
Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy


 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
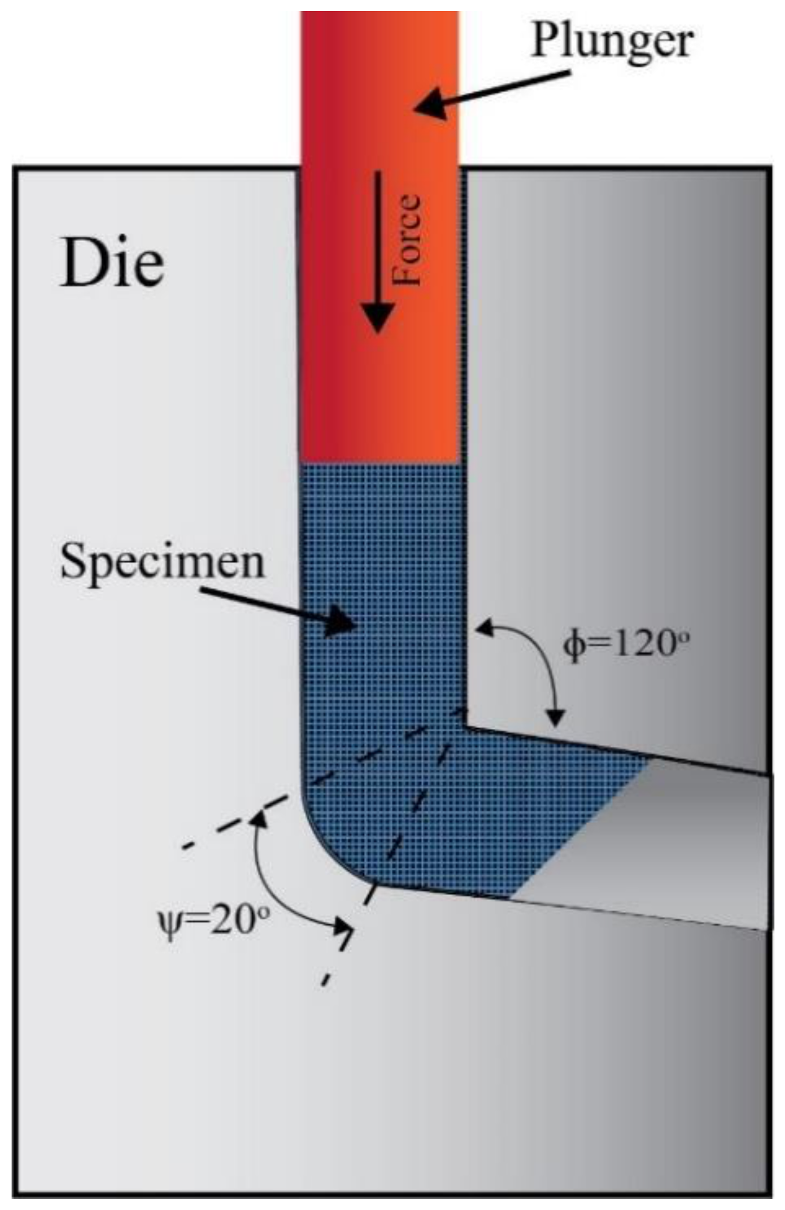
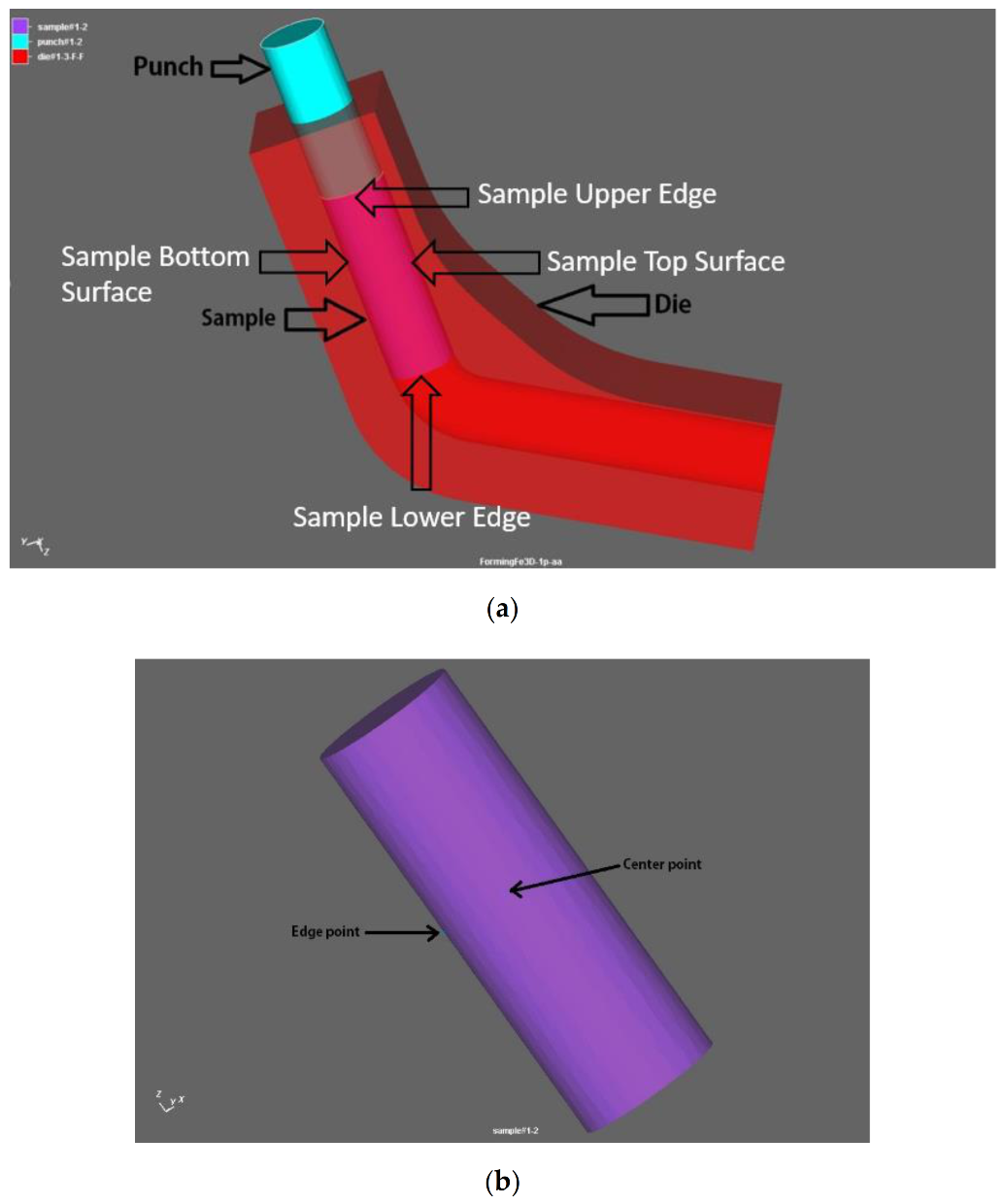
2.1. Finite Element Method
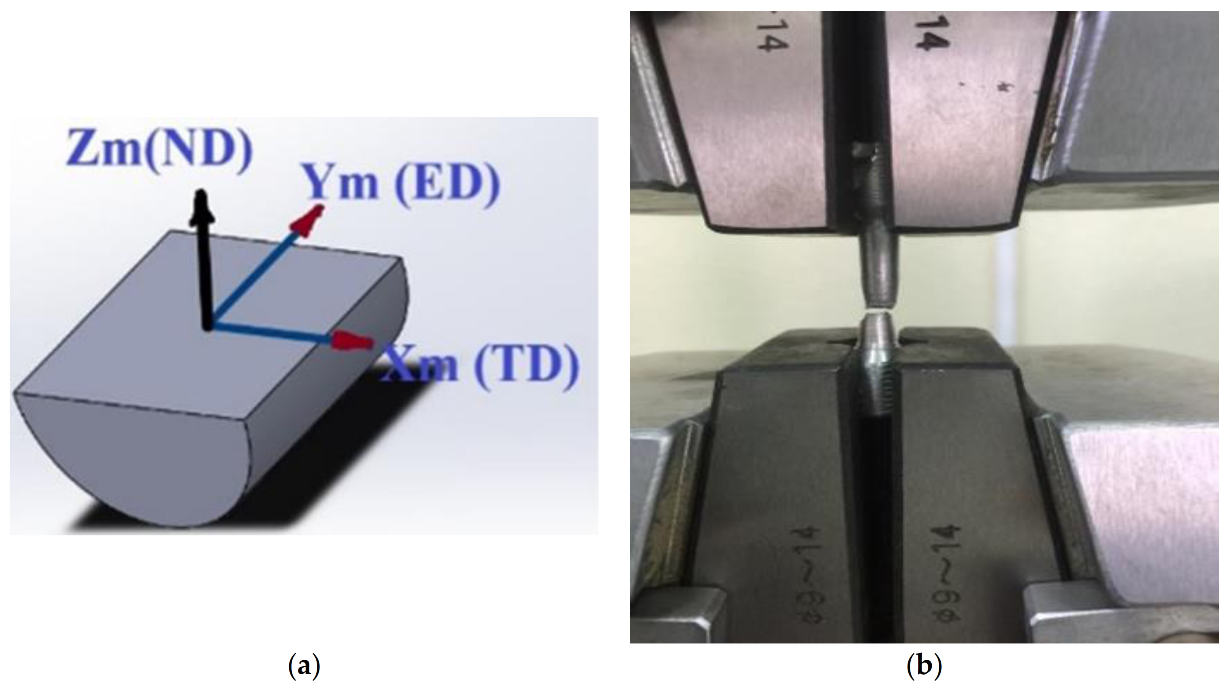
