Zhao, W.X.; Mao, H.H.; Hu, Y.X.; Xu, X.Q.; Sun, X.Y.; Lu, Z.P. Precipitate characteristics and their effects on the high-temperature creep resistance of alumina-forming austenitic stainless steels. Mater. Sci. Eng. A 2015, 622, 91–100. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Brady, M.P.; Lu, Z.P.; Takeyama, M.; Maziasz, P.J.; Liu, C.T.; Pint, B.A. Alumina-Forming austenitic stainless steels strengthened by laves phase and MC carbide precipitates. Metall. Mater. Trans. A 2007, 38, 2737–2746. [Google Scholar] [CrossRef]
- Taneike, M.; Abe, F.; Sawada, K. Creep-Strengthening of steel at high temperatures using nano-sized carbonitride dispersions. Nature 2003, 424, 294–296. [Google Scholar] [CrossRef] [PubMed]
- Fujita, N.; Ohmura, K.; Yamamoto, A. Changes of microstructures and high temperature properties during high temperature service of niobium added ferritic stainless steels. Mater. Sci. Eng. A 2003, 351, 272–281. [Google Scholar] [CrossRef]
- Han, K.; Vasquez, A.A.; Xin, Y.; Kalu, P.N. Microstructure and tensile properties of nanostructured Cu-25wt%Ag. Acta. Mater. 2003, 51, 767–780. [Google Scholar] [CrossRef]
- Trotter, G.; Baker, I. Orientation relationships of Laves phase and NiAl particles in an AFA stainless steel. Philos. Mag. 2015, 95, 4078–4094. [Google Scholar] [CrossRef]
- Li, Y.Q.; Gong, Y.H. Effects of magnesium and long-term ageing on intragranular precipitation in Fe-Cr-Ni-Mn-Mo-V-Nb superalloy. J. Mater. Sci. 1992, 27, 6641–6645. [Google Scholar]
- Trotter, G.; Baker, I. The effect of aging on the microstructure and mechanical behavior of the alumina-forming austenitic stainless steel Fe-20Cr-30Ni-2Nb-5Al. Mater. Sci. Eng. A 2015, 627, 270–276. [Google Scholar] [CrossRef]
- Han, J.; Li, H.J.; Barbaro, F.; Jiang, L.Z.; Zhu, Z.X.; Xu, H.G.; Ma, L. Precipitation and impact toughness of Nb-V stabilized 18Cr-2Mo ferritic stainless steel during isothermal aging. Mater. Sci. Eng. A 2014, 612, 63–70. [Google Scholar] [CrossRef]
- Sim, G.M.; Ahn, J.C.; Hong, S.C.; Lee, K.J.; Lee, K.S. Effect of Nb precipitate coarsening on the high temperature strength in Nb containing ferritic stainless steels. Mater. Sci. Eng. A 2005, 396, 159–165. [Google Scholar] [CrossRef]
- Song, Y.L.; Li, C.S.; Li, B.Z.; Han, Y.H. Grain character and mechanical properties of Fe-21Cr-15N-6Mn-Nb non-magnetic stainless steel after solution treatment. Mater. Sci. Eng. A 2019, 742, 662–671. [Google Scholar] [CrossRef]
- Ha, V.T.; Jung, W.S. Evolution of precipitate phases during long-term isothermal aging at 1083 k (810 °C) in a new precipitation-strengthened heat-resistant austenitic stainless steel. Metall. Mater. Trans. A 2012, 43, 3366–3378. [Google Scholar] [CrossRef]
- Danielsen, H.K.; Hald, J. On the nucleation and dissolution process of Z-phase Cr(V, Nb)N in martensitic 12 % Cr steels. Mater. Sci. Eng. A 2009, 505, 169–177. [Google Scholar] [CrossRef]
- Danielsen, H.K.; Hald, J. Behaviour of Z phase in 9–12 % Cr steels. Energy Mater. 2006, 1, 49–57. [Google Scholar] [CrossRef]
- Solenthaler, C.; Ramesh, M.; Uggowitzer, P.J.; Spolenak, R. Precipitation strengthening of Nb-stabilized TP347 austenitic steel by a dispersion of secondary Nb(C, N) formed upon a short-term hardening heat treatment. Mater. Sci. Eng. A 2015, 647, 294–302. [Google Scholar] [CrossRef]
- Ou, P.; Xing, H.; Wang, X.L.; Sun, J. Tensile yield behavior and precipitation strengthening mechanism in Super304H steel. Mater. Sci. Eng. A 2014, 600, 171–175. [Google Scholar] [CrossRef]
- Sawada, K.; Tabuchi, M.; Hongo, H.; Watanabe, T.; Kimura, K. Z-Phase formation in welded joints of high chromium ferritic steels after long-term creep. Mater. Charact. 2008, 59, 1161–1167. [Google Scholar] [CrossRef]
