
Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing


Abstract
:1. Introduction
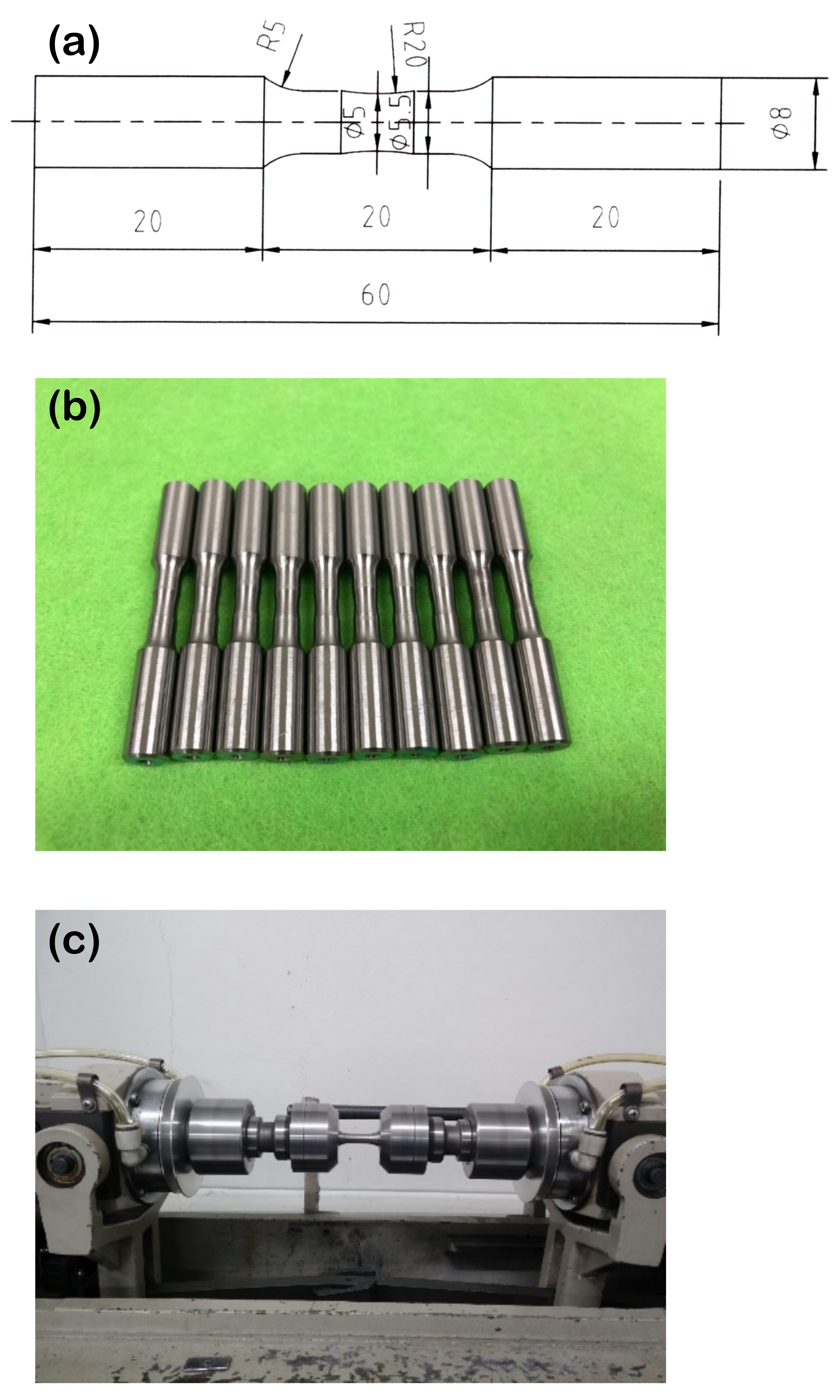
2. Materials and Methods
3. Results and Discussion
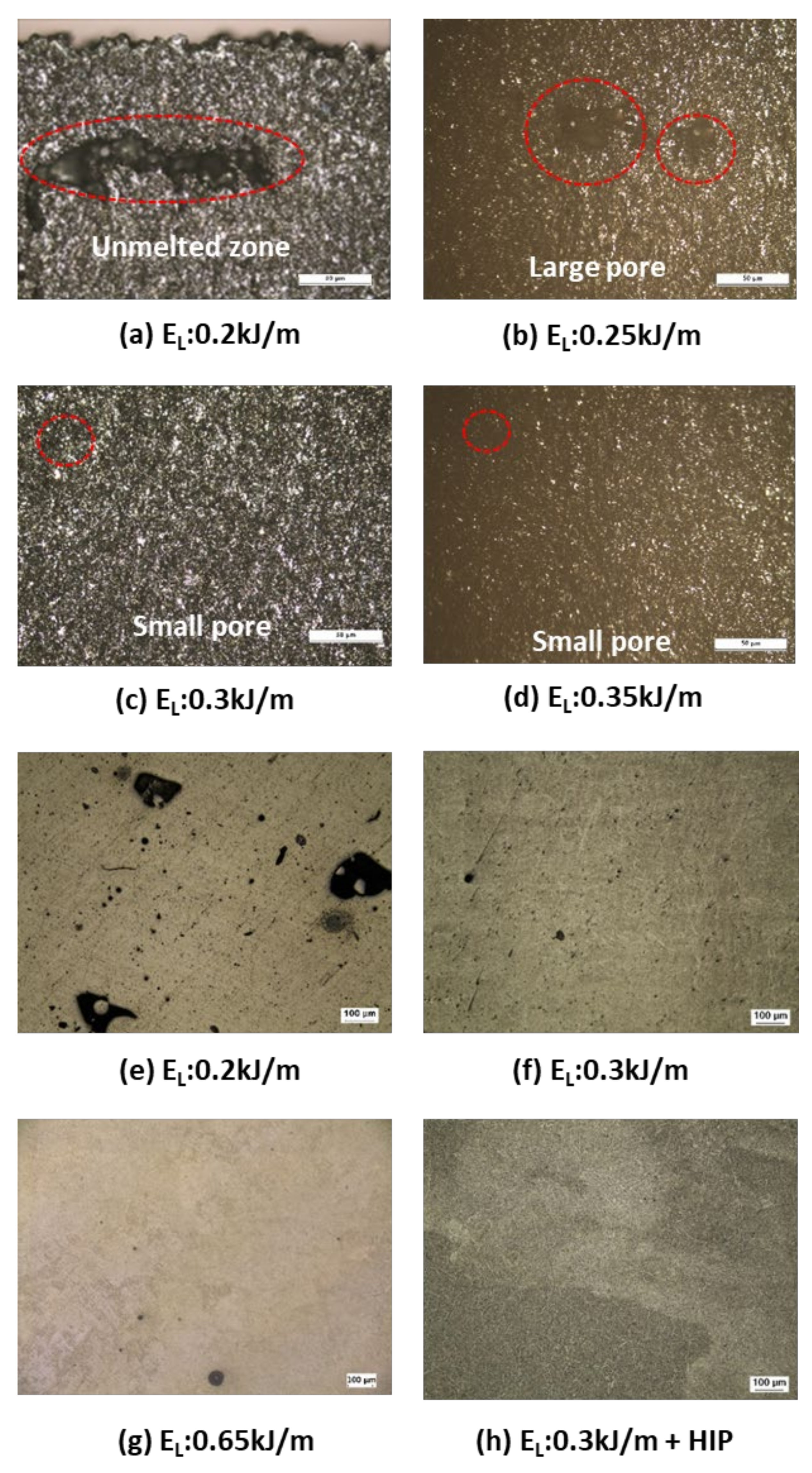
3.1. Microstructure Properties for Each Line Energy
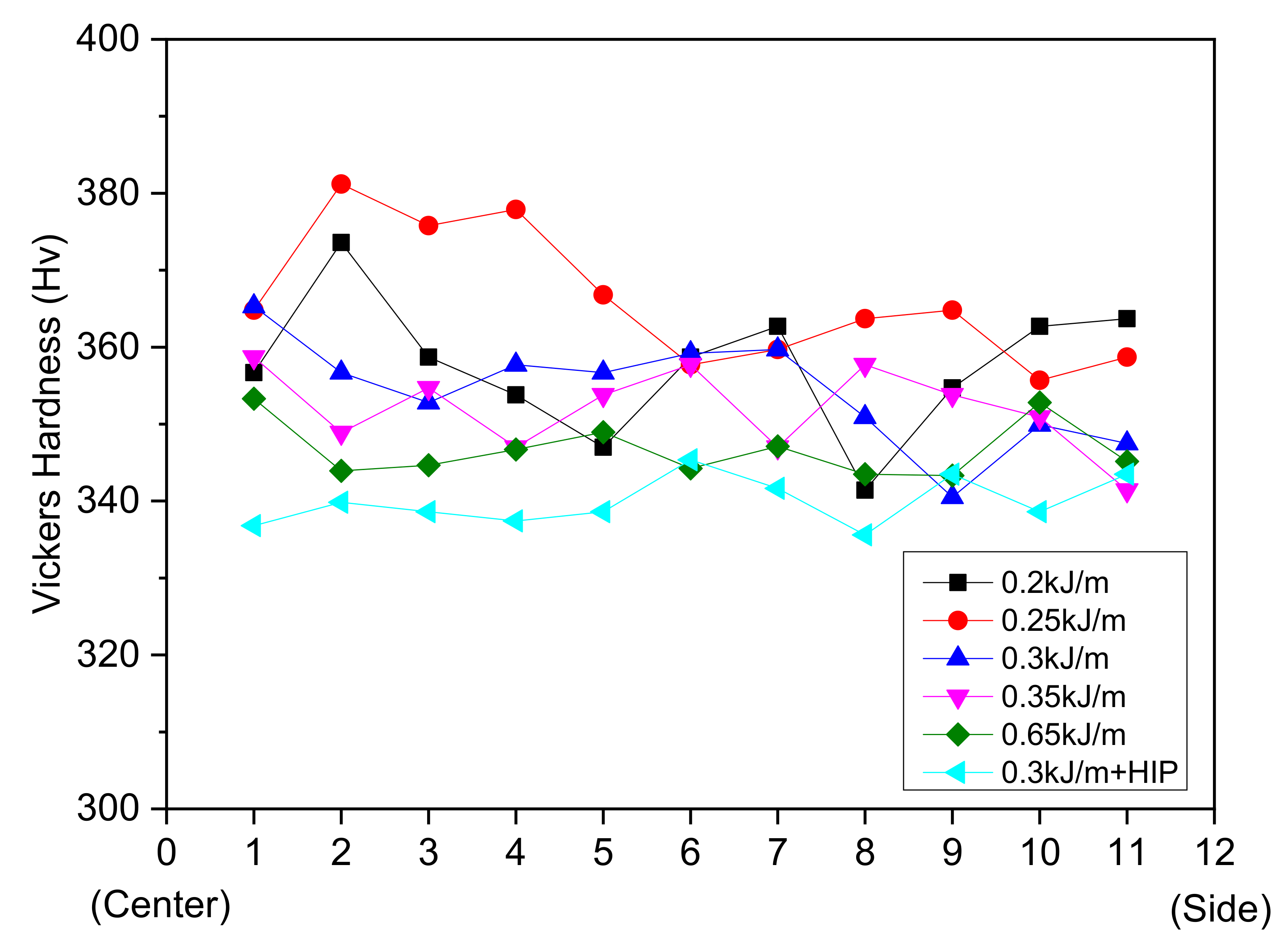
3.2. Mechanical/Physical and Room Temperature Tensile Properties for Each Line Energy
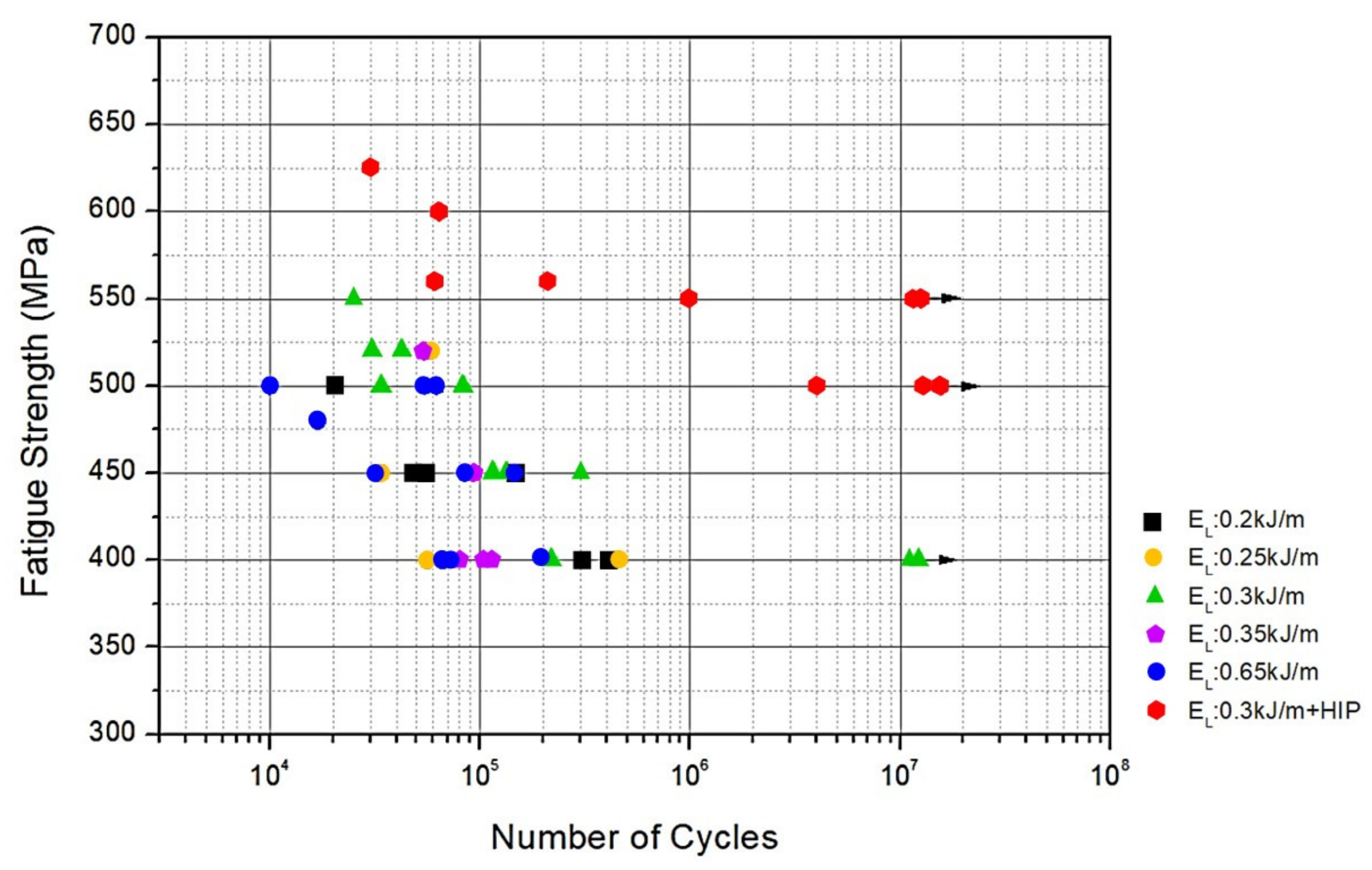
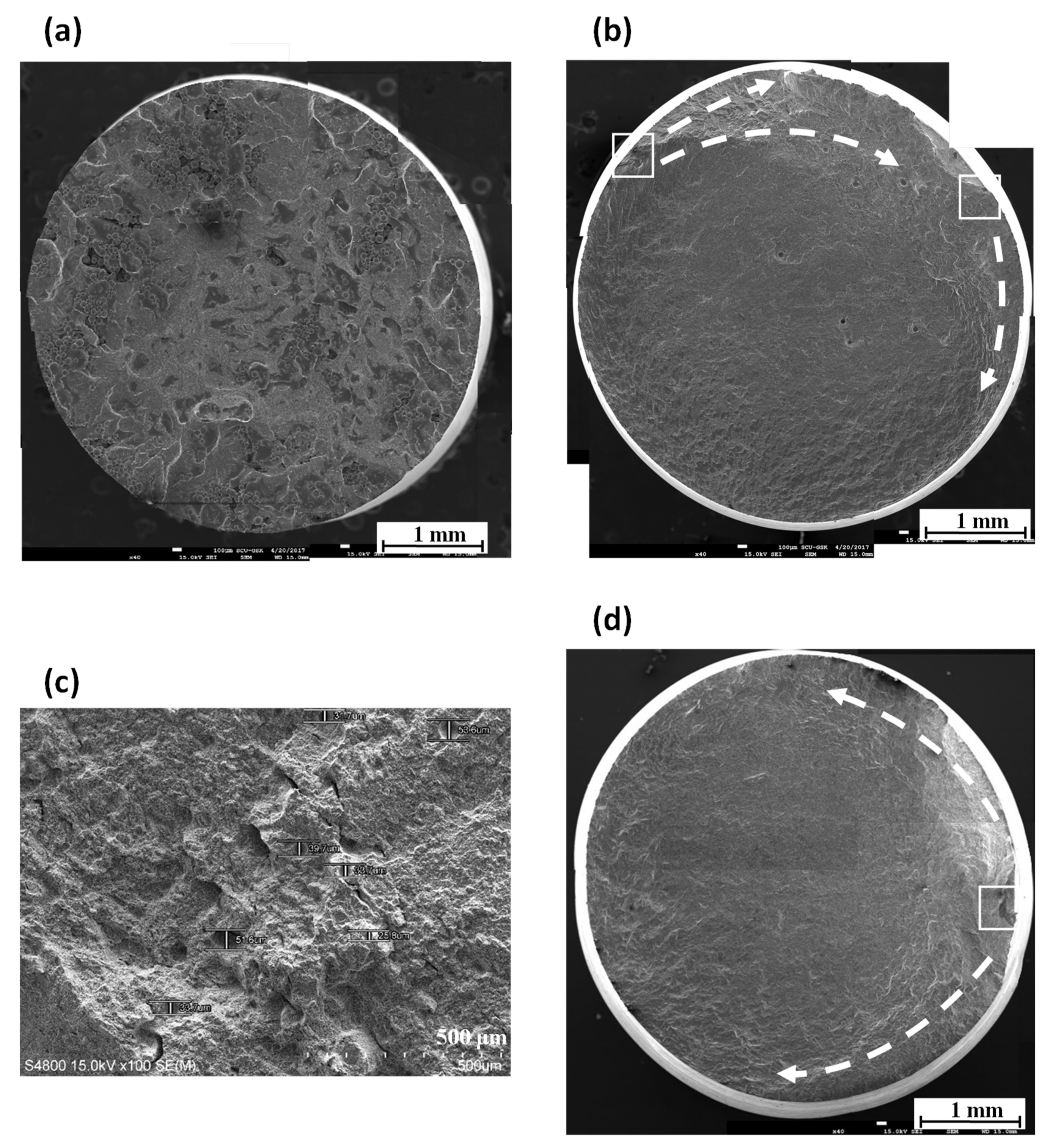
3.3. High Cycle Fatigue Properties for Each Line Energy
4. Conclusions
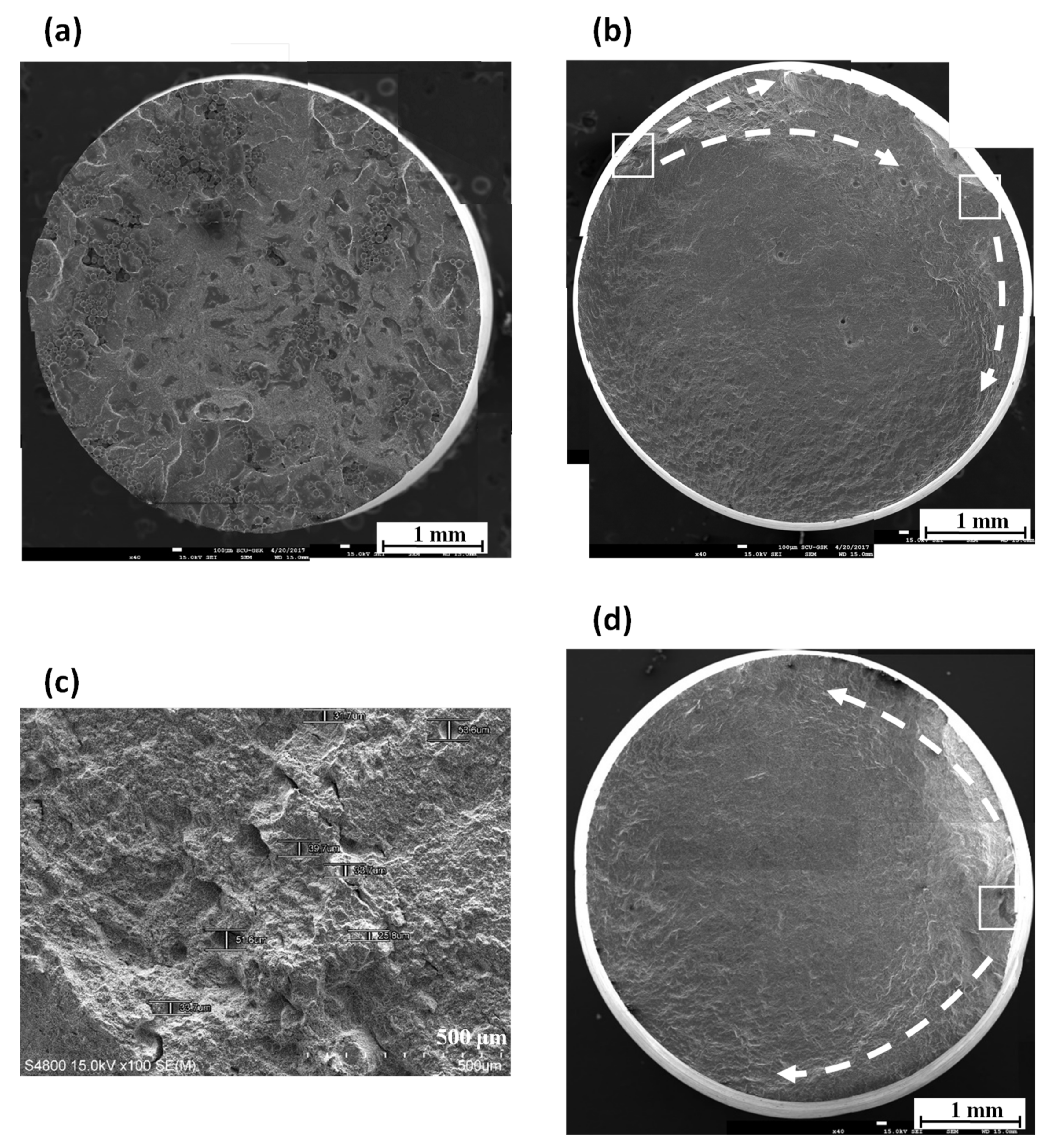
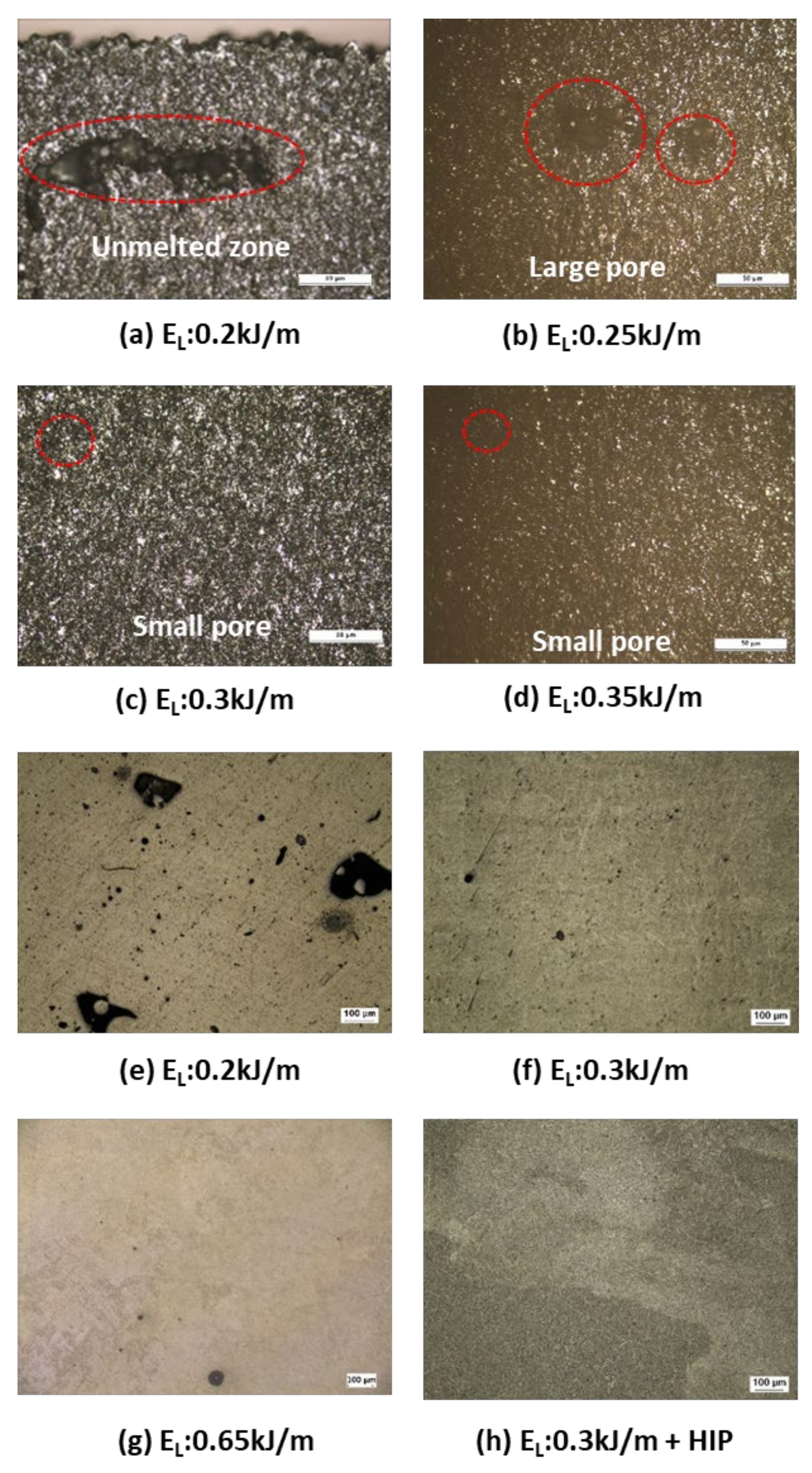
- AM-printed bulk rods were fabricated by the EBM method through a Ti6Al4V powder fabrication process under various line energy process conditions. After analyzing the microstructure for the specimens fabricated through five process conditions, it was confirmed that as the line energy increases, the fusion and pore defects inside the specimens can be reduced. In particular, in the case of the specimen of 0.3 kJ/m, a small amount of pores of about 40 μm was found in microstructure and fatigue fracture sections and no other defects such as unmelted powder or poor fusion were found.