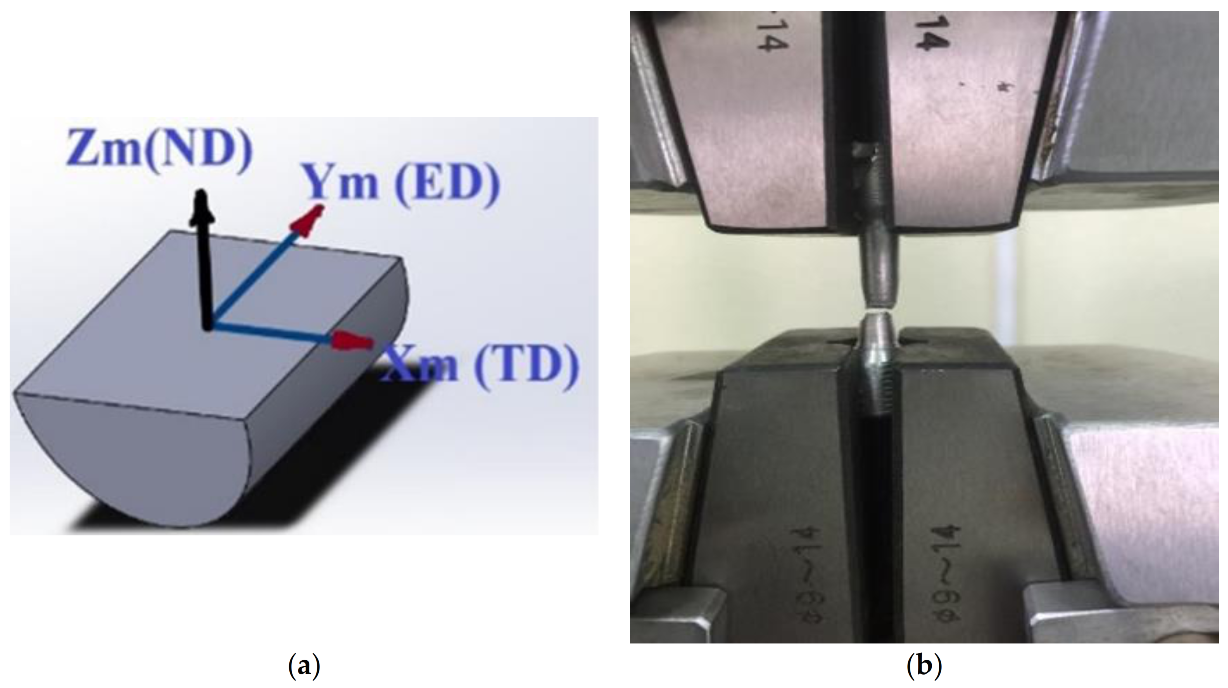
2.2. Experimental Procedure
3. Results
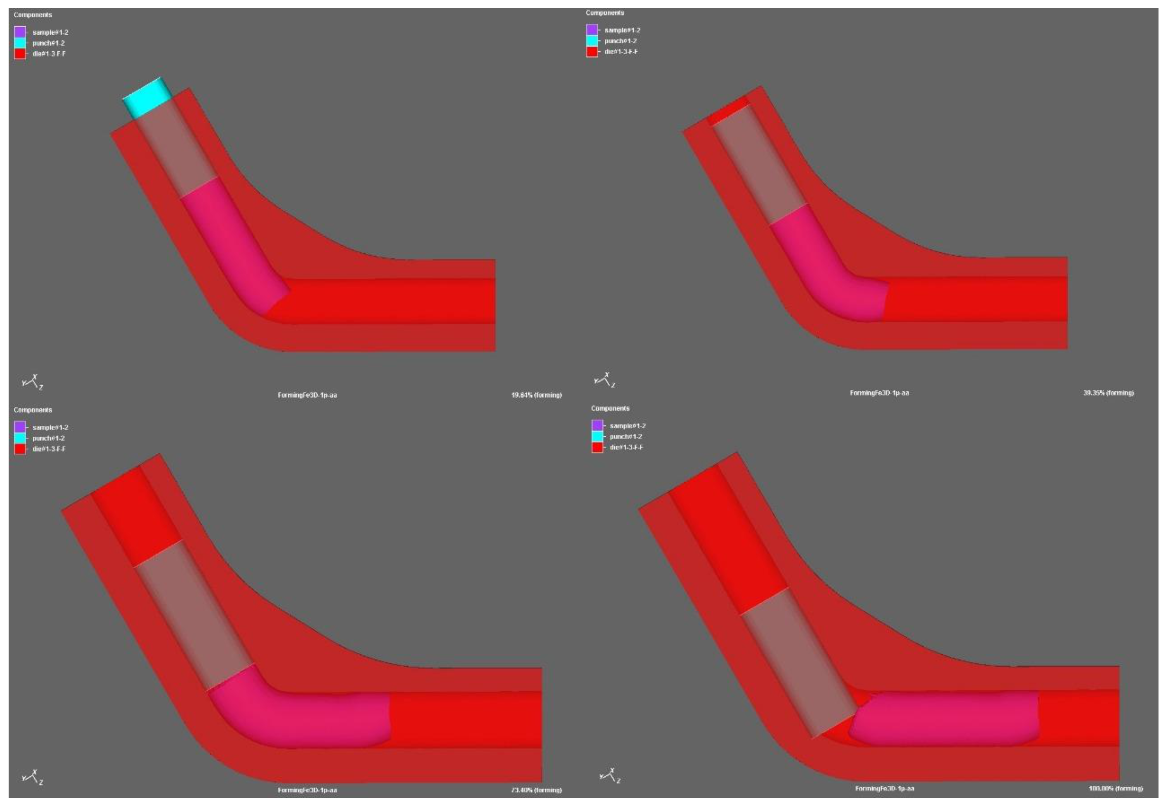
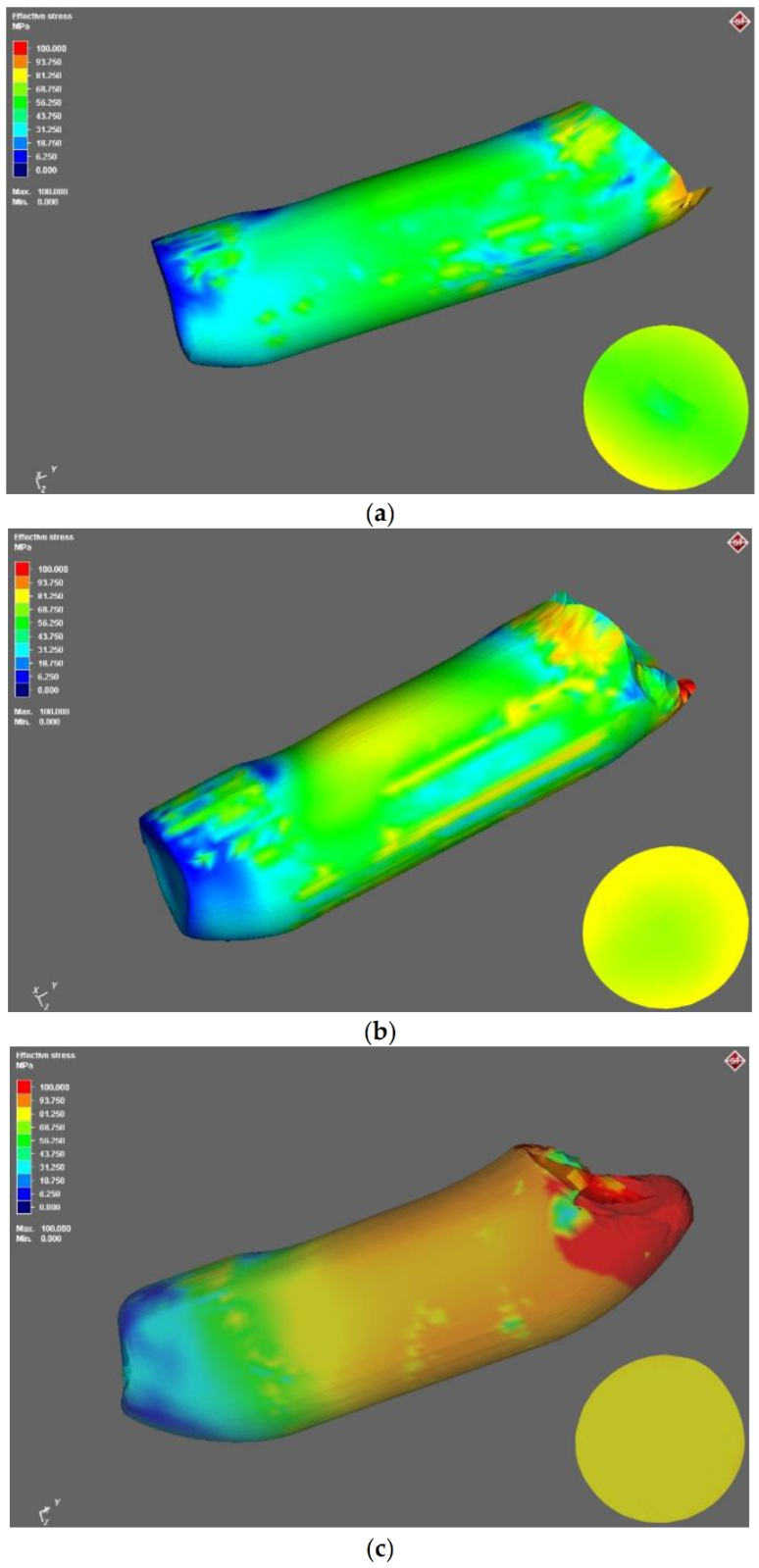
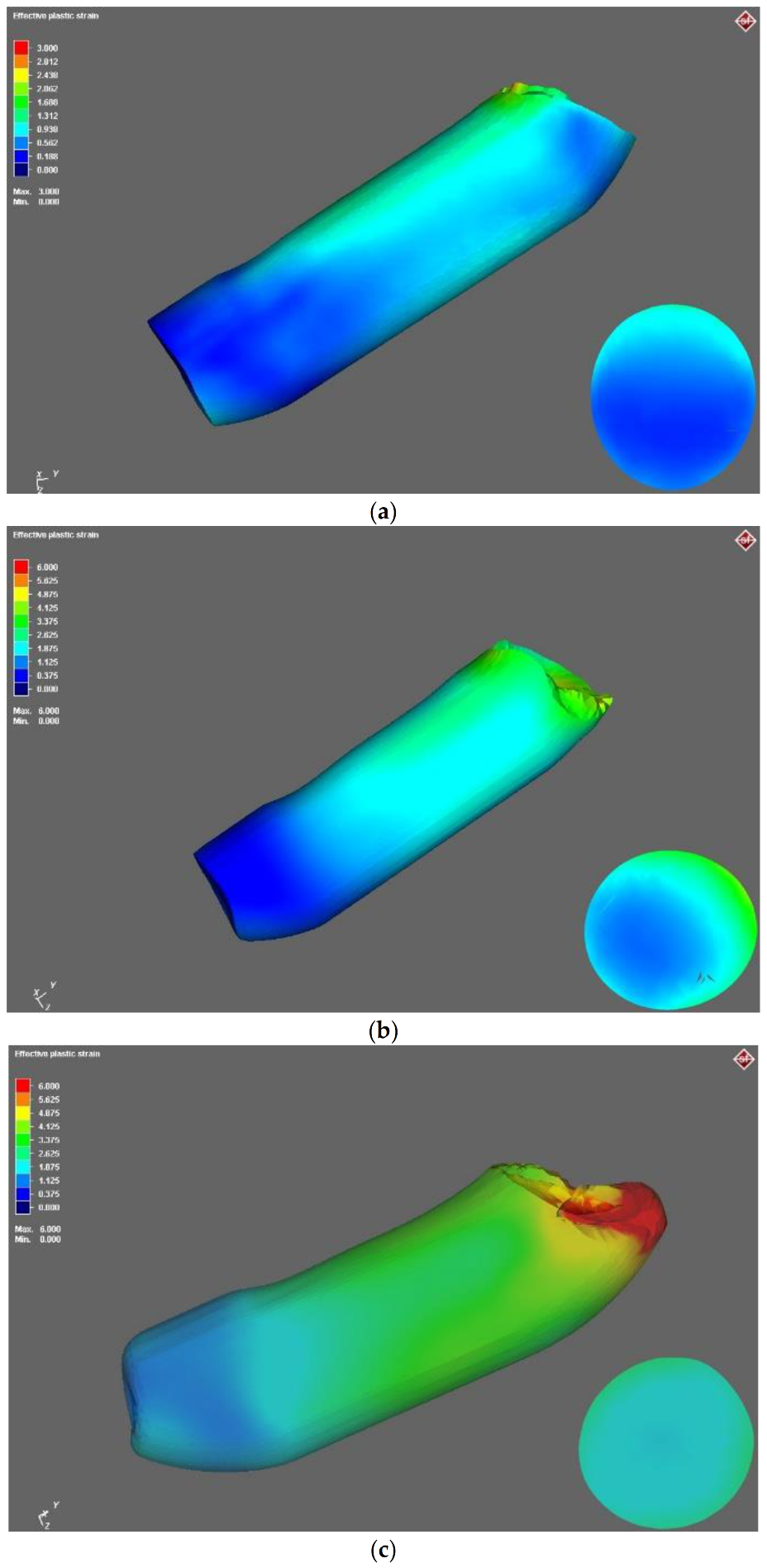
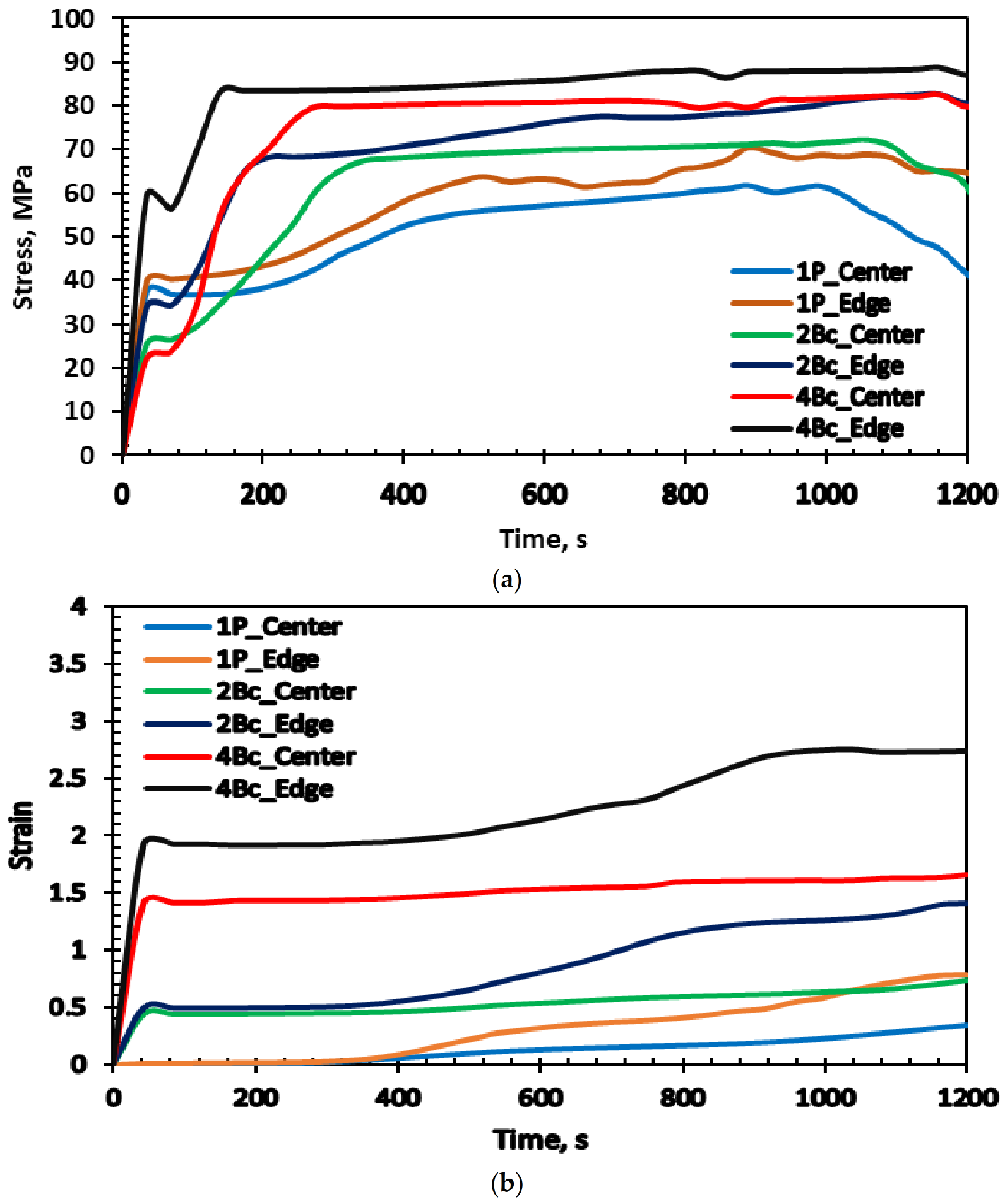
3.1. Finite Element Analysis