- Peng, B.C.; Zhang, H.X.; Hong, J.; Gao, J.Q.; Zhang, H.Q.; Wang, Q.J.; Li, J.F. The effect of M23C6 on the high-temperature tensile strength of two austenitic heat-resistant steels: 22Cr-25Ni-Mo-Nb-N and 25Cr-20Ni-Nb-N. Mater. Sci. Eng. A 2011, 528, 3625–3629. [Google Scholar] [CrossRef]
- Schwind, M.; Källqvist, J.; Nilsson, J.O.; Ågren, J.; Andrén, H.O. σ-phase precipitation in stabilized austenitic stainless steels. Acta Mater. 2000, 48, 2473–2481. [Google Scholar] [CrossRef]
- Ahmadi, M.R.; Povoden-Karadeniz, E.; Sonderegger, B.; Öksüz, K.I.; Falahati, A.; Kozeschnik, E. A model for coherency strengthening of large precipitates. Scr. Mater. 2014, 84, 47–50. [Google Scholar] [CrossRef]
- Mannan, P.; Gilberto, C.; Pereloma, E.V. The effect of Nb solute and NbC precipitates on dynamic and metadynamic recrystallisation in Ni-30Fe-Nb-C model alloys. Mater. Sci. Eng. A 2017, 700, 116–131. [Google Scholar] [CrossRef]
- Futamura, Y.; Tsuchiyama, T.; Takaki, S. Strengthening mechanism of Cu bearing heat resistant martensitic steels. ISIJ Int. 2001, 41, 106–110. [Google Scholar] [CrossRef]
- Peng, B.; Zhang, H.; Hong, J.; Gao, J.; Wang, Q.; Zhang, H. Effect of aging on the impact toughness of 25Cr-20Ni-Nb-N steel. Mater. Sci. Eng. A 2010, 527, 1957–1961. [Google Scholar] [CrossRef]
- Kimura, H. Precipitation behavior and 2-step aging of 17-4PH stainless steel. Tetsu to Hagane 2000, 86, 343–348. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, L.; Qi, A.; Lu, Z. Microstructural evolution and the effect on mechanical properties of s30432 heat-resistant steel during aging at 650 °C. ISIJ Int. 2010, 50, 596–600. [Google Scholar] [CrossRef]
- Atas, M.S.; Ildirim, M.Y. Morphological development, coarsening, and oxidation behavior of Ni-Al-Nb superalloys. J. Mater. Eng. Perform. 2020, 29, 4421–4434. [Google Scholar] [CrossRef]
- Du, Y.; Li, X.; Zhang, X.; Chung, Y.W.; Isheim, D.; Vaynman, S. Design and characterization of a heat-resistant ferritic steel strengthened by mx precipitates. Metall. Mater. Trans. A 2020, 51, 638–647. [Google Scholar] [CrossRef]
- Voorhees, P.W. Ostwald ripening of two-phase mixtures. Annu. Rev. Mater. Res. 1992, 22, 197–215. [Google Scholar] [CrossRef]
- Lifshitzl, M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Mo | Ni | Cr | Nb | V | N | Bal |
|---|---|---|---|---|---|---|---|---|---|
| 0.18 | 0.203 | 5.9 | 0.50 | 14.85 | 20.25 | 1.34 | 0.35 | 0.368 | Fe |
| Aging Treatment | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| 550 °C, 2 h | 660 | 901 | 48 |
| 600 °C, 2 h | 680 | 973 | 43 |
| 650 °C, 2 h | 705 | 1002 | 38 |
| 700 °C, 2 h | 693 | 963 | 37 |
| 750 °C, 2 h | 676 | 931 | 32 |
| 650 °C, 0.5 h | 661 | 898 | 48 |
| 650 °C, 1 h | 693 | 971 | 42 |
| 650 °C, 4 h | 685 | 979 | 38 |
| 650 °C, 10 h | 672 | 965 | 34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Li, K.; Dong, J.; Ren, J.; Song, Y. The Effect of Aging on Precipitates, Mechanical and Magnetic Properties of Fe-21Cr-15Ni-6Mn-Nb Low Magnetic Stainless Steel. Metals 2021, 11, 819. https://doi.org/10.3390/met11050819
Li C, Li K, Dong J, Ren J, Song Y. The Effect of Aging on Precipitates, Mechanical and Magnetic Properties of Fe-21Cr-15Ni-6Mn-Nb Low Magnetic Stainless Steel. Metals. 2021; 11(5):819. https://doi.org/10.3390/met11050819
Chicago/Turabian StyleLi, Changsheng, Kun Li, Jingbo Dong, Jinyi Ren, and Yanlei Song. 2021. "The Effect of Aging on Precipitates, Mechanical and Magnetic Properties of Fe-21Cr-15Ni-6Mn-Nb Low Magnetic Stainless Steel" Metals 11, no. 5: 819. https://doi.org/10.3390/met11050819
APA StyleLi, C., Li, K., Dong, J., Ren, J., & Song, Y. (2021). The Effect of Aging on Precipitates, Mechanical and Magnetic Properties of Fe-21Cr-15Ni-6Mn-Nb Low Magnetic Stainless Steel. Metals, 11(5), 819. https://doi.org/10.3390/met11050819