- The condition for the highest Vickers hardness value was EL: 0.2 kJ/m, and the lowest hardness value was EL: 0.65 kJ/m, and as the line energy increased, the Vickers hardness value decreased. This is caused by the coarsening of crystal grains due to an increase in the amount of heat input. On the other hand, as the line energy increased, the yield strength increased because a strain hardening effect is generated by the annealing effect caused by the residual heat in the previous layer during the fabrication process.
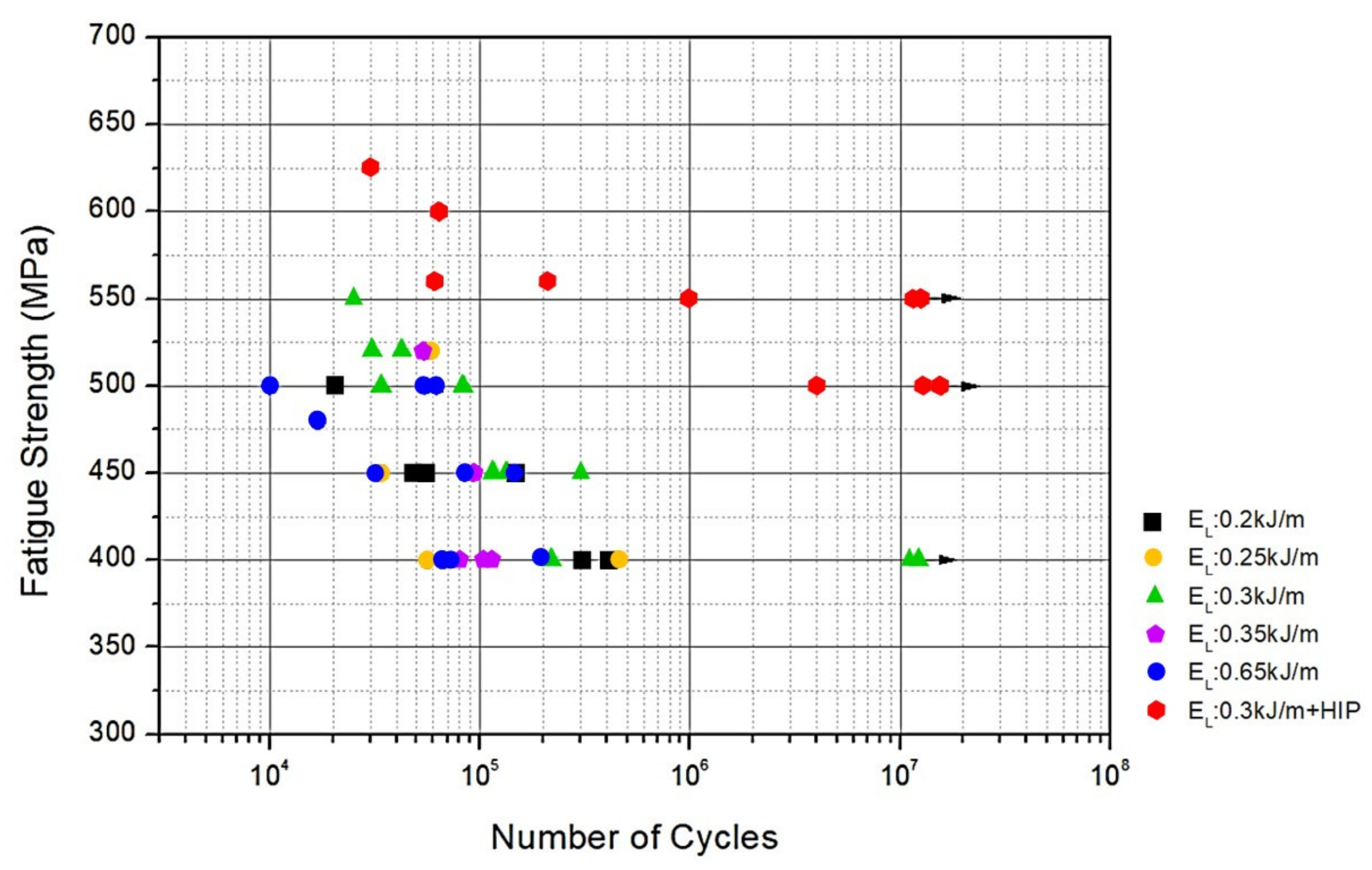
- According to the results of the dynamic rotation bending fatigue test of the specimen of Ti6Al4V, the specimen of 0.3 kJ/m represented a fatigue strength value of 400 MPa and achieved a higher fatigue strength than other processes. Considering internal defects, hardness, room temperature tensile and fatigue properties, the proper fabrication process conditions for the EBM AM process of the Ti6Al4V powder were the line energy of 0.3 kJ/m and scan speed of 800 mm/s. Then, the fatigue strength of the specimen of 0.3 kJ/m + HIP, which was processed by HIP, was improved effectively to 550MPa, increased by 150MPa from the as-fabricated specimen of 0.3 kJ/m.