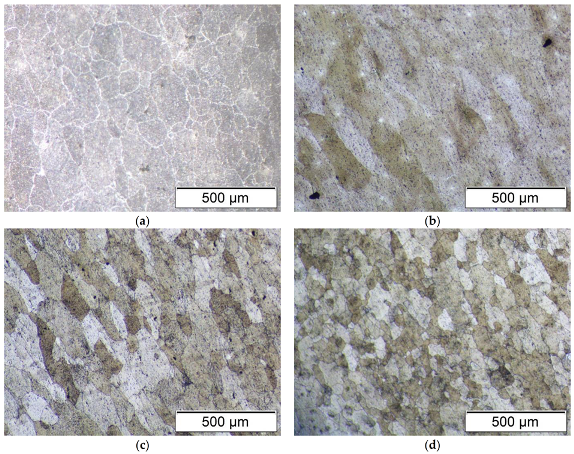
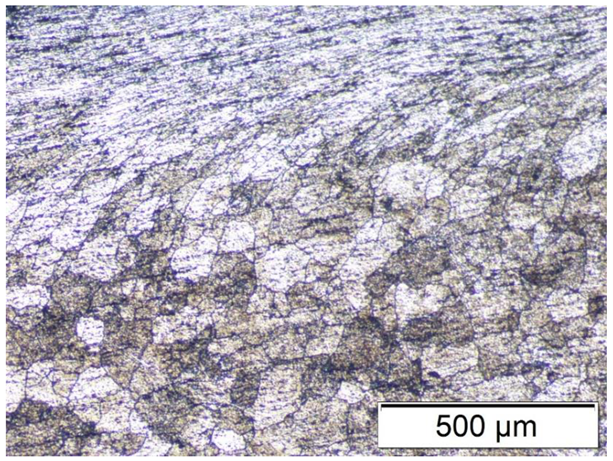
3.2. Microstructural Evolution Using Optical Microscopy
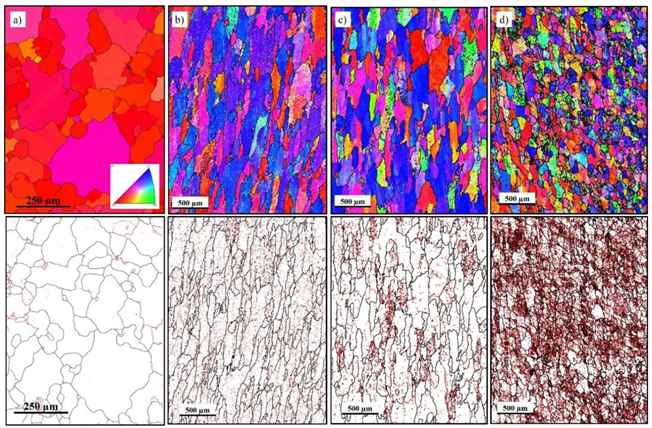
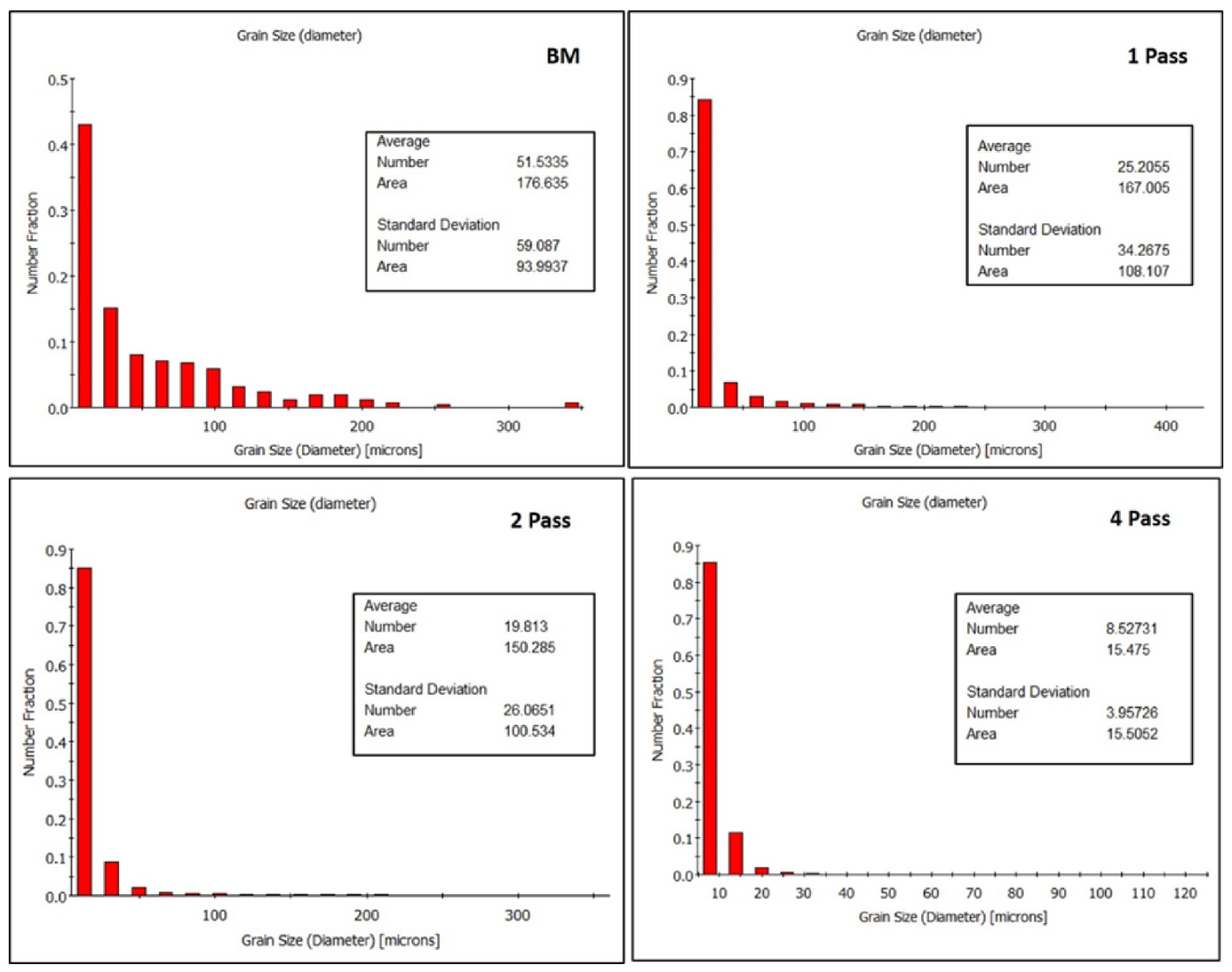
3.3. Grain Structure and Crystallographic Texture
3.4. Mechanical Properties
4. Conclusions
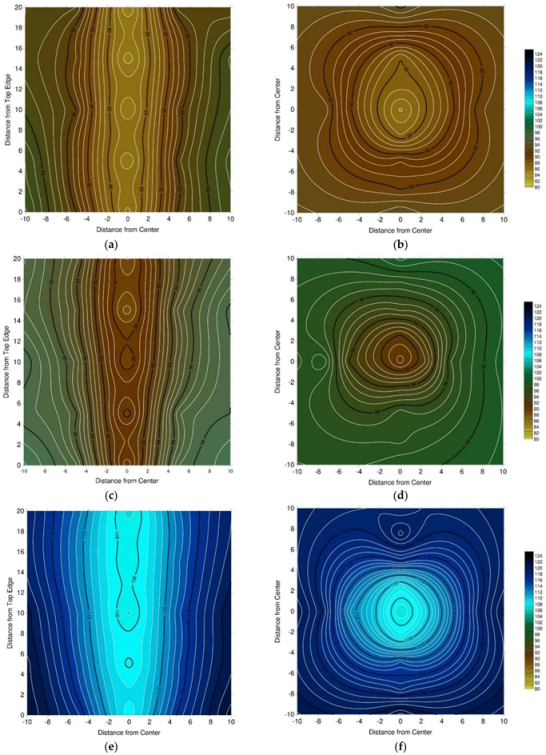
- (1)
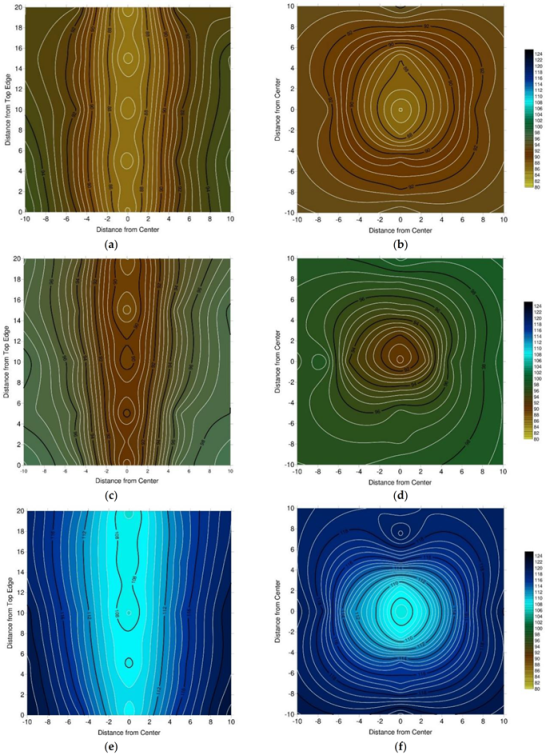
- The plastic strain homogeneity exhibits an inhomogeneous distribution as the peripheral regions displayed higher stresses and strain compared to the central regions.