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Murr, L.E. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53. [Google Scholar] [CrossRef] [Green Version]
- Soyama, H.; Takeo, F. Effect of various peening methods on the fatigue properties of titanium alloy Ti6Al4V manufactured by direct metal laser sintering and electron beam melting. Materials 2020, 13, 2216. [Google Scholar] [CrossRef]
- Lee, H.J.; Kim, H.K.; Hong, H.U.; Lee, B.S. Influence of the focus offset on the defects, microstructure, and mechanical properties of an Inconel 718 superalloy fabricated by electron beam additive manufacturing. J. Alloy. Compd. 2019, 781, 842–856. [Google Scholar] [CrossRef]
- Strondl, A.; Palm, M.; Gnauk, J.; Frommeyer, G. Microstructure and mechanical properties of nickel based superalloy IN718 produced by rapid prototyping with electron beam melting (EBM). Mater. Sci. Technol. 2011, 27, 876–883. [Google Scholar] [CrossRef]
- Sun, S.H.; Koizumi, Y.; Kurosu, S.; Li, Y.P.; Matsumoto, H.; Chiba, A. Build direction dependence of microstructure and high-temperature tensile property of Co–Cr–Mo alloy fabricated by electron beam melting. Acta Mater. 2014, 64, 154–168. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mater. Sci. Eng. A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Park, H.K.; Na, T.W.; Park, J.M.; Kim, Y.H.; Kim, G.H.; Lee, B.S.; Kim, H.G. Effect of cyclic heat treatment on commercially pure titanium part fabricated by electron beam additive manufacturing. J. Alloy. Compd. 2019, 796, 300–306. [Google Scholar] [CrossRef]
- Williams, S.T.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity regrowth during heat treatment of hot isostatically pressed additively manufactured titanium components. Scr. Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Sterling, A.J.; Torries, B.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Fatigue behavior and failure mechanisms of direct laser deposited Ti–6Al–4V. Mater. Sci. Eng. A 2016, 655, 100–112. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Martin, G.; Fabregue, D.; Mercier, F.; Aixa, J.A.; Dendievel, R.; Blandin, J.J. Coupling electron beam melting and spark plasma sintering: A new processing route for achieving titanium architectured microstructures. Scr. Mater. 