- (2)
- A relatively homogenous distribution of the plastic strain was attained along the TS compared to the LS.
- (3)
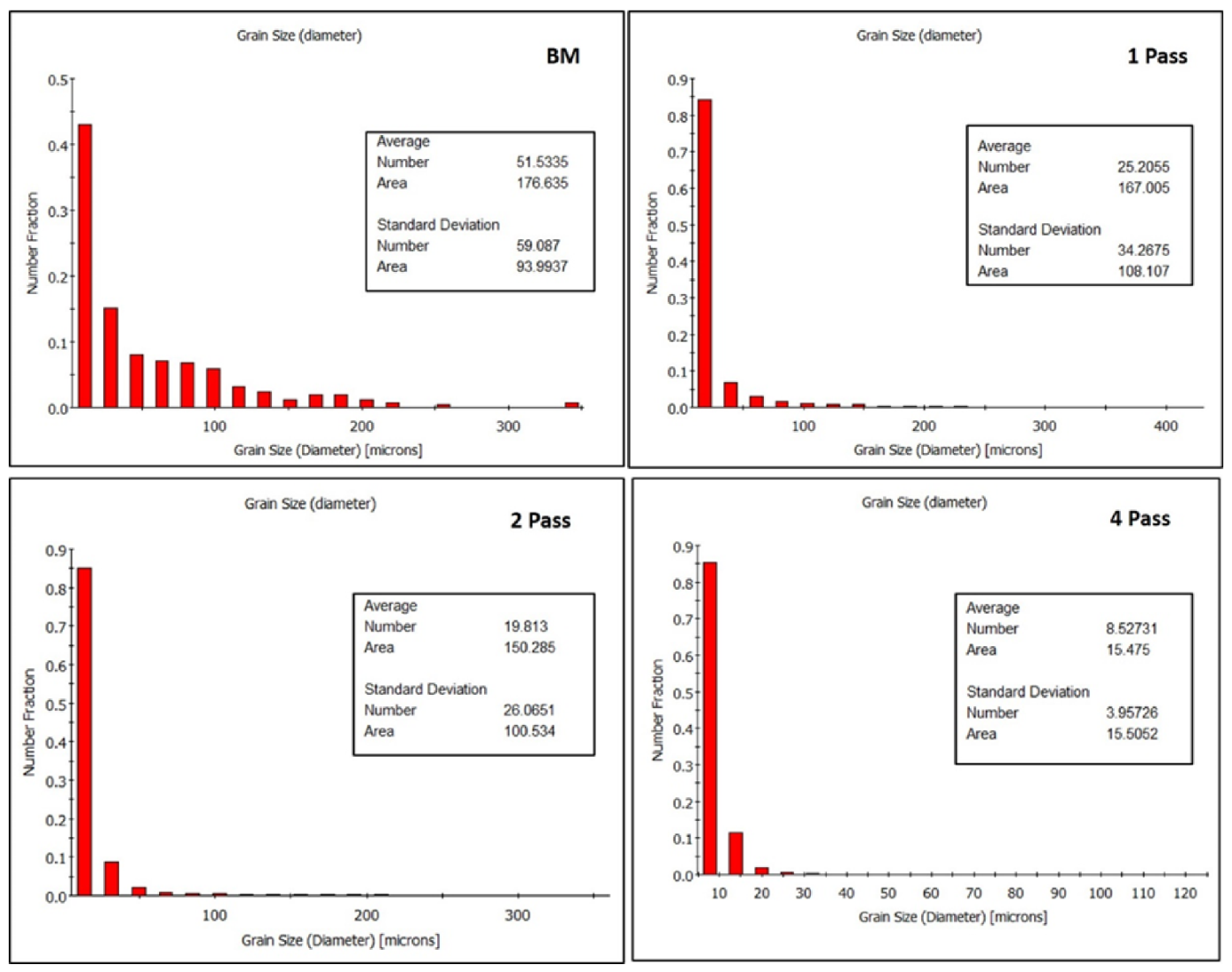
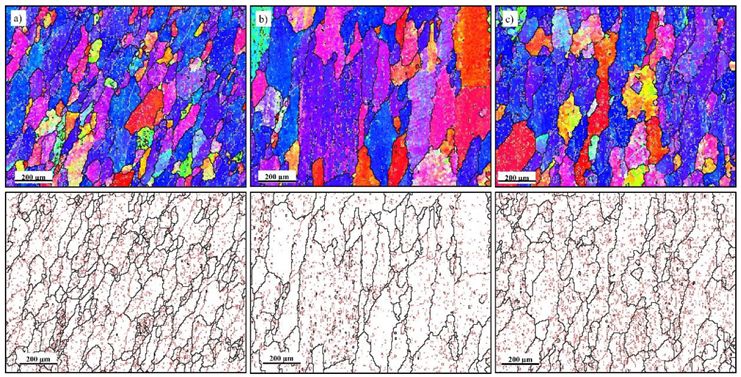
- Processing through 1-p experienced an elongated grain which orientated with the extrusion direction with very high density of LAGBs.
- (4)
- Accumulation of the strain up to 4-Bc revealed an UFG equiaxed structure with an average grain size of 8.5 µm.
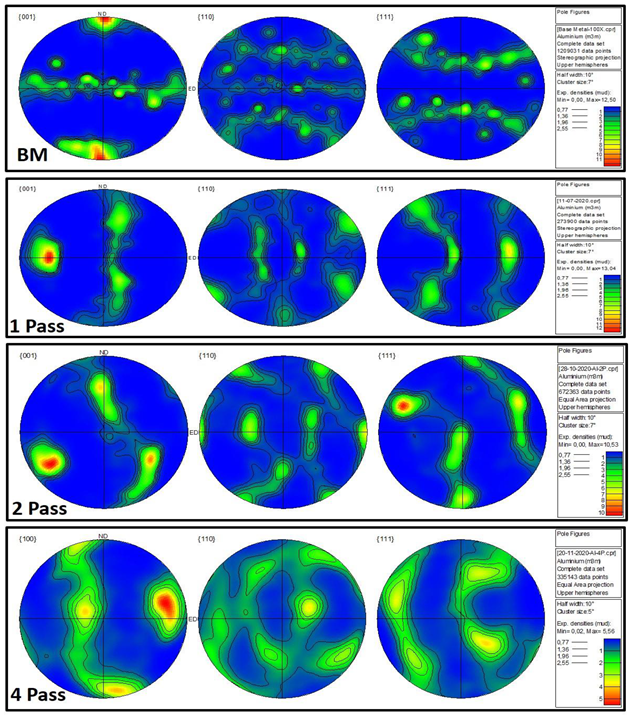
- (5)
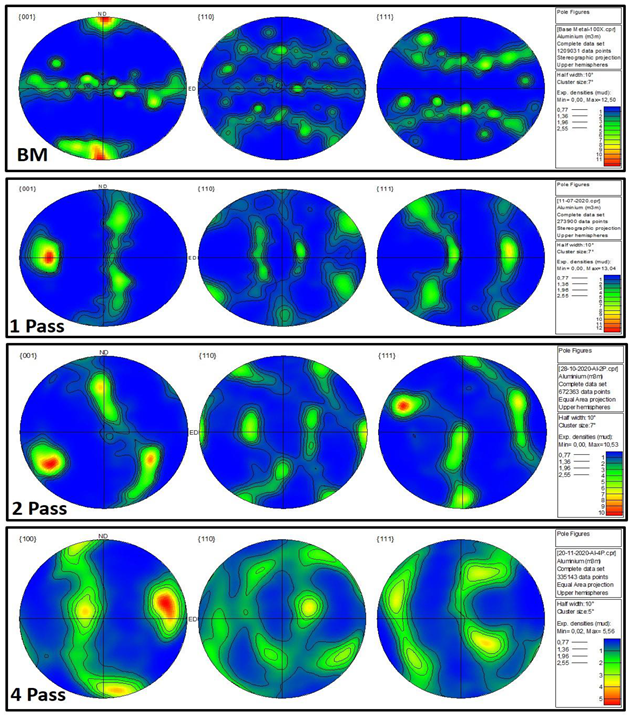
- Processing through 1-p and 2-Bc revealed a strong texture with significant rotation for the texture components whereas 4-Bc processing led to losing the symmetry of the texture with significant reduction in the texture intensity.
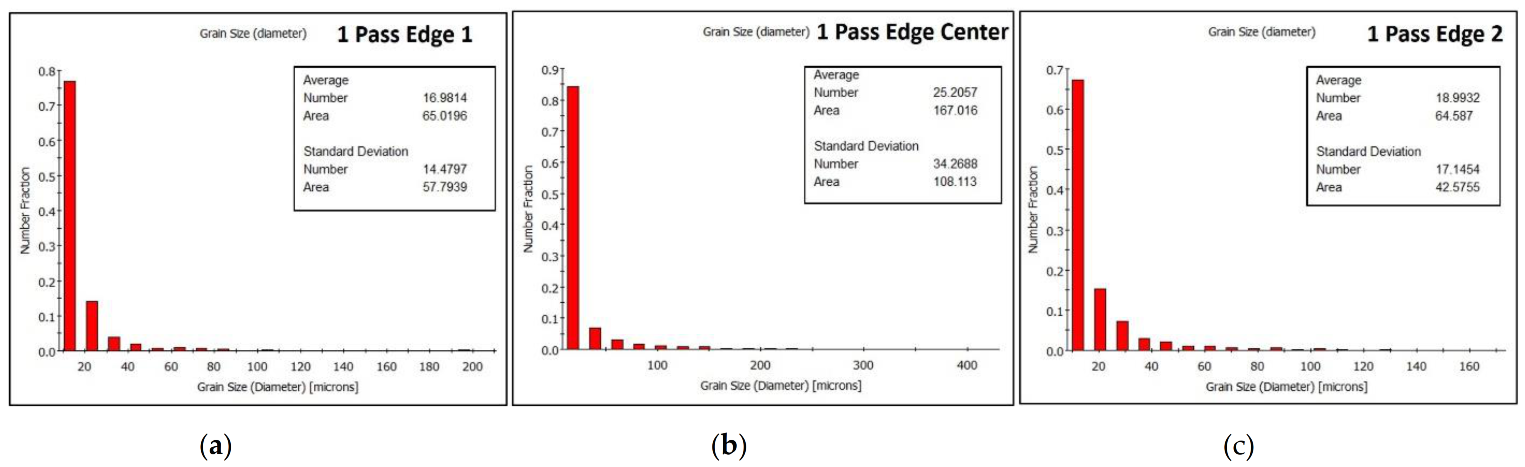
- (6)
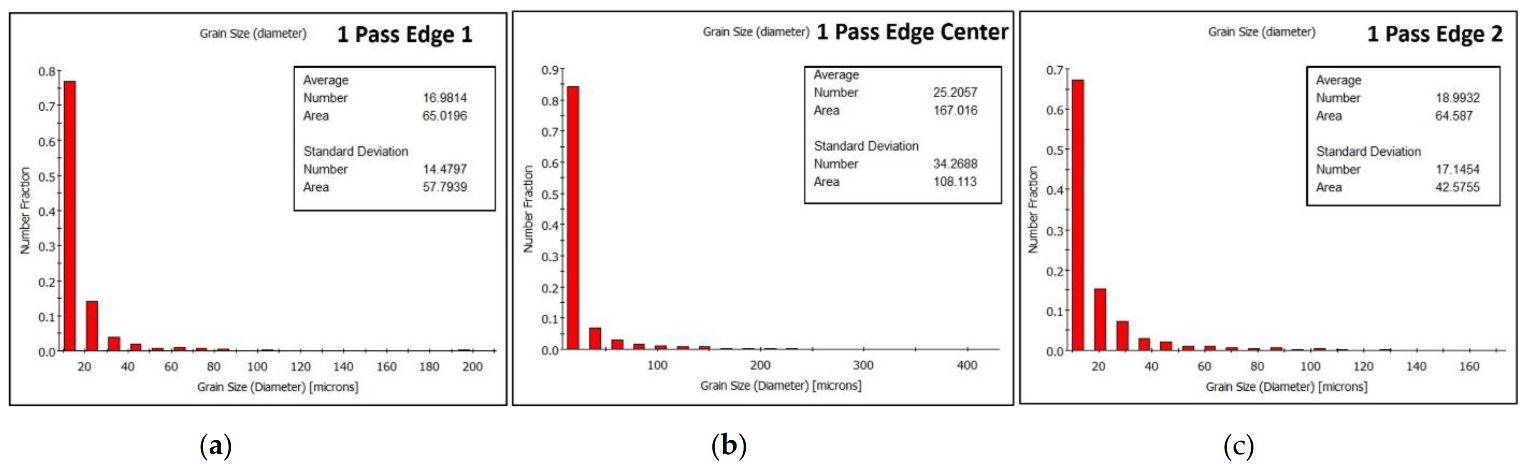
- A smaller grain size is depicted at the peripheral areas than that at the central one.
- (7)
- Processing through 4-Bc experienced an enhancement in the hardness, and tensile strength by 66.6%, and 52%, respectively compared to the as-annealed counterpart.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bertrand, R.; Robe, H.; Texiere, D.; Zedan, Y.; Feulvarch, E.; Bocher, P. Analysis of AA2xxx/AA7xxx friction stir welds. J. Mater. Process. Technol. 2019, 271, 312–324. [Google Scholar] [CrossRef] [Green Version]
- Bononi, M.; Giovanardi, R. Hard anodizing of AA2011-T3 Al-Cu-Pb-Bi free-cutting alloy: Improvement of the process parameters. Corros. Sci. 2018, 141, 63–71. [Google Scholar] [CrossRef]
- Jha, A.K.; Narayanan, P.R.; Diwakar, V.; Kumar, K.S.; Mittal, M.C. Metallurgical analysis of cracked aluminum alloy (AFNOR 7020) components used in satellite launch vehicles. Eng. Fail. Anal. 2004, 11, 463–474. [Google Scholar] [CrossRef]
- Kumar, M.C.; Sotirov, N.; Chimani, C.M. Investigations on warm forming of AW-7020-T6 alloy sheet. J. Mater. Process. Technol. 2014, 214, 1769–1776. [Google Scholar] [CrossRef]
- Bethencourt, M.; Botana, F.J.; Cano, F.J.; Marcos, M.; Sánchez-Amaya, J.M.; González-Rovira, L. Behaviour of the alloy AA2017 in aqueous solutions of NaCl. Part I: Corrosion mechanisms. Corros. Sci. 2009, 51, 815–824. [Google Scholar] [CrossRef]
- Sekar, K.; Vasanthakumar, P. Mechanical properties of Al-Cu alloy metal matrix composite reinforced with B4C, Graphite and Wear Rate Modeling by Taguchi Method. Mater. Today Proc. 2019, 18, 3150–3159. [Google Scholar] [CrossRef]
- Won, S.; Seo, B.; Park, J.M.; Kim, H.K.; Song, K.H.; Min, S.H.; Ha, T.K.; Park, K. Corrosion behaviors of friction welded dissimilar aluminum alloys. Mater. Charact. 2018, 144, 652–660. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. A study on corrosion behavior of friction stir welded and tungsten inert gas welded AA2014 aluminium alloy. Corros. Sci. 2018, 133, 25–35. [Google Scholar] [CrossRef]
- Jia, H.; Bjørge, R.; Marthinsen, K.; Li, Y. The deformation and work hardening behavior of a SPD processed Al-5Cu alloy. J. Alloys Compd. 2017, 697, 239–248. [Google Scholar] [CrossRef] [Green Version]
- Al-Obaisi, A.M.; El-Danaf, E.A.; Ragab, A.E.; Soliman, M.S. Precipitation hardening and statistical modeling of the aging parameters and alloy compositions in Al-Cu-Mg-Ag alloys. J. Mater. Eng. Perform. 2016, 25, 2432–2444. [Google Scholar] [CrossRef]
- Fang, D.R.; Zhang, Z.F.; Wu, S.D.; Huang, C.X.; Zhang, H.; Zhao, N.Q.; Li, J.J. Effect of equal channel angular pressing on tensile properties and fracture modes of casting Al–Cu alloys. Mater. Sci. Eng. A 2006, 426, 305–313. [Google Scholar] [CrossRef]
- Abd El Aal, M.I.; El Mahallawy, N.; Shehata, F.A.; Abd El Hameed, M.; Yoon, E.Y.; Kim, H.S. Wear properties of ECAP-processed ultrafine grained Al–Cu alloys. Mater. Sci. Eng. A 2010, 527, 3726–3732. [Google Scholar] [CrossRef]
- Ma, Y.M.; Yoon, K.B. Assessment of tensile strength using small punch test for transversely isotropic aluminum 2024 alloy produced by equal channel angular pressing. Mater. Sci. Eng. A 2010, 527, 3630–3638. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alharbi, M.; Abd El-Hafez, H.; El-Garaihy, W.H. The Effect of Equal-Channel Angular Pressing Processing on Microstructural Evolution, Hardness Homogeneity, and Mechanical Properties of Pure Aluminum. SAE Int. J. Mater. Manuf. 2021, 14, 1–14. [Google Scholar]
- Fouad, D.M.; Moataz, A.; El-Garaihy, W.H.; Salem, H.G. Numerical and Experimental Analysis of Multi-Channel Spiral Twist Extrusion Processing of AA5083. Mater. Sci. Eng. A 2019, 764, 138216. [Google Scholar] [CrossRef]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Fouad, D.M.; Salem, H.G. Multi-Channel Spiral Twist Extrusion (MCSTE): A Novel Severe Plastic Deformation Technique for Grain Refinement. Metall. Mater. Trans. A 2018, 49, 2854–2864. [Google Scholar] [CrossRef]
- El-Garaihy, W.; El Rassoul, E.S.A.; Ateyah, A.A.; Alaskari, A.M.; Oraby, S. Data Manipulation Approach and Parameters Interrelationships of the High-Pressure Torsion for AA6061-15%SiCp Composite. SAE Int. J. Mater. Manuf. 2018, 11, 167–182. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Rassoul, E.S.; Salem, H.G. Consolidation of High Performance AA6061 and AA6061-SiCp Composite Processed by High Pressure Torsion. Mater. Sci. Forum. 2014, 783–786, 2623–2628. [Google Scholar] [CrossRef]
- Salem, H.G.; El-Garaihy, W.H.; Rassoul, E.S.M. Influence of High Pressure Torsion on the Consolidation Behavior and Mechanical Properties of AA6061-SiCp Composites Powders. In Supplemental Proceeding: Volume 1, Materials Processing and Interfaces; TMS (The Minerals, Metals & Materials Society): Pittsburgh, PA, USA, 2012; pp. 553–560. [Google Scholar]
- Abd El Aal, M.I. Influence of the pre-homogenization treatment on the microstructure evolution and the mechanical properties of Al–Cu alloys processed by ECAP. Mater. Sci. Eng. A 2011, 528, 6946–6957. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Y.; Xu, Q.; Ma, A.; Jiang, A.; Liu, H.; Yuan, Y.; Qiu, C. Achieving single-pass high-reduction rolling and enhanced mechanical properties of AZ91 alloy by RD-ECAP pre-processing. Mater. Sci. Eng. A 2021, 804, 140717. [Google Scholar] [CrossRef]
- Alateyah, A.; Aljohani, T.A.; Alawad, M.O.; El-Hafez, H.A.; Almutairi, A.N.; Alharbi, E.S.; Alhamada, R.; El-Garaihy, B.W.; El-Garaihy, W.H. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Ahmed, M.M.Z.; Zedan, Y.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals 2021, 11, 607. [Google Scholar] [CrossRef]