2016, 122, 5–9. [Google Scholar] [CrossRef]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive manufacturing of titanium alloys by electron beam melting: A review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Nazir, A.; Jeng, J.Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. IMechE Part C J. Mech. Eng. Sci. 2020, 234, 2741–2749. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. EBSD study of beam speed effects on Ti-6Al-4V alloy by powder bed electron beam additive manufacturing. J. Alloys Compd. 2018, 748, 236–244. [Google Scholar] [CrossRef]
- Kirchner, A.; Kloden, B.; Luft, J.; Weibgarber, T.; Kieback, B. Process window for electron beam melting of Ti-6Al-4V. Powder Metall. 2015, 58, 246–249. [Google Scholar] [CrossRef]
- Chastand, V.; Quaegebeur, P.; Maia, W.; Charkaluk, E. Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater. Charact. 2018, 143, 76–81. [Google Scholar] [CrossRef]
- Hongbo, S.; Zheyuan, C.; Jianrong, L.; Shuili, G.; Jianzhong, X. Microstructure and mechanical properties of Ti-6Al-4V by electron beam rapid manufacturing. Rare Met Mater. Eng. 2014, 43, 780–785. [Google Scholar]
- Kirchner, A.; Kloeden, B.; Weissgaerber, T.; Kieback, B. Mechanical properties of Ti-6Al-4V additively manufactured by electron beam melting. In Proceedings of the Euro PM2015-AM-Electron Beam Melting, Reims, France, 4–7 October 2015. [Google Scholar]