- Nassef, A.; Samy, S.; El-Garaihy, W.H. Enhancement of mechanical properties for Al-Mg-Si alloy using equal channel angular pressing. Int. J. Chem. Nucl. Mater. Metall. Eng. 2015, 9, 131–136. [Google Scholar]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; El Rayes, M.M.; Soliman, M.S. Artificial Intelligence Monitoring of Hardening Cutting Conditions and Their Effects on Surface Roughness, Performance, and Finish Turning Costs of Solid-State Recycled Aluminum Alloy 6061 Chips. Metals 2018, 8, 394. [Google Scholar] [CrossRef] [Green Version]
- She, J.; Peng, P.; Tang, A.T.; Zhang, J.Y.; Mao, J.J.; Liu, T.T.; Zhou, S.B.; Wang, Y.; Pan, F.S. Novel on-line twist extrusion process for bulk magnesium alloys. Mater. Des. 2019, 182, 108011. [Google Scholar] [CrossRef]
- Ghazanlou, S.I.; Eghbali, B.; Petrov, R. Microstructural evolution and strengthening mechanisms in Al7075/graphene nano-plates/ carbon nano-tubes composite processed through accumulative roll bonding. Mater. Sci. Eng. A 2021, 807, 140877. [Google Scholar] [CrossRef]
- de Faria, C.G.; Silva Almeida, N.G.; Balzuweit, K.; Paulino Aguilar, M.T.; Cetlin, P.R. The effect of initial strain in the severe plastic deformation of aluminum on the subsequent work hardening regeneration through low strain amplitude multi-directional forging. Mater. Lett. 2021, 90, 129462. [Google Scholar] [CrossRef]
- Fouad, D.M.; Moataz, A.; El-Garaihy, W.H.; Salem, H.G. Multi-objective Optimization of Multi-Channel Spiral Twist Extrusion Process Using a Response Surface Approach and Finite Element Analysis. In Proceedings of the Materials Science & Technology Conference & Exhibition Proceeding (MS &T 2018), Columbus, OH, USA, 14–18 October 2018; pp. 1470–1477. [Google Scholar]
- Ahmed, M.M.Z.; Seleman, M.M.E.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; Seleman, M.M.E.; Allam, T. Grain Structure, Crystallographic Texture, and Hardening Behavior of Dissimilar Friction Stir Welded AA5083-O And. Metals 2021, 11, 181. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; El-Sayed Seleman, M.M.; Rainforth, W.M. A Comparison of Crystallographic Texture and Grain Structure Development in Aluminum Generated by Friction Stir Welding and High Strain Torsion. Mater. Des. 2016, 103, 259–267. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T. Problems of forming stepped axles and shafts in a 3-roller skew rolling mill. J. Mater. Res. Technol. 2020, 9, 10434–10446. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Kalita, D.; Maziarz, W.; Tański, T.; Wojciech Borek, W.; Ostachowski, P.; Faryna, M. Efect of KOBO Extrusion and Following Cyclic Forging on Grain Refinement of Mg–9Li–2Al–0.5Sc Alloy. Met. Mater. Int. 2020, 26, 1004–1014. [Google Scholar] [CrossRef] [Green Version]
- Hasani, A.; Sepsi, M.; Feyzi, S.; Toth, L.S. Deformation field and texture analysis in T-ECAP using a flow function. Mater. Charact. 2021, 173, 110912. [Google Scholar] [CrossRef]
- Alawadhi, M.Y.; Sabbaghianrad, S.; Huang, Y.; Langdon, T.G. Evaluating the paradox of strength and ductility in ultrafine-grained oxygen-free copper processed by ECAP at room temperature. Mater. Sci. Eng. A 2021, 802, 140546. [Google Scholar] [CrossRef]
- Shuai, G.L.; Li, Z.; Zhang, D.T.; Tong, Y.X.; Li, L. The mechanical property and electrical conductivity evolution of Al–Fe alloy between room temperature and elevated temperature ECAP. Vacuum 2021, 183, 109813. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M. 3D FEM simulation of Al-Zn-Mg-Cu alloy during multi-pass ECAP with varying processing routes. Mater. Today Commun. 2021, 26, 102112. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Attarilar, S.; Gode, C.; Djavanroodi, F. Damage prediction of 7025 aluminum alloy during equal-channel angular pressing. Int. J. Miner. Metall. Mater. 2014, 21, 990–998. [Google Scholar] [CrossRef]
- Jia, H.; Li, Y. Texture evolution of an Al-8Zn alloy during ECAP and post-ECAP isothermal annealing. Mater. Charact. 2019, 155, 109794. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Kumar, S.S.S. Effect of ECAP Die Angles on Microstructure Mechanical Properties and Corrosion Behavior of AZ80 Mg Alloy. J. Mater. Eng. Perform. 2019, 28, 2610–2619. [Google Scholar] [CrossRef]
- Romero-Resendiz, L.; Figueroa, I.A.; Reyes-Ruiz, C.; Cabrera, J.M.; Braham, C.; Gonzalez, G. Residual stresses and microstructural evolution of ECAPed AA2017. Mater. Charact. 2019, 152, 44–57. [Google Scholar] [CrossRef]
- Roshan, M.R.; Jenabali Jahromi, S.A.; Ebrahimi, R. Predicting the critical pre-aging time in ECAP processing of age-hardenable aluminum alloys. J. Alloys Compd. 2011, 509, 7833–7839. [Google Scholar] [CrossRef]
- Venkatachalam, P.; Kumar, S.R.; Ravisankar, B.; Paul, V.T.; Vijayalakshmi, M. Effect of processing routes on microstructure and mechanical properties of 2014 Al alloy processed by equal channel angular pressing. Trans. Nonferrous Met. Soc. Chain. 2010, 20, 1822–1828. [Google Scholar] [CrossRef]
- Barenji, A.B.; Eivani, A.R.; Jafarian, H.R.; Park, N. Effects of hot forming cold die quenching and solution treatment on formability and pressing load during equal channel angular deformation of AA2024 aluminum alloy. J. Mater. Res. Technol. 2020, 9, 5599–5609. [Google Scholar] [CrossRef]
- Barenji, A.B.; Eivani, A.R.; Hasheminiasari, M.; Park, N.; Jafarian, H.R. Application of hot forming cold die quenching for facilitating equal channel angular pressing of AA2024 aluminum alloy. J. Alloys Compd. 2019, 791, 265–277. [Google Scholar] [CrossRef]
- Goodarzy, M.H.; Arabi, H.; Boutorabi, M.A.; Seyedein, S.H.; Hasani Najafabadi, S.H. The effects of room temperature ECAP and subsequent aging on mechanical properties of 2024 Al alloy. J. Alloys Compd. 2014, 585, 753–759. [Google Scholar] [CrossRef]
- El Mahallawya, N.; Shehata, F.A.; Abd El Hameed, M.; Abd El Aal, M.I. Effect of Cu content and number of passes on evolution of microstructure and mechanical properties of ECAPed Al/Cu alloys. Mater. Sci. Eng. A 2009, 517, 46–50. [Google Scholar] [CrossRef]
- El Mahallawy, N.; Shehata, F.A.; Abd El Hameed, M.; Abd El Aal, M.I.; Kim, H.S. 3D FEM simulations for the homogeneity of plastic deformation in Al–Cu alloys during ECAP. Mater. Sci. Eng. A 2010, 527, 1404–1410. [Google Scholar] [CrossRef]
- Almenaif, O.; Alhumaydan, Y.; Alnafisah, M.; Aldhalaan, M.; Alateyah, A.I.; El-Garaihy, W.H. A Computational Investigation into the Effect of Equal Channel Angular Processing on the Mechanical Properties of Severely Deformed ZK 60 Alloy Validated by Experiments. Am. J. Appl. Sci. 2020, 13, 296–310. [Google Scholar] [CrossRef]
- Agwa, M.A.; Ali, M.N.; Al-Shorbagy, A.E. Optimum processing parameters for equal channel angular pressing. Mech. Mater. 2016, 100, 1–11. [Google Scholar] [CrossRef]
- Mishra, B.; Mohapatra, S.K.; Ranjan, V.; Maity, K. Equal channel angular pressing of the aluminum alloy: A numerical investigation. Mater. Today Proceeding 2020, 26, 2173–2178. [Google Scholar] [CrossRef]
- Esmailzadeh, M.; Aghaie-Khafri, M. Finite element and artificial neural network analysis of ECAP. Comput. Mater. Sci. 2012, 63, 127–133. [Google Scholar] [CrossRef]
- Zhang, S.R.; Peng, Y.H.; Li, D. FEM simulation of micro-crystalline materials during ECAP based on the dislocation evolution method. Chaos Solitons Fractals 2016, 89, 139–146. [Google Scholar] [CrossRef]
- Alkorta, J.; Sevillano, J.G.A. A comparison of FEM and upper-bound type analysis of equal-channel angular pressing (ECAP). J. Mater. Process. Technol. 2003, 141, 313–318. [Google Scholar] [CrossRef]
- Deng, G.Y.; Lu, C.; Su, L.H.; Liu, X.H.; Tieu, A.K. Modeling texture evolution during ECAP of copper single crystal by crystal plasticity FEM. Mater. Sci. Eng. A 2012, 534, 68–74. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Ebrahimi, M. Effect of die channel angle, friction and back pressure in the equal channel angular pressing using 3D finite element simulation. Mater. Sci. Eng. A 2010, 527, 1230–1235. [Google Scholar] [CrossRef]
- Chen, W.; Feng, P.; Dong, L.; Liu, B.; Ren, S.; Fu, Y. Experimental and theoretical analysis of microstructural evolution and deformation behaviors of CuW composites during equal channel angular pressing. Mater. Des. 2018, 142, 166–176. [Google Scholar] [CrossRef]
- Horita, Z.; Fujinami, T.; Nemoto, M.; Langdon, T.G. Equal-Channel Angular Pressing of Commercial Aluminum Alloys: Grain Refinement, Thermal Stability and Tensile Properties. Metall. Mater. Trans. A 2000, 31, 691–701. [Google Scholar] [CrossRef]
- Ibrahim, M.; El, A.B.D.; Sadawy, M.M. Influence of ECAP as Grain Refinement Technique on Microstructure Evolution, Mechanical Properties and Corrosion Behavior of Pure Aluminum. Trans. Nonferrous Met. Soc. China 2015, 25, 3865–3876. [Google Scholar]
- Derakhshan, J.F.; Parsa, M.H.; Jafarian, H.R. A Microstructure and Mechanical Properties Variations of Pure Aluminum Subjected to One Pass of ECAP-Conform Process. Mater. Sci. Eng. A 2019, 747, 120–129. [Google Scholar] [CrossRef]
- Figueroa, I.A.; Braham, C.; Alfonso, I. Effect of the Initial ECAP Passes on Crystal Texture and Residual Stresses of 5083 Aluminum Alloy. Int. J. Miner. Metall. Mater. 2020, 27, 801–808. [Google Scholar]
- Xu, J.; Li, J.; Shan, D.; Guo, B. Microstructural evolution and micro/meso-deformation behavior in pure copper processed by equal-channel angular pressing. Mater. Sci. Eng. A 2016, 664, 114–125. [Google Scholar] [CrossRef]
- Xu, J.; Li, J.; Shan, D.; Guo, D. Strain softening mechanism at meso scale during micro-compression in an ultrafine grained pure copper. AIP Adv. 2015, 5, 1–6. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Wu, S.D.; Li, Y.J.; Liu, S.M.; Wang, Z.G. Cyclic deformation and fatigue properties of Al–0.7 wt.% Cu alloy produced by equal channel angular pressing. Mater. Sci. Eng. A 2005, 412, 279–286. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards strength-ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. An investigation of microstructural evolution during equal-channel angular pressing. Acta Mater. 1997, 45, 4733–4741. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Parameter | Value |
|---|---|
| Temperature range (°C) | 150–450 |
| Strain Range (φ) | 0.05–5 |
| Strain Rate Range () | 0.01–63 |
| c1 | 506.503 |
| c2 | −0.00444724 |
| n1 | −4.81802e−5 |
| n2 | 0.106109 |
| l1 | 5.75635e−5 |
| l2 | −0.0280168 |
| m1 | 0.000256 |
| m2 | −0.010893 |
| Element | Cu | Fe | Pb | Zn | Ti | V | Al |
|---|---|---|---|---|---|---|---|
| Wt % | 5.75 | 0.417 | 0.2 | 0.137 | 0.009 | 0.004 | balance |
| Processing Condition | HV-Value | YS (MPa) | UTS (MPa) | Elongation (%) | |
|---|---|---|---|---|---|
| Center | Periphery | ||||
| AA | 72 ± 2 | 72 ± 2 | 251 ± 1 | 235 ± 1 | 20 ± 0.5 |
| 1-p | 86 ± 2 | 95 ± 2 | 267 ± 1 | 270 ± 1 | 23 ± 0.5 |
| 2-Bc | 89 ± 2 | 99 ± 2 | 229 ± 1 | 337 ± 1 | 45 ± 0.5 |
| 4-Bc | 108 ± 2 | 122 ± 3 | 249 ± 1 | 358 ± 1 | 46 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Shenawy, M.; Ahmed, M.M.Z.; Nassef, A.; El-Hadek, M.; Alzahrani, B.; Zedan, Y.; El-Garaihy, W.H. Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals 2021, 11, 938. https://doi.org/10.3390/met11060938
El-Shenawy M, Ahmed MMZ, Nassef A, El-Hadek M, Alzahrani B, Zedan Y, El-Garaihy WH. Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals. 2021; 11(6):938. https://doi.org/10.3390/met11060938
Chicago/Turabian StyleEl-Shenawy, M., Mohamed M. Z. Ahmed, Ahmed Nassef, Medhat El-Hadek, Bandar Alzahrani, Yasser Zedan, and W. H. El-Garaihy. 2021. "Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy" Metals 11, no. 6: 938. https://doi.org/10.3390/met11060938
APA StyleEl-Shenawy, M., Ahmed, M. M. Z., Nassef, A., El-Hadek, M., Alzahrani, B., Zedan, Y., & El-Garaihy, W. H. (2021). Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals, 11(6), 938. https://doi.org/10.3390/met11060938