- Choi, Y.; Lee, D.G. Correlation between surface tension and fatigue properties of Ti-6Al-4V alloy fabricated by EBM additive manufacturing. Appl. Surf. Sci. 2019, 481, 741–746. [Google Scholar] [CrossRef]
- Williams, S.T.; Zhao, H.; Leonard, F.; Derguti, F.; Todd, I.; Prangnell, P.B. XCT analysis of the influence of melt strategies on defect population in Ti–6Al–4V components manufactured by selective electron beam melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Scharowsky, T.; Bauereib, A.; Korner, C. Influence of the hatching strategy on consolidation during selective electron beam melting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 92, 2809–2818. [Google Scholar] [CrossRef]
- Alexander, K.; Burghardt, K.; Thomas, W.; Bernd, K.; Achim, S.; Daniel, G.; Sarah, B. Mechanical properties of Ti-6Al-4V fabricated by electron beam melting. Key Eng. Mater. K. 2016, 704, 235–240. [Google Scholar]
- Juechter, V.; Scharowsky, T.; Singer, R.F.; Korner, C. Processing window and evaporation phenomena for Ti–6Al–4V produced by selective electron beam melting. Acta Mater. 2014, 76, 252–258. [Google Scholar] [CrossRef] [Green Version]
- Witkin, D.B.; Albright, T.V.; Patel, D.N. Empirical approach to understanding the fatigue behavior of metals made using additive manufacturing. Metall. Mater. Trans. A 2016, 47, 3823–3836. [Google Scholar] [CrossRef]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti–6Al–4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Pavlina, E.J.; Tyne, C.J.V. Correlation of yield strength and tensile strength with hardness for steels. J. Mater. Eng. Perform. 2008, 17, 888–893. [Google Scholar] [CrossRef]
- Choi, Y.S.; Jang, J.H.; Kim, G.H.; Lee, C.W.; Kim, H.J.; Lee, D.G. Effect of post heat treatment on fatigue properties of EBM 3D-printed Ti-6Al-4V alloy. J. Korean Powder Metall. Inst. 2018, 25, 340–345. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 0.2 kJ/m | 0.25 kJ/m | 0.3 kJ/m | 0.35 kJ/m | 0.65 kJ/m | |
|---|---|---|---|---|---|
| Scan speed (mm/s) | 800 | 800 | 800 | 800 | 500 |
| Line energy (kJ/m) | 0.2 | 0.25 | 0.3 | 0.35 | 0.65 |
| Line offset (mm) | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Layer thickness (μm) | 50 | 50 | 50 | 50 | 50 |
| Preheat (K) | 923 | 923 | 923 | 923 | 923 |
| Line Energy Conditions | Weight [g] | Water + Specimen [g] | Temperature [K] | Measured Density [g/cm3] | Pore Volume Fraction [%] |
|---|---|---|---|---|---|
| 0.2 kJ/m | 0.8514 | 0.6498 | 290 | 4.219 | 4.77 |
| 0.25 kJ/m | 1.1018 | 0.8411 | 290 | 4.223 | 4.68 |
| 0.3 kJ/m | 0.9574 | 0.7337 | 290 | 4.275 | 3.50 |
| 0.35 kJ/m | 0.9820 | 0.7522 | 290 | 4.268 | 3.67 |
| 0.65 kJ/m | 0.9909 | 0.7579 | 290 | 4.248 | 4.10 |
| 0.3 kJ/m + HIP | 0.9983 | 0.7780 | 290 | 4.526 | –2.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, Y.; Kim, H.-J.; Kim, G.-H.; Lee, C.-W.; Lee, D.-G. Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing. Metals 2021, 11, 878. https://doi.org/10.3390/met11060878
Choi Y, Kim H-J, Kim G-H, Lee C-W, Lee D-G. Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing. Metals. 2021; 11(6):878. https://doi.org/10.3390/met11060878
Chicago/Turabian StyleChoi, Youngsin, Hwi-Jun Kim, Gun-Hee Kim, Chang-Woo Lee, and Dong-Geun Lee. 2021. "Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing" Metals 11, no. 6: 878. https://doi.org/10.3390/met11060878
APA StyleChoi, Y., Kim, H.-J., Kim, G.-H., Lee, C.-W., & Lee, D.-G. (2021). Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing. Metals, 11(6), 878. https://doi.org/10.3390/met11060878